JP2009172702A - ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 - Google Patents
ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 Download PDFInfo
- Publication number
- JP2009172702A JP2009172702A JP2008012627A JP2008012627A JP2009172702A JP 2009172702 A JP2009172702 A JP 2009172702A JP 2008012627 A JP2008012627 A JP 2008012627A JP 2008012627 A JP2008012627 A JP 2008012627A JP 2009172702 A JP2009172702 A JP 2009172702A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- polishing
- carrier
- dummy material
- surface plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 307
- 238000000034 method Methods 0.000 title claims abstract description 110
- 238000004519 manufacturing process Methods 0.000 title claims description 52
- 239000000463 material Substances 0.000 claims abstract description 165
- 239000007788 liquid Substances 0.000 claims abstract description 106
- 230000007246 mechanism Effects 0.000 claims abstract description 13
- 230000002093 peripheral effect Effects 0.000 claims abstract description 8
- 238000005530 etching Methods 0.000 claims description 34
- 230000005484 gravity Effects 0.000 claims description 29
- 239000000843 powder Substances 0.000 claims description 25
- 238000007789 sealing Methods 0.000 claims description 16
- 238000012545 processing Methods 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 14
- 238000000605 extraction Methods 0.000 claims description 13
- 238000000059 patterning Methods 0.000 claims description 13
- 238000011084 recovery Methods 0.000 claims description 12
- 238000000206 photolithography Methods 0.000 claims description 4
- 238000007517 polishing process Methods 0.000 abstract description 24
- 230000006378 damage Effects 0.000 abstract description 15
- 235000012431 wafers Nutrition 0.000 description 278
- 230000008569 process Effects 0.000 description 43
- 230000005284 excitation Effects 0.000 description 30
- 229910052751 metal Inorganic materials 0.000 description 21
- 239000002184 metal Substances 0.000 description 21
- 235000014676 Phragmites communis Nutrition 0.000 description 17
- 239000002585 base Substances 0.000 description 15
- 230000006870 function Effects 0.000 description 14
- 238000004891 communication Methods 0.000 description 11
- 230000001681 protective effect Effects 0.000 description 11
- 229920002120 photoresistant polymer Polymers 0.000 description 10
- 238000004140 cleaning Methods 0.000 description 9
- 239000000945 filler Substances 0.000 description 9
- 238000007747 plating Methods 0.000 description 9
- 239000006061 abrasive grain Substances 0.000 description 8
- 239000000969 carrier Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 244000273256 Phragmites communis Species 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 239000004575 stone Substances 0.000 description 7
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 238000000227 grinding Methods 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000010953 base metal Substances 0.000 description 5
- 238000001514 detection method Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 230000007704 transition Effects 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- 229910000420 cerium oxide Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 3
- 238000012216 screening Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 229910001128 Sn alloy Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000003321 amplification Effects 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N argon Substances [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- -1 argon ions Chemical class 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002173 cutting fluid Substances 0.000 description 2
- 230000018044 dehydration Effects 0.000 description 2
- 238000006297 dehydration reaction Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000003199 nucleic acid amplification method Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000001902 propagating effect Effects 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 229910000597 tin-copper alloy Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 238000004506 ultrasonic cleaning Methods 0.000 description 2
- 210000000707 wrist Anatomy 0.000 description 2
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 229910000978 Pb alloy Inorganic materials 0.000 description 1
- 229910001245 Sb alloy Inorganic materials 0.000 description 1
- 229910008433 SnCU Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- KGWWEXORQXHJJQ-UHFFFAOYSA-N [Fe].[Co].[Ni] Chemical compound [Fe].[Co].[Ni] KGWWEXORQXHJJQ-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000002140 antimony alloy Substances 0.000 description 1
- GVFOJDIFWSDNOY-UHFFFAOYSA-N antimony tin Chemical compound [Sn].[Sb] GVFOJDIFWSDNOY-UHFFFAOYSA-N 0.000 description 1
- 239000006121 base glass Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000012050 conventional carrier Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- JVPLOXQKFGYFMN-UHFFFAOYSA-N gold tin Chemical compound [Sn].[Au] JVPLOXQKFGYFMN-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 239000005433 ionosphere Substances 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910000833 kovar Inorganic materials 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000005236 sound signal Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910021642 ultra pure water Inorganic materials 0.000 description 1
- 239000012498 ultrapure water Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
Images























Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
【解決手段】 研磨液を供給しつつウエハSの両面を研磨する研磨装置である。外周縁がギア部41aとされ、ウエハSが収納される保持孔41bが形成された円板状のキャリア41と、ギア部41aを介してキャリア41に噛合され、キャリア41を自転させながら公転させる遊星歯車機構と、キャリア41の上下に配置されて、保持孔41bに収納されたウエハSに荷重を加えつつ、ウエハSの両面を挟み込む上定盤43及び下定盤44と、これらの間に研磨液を供給する研磨液供給手段とを備える。キャリア41には、ダミー材Dを保持するダミー材保持部41cが設けられ、ダミー材保持部41cには、保持孔41bに収納されるウエハSの上面より高くなるようにダミー材Dが設けられている。
【選択図】 図8
Description
ところで、この圧電振動片は、水晶、タンタル酸リチウムやニオブ酸リチウム等の各種の圧電体から形成されている。具体的には、圧電体の原石を切断してウエハにした後、該ウエハを所定の厚みまで研磨加工する。そして、研磨加工されたウエハを洗浄、乾燥させた後、フォトリソ技術によりエッチング加工して圧電振動片の外形を形成すると共に、所定の金属膜をパターニングして電極を形成する。これにより、1枚のウエハから一度に複数の圧電振動片を作製することができる。
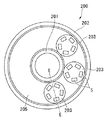
この研磨加工は、一般的に研磨装置を利用して行われている(特許文献1参照)。ここで、従来の研磨装置について図29から図31を参照して簡単に説明する。
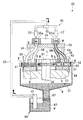
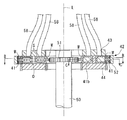
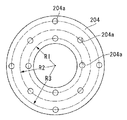
また、上定盤204には、図30及び図31に示すように、該上定盤204を貫通して両定盤204、205の間に研磨液Wを供給するための、供給路204aが複数(数十個)形成されている。具体的には、半径R1の内側円、半径R2の中間円、半径R3の外側円に沿って所定間隔毎に形成されている。そして、図示しない供給ホースを介して研磨液Wが供給路204aに供給されるようになっている。これにより、両定盤204、205の間に各供給路204aを介して研磨液Wを供給することができ、研磨液Wを利用してウエハSを研磨することができるようになっている。
まず、上定盤204と下定盤205とを離間させた状態で、下定盤205上に各キャリア203をセットする。また、このようにしてセットした各キャリア203の保持孔203aにそれぞれウエハSをセットする。このようにしてセット工程を終了した後、上定盤204を下降させてウエハSの上面に該上定盤204を所定の荷重で押し付け、該ウエハSを両定盤204、205で挟み込む。
前記キャリア203は、研磨処理前のウエハSに比べて十分に薄く形成されているため、セット工程時には、保持孔203aに保持されるウエハSは当然ながらその上面がキャリア203の上面より突出するようになっている。このようにセットされたウエハSに対し、研磨工程(ラッピング工程)を開始するべく、上定盤204を下降させてウエハSの上面に該上定盤204を所定の荷重で押し付けると、この上定盤204による初期荷重がウエハSの上面に瞬間的にかかることから、ウエハSは過大な荷重を瞬間的に受け、クラックや割れ、欠けといった破損を生じてしまうことがある。これは、特にラッピング工程では前述したように研磨パッドPを用いないため、前記の上定盤204による初期荷重が研磨パッドPによって部分的に吸収されることなく、全てウエハSにかかってしまうことにより、前記の破損が生じ易くなっているからである。
なお、このような研磨初期におけるウエハSの破損を防止するため、特にこの研磨初期においては研磨速度を十分に遅くし、破損の発生を抑えることも考えられる。しかし、その場合には生産性が低下してしまい、また、破損発生の抑制効果も十分には得られなかった。
また、別の目的としては、ウエハ研磨方法を利用して圧電振動子を製造する圧電振動子の製造方法、該製造方法で製造された圧電振動子、該圧電振動子を有する発振器、電子機器及び電波時計を提供することである。
本発明に係るウエハ研磨装置は、研磨液を供給しつつウエハの両面を研磨して、該ウエハの厚みを所定の厚みに調整するウエハ研磨装置であって、
外周縁がギア部とされ、前記ウエハが収納される保持孔が形成された円板状のキャリアと、前記ギア部を介して前記キャリアに噛合され、該キャリアを自転させながら軸線回りに公転させる遊星歯車機構と、中心が刳り貫かれた円板状に形成され、前記キャリアの上下に配置されて、前記保持孔に収納された前記ウエハに所定の荷重を加えつつ、該ウエハの両面を挟み込む上定盤及び下定盤と、前記上定盤と前記下定盤との間に前記研磨液を供給する研磨液供給手段と、を備え、
前記キャリアは、前記保持孔に収納されるウエハの上面側が該キャリアの上面より突出するように、前記ウエハより薄く形成され、
前記キャリアには、ダミー材を保持するダミー材保持部が設けられ、
前記ダミー材保持部には、前記保持孔に収納されるウエハの上面より高くなるようにダミー材が設けられていることを特徴としている。
前記キャリアとしてダミー材を保持するダミー材保持部を設けたものを用意し、
前記研磨工程の前に、前記下定盤上に前記ダミー材保持部を設けたキャリアをセットし、かつ、該キャリアの保持孔にウエハを、その上面が該キャリアの上面より突出するように収納するとともに、前記ダミー材保持部にダミー材を、その上面が前記保持孔に収納されるウエハの上面より高くなるように設けるセット工程を、備えていることを特徴としてる。
このようにしてセット工程を終了したら、研磨工程を行うべく、まず、研磨開始のための処理として、上定盤を下降させる。すると、従来ではキャリア上面に対してウエハが突出しているため、上定盤がウエハの上面に直接当接し、したがって上定盤による初期荷重がウエハの上面に瞬間的にかかっていたが、本発明ではキャリアにダミー材を保持させているため、下降してきた上定盤は、ウエハに直接当接することなく、まず、ダミー材の上面に当接するようになる。
また、研磨工程の開始直後では、ダミー材のみが研磨されるようになり、その後研磨初期においては、ダミー材がウエハと同じ高さにまで研磨されることで、ダミー材とウエハとが同時に研磨されるようになる。その際、研磨工程前のウエハに厚さバラツキがある場合でも、厚さが最も厚いウエハが単独で上定盤の荷重を集中的に受けることなく、この荷重をダミー材が共に受けるようになる。したがって、従来のように厚さが最も厚いウエハが荷重を集中的に受け、破損を生じてしまうといった不都合が防止される。
さらに、従来のように研磨初期における研磨速度を十分に遅くし、前記破損の発生を抑えるようにする必要がなく、したがって生産性の低下を招くことなく、前記破損の発生を防止することができる。
また、本発明に係るウエハ研磨方法は、前記本発明のウエハ研磨方法において、前記ダミー材として、前記ウエハより軟質の材料からなるものを用いるのが好ましい。
また、本発明に係るウエハ研磨方法は、前記本発明のウエハ研磨方法において、前記キャリアとして、前記ダミー材の重心位置が前記キャリアの重心位置に略一致するように、前記ダミー材保持部が配置されているものを用意するのが好ましい。
また、本発明に係るウエハ研磨方法は、前記本発明のウエハ研磨方法において、前記キャリアとして、前記ダミー材保持部が複数設けられ、該ダミー材保持部にそれぞれ前記ダミー材が保持されるように構成され、かつ、前記複数のダミー材保持部が、保持した複数のダミー材の重心位置が前記キャリアの重心位置に略一致するように、配置されているものを用意するのが好ましい。
また、本発明に係るウエハ研磨方法は、前記本発明のウエハ研磨方法において、前記研磨工程の際、前記軸線を中心として、前記下定盤を前記キャリアの公転方向とは反対方向に向けて回転させるのが好ましい。
また、本発明に係るウエハ研磨方法は、前記本発明のウエハ研磨方法において、前記研磨工程の際、供給した前記研磨液を回収すると共に、回収した研磨液を循環させて再度前記上定盤と前記下定盤との間に供給するのが好ましい。
また、本発明に係るウエハ研磨方法は、前記本発明のウエハ研磨方法において、前記研磨工程の際、回収した研磨液に含まれる前記ウエハの研磨加工粉を除去するのが好ましい。
次いで、複数の圧電振動片の外表面上に電極膜をパターニングして、励振電極、引き出し電極及びマウント電極の各電極をそれぞれ形成する電極形成工程を行う。そして、複数の圧電振動片をウエハから切り離して固片化する切断工程を行う。これにより、所定の厚みに調整されたウエハから、励振電極、引き出し電極及びマウント電極が外表面上に形成された圧電振動片を一度に複数製造することができる。
このような圧電振動子の製造方法によれば、前記のウエハ研磨方法により、破損が防止された状態で良好に研磨されたウエハを利用しているので、製造工程全体で見ると、生産性を改善して歩留まりを向上することができ、したがって生産コストの低減化を図ることができる。
この発明に係る圧電振動子によれば、前述した製造方法により製造されているので、従来のものに比べて、生産コストが低減化されたものとなる。
また、本発明に係る電子機器は、前記本発明の圧電振動子が、計時部に電気的に接続されていることを特徴とするものである。
また、本発明に係る電波時計は、前記本発明の圧電振動子が、フィルタ部に電気的に接続されていることを特徴とするものである。
この発明に係る発振器、電子機器及び電波時計においては、前述した圧電振動子を備えているので、従来のものに比べて生産コストが低減化されたものとなる。
また、本発明に係る圧電振動子の製造方法によれば、前述したウエハ研磨方法で研磨されたウエハを利用するので、製造工程全体で見ると、生産コストの低減化を図ることができる。
また、本発明に係る圧電振動子によれば、前述した製造方法により製造されているので、従来のものに比べて生産コストが低減化されたものとなる。
また、本発明に係る発振器、電子機器及び電波時計によれば、前記圧電振動子を備えているので、従来のものに比べて生産コストが低減化されたものとなる。
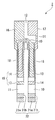
本実施形態の圧電振動子1は、図1から図4に示すように、圧電振動片2と、該圧電振動片2を内部に収納するケース3と、圧電振動片2をケース3内に密閉させる気密端子であるプラグ4と、を備えている。
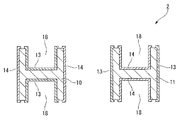
この圧電振動片2は、平行に配置された一対の振動腕部10、11と、該一対の振動腕部10、11の基端側を一体的に固定する基部12と、一対の振動腕部10、11の外表面上に形成されて一対の振動腕部10、11を振動させる第1の励振電極13と第2の励振電極14とからなる励振電極15と、第1の励振電極13及び第2の励振電極14に電気的に接続されたマウント電極16、17とを有している。
また、本実施形態の圧電振動片2は、一対の振動腕部10、11の両主面上に、該振動腕部10、11の長手方向Xに沿ってそれぞれ形成された溝部18を備えている。この溝部18は、振動腕部10、11の基端側から略中間付近まで形成されている。
なお、前述した励振電極15、マウント電極16、17及び引き出し電極19、20は、例えば、クロム(Cr)、ニッケル(Ni)、アルミニウム(Al)やチタン(Ti)等の導電性膜(電極膜)の被膜により形成されたものである。
ステム30は、金属材料で環状に形成されたものである。また、充填材32の材料としては、例えばホウ珪酸ガラスが用いられている。また、リード端子31の表面及びステム30の外周には、それぞれ同材料の図示しないメッキが施されている。
リード端子31の直径は例えば約0.12mmであり、リード端子31の母材の材質としては、コバール(FeNiCo合金)が慣用されている。また、リード端子31の外表面及びステム30の外周に被膜させるメッキの材質としては、下地金属膜としてはCuが用いられ、仕上金属膜としては、耐熱ハンダメッキ(錫と鉛の合金で、その重量比が1:9)や、銀(Ag)や錫銅合金(SnCu)や金錫合金(AuSn)等が用いられる。
また、ステム30の外周に被膜された金属膜(メッキ層)を介在させながらケース3の内周に真空中で冷間圧接させることにより、ケース3の内部を真空状態で気密封止できるようになっている。
このウエハ作製工程は、原石を切断してウエハSにすると共に、該ウエハSを複数回研磨しながら最終的に所定の厚み、例えば130μmの厚みに調整する工程である。この工程について、図5に示すフローチャートを参照しながら説明する。
次いで、ガラス上に固定された原石を、ワイヤーソーのワークテーブルにセットする。そして、測定した前記切断角度に沿って、原石をワイヤーソー(例えば、線径が約160μmの高張力線)を用いて約220μmの厚みに切断する(S2)。
ダミー材Dは、前記ダミー材保持部41cに嵌合してこれに保持されるよう、四角柱状に形成されたものである。このダミー材Dの材質としては、ガラスエポキシやガラス、各種の樹脂などが用いられ、さらにはウエハSと同じ材質(例えば水晶)も使用可能である。中でも、ウエハSに比べて十分に軟質であり、したがってウエハ研磨装置40で研磨した際に研磨速度がウエハSに比べて速くなる材質のものが、好適とされる。このような条件を満たすものとして、本実施形態ではガラスエポキシが用いられる。
また、リングプレート56には、複数のパウダーホース(供給ホース)58の基端側が固定されている。この際、各パウダーホース58は、溝部55a内に連通した状態で固定されている。これにより、溝部55a内に一旦貯留された研磨液Wは、溝部55aからパウダーホース58内に流れ、パウダーホース58の先端に向かって流れるようになっている。
なお、前述した研磨液Wは、研磨材(砥粒)が含有された液である。研磨材(砥粒)としては、このラッピングの際には炭化珪素(SiC)が慣用され、平均砥粒が6μmから9μm程度のより粒径の細かいものが使用される。
また、前記の両定盤43、44には、後述するポリッシング工程を行うときとは異なり、研磨パッドPを取り付けることなく外しておき、これを使用せずにラッピング(研磨)を行う。
なお、両定盤43、44の間に供給された研磨液Wは、最終的には図6に示すように、回収パン61によって回収される。そして、回収パン61によって回収された研磨液W及び研磨加工粉は、フィルタ67を通過した後、研磨液槽62に溜まる。フィルタ67を通過する際に、研磨加工粉は除去されるため、研磨液槽62には清浄な研磨液Wだけが溜まるようになる。そして、回収された研磨液Wは、再度ポンプ64によって送り出され、再使用される。
また、研磨液Wについては、研磨材が含有された液が用いられ、研磨材としては、一般的に酸化セリウム(CeO2)が慣用される。したがって、研磨液Wとしては、例えば酸化セリウムと防錆材と水とからなるスラリーが用いられる。
さらに、ウエハ研磨装置40の動作については、前記ラッピング時とほぼ同様にして、従来と同じに行う。
ポリッシングの終了後、再び洗浄を行う(S8)。すなわち、ウエハSをバスケットに収納した後、超音波洗浄と純水洗浄とを繰り返し行って洗浄を行う。なお、ポリッシングが終了したウエハSは、次工程に移行するまでの間、純水等に漬浸した状態で保管することが好ましい。
次いで、ウエハSをバスケットに収納した後、純水や60℃程度の温度に加熱した温純水や超純水にバスケットを漬浸して、ウエハSの洗浄を行う(S10)。洗浄した後、ウエハSをスピン乾燥機等で脱水する。脱水後、真空中でウエハSを加熱して、吸着した水分を脱利させて乾燥させる。なお、乾燥後は、窒素を封入したデシケータ中にウエハSを保管するのが好ましい。
本実施形態の圧電振動子1の製造方法は、外形形成工程と、電極形成工程と、切断工程と、マウント工程と、封止工程とを順次行って、製造する方法である。これら各工程について、以下に詳細に説明する。
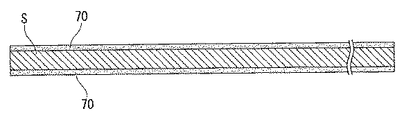
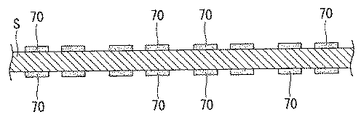
始めに、ポリッシングが終了したウエハSを準備(S21)した後、図13に示すようにウエハSの両面にエッチング保護膜70をそれぞれ成膜する(S22)。このエッチング保護膜70としては、例えば、クロム(Cr)を数μm成膜する。次いで、エッチング保護膜70上に図示しないフォトレジスト膜を、フォトリソグラフィ技術によってパターニングする。この際、圧電振動片2の周囲を囲むようにパターニングする。そして、このフォトレジスト膜をマスクとしてエッチング加工を行い、マスクされていないエッチング保護膜70を選択的に除去する。そして、エッチング加工後にフォトレジスト膜を除去する。これにより、図14及び図15に示すように、エッチング保護膜70を前述した形状にパターニングすることができる(S23)。つまり、圧電振動片2の外形形状、すなわち、一対の振動腕部10、11及び基部12の外形形状に沿ってパターニングすることができる。またこの際、複数の圧電振動片2の数だけパターニングを行う。なお、図15から図20は、図14に示す切断線C−C線に沿った矢視断面を示す図である。
まず、図17に示すように、エッチング保護膜70上にフォトレジスト膜71をスプレー塗布等により成膜する(S31)。そして、このフォトレジスト膜71を、フォトリソグラフィ技術によってパターニングする。この際、図18に示すように、溝部18の領域を空けた状態で圧電振動片2の外形形状に沿ってパターニングする(S32)。そして、パターニングされたフォトレジスト膜71をマスクとしてエッチング加工を行い、マスクされていないエッチング保護膜70を選択的に除去する(S33)。そして、エッチング加工後にフォトレジスト膜71を除去する。これにより、図19に示すように、既にパターニングされたエッチング保護膜70を、溝部18の領域を空けた状態でさらにパターニングすることができる。
次いで、ウエハSと圧電振動片2とを連結していた連結部を切断して、複数の圧電振動片2をウエハSから切り離して固片化する切断工程を行う(S42)。これにより、所定の厚みに調整されたウエハSから、励振電極15、引き出し電極19、20及びマウント電極16、17の各電極が形成された圧電振動片2を一度に複数製造することができる。
次いで、ステム30内に、リード端子31及び充填材32をそれぞれセットするセット工程を行う(S52)。まず、作製したステム30を、図示しない専用の治具にセットした後、予めリング状に焼結された充填材32をステム30の内部にセットすると共に、充填材32を貫通するようにリード端子31をセットする。
このように、下地金属膜及び仕上金属膜からなる金属膜を被膜させることで、インナーリード31aと圧電振動片2との接続を可能にすることができる。また、圧電振動片2の接続だけでなく、ステム30の外周に被膜された金属膜が柔らかく弾性変形する特性を有しているので、ステム30とケース3との冷間圧接を可能にすることができ、気密接合を行うことができる。
なお、バンプ接続する際に、加熱・加圧を行ってマウントしたが、超音波を利用してバンプ接続を行っても構わない。
なお、この工程を行う前に、圧電振動片2、ケース3及びプラグ4を十分に加熱して、表面吸着水分等を脱離させておくことが好ましい。
スクリーニング終了後、内部の電気特性検査を行う(S68)。すなわち、圧電振動片2の共振周波数、共振抵抗値、ドライブレベル特性(共振周波数及び共振抵抗値の励振電力依存性)等を測定してチェックする。また、絶縁抵抗特性等を併せてチェックする。そして、最後に圧電振動子1の外観検査を行って、寸法や品質等を最終的にチェックする。この結果、図1に示す圧電振動子1を製造することができる。
このようにすれば、複数のダミー材Dの重心位置がキャリアの重心位置に略一致するので、特にダミー材DとウエハSとを同時に研磨する研磨中期以降において、上定盤43がダミー材Dに当接することによって上定盤43がキャリアの上面に対して傾いてしまうことなく、略水平な状態に保持することができる。したがって、ウエハSの上面を十分な水平度で研磨することができる。
例えば、図21に示すように、厚み滑り振動片(圧電振動片)81を有する厚み滑り振動子(圧電振動子)80であっても構わない。厚み滑り振動片81は、ウエハSから一定の厚みで板状に形成された圧電板82と、励振電極83、引き出し電極84、マウント電極85とを備えている。圧電板82は、例えば、外形が矩形状に形成されており、両面の略中央部分に励振電極83が対向するように形成されている。圧電板82の端部には、引き出し電極84を介して励振電極83に電気的に接続されたマウント電極85が形成されている。なお、マウント電極85は、一方の励振電極83に接続されたものと、他方の励振電極83に接続されたものとが、圧電板82の両面にそれぞれ形成されている。この際、圧電板82の一方の面に形成されたマウント電極85は、他方の面に形成されたマウント電極85に対して、圧電板82の側面上に形成された側面電極86を介して電気的に接続されている。
この圧電振動子90は、内部に凹部91aが形成されたベース91と、該ベース91の凹部91a内に収容される圧電振動片2と、圧電振動片2を収容した状態でベース91に固定されるリッド92と、を備えている。
また、ベース91は、蓋となるリッド92により、真空中で電子ビーム溶接や真空シーム溶接、或いは、低融点ガラスや共晶金属による接合等の各種手段を用いて真空気密封止されている。これにより、圧電振動片2は、内部に気密封止されている。すなわち、ベース91及びリッド92は、圧電振動片2を気密封止する封止部材94として機能する。
この表面実装型振動子100は、図24及び図25に示すように、圧電振動子1と、該圧電振動子1を所定の形状で固定するモールド樹脂部101と、一端側がアウターリード31bに電気的に接続されると共に、他端側がモールド樹脂部101の底面に露出して外部に電気的に接続される外部接続端子102と、を備えている。この外部接続端子102は、銅等の金属材料で断面コ形に形成されている。このように圧電振動子1をモールド樹脂部101で固めることで、回路基板等に安定して取り付けることができるので、より使用し易く、使い易さが向上する。特に、圧電振動子1は従来のものに比べて生産コストが低減化されているので、表面実装型振動子100自体に関しても生産コストが低減化されたものとなる。
本実施形態の発振器110は、図26に示すように、圧電振動子1を、集積回路111に電気的に接続された発振子として構成したものである。この発振器110は、コンデンサ等の電子部品112が実装された基板113を備えている。基板113には、発振器用の前記集積回路111が実装されており、この集積回路111の近傍に、圧電振動子1の圧電振動片2が実装されている。これら電子部品112、集積回路111及び圧電振動子1は、図示しない配線パターンによってそれぞれ電気的に接続されている。なお、各構成部品は、図示しない樹脂によりモールドされている。
また、集積回路111の構成を、例えば、RTC(リアルタイムクロック)モジュール等を要求に応じて選択的に設定することで、時計用単機能発振器等の他、当該機器や外部機器の動作日や時刻を制御したり、時刻やカレンダー等を提供したりする機能を付加することができる。
無線部127は、音声データ等の各種データを、アンテナ135を介して基地局と送受信のやりとりを行う。音声処理部128は、無線部127又は増幅部130から入力された音声信号を符号化及び複号化する。増幅部130は、音声処理部128又は音声入出力部131から入力された信号を、所定のレベルまで増幅する。音声入出力部131は、スピーカやマイクロフォン等からなり、着信音や受話音声を拡声したり、音声を集音したりする。
なお、呼制御メモリ部134は、通信の発着呼制御に係るプログラムを格納する。また、電話番号入力部132は、例えば、0から9の番号キー及びその他のキーを備えており、これら番号キー等を押下することにより、通話先の電話番号等が入力される。
なお、通信部124の機能に係る部分の電源を、選択的に遮断することができる電源遮断部136を備えることで、通信部124の機能をより確実に停止することができる。
本実施形態の電波時計140は、図28に示すように、フィルタ部141に電気的に接続された圧電振動子1を備えたものであり、時計情報を含む標準の電波を受信して、正確な時刻に自動修正して表示する機能を備えた時計である。
日本国内には、福島県(40kHz)と佐賀県(60kHz)とに、標準の電波を送信する送信所(送信局)があり、それぞれ標準電波を送信している。40kHz若しくは60kHzのような長波は、地表を伝播する性質と、電離層と地表とを反射しながら伝播する性質とを併せもつため、伝播範囲が広く、前述した2つの送信所で日本国内を全て網羅している。
アンテナ142は、40kHz若しくは60kHzの長波の標準電波を受信する。長波の標準電波は、タイムコードと呼ばれる時刻情報を、40kHz若しくは60kHzの搬送波にAM変調をかけたものである。受信された長波の標準電波は、アンプ143によって増幅され、複数の圧電振動子1を有するフィルタ部141によって濾波、同調される。
本実施形態における圧電振動子1は、前記搬送周波数と同一の40kHz及び60kHzの共振周波数を有する水晶振動子部148、149をそれぞれ備えている。
続いて、波形整形回路145を介してタイムコードが取り出され、CPU146でカウントされる。CPU146では、現在の年、積算日、曜日、時刻等の情報を読み取る。読み取られた情報は、RTC148に反映され、正確な時刻情報が表示される。
搬送波は、40kHz若しくは60kHzであるから、水晶振動子部148、149は、前述した音叉型の構造を持つ振動子が好適である。
Claims (19)
- 研磨液を供給しつつウエハの両面を研磨して、該ウエハの厚みを所定の厚みに調整するウエハ研磨装置であって、
外周縁がギア部とされ、前記ウエハが収納される保持孔が形成された円板状のキャリアと、
前記ギア部を介して前記キャリアに噛合され、該キャリアを自転させながら軸線回りに公転させる遊星歯車機構と、
中心が刳り貫かれた円板状に形成され、前記キャリアの上下に配置されて、前記保持孔に収納された前記ウエハに所定の荷重を加えつつ、該ウエハの両面を挟み込む上定盤及び下定盤と、
前記上定盤と前記下定盤との間に前記研磨液を供給する研磨液供給手段と、を備え、
前記キャリアは、前記保持孔に収納されるウエハの上面側が該キャリアの上面より突出するように、前記ウエハより薄く形成され、
前記キャリアには、ダミー材を保持するダミー材保持部が設けられ、
前記ダミー材保持部には、前記保持孔に収納されるウエハの上面より高くなるようにダミー材が設けられていることを特徴とするウエハ研磨装置。 - 請求項1記載のウエハ研磨装置において、
前記ダミー材は、前記ウエハより軟質の材料からなっていることを特徴とするウエハ研磨装置。 - 請求項1又は2に記載のウエハ研磨装置において、
前記ダミー材の重心位置が前記キャリアの重心位置に略一致するように、前記ダミー材保持部が配置されていることを特徴とするウエハ研磨装置。 - 請求項1又は2に記載のウエハ研磨装置において、
前記ダミー材保持部が複数設けられ、該ダミー材保持部にそれぞれ前記ダミー材が保持されるよう構成されてなり、
前記複数のダミー材保持部は、保持した複数のダミー材の重心位置が前記キャリアの重心位置に略一致するように、配置されていることを特徴とするウエハ研磨装置。 - 請求項1から4のいずれか1項に記載のウエハ研磨装置において、
前記下定盤は、前記軸線を中心として、前記キャリアの公転方向とは反対方向に向けて回転することを特徴とするウエハ研磨装置。 - 請求項1から5のいずれか1項に記載のウエハ研磨装置において、
前記研磨液供給手段は、供給した前記研磨液を回収する研磨液回収手段を有し、回収した研磨液を循環させて再度前記上定盤と前記下定盤との間に供給することを特徴とするウエハ研磨装置。 - 請求項6に記載のウエハ研磨装置において、
前記研磨液回収手段は、回収した研磨液に含まれる前記ウエハの研磨加工粉を除去するフィルタを有していることを特徴とするウエハ研磨装置。 - 外周縁がギア部とされ、ウエハが収納される保持孔が形成された円板状のキャリアと、前記ギア部を介して前記キャリアに噛合され、該キャリアを自転させながら軸線回りに公転させる遊星歯車機構と、中心が刳り貫かれた円板状に形成され、前記キャリアの上下に配置されて、前記保持孔に収納された前記ウエハに所定の荷重を加えつつ、該ウエハの両面を挟み込む上定盤及び下定盤と、前記上定盤と前記下定盤との間に前記研磨液を供給する研磨液供給手段と、を備えるウエハ研磨装置により、前記研磨液供給手段から研磨液を供給しつつ前記ウエハの両面を研磨し、該ウエハの厚みを所定の厚みに調整する研磨工程を備えたウエハ研磨方法であって、
前記キャリアとしてダミー材を保持するダミー材保持部を設けたものを用意し、
前記研磨工程の前に、前記下定盤上に前記ダミー材保持部を設けたキャリアをセットし、かつ、該キャリアの保持孔にウエハを、その上面が該キャリアの上面より突出するように収納するとともに、前記ダミー材保持部にダミー材を、その上面が前記保持孔に収納されるウエハの上面より高くなるように設けるセット工程を、備えていることを特徴とするウエハ研磨方法。 - 請求項8記載のウエハ研磨方法において、
前記ダミー材として、前記ウエハより軟質の材料からなるものを用いることを特徴とするウエハ研磨方法。 - 請求項8又は9に記載のウエハ研磨方法において、
前記キャリアとして、前記ダミー材の重心位置が前記キャリアの重心位置に略一致するように、前記ダミー材保持部が配置されているものを用意することを特徴とするウエハ研磨方法。 - 請求項8又は9に記載のウエハ研磨方法において、
前記キャリアとして、前記ダミー材保持部が複数設けられ、該ダミー材保持部にそれぞれ前記ダミー材が保持されるように構成され、かつ、前記複数のダミー材保持部が、保持した複数のダミー材の重心位置が前記キャリアの重心位置に略一致するように、配置されているものを用意することを特徴とするウエハ研磨方法。 - 請求項8から11のいずれか1項に記載のウエハ研磨方法において、
前記研磨工程の際、前記軸線を中心として、前記下定盤を前記キャリアの公転方向とは反対方向に向けて回転させることを特徴とするウエハ研磨方法。 - 請求項8から12のいずれか1項に記載のウエハ研磨方法において、
前記研磨工程の際、供給した前記研磨液を回収すると共に、回収した研磨液を循環させて再度前記上定盤と前記下定盤との間に供給することを特徴とするウエハ研磨方法。 - 請求項13に記載のウエハ研磨方法において、
前記研磨工程の際、回収した研磨液に含まれる前記ウエハの研磨加工粉を除去することを特徴とするウエハ研磨方法。 - 請求項8から14のいずれか1項に記載のウエハ研磨方法により研磨されたウエハを利用して圧電振動子を一度に複数製造する方法であって、
研磨後の前記ウエハをフォトリソ技術によりエッチングして、該ウエハに複数の圧電振動片の外形形状をパターニングする外形形成工程と、
複数の前記圧電振動片の外表面上に電極膜をパターニングして、所定の電圧が印加されたときに圧電振動片を振動させる励振電極と、引き出し電極を介して励振電極に電気的に接続されるマウント電極と、をそれぞれ形成する電極形成工程と、
複数の前記圧電振動片を前記ウエハから切り離して固片化する切断工程と、
該切断工程後、固片化された前記圧電振動片の前記マウント電極を、一端側が外部に電気的に接続される外部接続端子の他端側に接合するマウント工程と、
該マウント工程後、前記圧電振動片を封止部材により気密封止する封止工程と、を備えていることを特徴とする圧電振動子の製造方法。 - 請求項15に記載の圧電振動子の製造方法により製造されたことを特徴とする圧電振動子。
- 請求項16に記載の圧電振動子が、発振子として集積回路に電気的に接続されていることを特徴とする発振器。
- 請求項16に記載の圧電振動子が、計時部に電気的に接続されていることを特徴とする電子機器。
- 請求項16に記載の圧電振動子が、フィルタ部に電気的に接続されていることを特徴とする電波時計。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008012627A JP2009172702A (ja) | 2008-01-23 | 2008-01-23 | ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008012627A JP2009172702A (ja) | 2008-01-23 | 2008-01-23 | ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009172702A true JP2009172702A (ja) | 2009-08-06 |
Family
ID=41028399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008012627A Withdrawn JP2009172702A (ja) | 2008-01-23 | 2008-01-23 | ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009172702A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013031909A (ja) * | 2011-08-03 | 2013-02-14 | Seiko Instruments Inc | ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計 |
| CN115816286A (zh) * | 2022-12-08 | 2023-03-21 | 万安县泰鑫电子有限责任公司 | 一种石英晶片研磨装置 |
| KR20240029903A (ko) * | 2022-08-29 | 2024-03-07 | (주)하이쏠라 | 웨이퍼의 연마방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61297076A (ja) * | 1985-06-25 | 1986-12-27 | Toshiba Corp | ラツピング方法 |
| JPH11333708A (ja) * | 1998-06-01 | 1999-12-07 | Shin Etsu Handotai Co Ltd | ラッピング装置及び方法 |
| JP2002184725A (ja) * | 2000-12-11 | 2002-06-28 | Satis Engineering Co Ltd | ラップ盤及びその制御法並びにラップ盤用ワーク搬出入装置 |
| JP2004255531A (ja) * | 2003-02-26 | 2004-09-16 | Hoya Corp | 研磨装置 |
-
2008
- 2008-01-23 JP JP2008012627A patent/JP2009172702A/ja not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61297076A (ja) * | 1985-06-25 | 1986-12-27 | Toshiba Corp | ラツピング方法 |
| JPH11333708A (ja) * | 1998-06-01 | 1999-12-07 | Shin Etsu Handotai Co Ltd | ラッピング装置及び方法 |
| JP2002184725A (ja) * | 2000-12-11 | 2002-06-28 | Satis Engineering Co Ltd | ラップ盤及びその制御法並びにラップ盤用ワーク搬出入装置 |
| JP2004255531A (ja) * | 2003-02-26 | 2004-09-16 | Hoya Corp | 研磨装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013031909A (ja) * | 2011-08-03 | 2013-02-14 | Seiko Instruments Inc | ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計 |
| KR20240029903A (ko) * | 2022-08-29 | 2024-03-07 | (주)하이쏠라 | 웨이퍼의 연마방법 |
| KR102800099B1 (ko) * | 2022-08-29 | 2025-04-28 | (주)하이쏠라 | 웨이퍼의 연마방법 |
| CN115816286A (zh) * | 2022-12-08 | 2023-03-21 | 万安县泰鑫电子有限责任公司 | 一种石英晶片研磨装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5138407B2 (ja) | ウエハ及びウエハ研磨方法 | |
| JP2011199065A (ja) | 真空パッケージ、真空パッケージの製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2011142591A (ja) | 圧電振動子の製造方法、発振器、電子機器および電波時計 | |
| JP2009178780A (ja) | キャリア、ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2011030095A (ja) | 圧電振動子、圧電振動子の製造方法、発振器、電子機器および電波時計 | |
| JP2012205258A (ja) | 研磨方法、圧電振動片の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JPWO2010097903A1 (ja) | ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計 | |
| TW201145821A (en) | Piezoelectric vibration piece, piezoelectric vibrator, method of manufacturing piezoelectric vibrator, oscillator, electronic apparatus and radio clock | |
| JP2009061526A (ja) | ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP5128671B2 (ja) | 圧電振動子、発振器、電子機器及び電波時計、並びに圧電振動子の製造方法 | |
| JP2009194629A (ja) | 圧電振動片の製造方法、圧電振動片、ウエハ、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2009172702A (ja) | ウエハ研磨装置、ウエハ研磨方法、圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2009190159A (ja) | キャリア及びウエハ研磨装置 | |
| WO2010097902A1 (ja) | ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計 | |
| CN102195596A (zh) | 封装件的制造方法、压电振动器、振荡器、电子设备及电波钟 | |
| JP2009190145A (ja) | ウエハ研磨装置 | |
| JP2009194789A (ja) | 圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2012200853A (ja) | 研磨方法、圧電振動片の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP5956723B2 (ja) | パッケージの製造方法 | |
| JP2012160778A (ja) | パッケージの製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2012200851A (ja) | 研磨装置、研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2012076201A (ja) | ウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計 | |
| JP2012209690A (ja) | ウエハの研磨方法、圧電振動片の製造方法、パッケージの製造方法、圧電振動子、発振器、電子機器および電波時計 | |
| JP2010187137A (ja) | パッケージ製品の製造方法、圧電振動子の製造方法、発振器、電子機器および電波時計。 | |
| JP2011166617A (ja) | 圧電振動子の製造方法、圧電振動子、発振器、電子機器および電波時計 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091108 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091113 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120928 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20121116 |