JP2009166309A - インクジェットヘッド及びインクジェットヘッドの製造方法 - Google Patents
インクジェットヘッド及びインクジェットヘッドの製造方法 Download PDFInfo
- Publication number
- JP2009166309A JP2009166309A JP2008005494A JP2008005494A JP2009166309A JP 2009166309 A JP2009166309 A JP 2009166309A JP 2008005494 A JP2008005494 A JP 2008005494A JP 2008005494 A JP2008005494 A JP 2008005494A JP 2009166309 A JP2009166309 A JP 2009166309A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- substrate
- wiring
- inkjet head
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 45
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 30
- 239000000758 substrate Substances 0.000 claims abstract description 109
- 239000000853 adhesive Substances 0.000 claims abstract description 82
- 230000001070 adhesive effect Effects 0.000 claims abstract description 80
- 229920001187 thermosetting polymer Polymers 0.000 claims description 26
- 239000004593 Epoxy Substances 0.000 claims description 23
- 239000000178 monomer Substances 0.000 claims description 21
- 239000003505 polymerization initiator Substances 0.000 claims description 18
- 238000010438 heat treatment Methods 0.000 claims description 14
- 238000000016 photochemical curing Methods 0.000 claims description 11
- 239000003999 initiator Substances 0.000 claims description 8
- 239000010419 fine particle Substances 0.000 claims description 6
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 238000012719 thermal polymerization Methods 0.000 claims description 6
- ILBBNQMSDGAAPF-UHFFFAOYSA-N 1-(6-hydroxy-6-methylcyclohexa-2,4-dien-1-yl)propan-1-one Chemical compound CCC(=O)C1C=CC=CC1(C)O ILBBNQMSDGAAPF-UHFFFAOYSA-N 0.000 claims 1
- 239000000470 constituent Substances 0.000 abstract description 7
- 150000001875 compounds Chemical class 0.000 description 23
- 239000000463 material Substances 0.000 description 16
- 229910052751 metal Inorganic materials 0.000 description 15
- 239000002184 metal Substances 0.000 description 15
- -1 AlN-BN Inorganic materials 0.000 description 14
- 238000007740 vapor deposition Methods 0.000 description 10
- 125000002947 alkylene group Chemical group 0.000 description 9
- 238000010538 cationic polymerization reaction Methods 0.000 description 9
- 238000001723 curing Methods 0.000 description 9
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 9
- 125000002723 alicyclic group Chemical group 0.000 description 7
- 125000002091 cationic group Chemical group 0.000 description 7
- 238000000059 patterning Methods 0.000 description 7
- 150000003839 salts Chemical class 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 150000001768 cations Chemical class 0.000 description 6
- 239000003822 epoxy resin Substances 0.000 description 6
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 6
- 229910052753 mercury Inorganic materials 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 229920000647 polyepoxide Polymers 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 5
- 239000002923 metal particle Substances 0.000 description 5
- 238000004544 sputter deposition Methods 0.000 description 5
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 125000003118 aryl group Chemical group 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 229920006332 epoxy adhesive Polymers 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 150000002170 ethers Chemical class 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 230000010287 polarization Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- HGCIXCUEYOPUTN-UHFFFAOYSA-N cyclohexene Chemical compound C1CCC=CC1 HGCIXCUEYOPUTN-UHFFFAOYSA-N 0.000 description 2
- LPIQUOYDBNQMRZ-UHFFFAOYSA-N cyclopentene Chemical compound C1CC=CC1 LPIQUOYDBNQMRZ-UHFFFAOYSA-N 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000007772 electroless plating Methods 0.000 description 2
- 238000013007 heat curing Methods 0.000 description 2
- 125000000623 heterocyclic group Chemical class 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- RWSOTUBLDIXVET-UHFFFAOYSA-O sulfonium Chemical compound [SH3+] RWSOTUBLDIXVET-UHFFFAOYSA-O 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- LWNGJAHMBMVCJR-UHFFFAOYSA-N (2,3,4,5,6-pentafluorophenoxy)boronic acid Chemical class OB(O)OC1=C(F)C(F)=C(F)C(F)=C1F LWNGJAHMBMVCJR-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- 102100033806 Alpha-protein kinase 3 Human genes 0.000 description 1
- 101710082399 Alpha-protein kinase 3 Proteins 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229910017008 AsF 6 Inorganic materials 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 1
- 101100434911 Mus musculus Angpt1 gene Proteins 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229910018286 SbF 6 Inorganic materials 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical class C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- VWKLICCSBFEWSZ-UHFFFAOYSA-N aniline;trifluoroborane Chemical compound FB(F)F.NC1=CC=CC=C1 VWKLICCSBFEWSZ-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000012663 cationic photopolymerization Methods 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000006258 conductive agent Substances 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- ZWAJLVLEBYIOTI-UHFFFAOYSA-N cyclohexene oxide Chemical compound C1CCCC2OC21 ZWAJLVLEBYIOTI-UHFFFAOYSA-N 0.000 description 1
- FWFSEYBSWVRWGL-UHFFFAOYSA-N cyclohexene oxide Natural products O=C1CCCC=C1 FWFSEYBSWVRWGL-UHFFFAOYSA-N 0.000 description 1
- 125000002433 cyclopentenyl group Chemical group C1(=CCCC1)* 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002999 depolarising effect Effects 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012954 diazonium Substances 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-O diazynium Chemical compound [NH+]#N IJGRMHOSHXDMSA-UHFFFAOYSA-O 0.000 description 1
- RSJLWBUYLGJOBD-UHFFFAOYSA-M diphenyliodanium;chloride Chemical compound [Cl-].C=1C=CC=CC=1[I+]C1=CC=CC=C1 RSJLWBUYLGJOBD-UHFFFAOYSA-M 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- JDVIRCVIXCMTPU-UHFFFAOYSA-N ethanamine;trifluoroborane Chemical compound CCN.FB(F)F JDVIRCVIXCMTPU-UHFFFAOYSA-N 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 239000012433 hydrogen halide Substances 0.000 description 1
- 229910000039 hydrogen halide Inorganic materials 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical class I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- MGFYSGNNHQQTJW-UHFFFAOYSA-N iodonium Chemical compound [IH2+] MGFYSGNNHQQTJW-UHFFFAOYSA-N 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 239000008204 material by function Substances 0.000 description 1
- 230000028161 membrane depolarization Effects 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 125000003566 oxetanyl group Chemical class 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 125000000466 oxiranyl group Chemical group 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000004965 peroxy acids Chemical class 0.000 description 1
- XYFCBTPGUUZFHI-UHFFFAOYSA-O phosphonium Chemical compound [PH4+] XYFCBTPGUUZFHI-UHFFFAOYSA-O 0.000 description 1
- 150000004714 phosphonium salts Chemical class 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 150000003871 sulfonates Chemical class 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- WLOQLWBIJZDHET-UHFFFAOYSA-N triphenylsulfonium Chemical compound C1=CC=CC=C1[S+](C=1C=CC=CC=1)C1=CC=CC=C1 WLOQLWBIJZDHET-UHFFFAOYSA-N 0.000 description 1
- 239000012953 triphenylsulfonium Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/10—Finger type piezoelectric elements
Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
【課題】組みたて精度、組み立て容易性に優れ、構成部材の接着性に優れたインクジェットヘッド及びインクジェットヘッドの製造方法を提供する。
【解決手段】インクの入口141と出口142とを有する圧力室基板1内の圧力室壁から引き出された電極と電気的に接続するための接続電極16が形成されていると共に、該接続電極16に電圧を印加する配線が形成された配線基板3が、圧力室基板1のインクの入口側の端面に接着剤により接着され、該接着剤が、光硬化性と熱硬化性を併せ持つ接着剤であることを特徴とするインクジェットヘッド。
【選択図】図2
【解決手段】インクの入口141と出口142とを有する圧力室基板1内の圧力室壁から引き出された電極と電気的に接続するための接続電極16が形成されていると共に、該接続電極16に電圧を印加する配線が形成された配線基板3が、圧力室基板1のインクの入口側の端面に接着剤により接着され、該接着剤が、光硬化性と熱硬化性を併せ持つ接着剤であることを特徴とするインクジェットヘッド。
【選択図】図2
Description
本発明は、インクジェット画像記録の用いるインクジェットヘッド及びインクジェットヘッドの製造方法に関し、詳しくは、インクジェットヘッドの組み立て段階で、組みたて精度、組み立て容易性が向上し、構成部材の接着性に優れたインクジェットヘッド及びインクジェットヘッドの製造方法に関するものである。
液体を微小な液滴の状態で吐出可能な液体噴射ヘッドは、例えば、記録紙上にインク滴を吐出して画像等を記録するインクジェットプリンタに用いられるインクジェットヘッド等として広く普及してきている。
このようなインクジェットヘッドは、液体を吐出するための駆動素子として圧電体を用い、複数のノズルに対応する圧電体を選択的に駆動することにより、各圧電体の動圧に基づいてノズルから液体を吐出させるようにしており、複数の部材同士を接着剤を用いて接着することによって形成される。
また、多数配列されたチャネル内のインクをノズルから吐出するインクジェットヘッドは、チャネルが形成されたヘッドチップに電極を設け、この電極に配線基板の配線を電気的に接続することで、駆動回路からの駆動信号を配線基板の配線及び電極を介してチャネルに付与するようになっている。
従来、このヘッドチップのような電極部品と配線基板との接続には、ヘッドチップに電極を形成し、更に配線基板にも配線を形成した上で、両者間に絶縁接着剤を塗布して加圧接着したり、異方性導電フィルム等を用いて接続したりしていた。このとき、各電極や各配線は、蒸着やエッチングによりパターニングして形成したり、導電性ペーストを用いてパターニングした後焼成することで形成する。
また、電極と配線とを電気的に接続する際は、両者が確実に接触することで導通を確保する必要がある。しかし、導電性ペーストをパターニング後に焼成して形成した配線は、焼成後の収縮度合いのばらつきによって配線毎に膜厚が微妙に相違し、これが原因で電極との間で導通のばらつきが生じるおそれがある。このため、通常、電極部品に形成された電極と配線基板に形成された配線とを電気的に接続させる場合、配線の表面の一部に予めバンプを形成しておき、接合時に電極と配線とが確実に接触し得るようにしている。しかし、電極と配線とはバンプを介した点接触となるため、一定レベル以上の導通の信頼性を確保するには、両者の接合時の加圧力や接着剤の塗布厚等の細かな調整が必要であった。
特に、ヘッドチップに形成した電極と配線基板の配線とを電気的に接続させるインクジェットヘッドの製造においては、近年、チャネル数がますます高密度化し、それに伴って電極及び配線もますます細密化してきている。このため、各電極と各配線との確実な導通を信頼性高く確保することに細心の注意を払う必要があり、それが製造コストを高騰させる要因ともなっていた。
上記課題に対し、各構成部材を貼合わせる接着剤として熱硬化性接着剤が用いられているが、例えば、熱硬化性接着剤を用いた配線基板と圧力室基板との貼合では、配線基板と圧力室基板との熱膨張率の違いにより接着剤を加熱硬化する際に接続がずれること、あるいは加熱の際に接着剤が低粘度になり流路に流れ込む等の問題を抱えている。
この様な熱硬化性接着剤を用いた際の上記課題を解決するために、光硬化型接着剤を用いて、加熱すること無しに光で硬化する光硬化性接着剤を用いた貼合方法が知られている。しかしながら、この光硬化性接着剤を用いた貼合方法では、配線基板を透明にして、基板側から光照射する方法であるとしても、配線基板上の電極の影になる部分の接着剤は硬化しないこと、耐溶剤性が充分高いレベルになるまで光照射すると接着力が低下する等の課題が残されている。
上記とは異なる課題に対してではあるが、熱硬化性と光硬化性とを備えた接着剤で各構成部材を接着し、加熱硬化する前に、光照射することにより接着剤の流れ出しを抑え、その後、加熱処理により全体を硬化する方法等が提案されている。
例えば、記録素子基板と支持部材とを、エポキシ樹脂、エポキシ樹脂と熱反応可能なシランカップリング剤、光カチオン重合開始剤及び熱カチオン重合開始剤から構成される接着剤により固定したインクジェットヘッドの製造方法が開示されている(特許文献1参照。)
しかしながら、これら熱硬化性と光硬化性とを備えた接着剤を用いて、圧力室基板と配線基板とを接着させる場合、特に電極間のピッチが極めて細かい場合には、光硬化に引き続く熱硬化による位置ずれにより、断線が起きやすい。またヘッド使用当初は問題ないとしても、使用時間が長くなるとヘッドチップに形成した電極と配線基板の配線との電気的な接続が切れてインクが吐出しないチャネルが発生する。
特開2007−15238号公報
しかしながら、これら熱硬化性と光硬化性とを備えた接着剤を用いて、圧力室基板と配線基板とを接着させる場合、特に電極間のピッチが極めて細かい場合には、光硬化に引き続く熱硬化による位置ずれにより、断線が起きやすい。またヘッド使用当初は問題ないとしても、使用時間が長くなるとヘッドチップに形成した電極と配線基板の配線との電気的な接続が切れてインクが吐出しないチャネルが発生する。
本発明は、上記課題に鑑みなされたものであり、その目的は、組みたて精度、組み立て容易性に優れ、構成部材の接着性に優れたインクジェットヘッド及びインクジェットヘッドの製造方法を提供することにある。
本発明の上記目的は、以下の構成により達成される。
1.インクの入口と出口とを有する圧力室基板内の圧力室壁から引き出された電極と電気的に接続するための接続電極が形成されていると共に、該接続電極に電圧を印加する配線が形成された配線基板が、圧力室基板のインクの入口側の端面に接着剤により接着され、該接着剤が、光硬化性と熱硬化性を併せ持ち、導電性微粒子を含有する接着剤であることを特徴とするインクジェットヘッド。
2.前記光硬化性と熱硬化性を併せ持つ接着剤が、重合性モノマーとしてエポキシモノマーを含有し、かつ重合開始剤として光重合開始剤及び熱重合開始剤を含有することを特徴とする前記1に記載のインクジェットヘッド。
3.前記配線基板の支持体が、紫外線透過性であることを特徴とする前記1または2に記載のインクジェットヘッド。
4.前記1〜3のいずれか1項に記載のインクジェットヘッドを製造するインクジェットヘッドの製造方法であって、配線基板の圧力室基板と接着する面に接着剤を塗設する工程と、該圧力室基板の位置を決めて該配線基板に貼合する工程と、該配線基板の接着面とは反対側の面から光を照射して該接着剤を光硬化する工程と、次いで加熱処理を施して該接着剤を熱硬化する工程とを経て製造することを特徴とするインクジェットヘッドの製造方法。
5.前記1〜3のいずれか1項に記載のインクジェットヘッドを製造するインクジェットヘッドの製造方法であって、配線基板の圧力室基板と接着する面に接着剤を塗設する工程と、該圧力室基板の位置を決めて該配線基板に貼合する工程と、該配線基板の接着面の周囲から光を照射して該接着剤を光硬化する工程と、次いで加熱処理を施して該接着剤を熱硬化する工程とを経て製造することを特徴とするインクジェットヘッドの製造方法。
本発明により、組み立て精度、電気的接続性、組み立て容易性に優れ、構成部材の接着性に優れたインクジェットヘッド及びインクジェットヘッドの製造方法を提供することができた。
以下、本発明を実施するための最良の形態について詳細に説明する。
本発明者は、上記課題に鑑み鋭意検討を行った結果、インクの入口と出口とを有する圧力室基板内の圧力室壁から引き出された電極と電気的に接続するための接続電極が形成されていると共に、該接続電極に電圧を印加する配線が形成された配線基板が、圧力室基板のインクの入口側の端面に接着剤により接着され、該接着剤が、光硬化性と熱硬化性を併せ持つ接着剤であることを特徴とするインクジェットヘッドにより、組み立て精度、組み立て容易性に優れ、構成部材の接着性に優れたインクジェットヘッドを実現できることを見出し、本発明に至った次第である。
以下、本発明のインクジェットヘッドの詳細について説明する。
《インクジェットヘッド》
はじめに、本発明のインクジェットヘッドの基本的構成例について、図を交えて説明する。
はじめに、本発明のインクジェットヘッドの基本的構成例について、図を交えて説明する。
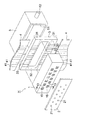
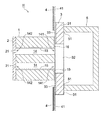
図1は、本発明のインクジェットヘッドの一例を示す分解斜視図であり、図2はその断面図である。図1、2において、Hはインクジェットヘッド、1は圧力室基板(ヘッドチップともいう)、2はヘッドチップ1の前面に接合されるノズルプレート、3はヘッドチップ1の後面に接合される配線基板、4は配線基板3に接合されるFPC、5は配線基板3の後面に接合されるインクマニホールドである。
なお、本発明においては、ヘッドチップ1からインクが吐出される側の面を「前面」と定義し、その反対側の面のインクの入口側を「後面」と定義する。また、ヘッドチップ1を前面又は後面から見て、並設されるチャネルを挟んで上下に位置する外側面をそれぞれ「上面」及び「下面」と定義する。
ヘッドチップ1は、圧電素子からなる駆動壁13とチャネル14とが交互に並設されている。チャネル14の形状は、両側壁が上面及び下面に対してほぼ垂直に立ち上がっており、そして互いに平行である。図2に示すように、ヘッドチップ1の前面及び後面にそれぞれ各チャネル14の出口142と入口141とが配置されると共に、各チャネル14は入口141から出口142に亘る長さ方向で大きさと形状がほぼ変わらないストレートタイプである。
このヘッドチップ1において、各チャネル14は図示上下に2列となるチャネル列を有している。各チャネル列はそれぞれ6個のチャネル14からなるが、ヘッドチップ1中のチャネル列を構成するチャネル14の数は何ら限定されない。
本発明のインクジェットヘッドは、図2に示すインクジェットヘッドHの作製過程で、下記に説明する方法により作製されるヘッドチップ1において、ヘッドチップ1を構成するチャネル(圧力室)14内に設けられた駆動電極15から引き出され、その駆動電極15と電気的に接続するための接続電極16と、圧力室14の入口141側にある配線基板3上に設けら、接続電極16に電圧を印可する配線電極33とを、本発明に係る光硬化性と熱硬化性を併せ持つ接着剤(以下、光・熱硬化型接着剤ともいう)で貼り合わせを行うことを特徴とする。
また、本発明のインクジェットヘッドの作製方法においては、ヘッドチップ1の駆動電極15と接合させる配線基板3上に設けた配線電極33表面に、本発明に係る光・熱硬化型接着剤を塗設する工程と、ヘッドチップ1の位置を決めて、接着剤を塗設した配線電極33を有する配線基板3に貼合する工程と、配線基板3の接着面とは反対側の面であるインクの入口側141から光を照射して、本発明に係る光・熱硬化型接着剤を光硬化する工程と、次いで加熱処理を施して、光・熱硬化型接着剤を熱硬化する工程とを経て製造することを特徴とする。
また、他の本発明に係る光・熱硬化型接着剤の硬化方法としては、配線基板3の接着面の周囲から光を照射して、本発明に係る光・熱硬化型接着剤を光硬化した後、加熱処理を施して熱硬化する工程とを経て製造することも特徴の一つとする。
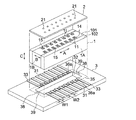
具体的なインクジェットヘッドの作製方法について、更に図3を用いて説明する。
図3は、インクジェットヘッドの構成の一例を示す分解斜視図である。
ヘッドチップ1は、複数の溝を有する圧電体101と蓋材102を接合して形成される。圧電体101の溝の表面は、図3において斜線で示した駆動電極15が形成されている。駆動電極15は、インクによる腐食を防止する目的で、透明な絶縁層により被覆されていることが好ましい。
ヘッドチップ1の後面には、各圧力室14の駆動電極15から引き出された接続電極16(電圧印加用電極)が形成されている。接続電極16の形成は、蒸着又はスパッタリングによって行うことができる。
ノズルプレートは、ヘッドチップ1の各圧力室14の出口に対応する位置にそれぞれノズル21が開設されており、接続電極16が形成されたヘッドチップ1の前面に、例えば、本発明に係る光・熱硬化型接着剤を用いて接合される。従って、各圧力室14の入口、出口及びノズル21が直線状に配置される。
配線基板3は、ヘッドチップ1の各駆動電極15に図示しない駆動回路からの駆動電圧を印加する配線を接続するための板状の部材である。この配線基板3に用いられる基板には、非分極のPZTやAlN−BN、AlN等のセラミックス材料からなる基板、低熱膨張のプラスチックやガラスからなる基板、ヘッドチップ1に使用されている圧電体の基板材料と同一の基板材料を脱分極した基板等を用いることができる。好ましくは、熱膨張率の差に起因するヘッドチップ1の歪み等の発生を抑えるため、未分極のPZTを基準にして±3ppm以内の熱膨張係数の差を持つ材料を選定することである。
さらに光重合開始剤が感じる光を透過する材料が配線基板の接着面とは反対側から光照射したときに熱硬化前に接着部分の広い領域の硬化が進み、電極接続部分の位置ずれが更に抑制されることで好ましい。
配線基板3を構成する基板は1枚板状のものに限らず、薄板状の基板材料を複数枚積層して所望の厚みとなるように形成してもよい。
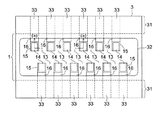
この配線基板3は、ヘッドチップ1の後面よりも大きな面積を有しており、ヘッドチップ1の圧力室14の並び方向(圧力室列方向)と直交する方向(図中のB方向)に延び、ヘッドチップ1からそれぞれ大きく張り出しており、各張り出し端が図示しないFPC等を接続するための配線接続部33となっている。また、配線基板3は、ヘッドチップ1の圧力室14の並び方向(図中のA方向)にもそれぞれ大きく張り出している。
配線基板3のほぼ中央部には開口部32が貫通形成されている。この開口部32は、ヘッドチップ1の後面に臨む全圧力室14の入口側を露呈させることができる程度の大きさに形成されている。
開口部32の形成方法としては、基板材料に応じて、ダイシングソーで加工する方法、超音波加工機で加工する方法、焼結前のセラミックスを型成形し、焼成する方法、サンドブラストにより形成する方法等が採用できる。
配線基板3のヘッドチップ1との接合面側となる表面に、ヘッドチップ1の後面に形成された各接続電極16と同数及び同ピッチ(W1+W2)で配線電極33(電圧印加用電極)が形成され、開口部32の周縁から各配線接続部31、31に延び、配線基板3の外縁まで至っている。この配線電極33は、FPC等が接合される際、FPC等に形成されている各配線と電気的に接続し、駆動回路からの駆動電圧を接続電極14を介して圧力室12内の駆動電極15に印加するための電極として機能する。
なお、配線基板3の表面には、配線電極33の他に、ヘッドチップ1を位置決めするための位置決め用パターン38が形成されている。この位置決め用パターン38は、ヘッドチップ1との接合時にはヘッドチップ1の後面に形成された位置決め用パターン39と嵌合し、ヘッドチップ1の位置決めを行う際に使用される。
本発明において、このようにして形成されたヘッドチップ1と配線基板3の接合方法としては、はじめに、配線基板3のヘッドチップ1との接着部分(配線電極33の一部)に本発明に係る光・熱硬化型接着剤をディスペンサーで塗布する。次いで、配線基板3の配線電極33と、図4に記載のヘッドチップ1の接続電極16とが電気的に接続すると共に開口部32がヘッドチップ1の全チャネルを露呈させるように位置あわせをしながら、ヘッドチップ1と配線基板3を圧着する。
次いで、配線基板3がガラスのように光透過性の場合は、高圧水銀灯を配線基板3の接着部の周辺から、例えば、5000mJ/cm2照度で照射する。また、配線基板3が光不透過性の材料から構成されている場合には、ヘッドチップのインク出口側142から、例えば、高圧水銀灯を5000mJ/cm2照射条件で照射する。更に、ヘッドチップ1と配線基板3を接合した周囲に高圧水銀灯を照射する。この様な光照射により、光硬化を行った後、所定の温度及び時間で加熱処理を行い熱硬化を施す。この工程においては、何れも構成部材も光硬化により固定されているので、圧着治具をはずしても加熱硬化ができる。
接着剤の光硬化に用いる照射光源としては、特定の波長領域の紫外線を安定した露光エネルギーで発光する紫外線ランプ及び特定の波長の紫外線を透過するフィルターを備えて構成される光源が好ましい。紫外線ランプとしては、水銀ランプ、メタルハライドランプ、エキシマーレーザー、紫外線レーザー、冷陰極管、熱陰極管、ブラックライト、LED(light emitting diode)等が適用可能であり、特に波長365nmの紫外線を発光する高圧水銀ランプが好ましい。
また、加熱処理方法としては、電気オーブンまたはインクジェット記録ヘッドに圧着して加熱することができる加熱具が好ましく、例えば、ホットプレート、リボンヒーター等が挙げられる。また、加熱処理時に、少なくとも圧電体部を冷却する手段として、アルミニウムブロックに冷水を循環させて冷却させる手段を併用することが好ましい。
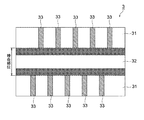
次いで、配線基板3の配線電極33の形成方法について、更に図を用いて説明する。
図5は、配線基板3の表面に導電性ペーストを用いて配線電極33をパターニングした状態を示す配線基板3の平面図である。このような導電性ペーストを用いた配線電極33のパターニングには、細密性とコスト安の両立が図り易い点でスクリーン印刷法が適している。また、その他、ディスペンサーやインクジェットを用いたパターニングを採用することもできる。
本発明において用いられる導電性ペーストは、一般に導電剤としての金属粒子とバインダー樹脂の他、溶剤や増粘剤を含有する。金属粒子としては、特に制限はなく、一般にはAgを用いることができるが、その他、Au、Cu、AgPt、AgPtPd等を用いることもできる。
本発明において、ヘッドチップ1と配線基板3とは、配線基板3表面にこのようにして導電性ペーストを用いて配線電極33をパターニングした後、焼成処理を行った後、図6に示す様に配線電極33a部分に微量の金属粒子を含む導電性を有する本発明に係る光・熱硬化型接着剤を塗設した後、ヘッドチップ1の接続電極16と各配線電極33とを位置合わせした後、そのまま密着させ、その後に光照射処理及び加熱処理により硬化させる。この硬化処理により、同時にヘッドチップ1と配線基板3とが接着されて接合される。
なお、配線電極33を導電性ペーストを用いてパターニングする際、図5に示すように、配線電極33におけるヘッドチップ1の各接続電極16と接合される部位33aをその他の部位33bよりも細く形成することが好ましい。これにより、ヘッドチップ1と配線基板3とを密着させた際に、接続電極16と接合される部位33aが押し潰されて若干横に広がっても、隣接する配線33との電気的短絡を防ぐことができる。
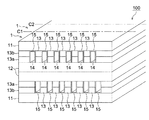
図7、図8は、上記ヘッドチップ1を作製する方法の一例を示す概略断面図である。
図7の(a)に示す様に、はじめに、1枚のベース基板11上に、2枚の圧電素子基板13a、13bをそれぞれエポキシ系接着剤を用いて接合する。各圧電素子基板13a、13bに用いられる圧電材料としては、電圧を加えることにより変形を生じる公知の圧電材料を用いることができるが、特に、チタン酸ジルコン酸鉛(PZT)が好ましい。2枚の圧電素子基板13a、13bは互いに分極方向(矢印で示す)を反対方向に向けて積層し、基板11にエポキシ系接着剤接着剤を用いて接着する。
次いで、図7の(b)に示す様に、その2枚の圧電素子基板13a、13bに亘って、ダイシングソー等を用いて複数の平行な溝を研削する。これにより、ベース基板11上に高さ方向で分極方向が反対となる圧電素子からなる駆動壁13が並設される。各溝は圧電素子基板13a、13bの一方の端から他方の端に亘ってほぼ同じ一定の深さで研削することで、長さ方向で大きさと形状がほぼ変わらないストレート状のチャネル14となる。
また、図示しないが、ベース基板11を用いる代わりに圧電素子基板13bを厚手のものとし、薄手の圧電素子基板13a側から厚手の圧電素子基板13bの中途部にまで至る複数の平行な溝を研削することにより、高さ方向で分極方向が反対となる駆動壁13の形成と同時にベース基板11の部分が圧電素子基板13bによって一体に形成されるようにしてもよい。
次いで、このようにして形成した各チャネル14の内面に駆動電極15を形成する。駆動電極15を形成する金属は、Ni、Co、Cu、Al等があり、電気抵抗の面からはAlやCuを用いることが好ましいが、腐食や強度、コストの面からNiが好ましく用いられる。また、Alの上に更にAuを積層した積層構造としてもよい。
駆動電極15の形成は、蒸着法、スパッタリング法、めっき法、CVD(化学気相反応法)等の真空装置を用いた方法等によって金属被膜を形成する方法が挙げられるが、めっき法によるものが好ましく、特に無電解めっきにより形成することが好ましい。無電解めっきによれば、均一且つピンホールフリーの金属被膜を形成することができる。めっき膜の厚みは0.5〜5μmの範囲が好ましい。
次いで、図7の(c)に示す様に、駆動電極15はチャネル14毎に独立させる必要があるため、駆動壁13の上端面には金属被膜が形成されないようにする。このため、例えば各駆動壁13の上端面に予めドライフィルムを貼着したり、レジストを形成しておき、金属被膜を形成した後に除去することで、各駆動壁13の側面及び各チャネル14の底面に選択的に駆動電極15を形成するとよい。
次いで、図7の(d)に示す様に、このようにして駆動電極15を形成した後、駆動壁13の上端面にカバー基板12をエポキシ系接着剤を用いて接合し、1列のチャネル列を有するヘッド基板10を作製する。ベース基板11及びカバー基板12には、駆動壁13を構成する圧電材料と同一の基板材料を脱分極して用いると、基板接着時の加熱や駆動の熱の影響による、熱膨張係数の差に起因する速度分布や駆動特性のばらつきを少なくすることができる。
また、このようなヘッド基板は、図7の(d)に示すようにして作製されるものに限らず、図8に示すように、ベース基板11を用いる代わりに圧電素子基板を厚手のものとして、平行な溝を研削して駆動壁13とチャネル14とを交互に並設し、各チャネル14の内面に駆動電極15を形成したものを2組(上側基板10aと下側基板10b)用意し、これを駆動壁13同士が相対するように接着することで、図7の(d)と類似のヘッド基板10Aとすることもできる。この場合、図7の(a)のように薄い圧電素子基板13aを圧電素子基板13b上に接着する必要がないのでコスト上有利である。但し、以下では、図7の(d)のヘッド基板10を用いて作製する場合について説明する。
図7の(d)に示すようにして作製されたヘッド基板10を2枚用い、図9に示すように互いのカバー基板12同士を重ね合わせ、エポキシ系接着剤を用いて接合することで、上下で2列のチャネル列を有する積層ヘッド基板100を作製した後、この積層ヘッド基板100を、チャネル14の長さ方向と直交する方向に沿う複数のカットラインC1、C2・・・に沿って切断することにより、ハーモニカ型の複数のヘッドチップ1、1・・・を作製する。
このようにして作製されるヘッドチップ1、1・・・は、各チャネル列において圧電素子からなる駆動壁13とチャネル14とが交互に並設される。チャネル14の形状は、両側壁がヘッドチップ1のベース基板11からほぼ垂直方向に立ち上がっており、そして互いに平行である。ヘッドチップ1の前面及び後面には、それぞれ各チャネル14の出口142と入口141とが配置される。各チャネル14は、入口から出口に亘る長さ方向で大きさと形状がほぼ変わらないストレートタイプとなる。
このようなハーモニカ型のヘッドチップ1では、各チャネル14内の駆動電極15に駆動回路からの駆動電圧を印加するためのFPC等の配線を外部から接続できるようにするため、各駆動電極15をヘッドチップ1の外面にまで引き出す必要がある。そこで、次に、ヘッドチップ1の後面に、駆動電極15のうちのチャネル14の底面に形成された部分(チャネル14内に臨むベース基板11の表面)からベース基板11の後端面にかけて接続電極16を引き出し形成する。
図10は、ヘッドチップ1の外面に、各駆動電極15と電気的に接続する接続電極16を引き出し形成する方法の一例を説明する説明図である。
接続電極16は、図10の(a)に示すように、ヘッドチップ1の後面に、駆動電極15のうちのチャネル14内に臨むベース基板11表面に形成された部分を少なくとも含み、ヘッドチップ1の上面側及び下面側にかけて開設された開口部201を有する感光性ドライフィルム200を貼着し、Al等の電極形成用の金属を蒸着して、開口部201内に金属被膜を生成することによって形成することができる。
チャネル14内の駆動電極15と接続電極16をスムーズに接続するためには、蒸着方向に対してヘッドチップ1の後面を垂直にするのではなく、所定の角度傾けて蒸着することが望ましい。具体的には、蒸着方向(金属粒子が飛来する方向)が、図10の(a)の紙面に垂直ではく、垂直から上側及び下側に30〜60度程度傾いていることが望ましい。
また、接続電極16は、Alの金属被膜の上に更にAuを蒸着する等の方法によって積層構造としてもよい。更に、接続電極16の形成は、蒸着に代えてスパッタリングによって行うようにしてもよい。
特に、ヘッドチップ1を図8に示すように作製したヘッド基板10Aを用いて切断加工した場合、上側基板10aの駆動電極15と下側基板10bの駆動電極15は、間に接着剤が存在するので電気的に接続されていない。このため、感光性ドライフィルム200の開口部201内に金属被膜を形成する際に、この2つの駆動電極15、15が接続されるようにする必要がある。これは電極形成を蒸着で行う場合は、蒸着方向を所定の方向に複数回行うか、または蒸着中に基板の方向を変化させることにより実現できる。スパッタリングで電極形成する際は、金属粒子が種々の方向より飛来するので特に基板の向きを変えなくても2つの駆動電極15、15の接続をとることができる。
なお、開口部201は、感光性ドライフィルム200の現像工程・水洗工程での作業性を考え、チャネル14の全面において開口していることが望ましい。全面において開口していることにより、チャネル14内の現像液、洗浄水の除去が容易となる。
この後、感光性ドライフィルム200を除去すると、図10の(b)に示すように、ヘッドチップ1の後面に、各チャネル14から駆動電極15と電気的に接続する接続電極16がチャネル14毎に独立して引き出される。
ノズルプレート2は、ヘッドチップ1の各チャネル14に対応する位置にそれぞれノズル21が開設されており、接続電極16が形成されたヘッドチップ1の前面に本発明に係る光・熱硬化性のエポキシ系接着剤を用いて接合することが好ましい。
配線基板3はヘッドチップ1の駆動電極15に図示しない駆動回路から駆動電圧を印加する配線を接続するための板状の部材である。この配線基板3に用いられる材料はPZT、AlN−BN、AlNなどのセラミックス、ガラス、および低熱膨張率のプラスチックを用いることが出来る。好ましくは光透過性の材料が好ましく、ガラスが更に好ましい。
この配線基板3は、チャネル14の並び方向においてヘッドチップ1と同一またはそれ以上の幅を有すると共に、ヘッドチップ1のチャネル14の並び方向(チャネル列方向)と直交する方向(図1、図2における上下方向)に延び、ヘッドチップ1の上面及び下面からそれぞれ大きく張り出しており、各張り出し端がFPC4、4を接続するための配線接続部33となっている。
また、配線基板3のほぼ中央部には開口部32が貫通形成されている。この開口部32は、ヘッドチップ1の全チャネル14の入口141側を露呈させることができる程度の大きさに形成されている。従って、図11に示すように、ヘッドチップ1の後面に配線基板3を接合した状態で、この開口部32を通して、ヘッドチップ1の全駆動壁13、全チャネル14及び全駆動電極15を覗くことができるようになっている。
開口部32の形成方法としては、基板材料に応じて、ダイシングソーで加工する方法、超音波加工機で加工する方法、焼結前のセラミックスを型成形し、焼成する方法、またはサンドブラストにより形成する方法等が採用できる。
配線基板3のヘッドチップ1との接合面側となる表面に、ヘッドチップ1の後面に形成された各接続電極16と同数及び同ピッチで配線電極33が形成され、各配線接続部31、31まで延びている。この配線電極33は、FPC4が接合される際、FPC4に形成されている各配線41と電気的に接続し、FPC4の配線41を介して供給される駆動回路からの駆動電圧を、接続電極16を介してチャネル14内の駆動電極15に印加するための電極として機能する。
配線電極33の形成は、配線基板3の表面にスピンコート法によりポジレジストをコーティングし、その後、このポジレジストをストライプ状のマスクを用いて露光し、現像することにより、ストライプ状のポジレジストの間に接続電極16と同数及び同ピッチで配線基板3の表面を露呈させ、その表面に、蒸着法やスパッタリング法等によって電極形成用の金属によって金属被膜を形成することにより行うことができる。電極形成用の金属としては、接続電極16と同一のものを使用することができる。
《光硬化性と熱硬化性を併せ持つ接着剤》
本発明に係る光硬化性と熱硬化性を併せ持つ接着剤としては、特に制限はないが、重合性モノマーとしてエポキシモノマーを含有し、かつ重合開始剤として光重合開始剤及び熱重合開始剤を含有する接着剤であることが好ましい。
本発明に係る光硬化性と熱硬化性を併せ持つ接着剤としては、特に制限はないが、重合性モノマーとしてエポキシモノマーを含有し、かつ重合開始剤として光重合開始剤及び熱重合開始剤を含有する接着剤であることが好ましい。
(重合性モノマー)
一般に、光・熱重合性モノマーとしては、ラジカル重合型モノマーとカチオン重合型モノマーが挙げられるが、本発明においては、インクに対する耐性が高く、転写性に優れたカチオン重合型モノマーが好ましい。カチオン重合型モノマーとしては、各種公知のカチオン重合性モノマーを挙げることができ、例えば、オキセタン環を有する化合物、エポキシ化合物、ビニルエーテル化合物等を挙げることができるが、その中でもエポシキモノマーを用いることが好ましい。
一般に、光・熱重合性モノマーとしては、ラジカル重合型モノマーとカチオン重合型モノマーが挙げられるが、本発明においては、インクに対する耐性が高く、転写性に優れたカチオン重合型モノマーが好ましい。カチオン重合型モノマーとしては、各種公知のカチオン重合性モノマーを挙げることができ、例えば、オキセタン環を有する化合物、エポキシ化合物、ビニルエーテル化合物等を挙げることができるが、その中でもエポシキモノマーを用いることが好ましい。
本発明に係る接着剤に適用可能なエポキシ化合物としては、エポキシ基を有する化合物のモノマー及びそのオリゴマーのいずれも使用できる。具体的には、従来公知の芳香族エポキシ化合物、脂環式エポキシ化合物及び脂肪族エポキシ化合物が挙げられる。なお、以下エポキシ化合物とは、モノマーまたはそのオリゴマーを意味する。
芳香族エポキシ化合物として好ましいものは、少なくとも1個の芳香族核を有する多価フェノールあるいはそのアルキレンオキサイド付加体とエピクロルヒドリンとの反応によって製造されるジまたはポリグリシジルエーテルであり、例えば、ビスフェノールAあるいはそのアルキレンオキサイド付加体のジまたはポリグリシジルエーテル、水素添加ビスフェノールAあるいはそのアルキレンオキサイド付加体のジまたはポリグリシジルエーテル、ならびにノボラック型エポキシ樹脂等が挙げられる。ここでアルキレンオキサイドとしては、エチレンオキサイド及びプロピレンオキサイド等が挙げられる。
脂環式エポキシ化合物としては、少なくとも1個のシクロヘキセンまたはシクロペンテン環等のシクロアルカン環を有する化合物を、過酸化水素、過酸等の適当な酸化剤でエポキシ化することによって得られるシクロヘキセンオキサイドまたはシクロペンテンオキサイド含有化合物が好ましく、具体例としては、以下に示す化合物等が挙げられる。
脂肪族エポキシ化合物の好ましいものとしては、脂肪族多価アルコールあるいはそのアルキレンオキサイド付加体のジまたはポリグリシジルエーテル等があり、その代表例としては、エチレングリコールのジグリシジルエーテル、プロピレングリコールのジグリシジルエーテルまたは1,6−ヘキサンジオールのジグリシジルエーテル等のアルキレングリコールのジグリシジルエーテル、グリセリンあるいはそのアルキレンオキサイド付加体のジまたはトリグリシジルエーテル等の多価アルコールのポリグリシジルエーテル、ポリエチレングリコールあるいはそのアルキレンオキサイド付加体のジグリシジルエーテル、ポリプロピレングリコールあるいはそのアルキレンオキサイド付加体のジグリシジルエーテル等のポリアルキレングリコールのジグリシジルエーテル等が挙げられる。ここでアルキレンオキサイドとしては、エチレンオキサイド及びプロピレンオキサイド等が挙げられる。
更に、これらの化合物の他に、分子内に1個のオキシラン環を有するモノマーである脂肪族高級アルコールのモノグリシジルエーテル及びフェノール、クレゾールのモノグリシジルエーテル等も用いることができる。
本発明においては、エポキシモノマーとしては、脂環式エポキシ化合物、ビスフェノールA型エポキシ化合物、ビスフェノールF型エポキシ化合物等が好ましく、その中でも、特に脂環式エポキシ化合物が好ましく、中でも、3,4−エポキシシクロヘキシルカルボン酸−3′,4′−エポキシシクロヘキシルメチルが低温環境下の硬化が速く好ましい。特に、圧電体を使用するヘッドでは脱分極を生じさせないために硬化温度は100℃以下が好ましいので、硬化速度の速い脂環式エポキシモノマーが好ましい。
これらの脂環式エポキシ化合物は、その製法は問わないが、例えば、丸善KK出版、第四版実験化学講座20有機合成II、213〜、平成4年、Ed.by Alfred Hasfner,The chemistry of heterocyclic compounds−Small Ring Heterocycles part3 Oxiranes,John&Wiley and Sons,An Interscience Publication,New York,1985、吉村、接着、29巻12号、32、1985、吉村、接着、30巻5号、42、1986、吉村、接着、30巻7号、42、1986、特開平11−100378号、特許2906245号、特許2926262号の各公報等の文献を参考にして合成できる。
(光重合開始剤)
本発明において、カチオン重合性モノマーを光重合させるためのカチオン性光重合開始剤(光重合開始剤)としては、公知のあらゆる光酸発生剤を用いることができる。光酸発生剤としては、例えば、化学増幅型フォトレジストや光カチオン重合に利用される化合物が用いられる(有機エレクトロニクス材料研究会編、「イメージング用有機材料」、ぶんしん出版(1993年)、187〜192ページ参照)。
本発明において、カチオン重合性モノマーを光重合させるためのカチオン性光重合開始剤(光重合開始剤)としては、公知のあらゆる光酸発生剤を用いることができる。光酸発生剤としては、例えば、化学増幅型フォトレジストや光カチオン重合に利用される化合物が用いられる(有機エレクトロニクス材料研究会編、「イメージング用有機材料」、ぶんしん出版(1993年)、187〜192ページ参照)。
第1に、ジアゾニウム、アンモニウム、ヨードニウム、スルホニウム、ホスホニウムなどの芳香族オニウム化合物のB(C6F5)4 -、PF6 -、AsF6 -、SbF6 -、CF3SO3 -塩を挙げることができ、第2にスルホン酸を発生するスルホン化物を挙げることができ、第3にハロゲン化水素を光発生するハロゲン化物も用いることができ、第4に鉄アレン錯体を挙げることができる。例えば、ジアリルヨードニウムやトリアリルスルホニウムのヘキサフルオロホスフェート、ヘキサフルオロアンチモネートまたはペンタフルオロフェニルボレート塩などが挙げられ、イルガキュア−261(チバガイギー社製)、SP−150、SP−170(以上、旭電化社製)、PI2074やUVI−6992(ダウケミカル製)などの商品名で市販されている。
(熱重合開始剤)
本発明において、カチオン重合性モノマーを熱重合させるためのカチオン性熱重合開始剤(光重合開始剤)としては、好ましく、特に10〜150℃の温度でカチオンを発生する化合物が好ましい。具体的には、オニウム塩を挙げることができる。このオニウム塩として、周期表第Va族元素の塩、例えば、ホスホニウム塩(例えば、ヘキサフルオロリン酸トリフェニルフェナシルホスホニウムなど)、第VIa族元素の塩、例えば、スルホニウム塩(例えば、テトラフルオロホウ酸トリフェニルスルホニウム、ヘキサフルオロリン酸トリフェニルスルホニウム、ヘキサフルオロリン酸トリス(4−チオメトキシフェニル)スルホニウム、およびヘキシサフルオロアンチモン酸トリフェニルスルホニウムなど)、第VIIa族元素の塩、例えば、ヨードニウム塩(例えば、塩化ジフェニルヨードニウムなど)、及びフッ化ホウ素アニリン錯体、三フッ化ホウ素モノエチルアミン錯体、トリアルキルスルホニウムアンチモンネートなどが挙げられる。中でも、脂肪族炭化水素を置換基とするオニウム塩が好ましい。
本発明において、カチオン重合性モノマーを熱重合させるためのカチオン性熱重合開始剤(光重合開始剤)としては、好ましく、特に10〜150℃の温度でカチオンを発生する化合物が好ましい。具体的には、オニウム塩を挙げることができる。このオニウム塩として、周期表第Va族元素の塩、例えば、ホスホニウム塩(例えば、ヘキサフルオロリン酸トリフェニルフェナシルホスホニウムなど)、第VIa族元素の塩、例えば、スルホニウム塩(例えば、テトラフルオロホウ酸トリフェニルスルホニウム、ヘキサフルオロリン酸トリフェニルスルホニウム、ヘキサフルオロリン酸トリス(4−チオメトキシフェニル)スルホニウム、およびヘキシサフルオロアンチモン酸トリフェニルスルホニウムなど)、第VIIa族元素の塩、例えば、ヨードニウム塩(例えば、塩化ジフェニルヨードニウムなど)、及びフッ化ホウ素アニリン錯体、三フッ化ホウ素モノエチルアミン錯体、トリアルキルスルホニウムアンチモンネートなどが挙げられる。中でも、脂肪族炭化水素を置換基とするオニウム塩が好ましい。
このような芳香族オニウム塩をエポキシ化合物の重合におけるカチオン熱重合開始剤として使用することは、米国特許第4,058,401号、同第4,069,055号、同第4,101,513号および同第4,161,478号公報に詳述されている。又特開2000−10271号、機能材料(1995年5月号Vol.13,No.5 P.5〜11)記載等の熱酸発生剤を用いることもできる。
具体的には、三新化学工業株式会社製サンエイドSIシリーズのサンエイドSI−60L(熱カチオン発生温度90℃)、SI−80L(熱カチオン発生温度110℃)、SI−100L(熱カチオン発生温度120℃)、みどり化学株式会社製、NDI105(熱カチオン発生温度100℃)、NB−101(熱カチオン発生温度110℃)等を使用できる。
これら各重合開始剤の添加量としては、接着剤の固形分中に0.1〜30質量%添加することが好ましく、より好ましくは0.2〜10質量%である。
接着剤に含有される導電性微粒子は、金属微粒子や金属により被覆された非金属微粒子が挙げられる。中でも断線が生じにくい点でニッケル微粒子が好ましい。
以下、実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。なお、実施例において「部」あるいは「%」の表示を用いるが、特に断りがない限り「質量部」あるいは「質量%」を表す。
実施例1
図1、図2、図3の構成からなるインクジェットヘッドを作製した。
図1、図2、図3の構成からなるインクジェットヘッドを作製した。
透明なガラス支持体からなる配線基板3のヘッドチップ1との接着部分に、図5、図6に記載の構成となる様に導電性ペーストをスクリーン印刷により形成及び焼結処理を行って、配線電極33を形成した。配線基板の熱膨張率とヘッドチップの熱膨張率の差は2%であった。次いで、形成した配線基板3のヘッドチップとの接合部分を被覆する様に、下記接着剤1をディスペンサーを用いて、厚さ5μmとなる条件で付与した。
次いで、接着剤1を付与した配線基板3の配線電極33と、図4に記載のヘッドチップ1の接続電極16とが電気的に接続すると共に開口部32がヘッドチップ1の全チャネルを露呈させるように位置あわせをしながら、ヘッドチップ1と配線基板3を圧着した。
次いで、配線基板3から、インク入口側141にむけて、高圧水銀灯を用いて、2000mW/cm2の照度で10秒間照射した後、100℃で1時間の加熱処理を行って、ヘッドチップ1と配線基板3とを接合して、インクジェットヘッド1を作製した。
(接着剤1の組成)
セロキサイド2021(脂環式エポキシ樹脂;ダイセルUCB社製) 50部
エピコート807(ビスフェノールF型エポキシ樹脂;ジャパンエポキシレジン製)
50部
アデカオプトマーSP−170(光カチオン重合開始剤;アデカ製) 2部
アデカオプトロンCP−77(熱カチオン重合開始剤;アデカ製) 0.4部
A−187(シランカップリング剤;日本ユニカー社製) 3部
ニッケル粒子(平均粒子径:3μm) 100部
上記作製したインクジェットヘッドは、チャネルへの接着剤の流れ込みは無かった。また、電極の断線やショートもなかった。
セロキサイド2021(脂環式エポキシ樹脂;ダイセルUCB社製) 50部
エピコート807(ビスフェノールF型エポキシ樹脂;ジャパンエポキシレジン製)
50部
アデカオプトマーSP−170(光カチオン重合開始剤;アデカ製) 2部
アデカオプトロンCP−77(熱カチオン重合開始剤;アデカ製) 0.4部
A−187(シランカップリング剤;日本ユニカー社製) 3部
ニッケル粒子(平均粒子径:3μm) 100部
上記作製したインクジェットヘッドは、チャネルへの接着剤の流れ込みは無かった。また、電極の断線やショートもなかった。
上記作製したインクジェットヘッド1を用いて、溶剤顔料インクを用いて、1ヶ月間の連続出射を行った結果、ノズル欠の発生がなく、またヘッドチップ1と配線基板3の接着部を目視観察した結果、接着部の剥がれは、まったく認められなかった。
実施例2
実施例1に記載のインクジェットヘッド1の作製において、2000mW/cm2の照度で10秒間の光照射を、インク入口側141を含めたヘッドチップ1と配線基板3の接合部周辺に行った以外は同様にして、インクジェットヘッド2を作製し、溶剤顔料インクを用いて、1ヶ月間の連続出射を行った結果、ノズル欠の発生がなく、またヘッドチップ1と配線基板3の接着部を目視観察した結果、接着部の剥がれは、まったく認められなかった。
実施例1に記載のインクジェットヘッド1の作製において、2000mW/cm2の照度で10秒間の光照射を、インク入口側141を含めたヘッドチップ1と配線基板3の接合部周辺に行った以外は同様にして、インクジェットヘッド2を作製し、溶剤顔料インクを用いて、1ヶ月間の連続出射を行った結果、ノズル欠の発生がなく、またヘッドチップ1と配線基板3の接着部を目視観察した結果、接着部の剥がれは、まったく認められなかった。
比較例1
実施例1に記載の接着剤1の調製において、アデカオプトマーSP−170(光カチオン重合開始剤;アデカ製)を除き、アデカオプトロンCP−77(熱カチオン重合開始剤;アデカ製)の添加量を2.4部に変更した以外は同様にして接着剤2を調製した。
実施例1に記載の接着剤1の調製において、アデカオプトマーSP−170(光カチオン重合開始剤;アデカ製)を除き、アデカオプトロンCP−77(熱カチオン重合開始剤;アデカ製)の添加量を2.4部に変更した以外は同様にして接着剤2を調製した。
実施例1に記載のインクジェットヘッド1の作製において、接着剤1に代えて接着剤2を用いた以外は同様にして、インクジェットヘッド3を作製したが、接着剤によるチャネル詰まりが観察された。溶剤顔料インクを用いて、1ヶ月間の連続出射を行った結果、他のチャネルでもノズル欠の発生が認められ、またヘッドチップ1と配線基板3の接着部を目視観察した結果、接続電極16と配線基板の配線接続部33の間にズレが認められた。
比較例2
実施例1に記載の接着剤1の調製において、アデカオプトロンCP−77(熱カチオン重合開始剤;アデカ製)を除き、アデカオプトマーSP−170(光カチオン重合開始剤;アデカ製)の添加量を2.4部に変更した以外は同様にして接着剤3を調製した。
実施例1に記載の接着剤1の調製において、アデカオプトロンCP−77(熱カチオン重合開始剤;アデカ製)を除き、アデカオプトマーSP−170(光カチオン重合開始剤;アデカ製)の添加量を2.4部に変更した以外は同様にして接着剤3を調製した。
実施例1に記載のインクジェットヘッド1の作製において、接着剤1に代えて接着剤3を用いた以外は同様にして、インクジェットヘッド4を作製し、溶剤顔料インクを用いて、1ヶ月間の連続出射を行った結果、ノズル欠の発生が認められ、またヘッドチップ1と配線基板3の接着部を目視観察した結果、接着部に剥がれが認められた。
1 ヘッドチップ
10、10A ヘッド基板
11 ベース基板
12 カバー基板
13 駆動壁
13a、13b 圧電素子基板
14 チャネル
141 チャネルの入口
142 チャネルの出口
15 駆動電極
16 接続電極
2 ノズルプレート
21 ノズル
3 配線基板
31 配線接続部
32 開口部
33 配線電極
4 FPC
41 配線
5 インクマニホールド
H インクジェットヘッド
10、10A ヘッド基板
11 ベース基板
12 カバー基板
13 駆動壁
13a、13b 圧電素子基板
14 チャネル
141 チャネルの入口
142 チャネルの出口
15 駆動電極
16 接続電極
2 ノズルプレート
21 ノズル
3 配線基板
31 配線接続部
32 開口部
33 配線電極
4 FPC
41 配線
5 インクマニホールド
H インクジェットヘッド
Claims (5)
- インクの入口と出口とを有する圧力室基板内の圧力室壁から引き出された電極と電気的に接続するための接続電極が形成されていると共に、該接続電極に電圧を印加する配線が形成された配線基板が、圧力室基板のインクの入口側の端面に接着剤により接着され、該接着剤が、光硬化性と熱硬化性を併せ持ち、導電性微粒子を含有する接着剤であることを特徴とするインクジェットヘッド。
- 前記光硬化性と熱硬化性を併せ持つ接着剤が、重合性モノマーとしてエポキシモノマーを含有し、かつ重合開始剤として光重合開始剤及び熱重合開始剤を含有することを特徴とする請求項1に記載のインクジェットヘッド。
- 前記配線基板の支持体が、紫外線透過性であることを特徴とする請求項1または2に記載のインクジェットヘッド。
- 請求項1〜3のいずれか1項に記載のインクジェットヘッドを製造するインクジェットヘッドの製造方法であって、配線基板の圧力室基板と接着する面に接着剤を塗設する工程と、該圧力室基板の位置を決めて該配線基板に貼合する工程と、該配線基板の接着面とは反対側の面から光を照射して該接着剤を光硬化する工程と、次いで加熱処理を施して該接着剤を熱硬化する工程とを経て製造することを特徴とするインクジェットヘッドの製造方法。
- 請求項1〜3のいずれか1項に記載のインクジェットヘッドを製造するインクジェットヘッドの製造方法であって、配線基板の圧力室基板と接着する面に接着剤を塗設する工程と、該圧力室基板の位置を決めて該配線基板に貼合する工程と、該配線基板の接着面の周囲から光を照射して該接着剤を光硬化する工程と、次いで加熱処理を施して該接着剤を熱硬化する工程とを経て製造することを特徴とするインクジェットヘッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008005494A JP2009166309A (ja) | 2008-01-15 | 2008-01-15 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008005494A JP2009166309A (ja) | 2008-01-15 | 2008-01-15 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009166309A true JP2009166309A (ja) | 2009-07-30 |
Family
ID=40968065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008005494A Pending JP2009166309A (ja) | 2008-01-15 | 2008-01-15 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009166309A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011116117A (ja) * | 2009-12-04 | 2011-06-16 | Samsung Electro-Mechanics Co Ltd | インクジェットヘッドパッケージ |
| JP2013014755A (ja) * | 2011-06-10 | 2013-01-24 | Sekisui Chem Co Ltd | 異方性導電材料、接続構造体及び接続構造体の製造方法 |
| JP2015051587A (ja) * | 2013-09-06 | 2015-03-19 | コニカミノルタ株式会社 | インクジェットヘッド及び配線基板 |
| WO2015190409A1 (ja) * | 2014-06-12 | 2015-12-17 | コニカミノルタ株式会社 | インクジェットヘッド及びインクジェット記録装置 |
| JP2021519536A (ja) * | 2018-03-26 | 2021-08-10 | ソイテック | 圧電層を支持基板上に転写する方法 |
-
2008
- 2008-01-15 JP JP2008005494A patent/JP2009166309A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011116117A (ja) * | 2009-12-04 | 2011-06-16 | Samsung Electro-Mechanics Co Ltd | インクジェットヘッドパッケージ |
| JP2013014755A (ja) * | 2011-06-10 | 2013-01-24 | Sekisui Chem Co Ltd | 異方性導電材料、接続構造体及び接続構造体の製造方法 |
| JP2015051587A (ja) * | 2013-09-06 | 2015-03-19 | コニカミノルタ株式会社 | インクジェットヘッド及び配線基板 |
| WO2015190409A1 (ja) * | 2014-06-12 | 2015-12-17 | コニカミノルタ株式会社 | インクジェットヘッド及びインクジェット記録装置 |
| JPWO2015190409A1 (ja) * | 2014-06-12 | 2017-04-20 | コニカミノルタ株式会社 | インクジェットヘッド及びインクジェット記録装置 |
| EP3156234A4 (en) * | 2014-06-12 | 2018-01-24 | Konica Minolta, Inc. | Ink jet head and ink jet recording device |
| JP2021519536A (ja) * | 2018-03-26 | 2021-08-10 | ソイテック | 圧電層を支持基板上に転写する方法 |
| JP7256204B2 (ja) | 2018-03-26 | 2023-04-11 | ソイテック | 圧電層を支持基板上に転写する方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7930824B2 (en) | Method of manufacturing ink jet recording head | |
| KR0152452B1 (ko) | 잉크 제트 기록 헤드 제조 방법 | |
| JPS5919168A (ja) | インクジエツト記録ヘツド | |
| JPS58220754A (ja) | インクジエツト記録ヘツド | |
| US8158336B2 (en) | Process for making a micro-fluid ejection head structure | |
| JP2009137155A (ja) | 溶液吐出ヘッド及びその製造方法 | |
| JP5043548B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP4078070B2 (ja) | インクジェットヘッドの製造方法 | |
| JP2009166309A (ja) | インクジェットヘッド及びインクジェットヘッドの製造方法 | |
| JP6238760B2 (ja) | 構造物の製造方法及び液体吐出ヘッドの製造方法 | |
| KR20040005699A (ko) | 미세 구조화된 부재의 제조 방법, 미세 중공 구조화된부재의 제조 방법 및 액체 토출 헤드의 제조 방법 | |
| EP3763764A1 (en) | Dry film formulation | |
| KR101778507B1 (ko) | Pzt 프린트헤드 제조를 위한 간극 충전재로서의 감광 재료의 사용 | |
| JP5104026B2 (ja) | インクジェットヘッドの製造方法 | |
| US20060109315A1 (en) | Method of manufacturing liquid discharge head, and liquid discharge head | |
| US20050167043A1 (en) | Formation of photopatterned ink jet nozzle modules using photopatternable nozzle-forming bonding layer | |
| JP3986060B2 (ja) | インクジェット記録ヘッドの流路構成部材及びインクジェット記録ヘッドの製造方法 | |
| JP2012081602A (ja) | インクジェット記録ヘッドの製造方法 | |
| JP2001179990A (ja) | インクジェット記録ヘッド及びその製造方法 | |
| JP2004042396A (ja) | 微細構造体の製造方法、液体吐出ヘッドの製造方法および液体吐出ヘッド | |
| JP4646610B2 (ja) | インクジェット記録ヘッド | |
| JP7612407B2 (ja) | 液体吐出ヘッドの製造方法および記録素子基板 | |
| JP2007331334A (ja) | インクジェット記録ヘッド及びその製造方法、並びに、インクジェット記録ヘッド用配線保護封止剤 | |
| JP2008162110A (ja) | インクジェットヘッドおよびインクジェットヘッドの製造方法プ実装用配線基板 | |
| JP2001179979A (ja) | 液体噴射記録ヘッド及びその製造方法 |