JP2009176352A - 磁気記録媒体の製造方法、および磁気記録再生装置 - Google Patents
磁気記録媒体の製造方法、および磁気記録再生装置 Download PDFInfo
- Publication number
- JP2009176352A JP2009176352A JP2008012384A JP2008012384A JP2009176352A JP 2009176352 A JP2009176352 A JP 2009176352A JP 2008012384 A JP2008012384 A JP 2008012384A JP 2008012384 A JP2008012384 A JP 2008012384A JP 2009176352 A JP2009176352 A JP 2009176352A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic recording
- magnetic
- mold
- recording medium
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000005291 magnetic effect Effects 0.000 title claims abstract description 302
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 62
- 229920005989 resin Polymers 0.000 claims abstract description 113
- 239000011347 resin Substances 0.000 claims abstract description 113
- 239000000758 substrate Substances 0.000 claims abstract description 68
- 238000000034 method Methods 0.000 claims abstract description 59
- 238000003825 pressing Methods 0.000 claims abstract description 17
- 230000005855 radiation Effects 0.000 claims description 36
- 230000008569 process Effects 0.000 claims description 19
- 238000012545 processing Methods 0.000 claims description 10
- 230000002950 deficient Effects 0.000 abstract description 6
- 230000009467 reduction Effects 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 146
- 239000010408 film Substances 0.000 description 126
- 239000000463 material Substances 0.000 description 40
- 239000003822 epoxy resin Substances 0.000 description 35
- 229920000647 polyepoxide Polymers 0.000 description 35
- 230000002093 peripheral effect Effects 0.000 description 27
- 150000002500 ions Chemical class 0.000 description 21
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 19
- 238000012546 transfer Methods 0.000 description 17
- -1 polyethylene terephthalate Polymers 0.000 description 16
- 230000007547 defect Effects 0.000 description 13
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 229910052751 metal Inorganic materials 0.000 description 12
- 230000001681 protective effect Effects 0.000 description 11
- 238000000992 sputter etching Methods 0.000 description 11
- 239000007789 gas Substances 0.000 description 9
- 238000001459 lithography Methods 0.000 description 9
- 229920003986 novolac Polymers 0.000 description 9
- 238000004080 punching Methods 0.000 description 9
- 238000009616 inductively coupled plasma Methods 0.000 description 8
- 239000011261 inert gas Substances 0.000 description 8
- 230000001678 irradiating effect Effects 0.000 description 8
- 230000005415 magnetization Effects 0.000 description 8
- 239000010409 thin film Substances 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical group C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 238000005530 etching Methods 0.000 description 6
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 6
- 239000002344 surface layer Substances 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 5
- 238000001312 dry etching Methods 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 239000000314 lubricant Substances 0.000 description 5
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 235000012489 doughnuts Nutrition 0.000 description 4
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N glyoxal Chemical compound O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 description 4
- 239000006249 magnetic particle Substances 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 239000010453 quartz Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 3
- 125000002723 alicyclic group Chemical group 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- ZWAJLVLEBYIOTI-UHFFFAOYSA-N cyclohexene oxide Chemical group C1CCCC2OC21 ZWAJLVLEBYIOTI-UHFFFAOYSA-N 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 125000005843 halogen group Chemical group 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 230000005012 migration Effects 0.000 description 3
- 238000013508 migration Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 125000003566 oxetanyl group Chemical group 0.000 description 3
- 230000009257 reactivity Effects 0.000 description 3
- 230000007261 regionalization Effects 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- 229910052715 tantalum Inorganic materials 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- UAJRSHJHFRVGMG-UHFFFAOYSA-N 1-ethenyl-4-methoxybenzene Chemical compound COC1=CC=C(C=C)C=C1 UAJRSHJHFRVGMG-UHFFFAOYSA-N 0.000 description 2
- XXTQHVKTTBLFRI-UHFFFAOYSA-N 1-methyl-3-prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=CC(C)=C1 XXTQHVKTTBLFRI-UHFFFAOYSA-N 0.000 description 2
- QIDIFDCCFHVZOR-UHFFFAOYSA-N 2,4-dimethyl-1-prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=C(C)C=C1C QIDIFDCCFHVZOR-UHFFFAOYSA-N 0.000 description 2
- JESXATFQYMPTNL-UHFFFAOYSA-N 2-ethenylphenol Chemical compound OC1=CC=CC=C1C=C JESXATFQYMPTNL-UHFFFAOYSA-N 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 2
- LMIOYAVXLAOXJI-UHFFFAOYSA-N 3-ethyl-3-[[4-[(3-ethyloxetan-3-yl)methoxymethyl]phenyl]methoxymethyl]oxetane Chemical compound C=1C=C(COCC2(CC)COC2)C=CC=1COCC1(CC)COC1 LMIOYAVXLAOXJI-UHFFFAOYSA-N 0.000 description 2
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical group C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- XXROGKLTLUQVRX-UHFFFAOYSA-N allyl alcohol Chemical compound OCC=C XXROGKLTLUQVRX-UHFFFAOYSA-N 0.000 description 2
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 229910052785 arsenic Inorganic materials 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000013522 chelant Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 229930003836 cresol Natural products 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000001352 electron-beam projection lithography Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 238000001900 extreme ultraviolet lithography Methods 0.000 description 2
- 230000005294 ferromagnetic effect Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 229910052733 gallium Inorganic materials 0.000 description 2
- 229910052732 germanium Inorganic materials 0.000 description 2
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 2
- 229940015043 glyoxal Drugs 0.000 description 2
- PYGSKMBEVAICCR-UHFFFAOYSA-N hexa-1,5-diene Chemical group C=CCCC=C PYGSKMBEVAICCR-UHFFFAOYSA-N 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- AHHWIHXENZJRFG-UHFFFAOYSA-N oxetane Chemical compound C1COC1 AHHWIHXENZJRFG-UHFFFAOYSA-N 0.000 description 2
- MMSLOZQEMPDGPI-UHFFFAOYSA-N p-Mentha-1,3,5,8-tetraene Chemical compound CC(=C)C1=CC=C(C)C=C1 MMSLOZQEMPDGPI-UHFFFAOYSA-N 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229910052724 xenon Inorganic materials 0.000 description 2
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 1
- UNMJLQGKEDTEKJ-UHFFFAOYSA-N (3-ethyloxetan-3-yl)methanol Chemical compound CCC1(CO)COC1 UNMJLQGKEDTEKJ-UHFFFAOYSA-N 0.000 description 1
- RSHKWPIEJYAPCL-UHFFFAOYSA-N (3-ethyloxetan-3-yl)methyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC1(CC)COC1 RSHKWPIEJYAPCL-UHFFFAOYSA-N 0.000 description 1
- HIYIGPVBMDKPCR-UHFFFAOYSA-N 1,1-bis(ethenoxymethyl)cyclohexane Chemical compound C=COCC1(COC=C)CCCCC1 HIYIGPVBMDKPCR-UHFFFAOYSA-N 0.000 description 1
- SKYXLDSRLNRAPS-UHFFFAOYSA-N 1,2,4-trifluoro-5-methoxybenzene Chemical compound COC1=CC(F)=C(F)C=C1F SKYXLDSRLNRAPS-UHFFFAOYSA-N 0.000 description 1
- CYIGRWUIQAVBFG-UHFFFAOYSA-N 1,2-bis(2-ethenoxyethoxy)ethane Chemical compound C=COCCOCCOCCOC=C CYIGRWUIQAVBFG-UHFFFAOYSA-N 0.000 description 1
- ROLAGNYPWIVYTG-UHFFFAOYSA-N 1,2-bis(4-methoxyphenyl)ethanamine;hydrochloride Chemical compound Cl.C1=CC(OC)=CC=C1CC(N)C1=CC=C(OC)C=C1 ROLAGNYPWIVYTG-UHFFFAOYSA-N 0.000 description 1
- ZXHDVRATSGZISC-UHFFFAOYSA-N 1,2-bis(ethenoxy)ethane Chemical compound C=COCCOC=C ZXHDVRATSGZISC-UHFFFAOYSA-N 0.000 description 1
- FKIJMTKJEMUCQG-UHFFFAOYSA-N 1,2-dimethyl-3-prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=CC(C)=C1C FKIJMTKJEMUCQG-UHFFFAOYSA-N 0.000 description 1
- CORMBJOFDGICKF-UHFFFAOYSA-N 1,3,5-trimethoxy 2-vinyl benzene Natural products COC1=CC(OC)=C(C=C)C(OC)=C1 CORMBJOFDGICKF-UHFFFAOYSA-N 0.000 description 1
- XDWRKTULOHXYGN-UHFFFAOYSA-N 1,3-bis(ethenoxy)-2,2-bis(ethenoxymethyl)propane Chemical compound C=COCC(COC=C)(COC=C)COC=C XDWRKTULOHXYGN-UHFFFAOYSA-N 0.000 description 1
- IURLOHPODYBNSY-UHFFFAOYSA-N 1,3-dimethyl-5-prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC(C)=CC(C)=C1 IURLOHPODYBNSY-UHFFFAOYSA-N 0.000 description 1
- MWZJGRDWJVHRDV-UHFFFAOYSA-N 1,4-bis(ethenoxy)butane Chemical compound C=COCCCCOC=C MWZJGRDWJVHRDV-UHFFFAOYSA-N 0.000 description 1
- JOSFJABFAXRZJQ-UHFFFAOYSA-N 1,6-bis(ethenoxy)hexane Chemical compound C=COCCCCCCOC=C JOSFJABFAXRZJQ-UHFFFAOYSA-N 0.000 description 1
- ALVZNPYWJMLXKV-UHFFFAOYSA-N 1,9-Nonanediol Chemical compound OCCCCCCCCCO ALVZNPYWJMLXKV-UHFFFAOYSA-N 0.000 description 1
- WKBPZYKAUNRMKP-UHFFFAOYSA-N 1-[2-(2,4-dichlorophenyl)pentyl]1,2,4-triazole Chemical compound C=1C=C(Cl)C=C(Cl)C=1C(CCC)CN1C=NC=N1 WKBPZYKAUNRMKP-UHFFFAOYSA-N 0.000 description 1
- SSZOCHFYWWVSAI-UHFFFAOYSA-N 1-bromo-2-ethenylbenzene Chemical compound BrC1=CC=CC=C1C=C SSZOCHFYWWVSAI-UHFFFAOYSA-N 0.000 description 1
- KQJQPCJDKBKSLV-UHFFFAOYSA-N 1-bromo-3-ethenylbenzene Chemical compound BrC1=CC=CC(C=C)=C1 KQJQPCJDKBKSLV-UHFFFAOYSA-N 0.000 description 1
- WGGLDBIZIQMEGH-UHFFFAOYSA-N 1-bromo-4-ethenylbenzene Chemical compound BrC1=CC=C(C=C)C=C1 WGGLDBIZIQMEGH-UHFFFAOYSA-N 0.000 description 1
- BOVQCIDBZXNFEJ-UHFFFAOYSA-N 1-chloro-3-ethenylbenzene Chemical compound ClC1=CC=CC(C=C)=C1 BOVQCIDBZXNFEJ-UHFFFAOYSA-N 0.000 description 1
- KTZVZZJJVJQZHV-UHFFFAOYSA-N 1-chloro-4-ethenylbenzene Chemical compound ClC1=CC=C(C=C)C=C1 KTZVZZJJVJQZHV-UHFFFAOYSA-N 0.000 description 1
- XHAFIUUYXQFJEW-UHFFFAOYSA-N 1-chloroethenylbenzene Chemical compound ClC(=C)C1=CC=CC=C1 XHAFIUUYXQFJEW-UHFFFAOYSA-N 0.000 description 1
- CZAVRNDQSIORTH-UHFFFAOYSA-N 1-ethenoxy-2,2-bis(ethenoxymethyl)butane Chemical compound C=COCC(CC)(COC=C)COC=C CZAVRNDQSIORTH-UHFFFAOYSA-N 0.000 description 1
- SAMJGBVVQUEMGC-UHFFFAOYSA-N 1-ethenoxy-2-(2-ethenoxyethoxy)ethane Chemical compound C=COCCOCCOC=C SAMJGBVVQUEMGC-UHFFFAOYSA-N 0.000 description 1
- OZCMOJQQLBXBKI-UHFFFAOYSA-N 1-ethenoxy-2-methylpropane Chemical compound CC(C)COC=C OZCMOJQQLBXBKI-UHFFFAOYSA-N 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N 1-ethenoxybutane Chemical compound CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- QJJDJWUCRAPCOL-UHFFFAOYSA-N 1-ethenoxyoctadecane Chemical compound CCCCCCCCCCCCCCCCCCOC=C QJJDJWUCRAPCOL-UHFFFAOYSA-N 0.000 description 1
- OVGRCEFMXPHEBL-UHFFFAOYSA-N 1-ethenoxypropane Chemical compound CCCOC=C OVGRCEFMXPHEBL-UHFFFAOYSA-N 0.000 description 1
- UFMLLTODLZCTMW-UHFFFAOYSA-N 1-ethenyl-2,3,4,5,6-pentamethylbenzene Chemical compound CC1=C(C)C(C)=C(C=C)C(C)=C1C UFMLLTODLZCTMW-UHFFFAOYSA-N 0.000 description 1
- SVGCCRAIYFQZQM-UHFFFAOYSA-N 1-ethenyl-2,4,5-trimethylbenzene Chemical compound CC1=CC(C)=C(C=C)C=C1C SVGCCRAIYFQZQM-UHFFFAOYSA-N 0.000 description 1
- OEVVKKAVYQFQNV-UHFFFAOYSA-N 1-ethenyl-2,4-dimethylbenzene Chemical compound CC1=CC=C(C=C)C(C)=C1 OEVVKKAVYQFQNV-UHFFFAOYSA-N 0.000 description 1
- VTPNYMSKBPZSTF-UHFFFAOYSA-N 1-ethenyl-2-ethylbenzene Chemical compound CCC1=CC=CC=C1C=C VTPNYMSKBPZSTF-UHFFFAOYSA-N 0.000 description 1
- NVZWEEGUWXZOKI-UHFFFAOYSA-N 1-ethenyl-2-methylbenzene Chemical compound CC1=CC=CC=C1C=C NVZWEEGUWXZOKI-UHFFFAOYSA-N 0.000 description 1
- XIRPMPKSZHNMST-UHFFFAOYSA-N 1-ethenyl-2-phenylbenzene Chemical group C=CC1=CC=CC=C1C1=CC=CC=C1 XIRPMPKSZHNMST-UHFFFAOYSA-N 0.000 description 1
- XKMDZVINHIFHLY-UHFFFAOYSA-N 1-ethenyl-3,5-dimethylbenzene Chemical compound CC1=CC(C)=CC(C=C)=C1 XKMDZVINHIFHLY-UHFFFAOYSA-N 0.000 description 1
- XHUZSRRCICJJCN-UHFFFAOYSA-N 1-ethenyl-3-ethylbenzene Chemical compound CCC1=CC=CC(C=C)=C1 XHUZSRRCICJJCN-UHFFFAOYSA-N 0.000 description 1
- PECUPOXPPBBFLU-UHFFFAOYSA-N 1-ethenyl-3-methoxybenzene Chemical compound COC1=CC=CC(C=C)=C1 PECUPOXPPBBFLU-UHFFFAOYSA-N 0.000 description 1
- JZHGRUMIRATHIU-UHFFFAOYSA-N 1-ethenyl-3-methylbenzene Chemical compound CC1=CC=CC(C=C)=C1 JZHGRUMIRATHIU-UHFFFAOYSA-N 0.000 description 1
- ZMXAHWXPRKVGCM-UHFFFAOYSA-N 1-ethenyl-3-phenylbenzene Chemical group C=CC1=CC=CC(C=2C=CC=CC=2)=C1 ZMXAHWXPRKVGCM-UHFFFAOYSA-N 0.000 description 1
- IYSVFZBXZVPIFA-UHFFFAOYSA-N 1-ethenyl-4-(4-ethenylphenyl)benzene Chemical group C1=CC(C=C)=CC=C1C1=CC=C(C=C)C=C1 IYSVFZBXZVPIFA-UHFFFAOYSA-N 0.000 description 1
- HCJFUXHMKAGYFV-UHFFFAOYSA-N 1-ethenyl-4-(4-phenylphenyl)benzene Chemical group C1=CC(C=C)=CC=C1C1=CC=C(C=2C=CC=CC=2)C=C1 HCJFUXHMKAGYFV-UHFFFAOYSA-N 0.000 description 1
- WHFHDVDXYKOSKI-UHFFFAOYSA-N 1-ethenyl-4-ethylbenzene Chemical compound CCC1=CC=C(C=C)C=C1 WHFHDVDXYKOSKI-UHFFFAOYSA-N 0.000 description 1
- QQHQTCGEZWTSEJ-UHFFFAOYSA-N 1-ethenyl-4-propan-2-ylbenzene Chemical class CC(C)C1=CC=C(C=C)C=C1 QQHQTCGEZWTSEJ-UHFFFAOYSA-N 0.000 description 1
- UVHXEHGUEKARKZ-UHFFFAOYSA-N 1-ethenylanthracene Chemical compound C1=CC=C2C=C3C(C=C)=CC=CC3=CC2=C1 UVHXEHGUEKARKZ-UHFFFAOYSA-N 0.000 description 1
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 1
- IGGDKDTUCAWDAN-UHFFFAOYSA-N 1-vinylnaphthalene Chemical compound C1=CC=C2C(C=C)=CC=CC2=C1 IGGDKDTUCAWDAN-UHFFFAOYSA-N 0.000 description 1
- STMDPCBYJCIZOD-UHFFFAOYSA-N 2-(2,4-dinitroanilino)-4-methylpentanoic acid Chemical compound CC(C)CC(C(O)=O)NC1=CC=C([N+]([O-])=O)C=C1[N+]([O-])=O STMDPCBYJCIZOD-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical group CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- ISRGONDNXBCDBM-UHFFFAOYSA-N 2-chlorostyrene Chemical compound ClC1=CC=CC=C1C=C ISRGONDNXBCDBM-UHFFFAOYSA-N 0.000 description 1
- GNUGVECARVKIPH-UHFFFAOYSA-N 2-ethenoxypropane Chemical compound CC(C)OC=C GNUGVECARVKIPH-UHFFFAOYSA-N 0.000 description 1
- PDELBHCVXBSVPJ-UHFFFAOYSA-N 2-ethenyl-1,3,5-trimethylbenzene Chemical compound CC1=CC(C)=C(C=C)C(C)=C1 PDELBHCVXBSVPJ-UHFFFAOYSA-N 0.000 description 1
- DBWWINQJTZYDFK-UHFFFAOYSA-N 2-ethenyl-1,4-dimethylbenzene Chemical compound CC1=CC=C(C)C(C=C)=C1 DBWWINQJTZYDFK-UHFFFAOYSA-N 0.000 description 1
- GWZMWHWAWHPNHN-UHFFFAOYSA-N 2-hydroxypropyl prop-2-enoate Chemical group CC(O)COC(=O)C=C GWZMWHWAWHPNHN-UHFFFAOYSA-N 0.000 description 1
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 description 1
- GCYHRYNSUGLLMA-UHFFFAOYSA-N 2-prop-2-enoxyethanol Chemical compound OCCOCC=C GCYHRYNSUGLLMA-UHFFFAOYSA-N 0.000 description 1
- KXYAVSFOJVUIHT-UHFFFAOYSA-N 2-vinylnaphthalene Chemical compound C1=CC=CC2=CC(C=C)=CC=C21 KXYAVSFOJVUIHT-UHFFFAOYSA-N 0.000 description 1
- DSSAWHFZNWVJEC-UHFFFAOYSA-N 3-(ethenoxymethyl)heptane Chemical compound CCCCC(CC)COC=C DSSAWHFZNWVJEC-UHFFFAOYSA-N 0.000 description 1
- YNGIFMKMDRDNBQ-UHFFFAOYSA-N 3-ethenylphenol Chemical compound OC1=CC=CC(C=C)=C1 YNGIFMKMDRDNBQ-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- PMZXJPLGCUVUDN-UHFFFAOYSA-N 4-ethenyl-1,2-dimethylbenzene Chemical compound CC1=CC=C(C=C)C=C1C PMZXJPLGCUVUDN-UHFFFAOYSA-N 0.000 description 1
- FUGYGGDSWSUORM-UHFFFAOYSA-N 4-hydroxystyrene Chemical compound OC1=CC=C(C=C)C=C1 FUGYGGDSWSUORM-UHFFFAOYSA-N 0.000 description 1
- 229910001149 41xx steel Inorganic materials 0.000 description 1
- LYJHVEDILOKZCG-UHFFFAOYSA-N Allyl benzoate Chemical compound C=CCOC(=O)C1=CC=CC=C1 LYJHVEDILOKZCG-UHFFFAOYSA-N 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 229910002546 FeCo Inorganic materials 0.000 description 1
- 229910005435 FeTaN Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 238000007476 Maximum Likelihood Methods 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- IDCBOTIENDVCBQ-UHFFFAOYSA-N TEPP Chemical compound CCOP(=O)(OCC)OP(=O)(OCC)OCC IDCBOTIENDVCBQ-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 238000001015 X-ray lithography Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- JZQAAQZDDMEFGZ-UHFFFAOYSA-N bis(ethenyl) hexanedioate Chemical compound C=COC(=O)CCCCC(=O)OC=C JZQAAQZDDMEFGZ-UHFFFAOYSA-N 0.000 description 1
- ZDNFTNPFYCKVTB-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,4-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=C(C(=O)OCC=C)C=C1 ZDNFTNPFYCKVTB-UHFFFAOYSA-N 0.000 description 1
- ZXTPJLLIHIDBKQ-UHFFFAOYSA-N bis(prop-2-enyl) cyclohexane-1,4-dicarboxylate Chemical compound C=CCOC(=O)C1CCC(C(=O)OCC=C)CC1 ZXTPJLLIHIDBKQ-UHFFFAOYSA-N 0.000 description 1
- SQHOHKQMTHROSF-UHFFFAOYSA-N but-1-en-2-ylbenzene Chemical compound CCC(=C)C1=CC=CC=C1 SQHOHKQMTHROSF-UHFFFAOYSA-N 0.000 description 1
- RNOOHTVUSNIPCJ-UHFFFAOYSA-N butan-2-yl prop-2-enoate Chemical group CCC(C)OC(=O)C=C RNOOHTVUSNIPCJ-UHFFFAOYSA-N 0.000 description 1
- 150000001721 carbon Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- FWFSEYBSWVRWGL-UHFFFAOYSA-N cyclohexene oxide Natural products O=C1CCCC=C1 FWFSEYBSWVRWGL-UHFFFAOYSA-N 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- UYMKPFRHYYNDTL-UHFFFAOYSA-N ethenamine Chemical class NC=C UYMKPFRHYYNDTL-UHFFFAOYSA-N 0.000 description 1
- MEGHWIAOTJPCHQ-UHFFFAOYSA-N ethenyl butanoate Chemical compound CCCC(=O)OC=C MEGHWIAOTJPCHQ-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- 229940052303 ethers for general anesthesia Drugs 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 229910001004 magnetic alloy Inorganic materials 0.000 description 1
- 238000007885 magnetic separation Methods 0.000 description 1
- VSQYNPJPULBZKU-UHFFFAOYSA-N mercury xenon Chemical compound [Xe].[Hg] VSQYNPJPULBZKU-UHFFFAOYSA-N 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- PNLUGRYDUHRLOF-UHFFFAOYSA-N n-ethenyl-n-methylacetamide Chemical compound C=CN(C)C(C)=O PNLUGRYDUHRLOF-UHFFFAOYSA-N 0.000 description 1
- ZQXSMRAEXCEDJD-UHFFFAOYSA-N n-ethenylformamide Chemical compound C=CNC=O ZQXSMRAEXCEDJD-UHFFFAOYSA-N 0.000 description 1
- DYUWTXWIYMHBQS-UHFFFAOYSA-N n-prop-2-enylprop-2-en-1-amine Chemical compound C=CCNCC=C DYUWTXWIYMHBQS-UHFFFAOYSA-N 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 238000001127 nanoimprint lithography Methods 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- SFBTTWXNCQVIEC-UHFFFAOYSA-N o-Vinylanisole Chemical compound COC1=CC=CC=C1C=C SFBTTWXNCQVIEC-UHFFFAOYSA-N 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- HDBWAWNLGGMZRQ-UHFFFAOYSA-N p-Vinylbiphenyl Chemical group C1=CC(C=C)=CC=C1C1=CC=CC=C1 HDBWAWNLGGMZRQ-UHFFFAOYSA-N 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- HVAMZGADVCBITI-UHFFFAOYSA-M pent-4-enoate Chemical compound [O-]C(=O)CCC=C HVAMZGADVCBITI-UHFFFAOYSA-M 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- KOZCZZVUFDCZGG-UHFFFAOYSA-N vinyl benzoate Chemical compound C=COC(=O)C1=CC=CC=C1 KOZCZZVUFDCZGG-UHFFFAOYSA-N 0.000 description 1
- 229960000834 vinyl ether Drugs 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images









Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/855—Coating only part of a support with a magnetic layer
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/74—Record carriers characterised by the form, e.g. sheet shaped to wrap around a drum
- G11B5/82—Disk carriers
Landscapes
- Manufacturing Of Magnetic Record Carriers (AREA)
- Magnetic Record Carriers (AREA)
Abstract
【課題】基板上に磁性層を成膜したのちに磁気パターンを形成する磁気記録媒体の製造方法において、不良品の発生が少なく、製造コストの低い方法を提供する。
【解決手段】磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造方法において、中央に開口部を有する基板に磁性層を形成する工程、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程、転写した凹凸パターンを用いて磁性層に磁気記録パターンを形成する工程をこの順で行う。
【選択図】 図11
【解決手段】磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造方法において、中央に開口部を有する基板に磁性層を形成する工程、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程、転写した凹凸パターンを用いて磁性層に磁気記録パターンを形成する工程をこの順で行う。
【選択図】 図11
Description
本発明は、ハードディスク装置等に用いられる磁気記録媒体の製造方法及び磁気記録再生装置に関するものである。
近年、磁気ディスク装置、フレキシブルディスク装置、磁気テープ装置等の磁気記録装置の適用範囲は著しく増大されその重要性が増すと共に、これらの装置に用いられる磁気記録媒体について、その記録密度の著しい向上が図られつつある。特にMRヘッド、およびPRML技術の導入以来面記録密度の上昇はさらに激しさを増し、近年ではさらにGMRヘッド、TMRヘッドなども導入され1年に約100%ものペースで増加を続けている。これらの磁気記録媒体については、今後更に高記録密度を達成することが要求されており、そのために磁性層の高保磁力化と高信号対雑音比(SNR)、高分解能を達成することが要求されている。また、近年では線記録密度の向上と同時にトラック密度の増加によって面記録密度を上昇させようとする努力も続けられている。
最新の磁気記録装置においてはトラック密度110kTPIにも達している。しかし、トラック密度を上げていくと、隣接するトラック間の磁気記録情報が互いに干渉し合い、その境界領域の磁化遷移領域がノイズ源となりSNRを損なうという問題が生じやすくなる。このことはそのままビットエラーレート(Bit Error rate)の低下につながるため記録密度の向上に対して障害となっている。
面記録密度を上昇させるためには、磁気記録媒体上の各記録ビットのサイズをより微細なものとし、各記録ビットに可能な限り大きな飽和磁化と磁性膜厚を確保する必要がある。しかし、記録ビットを微細化していくと、1ビット当たりの磁化最小体積が小さくなり、熱揺らぎによる磁化反転で記録データが消失するという問題が生じる。
また、トラック間距離が近づくために、磁気記録装置は極めて高精度のトラックサーボ技術を要求されると同時に、記録を幅広く実行し、再生は隣接トラックからの影響をできるだけ排除するために記録時よりも狭く実行する方法が一般的に用いられている。この方法ではトラック間の影響を最小限に抑えることができる反面、再生出力を十分得ることが困難であり、そのために十分なSNRを確保することがむずかしいという問題がある。
このような熱揺らぎの問題やSNRの確保、あるいは十分な出力の確保を達成する方法の一つとして、記録媒体表面にトラックに沿った凹凸を形成し、あるいは隣接トラック間に非磁性部を形成して、記録トラック同士を物理的に分離することによってトラック密度を上げようとする試みがなされている。このような技術を以下にディスクリートトラック法と呼ぶ。
また、トラック間距離が近づくために、磁気記録装置は極めて高精度のトラックサーボ技術を要求されると同時に、記録を幅広く実行し、再生は隣接トラックからの影響をできるだけ排除するために記録時よりも狭く実行する方法が一般的に用いられている。この方法ではトラック間の影響を最小限に抑えることができる反面、再生出力を十分得ることが困難であり、そのために十分なSNRを確保することがむずかしいという問題がある。
このような熱揺らぎの問題やSNRの確保、あるいは十分な出力の確保を達成する方法の一つとして、記録媒体表面にトラックに沿った凹凸を形成し、あるいは隣接トラック間に非磁性部を形成して、記録トラック同士を物理的に分離することによってトラック密度を上げようとする試みがなされている。このような技術を以下にディスクリートトラック法と呼ぶ。
ディスクリートトラック型磁気記録媒体の一例として、表面に凹凸パターンを形成した非磁性基板に磁気記録媒体を形成して、物理的に分離した磁気記録トラック及びサーボ信号パターンを形成してなる磁気記録媒体が知られている(例えば、特許文献1参照。)。
この磁気記録媒体は、表面に複数の凹凸のある基板の表面に軟磁性層を介して強磁性層が形成されており、その表面に保護膜を形成したものである。この磁気記録媒体では、凸部領域に周囲と磁気的に分断された磁気記録領域が形成されている。
この磁気記録媒体は、表面に複数の凹凸のある基板の表面に軟磁性層を介して強磁性層が形成されており、その表面に保護膜を形成したものである。この磁気記録媒体では、凸部領域に周囲と磁気的に分断された磁気記録領域が形成されている。
この磁気記録媒体によれば、軟磁性層での磁壁発生を抑制できるため熱揺らぎの影響が出にくく、隣接する信号間の干渉もないので、ノイズの少ない高密度磁気記録媒体を形成できるとされている。
ディスクリートトラック法には、何層かの薄膜からなる磁気記録媒体を形成した後にトラックを形成する方法と、あらかじめ基板表面に直接、あるいはトラック形成のための薄膜層に凹凸パターンを形成した後に、磁気記録媒体の薄膜形成を行う方法とがある(例えば、特許文献2,特許文献3参照。)。このうち、後者の方法をしばしばプレエンボス法または基板加工型と呼ぶ。プレエンボス法は媒体表面に対する物理的加工が媒体形成前に完了するため、製造工程が簡略化でき、かつ媒体が製造工程において汚染しにくいという利点があるが、その一方で、基板に形成された凹凸形状が成膜された膜にも引き継がれることになるため、媒体上を浮上しながら記録再生を行う記録再生ヘッドの浮上姿勢、浮上高さが安定しないという問題点があった。
一方、半導体デバイスについては、微細化の一層の加速による高速動作、低消費電力動作が求められ、また、システムLSIという名で呼ばれる機能の統合化などの高い技術が求められている。このような背景において、半導体デバイスプロセスのコアテクノロジーであるリソグラフィ技術は微細化が進むにつれ、装置が高価になってきている。
ディスクリートトラック法には、何層かの薄膜からなる磁気記録媒体を形成した後にトラックを形成する方法と、あらかじめ基板表面に直接、あるいはトラック形成のための薄膜層に凹凸パターンを形成した後に、磁気記録媒体の薄膜形成を行う方法とがある(例えば、特許文献2,特許文献3参照。)。このうち、後者の方法をしばしばプレエンボス法または基板加工型と呼ぶ。プレエンボス法は媒体表面に対する物理的加工が媒体形成前に完了するため、製造工程が簡略化でき、かつ媒体が製造工程において汚染しにくいという利点があるが、その一方で、基板に形成された凹凸形状が成膜された膜にも引き継がれることになるため、媒体上を浮上しながら記録再生を行う記録再生ヘッドの浮上姿勢、浮上高さが安定しないという問題点があった。
一方、半導体デバイスについては、微細化の一層の加速による高速動作、低消費電力動作が求められ、また、システムLSIという名で呼ばれる機能の統合化などの高い技術が求められている。このような背景において、半導体デバイスプロセスのコアテクノロジーであるリソグラフィ技術は微細化が進むにつれ、装置が高価になってきている。
現在、光露光リソグラフィは最小線幅が130nmであるKrFレーザーリソグラフィから、より高解像度なArFレーザーリソグラフィへの移行が始まりつつある。
そして、ArFレーザーリソグラフィの量産レベルでの最小線幅は100nmであるのに対して、2003年には90nm、2005年には65nm、2007年には45nmデバイス製造が始まろうとしている。
このような状況でより微細な技術として期待されているのがF2 レーザー(F2エキシマレーザー)リソグラフィや極端紫外線露光リソグラフィ(EUVL;Extreme Ultra Violet Lithography)、電子線縮小転写露光リソグラフィ(EPL;Electron beam Projection
Lithography)、X線リソグラフィである。そして、これらのリソグラフィ技術は40nm〜70nmのパターン作製に成功している。
Lithography)、X線リソグラフィである。そして、これらのリソグラフィ技術は40nm〜70nmのパターン作製に成功している。
しかし、微細化の進歩につれ、露光装置自身の初期コストが指数関数的に増大していることに加え、使用光波長と同程度の解像度を得るためのマスクの価格が急騰している問題があり、安価でありながら、10nm程度の解像度を有する加工技術としてナノインプリントリソグラフィが注目されている(特許文献4参照)。
そして特許文献5には、ナノインプリンティングを用いて磁気ディスクの表面に凹凸パターンを転写することが、また、ナノインプリンティング用金型の位置合わせをディスクの開口部を用いて行うことが記載されている。
特許文献6には、磁気記録媒体用ナノインプリンティングスタンパーとして、マスタ原盤から転写した樹脂スタンパーを用いることが記載されている。
特開2004−164692号公報
特開2004−178793号公報
特開2004−178794号公報
特表2004−504718号公報
特開2004−103232号公報
特開2005−038477号公報
前述のように、磁気的に分離した磁気記録パターンを有する、いわゆる、ディスクリートトラックメディアやパターンドメディアの製造工程において、ナノインプリンティング技術が使われてきている。この製造工程でパターン転写に用いる樹脂としては、簡便性から光硬化性の樹脂を用いるのが好ましい。しかしながら、ナノインプリンティングには金属製のスタンパーが用いられる場合が多く、金属製のスタンパーは光を透過させないため、パターン転写に光硬化性の樹脂を使えない問題点があった。また、スタンパーによるパターン転写は、スタンパーが破損した場合に、多量の不良品を発生させる可能性があった。さらに金属製のスタンパーは高価であるため、磁気記録媒体の製造コストを高めていた。
また、パターン転写のスタンパーとして光を透過できる樹脂を用いることが開示されている。しかしながら、スタンパーに樹脂を用いた場合においても、スタンパーが破損した場合には多量の不良品を発生させることに変わりはない。
これらの問題点を解決し、不良品の発生が少なく、製造コストの低い磁気記録媒体の製造方法を提供するのが本願発明の目的である。
上記目的を達成するために、本発明は以下の構成を採用した。
(1)磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造方法であって、中央に開口部を有する基板に磁性層を形成する工程、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程、転写した凹凸パターンを用いて磁性層に磁気記録パターンを形成する工程をこの順で有することを特徴とする磁気記録媒体の製造方法。
(2)フィルム状のモールドが開口部を有し、この開口部を基板の開口部に一致させて、モールドを基板に押しあてることを特徴とする(1)に記載の磁気記録媒体の製造方法。
(3)フィルム状のモールドに同一のパターンを連続して設け、複数枚の基板に対して(1)または(2)に記載の工程を連続して行うことを特徴とする磁気記録媒体の製造方法。
(4)磁性膜に塗布する樹脂膜が放射線硬化性の樹脂であり、モールドの凹凸パターンを樹脂膜に転写するに際して、モールドの裏面から樹脂を硬化させるための放射線を照射することを特徴とする(1)〜(3)の何れか1項に記載の磁気記録媒体の製造方法。
(5)磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程を、基板の両面に対して同時に行うことを特徴とする(1)〜(4)の何れか1項に記載の磁気記録媒体の製造方法。
(6)(1)〜(5)のいずれか1項に記載の磁気記録媒体の製造方法で製造した磁気記録媒体と、該磁気記録媒体を記録方向に駆動する駆動部と、記録部と再生部からなる磁気ヘッドと、磁気ヘッドを磁気記録媒体に対して相対運動させる手段と、磁気ヘッドへの信号入力と磁気ヘッドからの出力信号再生を行うための記録再生信号処理手段を組み合わせて具備してなることを特徴とする磁気記録再生装置。
(1)磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造方法であって、中央に開口部を有する基板に磁性層を形成する工程、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程、転写した凹凸パターンを用いて磁性層に磁気記録パターンを形成する工程をこの順で有することを特徴とする磁気記録媒体の製造方法。
(2)フィルム状のモールドが開口部を有し、この開口部を基板の開口部に一致させて、モールドを基板に押しあてることを特徴とする(1)に記載の磁気記録媒体の製造方法。
(3)フィルム状のモールドに同一のパターンを連続して設け、複数枚の基板に対して(1)または(2)に記載の工程を連続して行うことを特徴とする磁気記録媒体の製造方法。
(4)磁性膜に塗布する樹脂膜が放射線硬化性の樹脂であり、モールドの凹凸パターンを樹脂膜に転写するに際して、モールドの裏面から樹脂を硬化させるための放射線を照射することを特徴とする(1)〜(3)の何れか1項に記載の磁気記録媒体の製造方法。
(5)磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程を、基板の両面に対して同時に行うことを特徴とする(1)〜(4)の何れか1項に記載の磁気記録媒体の製造方法。
(6)(1)〜(5)のいずれか1項に記載の磁気記録媒体の製造方法で製造した磁気記録媒体と、該磁気記録媒体を記録方向に駆動する駆動部と、記録部と再生部からなる磁気ヘッドと、磁気ヘッドを磁気記録媒体に対して相対運動させる手段と、磁気ヘッドへの信号入力と磁気ヘッドからの出力信号再生を行うための記録再生信号処理手段を組み合わせて具備してなることを特徴とする磁気記録再生装置。
本発明によれば、いわゆるパターンドメディア等の磁気記録媒体における磁性層のパターン形成を、効率良く行うことが可能となる。よって、高い記録密度を有する磁気記録媒体を生産性高く提供可能となる効果を有する。
本願発明は、磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造方法において、中央に開口部を有する基板に磁性層を形成する工程、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程、転写した凹凸パターンを用いて磁性層に磁気記録パターンを形成する工程をこの順で有することを特徴とする。
本願発明の凹凸形状のパターンが形成されたフィルム状のモールドとは、金属、樹脂等の可撓性の薄板の表面に、磁気記録媒体の磁気記録パターンに対応した凹凸パターンが形成されたフィルムをさす。本願発明では、パターン転写用のモールドとしてこのような構成を採用することにより、磁気記録媒体用基板表面へのモールドの供給、押しあて、転写、剥離、回収工程が容易となり、磁気記録媒体の製造をより生産性高く行うことが可能となる。すなわち、従来、磁気記録媒体用基板の表面への磁気記録パターンの転写には、ニッケル合金製の金型や樹脂製の型が用いられていたが、これらの型は可撓性が低いため円滑な供給が困難であり、また、多数のモールドを同時または連続的に供給することが困難であり、磁気記録媒体の製造における生産性を低下させていた。
また、本願発明は、磁気記録パターンの転写にフィルム状のモールドを用いるため、モールドに開口部等を容易に形成することが可能となる。よって、この開口部を用いて、磁気記録媒体用基板とモールドとの位置決めを容易に行うことが可能となり、生産性の高い磁気記録媒体の製造方法を提供することが可能となる。すなわち、ハードディスク等に用いられる回転型の磁気記録媒体は、その中央に、回転モーターのスピンドルに取り付けるための開口部を有するが、ディスクリートトラックメディアやパターンドメディアに形成される磁気記録パターンは、この中央の開口部に対して高い精度で形成する必要があり、磁気記録媒体の磁気記録パターンが、その中央の開口部に対して偏心して設けられている場合、磁気記録媒体に情報を読み書きするヘッドが磁気記録パターンに追従することができなくなり、磁気記録媒体への情報の読み書きが阻害される。そのため、従来の製造方法では、磁気記録媒体用基板とパターン転写用モールドとの位置決めには長い時間を要していた。これに対し、本願発明ではパターン転写用モールドに加工が容易なフィルムを用いるため、フィルムに開口等の位置決め孔を容易に設けることが可能となり、この開口部を用いた位置決めを容易に行うことが可能となる。
本願発明では、フィルム状のモールドの開口部を磁気記録媒体用基板の開口部に短時間で容易に一致させ、また、モールドを基板に精度高く容易に押しあてることが可能となり、磁気記録媒体の製造における生産性を著しく高めることが可能となる。
また本願発明では、フィルム状のモールドを用いるため、このフィルムを長尺状とすることが容易となり、フィルム上に同一の転写パターンが連続して設けることが可能となる。すなわち、複数枚の基板に対して、磁気記録媒体用基板表面へのモールドの供給、押しあて、転写、剥離、回収を連続して、また、異なる工程を並行して行うことが可能となり、磁気記録媒体の製造における生産性を著しく高めることが可能となる。また、フィルム上に形成したモールドの使用を一回限りで再利用しないとすることを容易に行うことが可能となり、これにより、モールドの破損によって不良品の磁気記録媒体を多量に発生させることがなくなり、また、パターンの劣化の少ない高精度のモールドを随時、供給することが可能となる。更に、フィルム上に形成したモールドを転写に用いた後、再使用する場合においても、使用後のモールドのクリーニング、モールド再使用の可否判断を、製造装置を停止することなく連続して行うことが可能となる。
本願発明では、磁性膜に塗布する樹脂膜を放射線硬化性の樹脂とすることができる。すなわち、本願発明のモールドは、薄板とすることができるため、モールドの凹凸パターンを樹脂膜に転写するに際して、モールドの裏面から樹脂を硬化させるための放射線を照射することが可能となる。これにより、磁性膜表面へ磁気記録パターンを形成するためのマスク層を短時間で形成することが可能となり磁気記録媒体の製造における生産性を高めることが可能となる。
また本願発明では、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程を、基板の両面に対して同時に行うことができる。すなわち、本願発明のモールドは可撓性の高いフィルム状であるため扱い易く、また、このフィルムを長尺状とすることができるため、磁気記録媒体用基板の両表面へのモールドの供給、押しあて、転写、剥離、回収を容易に行うことができるからである。
次に、本発明を実施するための最良の形態を、図を用いて以下に詳細に説明するが、本発明は以下に説明する実施の形態に制限されるものではない。
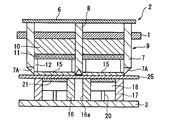
図1〜図9は、本発明の製造に用いるフィルム状のモールドの製造装置を示すもので、この形態の製造装置は、図1に示す如く、第1の取付盤1に支持された上型セット2と第2の取付盤3に支持された下型セット5を具備して構成されている。ここで第1の取付盤1は図示略の油圧シリンダなどの上下移動用アクチュエータ装置に支持されて上下に移動自在に設けられ、第2の取付盤3は図示略の基台上に設置されて固定されている。
前記第1の取付盤1の上方には円盤状のカッターセット部材6が図示略の油圧シリンダなどの上下移動用アクチュエータ装置に支持されて上下に移動自在に設けられ、このカッターセット部材6の底面外周部側に円筒状の外周カッター部7が設けられ、カッターセット部材6の底面中央部に丸棒状の内周カッター部8が設けられ、これら外周カッター部7と内周カッター部8とからカッター部材9が構成されている。また、前記外周カッター部7の先端部側にリング状の外周カッター刃7Aが下向きに形成され、内周カッター部8の先端部側に内周カッター刃8Aが形成されている。
前記外周カッター部7は取付盤1の外周部に形成されている透孔1aを介して取付盤1の下方側に延出され、内周カッター部8は取付盤1の中央に形成されている透孔1bを介して取付盤1の下方側に延出され、取付盤1に対するカッターセット部材6の上下移動に応じて外周カッター部7と内周カッター部8とが上下移動するように構成されている。 前記外周カッター刃7Aの断面は三角形状に形成されており、円筒状の外周カッター部7の内周面7aをそのまま延長した形状の切刃面7bと、外周カッター部7の外方に向いて傾斜する外側刃面7cを有している。前記内周カッター刃8Aは、丸棒状の内周カッター部8の外周面をそのまま延長した形状の切刃面8bと、内周カッター部8の先端部に形成されている断面逆V字型のすり鉢状の凹部8cからなる切刃形状とされている。
前記取付盤1の下方側であって、前記外周カッター部7と内周カッター部8との間の部分には、放射線源サポート機構10と照射装置11とが設けられ、照射装置11に内蔵されている高圧水銀ランプ、低圧水銀ランプ、メタルハライドランプ、キセノンランプ、キセノン水銀ランプ、紫外LEDランプなどの放射線源から紫外光を下方に照射できるように構成されている。これらの放射線源のうち、成型品の歪みの原因となる熱の発生が小さいことから紫外LEDランプを用いることが特に好ましい。この場合に用いる紫外線の波長として220nm〜400nmの範囲を例示することができる。
前記外周カッター部7は取付盤1の外周部に形成されている透孔1aを介して取付盤1の下方側に延出され、内周カッター部8は取付盤1の中央に形成されている透孔1bを介して取付盤1の下方側に延出され、取付盤1に対するカッターセット部材6の上下移動に応じて外周カッター部7と内周カッター部8とが上下移動するように構成されている。 前記外周カッター刃7Aの断面は三角形状に形成されており、円筒状の外周カッター部7の内周面7aをそのまま延長した形状の切刃面7bと、外周カッター部7の外方に向いて傾斜する外側刃面7cを有している。前記内周カッター刃8Aは、丸棒状の内周カッター部8の外周面をそのまま延長した形状の切刃面8bと、内周カッター部8の先端部に形成されている断面逆V字型のすり鉢状の凹部8cからなる切刃形状とされている。
前記取付盤1の下方側であって、前記外周カッター部7と内周カッター部8との間の部分には、放射線源サポート機構10と照射装置11とが設けられ、照射装置11に内蔵されている高圧水銀ランプ、低圧水銀ランプ、メタルハライドランプ、キセノンランプ、キセノン水銀ランプ、紫外LEDランプなどの放射線源から紫外光を下方に照射できるように構成されている。これらの放射線源のうち、成型品の歪みの原因となる熱の発生が小さいことから紫外LEDランプを用いることが特に好ましい。この場合に用いる紫外線の波長として220nm〜400nmの範囲を例示することができる。
照射装置11の下方には枠状のサポート部材12が設置され、このサポート部材12の下方側に円盤状のガラス盤などの透放射線押圧基盤15が設けられている。前記放射線源サポート部材10と照射装置11とサポート部材12と透放射線押圧基盤15が取付盤1に一体化されており、第1の取付盤1の上下移動に応じて透放射線押圧基盤15が上下移動するように構成されている。
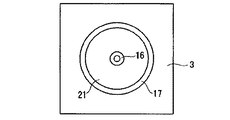
一方、第2の取付盤3の上には、同一高さの円筒状の内側摺動サポート部材16と円筒状の外側摺動サポート部材17が設けられ、これらの間には円盤状の受け台18が上下に摺動自在に嵌め込まれ、受け台18はその下方側に設けられたバネ部材などの弾性部材20により支持されている。この受け台18の上には、摺動サポート部材16、17よりも若干上方に突出するようにドーナツ円盤状のマザースタンパ21が設置されている。
一方、第2の取付盤3の上には、同一高さの円筒状の内側摺動サポート部材16と円筒状の外側摺動サポート部材17が設けられ、これらの間には円盤状の受け台18が上下に摺動自在に嵌め込まれ、受け台18はその下方側に設けられたバネ部材などの弾性部材20により支持されている。この受け台18の上には、摺動サポート部材16、17よりも若干上方に突出するようにドーナツ円盤状のマザースタンパ21が設置されている。
このマザースタンパ21はその上面側に転写するべきパターンが形成されたものである。本発明の実施の形態ではディスクリートトラック型磁気記録媒体の表面に凹凸パターンを形成するための樹脂製モールドを製造しようとするので、マザースタンパ21の表面にはディスクリートトラック型磁気記録媒体の表面に形成する薄膜の凹凸パターンが形成されている。
また、前記内側サポート部材16の中心部には、前記ロッド状の内周カッター刃8Aを挿入可能な凹部16aが形成されている。
図1に示す構成の製造装置で樹脂製のモールドを製造するには、目的のフィルム状のモールドの基になるフィルム状の基材を用意する。
図1に示す構成の製造装置で樹脂製のモールドを製造するには、目的のフィルム状のモールドの基になるフィルム状の基材を用意する。
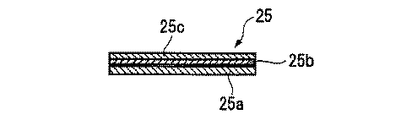
この基材の一例として、図5に示す3層構造のフィルム状の基材25を用いることができる。この形態において基材25はフィルム状の硬質層25aと軟質樹脂膜25bと硬化性樹脂膜25cとからなる。
硬質層25aは、紫外線透過率が高く、打ち抜き時に変形しにくい材料を用いることが好ましく、ポリエチレンテレフタレート、ポリエチレンナフタレートなどの芳香族ポリエステル、ゼオノア(商品名、日本ゼオン(株)製)、TOPAS(商品名、ポリプラスチックス(株)製)、ARTON(商品名、JSR(株)製)などのシクロオレフィンポリマー、芳香族ポリカーボネート、脂環式ポリイミドなどの硬質熱可塑性樹脂、及びポリプロピレン、ポリ4−メチルペンテン、ポリスチレン,PMMAなどのポリオレフィン系熱可塑性樹脂またはエポキシ樹脂、アリル樹脂などの熱硬化性樹脂フィルムなどの樹脂材料からなる。また、硬質層25aの厚さは10〜3000μm程度とすることができる。
軟質樹脂膜25bは、紫外線透過率が高く、本発明のフィルム状のモールドを用いてインプリントする際には、硬質層25aと硬化性樹脂膜25cの接着を補強する機能とインプリントされる基体のうねりに追従する柔軟性を併せ持つ材料を用いることが好ましく、「シリコンゴム、ウレタンゴム、ポリプロピレンフィルム」などの樹脂材料からなる。また、軟質接着層25bの厚さは0.5〜1000μm程度とすることができる。なお、3層構造のフィルム状の基材25において硬質層25aのうねりが小さい場合は軟質樹脂膜25bを略して硬質層25aと硬化性樹脂膜25cとからなる2層構造の基材とすることができる。また、2層構造の場合には、25aと25cとの接着性を強化するために、25aの片面にコロナ処理のような接着性を高める表面処理を行うことも出来る。
また、硬質層25aと軟質層25bには、易接着グレードのPETフィルム(商品名コスモシャインA−4100(東洋紡績(株)製)、テイジンテトロンフィルムO3(帝人デュポンフィルム(株)製))のように一体として市販されているものもあり、それをそのまま用いることも出来る。
硬化性樹脂膜25cは、(メタ)アクリロイル基、アリル基、ビニル基、オキセタニル基、グリシジル基、シクロヘキセンオキサイド基、ビニルエーテル基などの硬化性基を持つ、少なくとも1種以上の樹脂からなり、(メタ)アクリロイル基、オキセタニル基、シクロヘキセンオキサイド、ビニルエーテル基など硬化の速い硬化性基を持つ樹脂からなることが特に好ましい。
ここで用いることのできる(メタ)アクリロイル基を持つ樹脂の例としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸−n−プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸−n−ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸−sec−ブチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸オクチル、(メタ)アクリル酸−2−エチルヘキシル、(メタ)アクリル酸デシル、(メタ)アクリル酸イソボルニル、(メタ)アクリル酸シクロヘキシル、(メタ)アクリル酸フェニル、(メタ)アクリル酸ベンジル、(メタ)アクリル酸−2−ヒドロキシエチル、(メタ)アクリル酸−2−ヒドロキシプロピル、(メタ)アクリル酸−3−ヒドロキシプロピル、(メタ)アクリル酸−2−ヒドロキシブチル、(メタ)アクリル酸−2−ヒドロキシフェニルエチルなどのモノ(メタ)アクリレート類、N,N−ジメチル(メタ)アクリルアミド、N,N−ジエチル(メタ)アクリルアミド、N−アクリロイルモルフォリンなどの(メタ)アクリルアミド類、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、トリメチロールプロパンジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールペンタ(メタ)アクリレートなどの多官能(メタ)アクリレート類、ビスフェノールA型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、脂環式エポキシ樹脂、N−グリシジル型エポキシ樹脂、ビスフェノールAのノボラック型エポキシ樹脂、キレート型エポキシ樹脂、グリオキザール型エポキシ樹脂、アミノ基含有エポキシ樹脂、ゴム変性エポキシ樹脂、ジシクロペンタジエンフェノリック型エポキシ樹脂、シリコーン変性エポキシ樹脂、ε−カプロラクトン変性エポキシ樹脂などのエポキシ樹脂に(メタ)アクリル酸を付加させたいわゆるエポキシ(メタ)アクリレートなどを挙げることができる。
アリル基を持つ樹脂の例としては、エチレングリコールモノアリルエーテル、アリルグリシジルエーテルなどのアリルエーテル類、酢酸アリル、安息香酸アリルなどのモノアリルエステル類、ジアリルアミン、1,4−シクロヘキサンジカルボン酸ジアリル、フタル酸ジアリル、テレフタル酸ジアリル、イソフタル酸ジアリルなどのジアリルエステル類、オリゴプロピレンテレフタレートなどのオリゴエステル類にアリルアルコールを反応させたアリルエステル樹脂類などが挙げられる。
ビニル基を持つ樹脂の例としては、n−プロピルビニルエーテル、イソプロピルビニルエーテル、n−ブチルビニルエーテル、イソブチルビニルエーテル、2−エチルヘキシルビニルエーテル、オクタデシルビニルエーテル、シクロヘキシルビニルエーテルなどのモノビニルエーテル類や、酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、安息香酸ビニルなどのモノビニルエステル類、アジピン酸ジビニルなどのジビニルエステル類、N−ビニルピロリドン、N−メチル−N−ビニルアセトアミド、N−ビニルホルムアミドなどのN−ビニルアミド類、スチレン、2,4−ジメチル−α−メチルスチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、2,4−ジメチルスチレン、2,5−ジメチルスチレン、2,6−ジメチルスチレン、3,4−ジメチルスチレン、3,5−ジメチルスチレン、2,4,6−トリメチルスチレン、2,4,5−トリメチルスチレン、ペンタメチルスチレン、o−エチルスチレン、m−エチルスチレン、p−エチルスチレン、o−クロロスチレン、m−クロロスチレン、p−クロロスチレン、o−ブロモスチレン、m−ブロモスチレン、p−ブロモスチレン、o−メトキシスチレン、m−メトキシスチレン、p−メトキシスチレン、o−ヒドロキシスチレン、m−ヒドロキシスチレン、p−ヒドロキシスチレン、2−ビニルビフェニル、3−ビニルビフェニル、4−ビニルビフェニル、1−ビニルナフタレン、2−ビニルナフタレン、4−ビニル−p−ターフェニル、1−ビニルアントラセン、α−メチルスチレン、o−イソプロペニルトルエン、m−イソプロペニルトルエン、p−イソプロペニルトルエン、2,4−ジメチル−α−メチルスチレン、2,3−ジメチル−α−メチルスチレン、3,5−ジメチル−α−メチルスチレン、p−イソプロピル−α−メチルスチレン、α−エチルスチレン、α−クロロスチレンなどのスチレン誘導体、エチレングリコールジビニルエーテル、1,4−ブタンジオールジビニルエーテル、1,6−ヘキサンジオールジビニルエーテル、1,9−ノナンジオールジビニルエーテル、シクロヘキサンジメタノールジビニルエーテル、ジエチレングリコールジビニルエーテル、トリエチレングリコールジビニルエーテルなどのジビニルエーテル類、トリメチロールプロパントリビニルエーテル、ペンタエリスリトールテトラビニルエーテルなどの多官能ビニルエーテル類や、ジビニルベンゼン、ジビニルビフェニルなどのジビニルアリール類などを挙げることができる。
オキセタニル基を持つ樹脂の例としては3−エチル−3−ヒドロキシメチルオキセタン、3−エチル−3−メタクリロキシメチルオキセタンなどのモノオキセタニル化合物、東亞合成(株)社製アロンオキセタンOXT−121(商品名)OX−SQ(商品名)、新日鐵化学(株)社製OXTP(商品名)、OXBP(商品名)などの他官能オキセタン樹脂などが挙げられる。
アリル基を持つ樹脂の例としては、エチレングリコールモノアリルエーテル、アリルグリシジルエーテルなどのアリルエーテル類、酢酸アリル、安息香酸アリルなどのモノアリルエステル類、ジアリルアミン、1,4−シクロヘキサンジカルボン酸ジアリル、フタル酸ジアリル、テレフタル酸ジアリル、イソフタル酸ジアリルなどのジアリルエステル類、オリゴプロピレンテレフタレートなどのオリゴエステル類にアリルアルコールを反応させたアリルエステル樹脂類などが挙げられる。
ビニル基を持つ樹脂の例としては、n−プロピルビニルエーテル、イソプロピルビニルエーテル、n−ブチルビニルエーテル、イソブチルビニルエーテル、2−エチルヘキシルビニルエーテル、オクタデシルビニルエーテル、シクロヘキシルビニルエーテルなどのモノビニルエーテル類や、酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、安息香酸ビニルなどのモノビニルエステル類、アジピン酸ジビニルなどのジビニルエステル類、N−ビニルピロリドン、N−メチル−N−ビニルアセトアミド、N−ビニルホルムアミドなどのN−ビニルアミド類、スチレン、2,4−ジメチル−α−メチルスチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、2,4−ジメチルスチレン、2,5−ジメチルスチレン、2,6−ジメチルスチレン、3,4−ジメチルスチレン、3,5−ジメチルスチレン、2,4,6−トリメチルスチレン、2,4,5−トリメチルスチレン、ペンタメチルスチレン、o−エチルスチレン、m−エチルスチレン、p−エチルスチレン、o−クロロスチレン、m−クロロスチレン、p−クロロスチレン、o−ブロモスチレン、m−ブロモスチレン、p−ブロモスチレン、o−メトキシスチレン、m−メトキシスチレン、p−メトキシスチレン、o−ヒドロキシスチレン、m−ヒドロキシスチレン、p−ヒドロキシスチレン、2−ビニルビフェニル、3−ビニルビフェニル、4−ビニルビフェニル、1−ビニルナフタレン、2−ビニルナフタレン、4−ビニル−p−ターフェニル、1−ビニルアントラセン、α−メチルスチレン、o−イソプロペニルトルエン、m−イソプロペニルトルエン、p−イソプロペニルトルエン、2,4−ジメチル−α−メチルスチレン、2,3−ジメチル−α−メチルスチレン、3,5−ジメチル−α−メチルスチレン、p−イソプロピル−α−メチルスチレン、α−エチルスチレン、α−クロロスチレンなどのスチレン誘導体、エチレングリコールジビニルエーテル、1,4−ブタンジオールジビニルエーテル、1,6−ヘキサンジオールジビニルエーテル、1,9−ノナンジオールジビニルエーテル、シクロヘキサンジメタノールジビニルエーテル、ジエチレングリコールジビニルエーテル、トリエチレングリコールジビニルエーテルなどのジビニルエーテル類、トリメチロールプロパントリビニルエーテル、ペンタエリスリトールテトラビニルエーテルなどの多官能ビニルエーテル類や、ジビニルベンゼン、ジビニルビフェニルなどのジビニルアリール類などを挙げることができる。
オキセタニル基を持つ樹脂の例としては3−エチル−3−ヒドロキシメチルオキセタン、3−エチル−3−メタクリロキシメチルオキセタンなどのモノオキセタニル化合物、東亞合成(株)社製アロンオキセタンOXT−121(商品名)OX−SQ(商品名)、新日鐵化学(株)社製OXTP(商品名)、OXBP(商品名)などの他官能オキセタン樹脂などが挙げられる。
グリシジル基を持つ樹脂の例としてはビスフェノールA型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、N−グリシジル型エポキシ樹脂、ビスフェノールAのノボラック型エポキシ樹脂、キレート型エポキシ樹脂、グリオキザール型エポキシ樹脂、アミノ基含有エポキシ樹脂、ゴム変性エポキシ樹脂、ジシクロペンタジエンフェノリック型エポキシ樹脂、シリコーン変性エポキシ樹脂、ε−カプロラクトン変性エポキシ樹脂などを挙げることができる。
シクロヘキセンオキサイド基を持つ樹脂の例としてはダイセル化学工業(株)社製セロキサイド2021P(商品名)、セロキサイド3000(商品名)、EHPE3150(商品名)、EHPE3150CE(商品名)があげられる。
シクロヘキセンオキサイド基を持つ樹脂の例としてはダイセル化学工業(株)社製セロキサイド2021P(商品名)、セロキサイド3000(商品名)、EHPE3150(商品名)、EHPE3150CE(商品名)があげられる。
また、放射線硬化性樹脂膜25cの厚さは0.05〜50μm程度とすることができ、波長400nm以下の紫外線を30%以上透過することが好ましい。
前記構成のフィルム状の基材25をその放射線硬化性樹脂膜25cを下向きにして図1に示す如くマザースタンパ21と透放射線押圧基盤15の間に挟み込み、第1の取付盤1を下降させて透放射線押圧基盤15を介して基材25をマザースタンパ21の表面に規定の圧力で押し付ける。このマザースタンパ21はNi合金などの精密加工が可能な材料であって、現状の成形加工技術で微細な凹凸を精密に形成することができる材料から成るメタルプレートなどを適用できる。 この操作によりマザースタンパ21の表面に形成されている微細凹凸の逆パターンである微細凹凸パターンを基材25の放射線硬化性樹脂膜25cに転写することができる。(以上を転写工程(1)と称する。)
また、マザースタンパ21の表面に基材25を押しつけた状態のまま、照射装置11から紫外放射線を照射し、放射線硬化性樹脂膜25cを硬化させる。(以上を硬化工程(2)と称する。)
この硬化の前に、もしくは硬化が終了したならば、あるいは硬化が進行している段階において図6に示す如くカッターセット部材6を下降させて外周カッター部7と内周カッター部8を下降させ、外周カッター刃7Aと内周カッター刃8Aにより基材25から円板状の樹脂製のモールド30を打ち抜く。(以上を打ち抜き加工工程(3)と称する。)
この打ち抜き時において外周カッター刃7が円筒状の摺動サポート部材17の外周の延長面に沿って摺動しつつ基材25を打ち抜くとともに、内周カッター刃8は摺動サポート部材16の内側に沿って摺動しつつ基材25を打ち抜くので、正確な位置にて基材25を打ち抜くことができ、目的通りの内径寸法と外径寸法のドーナツ円盤状のモールド30を得ることができる。 また、図6に示す如く基材25を打ち抜いてモールド30となった部分を除く部分において、内周カッター刃8Aにより打ち抜かれた基材25の中心部25Aは摺動サポート部材16の中心の凹部16a側に排出され、外周カッター刃7Aにより打ち抜かれた基材25の外周部25Bは摺動サポート部材17の外周側に排出される。 ここで、摺動サポート部材16の凹部16aの内径は内周カッター刃8Aの外径とほぼ等しい大きさとされているので、基材25を打ち抜く際、凹部16aの内周縁に沿って基材25を無理なく正確な位置で内周カッター刃8Aにより打ち抜くことができ、打ち抜き精度を高めることができる。また、摺動サポート部材17の外径は外周カッター刃7Aの内径とほぼ等しい大きさとされているので、基材25を打ち抜く際、摺動サポート部材17の外周縁に沿って基材25を無理なく正確な位置で外周カッター刃7Aにより打ち抜くことができ、打ち抜き精度を高めることができる。よって内周円の形状及び位置精度と外周円の形状及び位置精度がいずれも高い目的のドーナツ円盤状に基材25を打ち抜くことができる。
本願発明で、フィルム状のモールドを、同一のパターンが連続して設けられた長尺状とする場合は、カッター刃による打ち抜きを内周円のみとし、外周円の打ち抜きを行わない。
前記構成のフィルム状の基材25をその放射線硬化性樹脂膜25cを下向きにして図1に示す如くマザースタンパ21と透放射線押圧基盤15の間に挟み込み、第1の取付盤1を下降させて透放射線押圧基盤15を介して基材25をマザースタンパ21の表面に規定の圧力で押し付ける。このマザースタンパ21はNi合金などの精密加工が可能な材料であって、現状の成形加工技術で微細な凹凸を精密に形成することができる材料から成るメタルプレートなどを適用できる。 この操作によりマザースタンパ21の表面に形成されている微細凹凸の逆パターンである微細凹凸パターンを基材25の放射線硬化性樹脂膜25cに転写することができる。(以上を転写工程(1)と称する。)
また、マザースタンパ21の表面に基材25を押しつけた状態のまま、照射装置11から紫外放射線を照射し、放射線硬化性樹脂膜25cを硬化させる。(以上を硬化工程(2)と称する。)
この硬化の前に、もしくは硬化が終了したならば、あるいは硬化が進行している段階において図6に示す如くカッターセット部材6を下降させて外周カッター部7と内周カッター部8を下降させ、外周カッター刃7Aと内周カッター刃8Aにより基材25から円板状の樹脂製のモールド30を打ち抜く。(以上を打ち抜き加工工程(3)と称する。)
この打ち抜き時において外周カッター刃7が円筒状の摺動サポート部材17の外周の延長面に沿って摺動しつつ基材25を打ち抜くとともに、内周カッター刃8は摺動サポート部材16の内側に沿って摺動しつつ基材25を打ち抜くので、正確な位置にて基材25を打ち抜くことができ、目的通りの内径寸法と外径寸法のドーナツ円盤状のモールド30を得ることができる。 また、図6に示す如く基材25を打ち抜いてモールド30となった部分を除く部分において、内周カッター刃8Aにより打ち抜かれた基材25の中心部25Aは摺動サポート部材16の中心の凹部16a側に排出され、外周カッター刃7Aにより打ち抜かれた基材25の外周部25Bは摺動サポート部材17の外周側に排出される。 ここで、摺動サポート部材16の凹部16aの内径は内周カッター刃8Aの外径とほぼ等しい大きさとされているので、基材25を打ち抜く際、凹部16aの内周縁に沿って基材25を無理なく正確な位置で内周カッター刃8Aにより打ち抜くことができ、打ち抜き精度を高めることができる。また、摺動サポート部材17の外径は外周カッター刃7Aの内径とほぼ等しい大きさとされているので、基材25を打ち抜く際、摺動サポート部材17の外周縁に沿って基材25を無理なく正確な位置で外周カッター刃7Aにより打ち抜くことができ、打ち抜き精度を高めることができる。よって内周円の形状及び位置精度と外周円の形状及び位置精度がいずれも高い目的のドーナツ円盤状に基材25を打ち抜くことができる。
本願発明で、フィルム状のモールドを、同一のパターンが連続して設けられた長尺状とする場合は、カッター刃による打ち抜きを内周円のみとし、外周円の打ち抜きを行わない。
図6に示す如く基材25を打ち抜き後、図7に示す如く取付盤1とカッターセット部材6とを上昇させると、外周カッター刃7Aと内周カッター刃8Aの間に挟まれた状態でモールド30が持ち上がるので、図8に示す如く取付盤1に対してカッターセット部材6を上昇させて外周カッター刃7Aと内周カッター刃8Aをモールド30から外すように移動し、更に、先端部に折曲部31aを有する取出ロッド31などの剥離手段を用いてモールド30を取り出すことができる。この取出時において、外周カッター刃7Aと内周カッター刃8Aをモールド30から既に外しており、モールド30は透放射線押圧基盤15のみに密着した状態であるので、取出ロッド31によりモールド30を容易に剥離することができる。
モールド30を透放射線押圧基盤15から取り外したならば、他の別の基材25を図9に示す如く透放射線押圧基盤15とマザースタンパ21の間にセットし、再度図2〜図8を基に先に説明した順序で押圧加工工程、紫外線照射工程、打ち抜き加工工程を施して先の説明の場合と同様にモールド30を得ることができ、以上の操作を繰り返し行うことにより、モールド30を大量生産することができる。
上述の如く製造したモールド30を、ディスクリートトラック型磁気記録媒体やパターンドメディアの製造用に用いる。この種の磁気記録媒体として、非磁性基板の表面に磁性層や保護層を形成したものを例示することができる。
例えば、上記のような非磁性基板の表面に形成される磁性層は、面内磁性層でも垂直磁性層でもかまわない。これら磁性層は主としてCoを主成分とする合金から形成するのが好ましい。
モールド30を透放射線押圧基盤15から取り外したならば、他の別の基材25を図9に示す如く透放射線押圧基盤15とマザースタンパ21の間にセットし、再度図2〜図8を基に先に説明した順序で押圧加工工程、紫外線照射工程、打ち抜き加工工程を施して先の説明の場合と同様にモールド30を得ることができ、以上の操作を繰り返し行うことにより、モールド30を大量生産することができる。
上述の如く製造したモールド30を、ディスクリートトラック型磁気記録媒体やパターンドメディアの製造用に用いる。この種の磁気記録媒体として、非磁性基板の表面に磁性層や保護層を形成したものを例示することができる。
例えば、上記のような非磁性基板の表面に形成される磁性層は、面内磁性層でも垂直磁性層でもかまわない。これら磁性層は主としてCoを主成分とする合金から形成するのが好ましい。
例えば、面内磁気記録媒体用の磁性層としては、非磁性のCrMo下地層と強磁性のCoCrPtTa磁性層からなる積層構造が利用できる。
垂直磁気記録媒体用の磁性層としては、例えば軟磁性のFeCo合金(FeCoB、FeCoSiB、FeCoZr、FeCoZrB、FeCoZrBCuなど)、FeTa合金(FeTaN、FeTaCなど)、Co合金(CoTaZr、CoZrNB、CoBなど)等からなる裏打ち層と、Pt、Pd、NiCr、NiFeCrなどの配向制御膜と、必要によりRu等の中間膜、及び60Co−15Cr−15Pt合金や70Co−5Cr−15Pt−10SiO2
合金からなる磁性層を積層したものを利用することができる。
磁性層の厚さは、3nm以上20nm以下、好ましくは5nm以上15nm以下とする。磁性層は使用する磁性合金の種類と積層構造に合わせて、十分なヘッド出入力が得られるように形成すればよい。磁性層の膜厚は再生の際に一定以上の出力を得るにはある程度以上の磁性層膜厚が必要であり、一方で記録再生特性を表す諸パラメーターは出力の上昇とともに劣化するのが通例であるため、最適な膜厚に設定する必要がある。通常、磁性層はスパッタ法により薄膜として形成する。
合金からなる磁性層を積層したものを利用することができる。
磁性層の厚さは、3nm以上20nm以下、好ましくは5nm以上15nm以下とする。磁性層は使用する磁性合金の種類と積層構造に合わせて、十分なヘッド出入力が得られるように形成すればよい。磁性層の膜厚は再生の際に一定以上の出力を得るにはある程度以上の磁性層膜厚が必要であり、一方で記録再生特性を表す諸パラメーターは出力の上昇とともに劣化するのが通例であるため、最適な膜厚に設定する必要がある。通常、磁性層はスパッタ法により薄膜として形成する。
本願発明では、この磁性層に、磁気的に分離した磁気記録パターンを形成するが、その工程に先立ち、磁性層の表面に磁気記録パターンに対応したマスク層を形成する。このマスク層の形成は、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを、基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程を含むが、各工程を以下に詳細に説明する。なお、本願発明の製造方法は、下記の工程に限定されるものではない。
本願発明の磁気記録媒体は、例えば、図10に示すように、非磁性基板100に、少なくとも磁性層200を形成する工程A、磁性層200の上にマスク層300を形成する工程B、マスク層300の上に樹脂膜400を塗布する工程C、樹脂膜400に磁気記録パターンのネガパターンを、フィルム状のモールド500を用いて転写する工程D(工程Dにおける矢印はモールド500の動きを示す。よって下向きの矢印はフィルム状のモールドを基板に押しあてる工程、上向きの矢印は基板からモールドを剥離する工程をさす。)、磁気記録パターンのネガパターンに対応する部分(工程Dの図の凹部)のマスクを除去する工程E(工程Dで凹部に樹脂膜が残っている場合は樹脂膜及びマスクの除去工程)、樹脂膜400側表面から磁性層200の表層部を部分的にイオンミリングする工程F(符号700は磁性層で部分的にイオンミリングした箇所を示す。また符号dは、磁性層でイオンミリングした深さを示す。)、磁性層のイオンミリングした箇所を反応性プラズマや反応性イオン700にさらして磁性層の磁気特性を改質する工程G(符号800は磁性層で磁気特性が改質した箇所を示す。)、樹脂膜400およびマスク層300を除去する工程H、磁性層に不活性ガスを照射する工程、磁性層の表面を保護膜900で覆う工程Iをこの順で有する方法により製造することができる。上記はイオンミリングする工程Fを含む好ましい方法であるが、この工程はなくても可能である。この場合はマスクが除去されて磁性層が露出した面が反応性プラズマや反応性イオンにさらされることになる。
本願発明の磁気記録媒体の製造方法における工程Bで、磁性層200の上に形成するマスク層300は、Ta、W、Ta窒化物、W窒化物、Si、SiO2、Ta2O5、Re、Mo、Ti、V、Nb、Sn、Ga、Ge、As、Niからなる群から選ばれた何れか一種以上を含む材料で形成するのが好ましい。このような材料を用いることにより、マスク層300のミリングイオン600に対する遮蔽性を向上させ、また、マスク層300による磁気記録パターン形成特性を向上させることができる。さらに、これらの物質は、反応性ガスを用いたドライエッチングが容易であるため、図10の工程Hにおいて、残留物を減らし、磁気記録媒体表面の汚染を減少させることができる。
本願発明の磁気記録媒体の製造方法では、これらの物質の中で、マスク層300として、As、Ge、Sn、Gaを用いるのが好ましく、Ni、Ti、V、Nbを用いるのがより好ましく、Mo、Ta、Wを用いるのが最も好ましい。マスク層300の厚さは一般的には1nm〜20nmの範囲が好ましい。
本願発明の磁気記録媒体の製造方法における工程Bで、磁性層200の上に形成するマスク層300は、Ta、W、Ta窒化物、W窒化物、Si、SiO2、Ta2O5、Re、Mo、Ti、V、Nb、Sn、Ga、Ge、As、Niからなる群から選ばれた何れか一種以上を含む材料で形成するのが好ましい。このような材料を用いることにより、マスク層300のミリングイオン600に対する遮蔽性を向上させ、また、マスク層300による磁気記録パターン形成特性を向上させることができる。さらに、これらの物質は、反応性ガスを用いたドライエッチングが容易であるため、図10の工程Hにおいて、残留物を減らし、磁気記録媒体表面の汚染を減少させることができる。
本願発明の磁気記録媒体の製造方法では、これらの物質の中で、マスク層300として、As、Ge、Sn、Gaを用いるのが好ましく、Ni、Ti、V、Nbを用いるのがより好ましく、Mo、Ta、Wを用いるのが最も好ましい。マスク層300の厚さは一般的には1nm〜20nmの範囲が好ましい。
本願発明では、工程Cに示すように、このマスク層300を介して磁性層200の上に樹脂膜を塗布する。樹脂膜としては、フィルム状のモールドによる転写特性の良いものが使用できるが、例えば、ノボラック系樹脂、アクリル酸エステル類、脂環式エポキシ類等の紫外線硬化樹脂を用いるのが好ましい。
本願発明では、工程Dに示すように、凹凸形状のパターンが形成されたフィルム状のモールドを樹脂膜に押しあてて、モールドの凹凸パターンを樹脂膜に転写し、その後、基板からモールドを剥離させる。ここで、フィルム状のモールドを樹脂膜に押しあてる圧力は一例として60MPa以下の圧力とすることができる。この圧力は圧縮力/モールド面積として算出することができ、換言すると、プレス装置で検出した加重をモールド面積で割ることで求めることができる。また、フィルム状のモールドは任意の形状とすることが可能で、例えば、外周部と内周部の両方を打ち抜いた円盤状とできるが、本願発明では、前述したように、図11に示すような、同一のパターンが連続して設けられた長尺フィルム状のモールドを用いるのが磁気記録媒体の生産性から好ましい。
また、図11に示すように、長尺フィルムに開口部59aを設け、この開口部を基板の開口部に一致させて位置合わせを行い、さらにモールドを放射線透過性の治具により基板に押しあて、治具側から樹脂膜を硬化させるための放射線を照射することにより、生産性高く磁気記録媒体の製造を行うことができる。加えて、図11に示したフィルムでは、同一パターンのモールドを連続して設けているため、各工程を連続して行うことが可能となり、また、容易に磁気記録媒体基板の両面を同時に処理することが可能となる。
本願発明の磁気記録媒体の製造方法では、図10の工程C、Dで示した、樹脂膜400に磁気記録パターンのネガパターンを転写した後の樹脂膜400の凹部の厚さを、0〜10nmの範囲内とするのが好ましい。樹脂膜400の凹部の厚さをこの範囲とすることにより、図10の工程Eで示したマスク層300のエッチング工程において、マスク層300のエッジの部分のダレを無くし、マスク層300のミリングイオン600に対する遮蔽性を向上させ、また、マスク層300による磁気記録パターン形成特性を向上させることができる。樹脂膜の厚さは一般的には10nm〜100nm程度である。
本願発明では図10の工程C、Dの樹脂膜400に用いる材料として、放射線硬化性の材料を用いるのが好ましいが、樹脂膜への放射線照射は、樹脂膜400にモールド500を用いてパターンを転写する工程に際して行う他、パターン転写工程の後に、樹脂膜400に照射しても良い。このような製造方法を用いることにより、樹脂膜400に、モールド500の形状を精度良く転写することが可能となり、図10の工程Eで示したマスク層300のエッチング工程において、マスク層300のエッジの部分のダレを無くし、マスク層の注入イオンに対する遮蔽性を向上させ、また、マスク層による磁気記録パターン形成特性を向上させることができる。なお、本願発明の放射線とは、熱線、可視放射線線、紫外線、X線、ガンマ線等の広い概念の電磁波である。また、放射線により硬化性を有する材料とは、例えば、熱線に対しては熱硬化樹脂、紫外線に対しては紫外線硬化樹脂である。
本願発明の磁気記録媒体の製造方法では、特に、樹脂膜400にモールド500を用いてパターンを転写する工程に際して、樹脂膜の流動性が高い状態で、樹脂膜にモールドを押圧し、その押圧した状態で、樹脂膜に放射線を照射することにより樹脂膜を硬化させ、その後、モールドを樹脂膜から離すことにより、モールドの形状を精度良く、樹脂膜に転写することが可能となる。樹脂膜にモールドを押圧した状態で、樹脂膜に放射線を照射する方法としては、前述のように、モールドの反対側から照射する方法の他、基板側から放射線を照射する方法、モールドの側面から放射線を照射する方法、熱線のように固体に対して伝導性の高い放射線を用いて、モールド材料または基板からの熱伝導により放射線を照射する方法を用いることができる。
本願発明では図10の工程C、Dの樹脂膜400に用いる材料として、放射線硬化性の材料を用いるのが好ましいが、樹脂膜への放射線照射は、樹脂膜400にモールド500を用いてパターンを転写する工程に際して行う他、パターン転写工程の後に、樹脂膜400に照射しても良い。このような製造方法を用いることにより、樹脂膜400に、モールド500の形状を精度良く転写することが可能となり、図10の工程Eで示したマスク層300のエッチング工程において、マスク層300のエッジの部分のダレを無くし、マスク層の注入イオンに対する遮蔽性を向上させ、また、マスク層による磁気記録パターン形成特性を向上させることができる。なお、本願発明の放射線とは、熱線、可視放射線線、紫外線、X線、ガンマ線等の広い概念の電磁波である。また、放射線により硬化性を有する材料とは、例えば、熱線に対しては熱硬化樹脂、紫外線に対しては紫外線硬化樹脂である。
本願発明の磁気記録媒体の製造方法では、特に、樹脂膜400にモールド500を用いてパターンを転写する工程に際して、樹脂膜の流動性が高い状態で、樹脂膜にモールドを押圧し、その押圧した状態で、樹脂膜に放射線を照射することにより樹脂膜を硬化させ、その後、モールドを樹脂膜から離すことにより、モールドの形状を精度良く、樹脂膜に転写することが可能となる。樹脂膜にモールドを押圧した状態で、樹脂膜に放射線を照射する方法としては、前述のように、モールドの反対側から照射する方法の他、基板側から放射線を照射する方法、モールドの側面から放射線を照射する方法、熱線のように固体に対して伝導性の高い放射線を用いて、モールド材料または基板からの熱伝導により放射線を照射する方法を用いることができる。
このような本発明の方法を用いることにより、磁気トラック間領域(磁性層を分離する領域)の磁気特性を低下、例えば保磁力、残留磁化を極限まで低減させることにより磁気記録の際の書きにじみをなくし、高い面記録密度の磁気記録媒体を提供することが可能となる。
本願発明では、工程Fに示すように、イオンミリング等により磁性層の表層の一部を除去することが好ましい。本願発明のように、磁性層の表層の一部を除去し、その後に、表面を反応性プラズマや反応性イオンにさらして磁性層の磁気特性を改質させた方が、磁性層の一部を除去しなかった場合に比べ、磁気記録パターンのコントラストがより鮮明になり、また磁気記録媒体のS/Nが向上した。この理由としては、磁性層の表層部を除去することにより、その表面の清浄化・活性化が図られ、反応性プラズマや反応性イオンとの反応性が高まったこと、また磁性層の表層部に空孔等の欠陥が導入され、その欠陥を通じて磁性層に反応性イオンが侵入しやすくなったことが考えられる。
本願発明で、イオンミリング等により磁性層の表層の一部を除去する深さdは、好ましくは、0.1nm〜15nmの範囲内、より好ましくは、1〜10nmの範囲内とする。イオンミリングによる除去深さが0.1nmより少ない場合は、前述の磁性層の除去効果が現れず、また、除去深さが15nmより大きくなると、磁気記録媒体の表面平滑性が悪化し、磁気記録再生装置を製造した際の磁気ヘッドの浮上特性が悪くなる。
本願発明では、工程Fに示すように、イオンミリング等により磁性層の表層の一部を除去することが好ましい。本願発明のように、磁性層の表層の一部を除去し、その後に、表面を反応性プラズマや反応性イオンにさらして磁性層の磁気特性を改質させた方が、磁性層の一部を除去しなかった場合に比べ、磁気記録パターンのコントラストがより鮮明になり、また磁気記録媒体のS/Nが向上した。この理由としては、磁性層の表層部を除去することにより、その表面の清浄化・活性化が図られ、反応性プラズマや反応性イオンとの反応性が高まったこと、また磁性層の表層部に空孔等の欠陥が導入され、その欠陥を通じて磁性層に反応性イオンが侵入しやすくなったことが考えられる。
本願発明で、イオンミリング等により磁性層の表層の一部を除去する深さdは、好ましくは、0.1nm〜15nmの範囲内、より好ましくは、1〜10nmの範囲内とする。イオンミリングによる除去深さが0.1nmより少ない場合は、前述の磁性層の除去効果が現れず、また、除去深さが15nmより大きくなると、磁気記録媒体の表面平滑性が悪化し、磁気記録再生装置を製造した際の磁気ヘッドの浮上特性が悪くなる。
本願発明では、例えば磁気記録トラック及びサーボ信号パターン部を磁気的に分離する領域を、すでに成膜された磁性層を反応性プラズマや反応性イオンにさらして磁性層の磁気特性を改質(磁気特性の低下)することにより形成することを特徴とする。
本願発明の、磁気的に分離した磁気記録パターンとは、図10の工程Gに示されているように、磁気記録媒体を表面側から見た場合、磁性層200が非磁性化等した領域800により分離された状態をさす。すなわち、磁性層200が表面側から見て分離されていれば、磁性層200の底部において分離されていなくとも、本願発明の目的を達成することが可能であり、本願発明の、磁気的に分離した磁気記録パターンの概念に含まれる。また、本願発明の磁気記録パターンとは、磁気記録パターンが1ビットごとに一定の規則性をもって配置された、いわゆるパターンドメディアや、磁気記録パターンが、トラック状に配置されたメディアや、その他、サーボ信号パターン等を含んでいる。
この中で本願発明は、磁気的に分離した磁気記録パターンが、磁気記録トラック及びサーボ信号パターンである、いわゆる、ディスクリート型磁気記録媒体に適用するのが、その製造における簡便性から好ましい。本願発明で、磁気記録パターンを形成するための磁性層の改質とは、磁性層をパターン化するために、磁性層の保磁力、残留磁化等を部分的に変化させることを指し、その変化とは、保磁力を下げ、残留磁化等を下げることを指す。
さらに本願発明では、磁気記録トラック及びサーボ信号パターン部を磁気的に分離する箇所を、すでに成膜された磁性層を反応性プラズマや反応性イオンにさらして磁性層を非晶質化することにより実現することも可能である。本願発明における磁性層の磁気特性の改質は、磁性層の結晶構造の改変によって実現することも含む。 本願発明で、磁性層を非晶質化するとは、磁性層の原子配列を、長距離秩序を持たない不規則な原子配列の形態とすることを指し、より具体的には、2nm未満の微結晶粒がランダムに配列した状態とすることを指す。そしてこの原子配列状態を分析手法により確認する場合は、X線回折または電子線回折により、結晶面を表すピークが認められず、また、ハローが認められるのみの状態とする。
本願発明の反応性プラズマとしては、誘導結合プラズマ(ICP;Inductively Coupled Plasma)や反応性イオンプラズマ(RIE;Reactive Ion Plasma)が例示できる。また、本願発明の反応性イオンとは、前述の誘導結合プラズマ、反応性イオンプラズマ内に存在する反応性のイオンが例示できる。
誘導結合プラズマとは、気体に高電圧をかけることによってプラズマ化し、さらに高周波数の変動磁場によってそのプラズマ内部に渦電流によるジュール熱を発生させることによって得られる高温のプラズマである。誘導結合プラズマは電子密度が高く、従来のイオンビームを用いてディスクリートトラックメディアを製造する場合に比べ、広い面積の磁性膜において、高い効率で磁気特性の改質を実現することができる。反応性イオンプラズマとは、プラズマ中にO2、SF6、CHF3、CF4、CCl4等の反応性ガスを加えた反応性の高いプラズマである。このようなプラズマを本願発明の反応性プラズマとして用いることにより、磁性膜の磁気特性の改質をより高い効率で実現することが可能となる。
本願発明の、磁気的に分離した磁気記録パターンとは、図10の工程Gに示されているように、磁気記録媒体を表面側から見た場合、磁性層200が非磁性化等した領域800により分離された状態をさす。すなわち、磁性層200が表面側から見て分離されていれば、磁性層200の底部において分離されていなくとも、本願発明の目的を達成することが可能であり、本願発明の、磁気的に分離した磁気記録パターンの概念に含まれる。また、本願発明の磁気記録パターンとは、磁気記録パターンが1ビットごとに一定の規則性をもって配置された、いわゆるパターンドメディアや、磁気記録パターンが、トラック状に配置されたメディアや、その他、サーボ信号パターン等を含んでいる。
この中で本願発明は、磁気的に分離した磁気記録パターンが、磁気記録トラック及びサーボ信号パターンである、いわゆる、ディスクリート型磁気記録媒体に適用するのが、その製造における簡便性から好ましい。本願発明で、磁気記録パターンを形成するための磁性層の改質とは、磁性層をパターン化するために、磁性層の保磁力、残留磁化等を部分的に変化させることを指し、その変化とは、保磁力を下げ、残留磁化等を下げることを指す。
さらに本願発明では、磁気記録トラック及びサーボ信号パターン部を磁気的に分離する箇所を、すでに成膜された磁性層を反応性プラズマや反応性イオンにさらして磁性層を非晶質化することにより実現することも可能である。本願発明における磁性層の磁気特性の改質は、磁性層の結晶構造の改変によって実現することも含む。 本願発明で、磁性層を非晶質化するとは、磁性層の原子配列を、長距離秩序を持たない不規則な原子配列の形態とすることを指し、より具体的には、2nm未満の微結晶粒がランダムに配列した状態とすることを指す。そしてこの原子配列状態を分析手法により確認する場合は、X線回折または電子線回折により、結晶面を表すピークが認められず、また、ハローが認められるのみの状態とする。
本願発明の反応性プラズマとしては、誘導結合プラズマ(ICP;Inductively Coupled Plasma)や反応性イオンプラズマ(RIE;Reactive Ion Plasma)が例示できる。また、本願発明の反応性イオンとは、前述の誘導結合プラズマ、反応性イオンプラズマ内に存在する反応性のイオンが例示できる。
誘導結合プラズマとは、気体に高電圧をかけることによってプラズマ化し、さらに高周波数の変動磁場によってそのプラズマ内部に渦電流によるジュール熱を発生させることによって得られる高温のプラズマである。誘導結合プラズマは電子密度が高く、従来のイオンビームを用いてディスクリートトラックメディアを製造する場合に比べ、広い面積の磁性膜において、高い効率で磁気特性の改質を実現することができる。反応性イオンプラズマとは、プラズマ中にO2、SF6、CHF3、CF4、CCl4等の反応性ガスを加えた反応性の高いプラズマである。このようなプラズマを本願発明の反応性プラズマとして用いることにより、磁性膜の磁気特性の改質をより高い効率で実現することが可能となる。
本願発明では、反応性プラズマもしくは反応性イオンが、ハロゲンイオンを含有するのが好ましく、また、ハロゲンイオンが、CF4、SF6、CHF3、CCl4、KBrからなる群から選ばれた何れか1種以上のハロゲン化ガスを反応性プラズマ中に導入して形成したハロゲンイオンであるのが磁性層とプラズマとの反応性を高め、また、形成するパターンをシャープにする上で好ましい。この理由の詳細は明らかではないが、反応性プラズマ中のハロゲン原子が、磁性層の表面に形成している異物をエッチングし、これにより磁性層の表面が清浄化し、磁性層の反応性が高まることが考えられる。また、清浄化した磁性層表面とハロゲン原子とが高い効率で反応することが考えられる。
本願発明では、成膜された磁性層を反応性プラズマにさらすことにより磁性層を改質するが、この改質は、磁性層を構成する磁性金属と反応性プラズマ中の原子またはイオンとの反応により実現するのが好ましい。反応とは、磁性金属に反応性プラズマ中の原子等が侵入し、磁性金属の結晶構造が変化すること、磁性金属の組成が変化すること、磁性金属が酸化すること、磁性金属か窒化すること、磁性金属が珪化すること等が例示できる。
本願発明では、その後、工程Hに示すように、レジスト400およびマスク300を除去する。この工程は、ドライエッチング、反応性イオンエッチング、イオンミリング、湿式エッチング等の手法を用いることができる。
本願発明では、成膜された磁性層を反応性プラズマにさらすことにより磁性層を改質するが、この改質は、磁性層を構成する磁性金属と反応性プラズマ中の原子またはイオンとの反応により実現するのが好ましい。反応とは、磁性金属に反応性プラズマ中の原子等が侵入し、磁性金属の結晶構造が変化すること、磁性金属の組成が変化すること、磁性金属が酸化すること、磁性金属か窒化すること、磁性金属が珪化すること等が例示できる。
本願発明では、その後、工程Hに示すように、レジスト400およびマスク300を除去する。この工程は、ドライエッチング、反応性イオンエッチング、イオンミリング、湿式エッチング等の手法を用いることができる。
本願発明では、その後、工程Iに示すように、工程F、G、Hの工程で活性化した磁性層に不活性ガスを照射し、磁性層を安定化させる。このような工程を設けることにより、磁性層が安定し、高温多湿環境下においても磁性粒子のマイグレーション等の発生が抑制される理由は明らかではないが、磁性層の表面に不活性元素が侵入することにより磁性粒子の移動が抑制されること、または、不活性ガスの照射により、磁性層の活性な表面が除去され、磁性粒子のマイグレーション等が抑制されることが考えられる。
本願発明の不活性ガスとしては、Ar、He、Xeからなる群から選ばれた何れか1種以上のガスを用いることが好ましい。これらの元素は安定であり、磁性粒子のマイグレーション等の抑制効果が高いからである。本願発明の不活性ガスの照射は、イオンガン、ICP,RIEからなる群から選ばれた何れかの方法を用いるのが好ましい。この中で特に、照射量の多さの点で、ICP,RIEを用いるのが好ましい。ICP,RIEについては前述したとおりである。
本願発明では、工程Iに示すように、保護層900を形成後、潤滑材を塗布して磁気記録媒体を製造する工程を採用するのが好ましい。保護膜900の形成は、一般的にはDiamond Like Carbonの薄膜をP−CVDなどを用いて成膜する方法が行われるが特に限定されるものではない。保護膜としては、炭素(C)、水素化炭素(HxC)、窒素化炭素(CN)、アルモファスカーボン、炭化珪素(SiC)等の炭素質層やSiO2、Zr2O3、TiNなど、通常用いられる保護膜材料を用いることができる。また、保護膜が2層以上の層から構成されていてもよい。
保護膜900の膜厚は10nm未満とする必要がある。保護膜の膜厚が10nmを越えるとヘッドと磁性層との距離が大きくなり、十分な出入力信号の強さが得られなくなるからである。保護膜の上には潤滑層を形成することが好ましい。潤滑層に用いる潤滑剤としては、フッ素系潤滑剤、炭化水素系潤滑剤及びこれらの混合物等が挙げられ、通常1〜4nmの厚さで潤滑層を形成する。
次に、本発明の磁気記録再生装置の構成を図12に示す。本発明の磁気記録再生装置は、上述の本発明の磁気記録媒体1000と、これを記録方向に駆動する媒体駆動部101と、記録部と再生部からなる磁気ヘッド102と、磁気ヘッド102を磁気記録媒体1000に対して相対運動させるヘッド駆動部103と、磁気ヘッド102への信号入力と磁気ヘッド102からの出力信号再生を行うための記録再生信号処理手段を組み合わせた記録再生信号系104とを具備したものである。これらを組み合わせることにより記録密度の高い磁気記録装置を構成することが可能となる。磁気記録媒体の記録トラックを磁気的に不連続に加工したことによって、従来はトラックエッジ部の磁化遷移領域の影響を排除するために再生ヘッド幅を記録ヘッド幅よりも狭くして対応していたものを、両者をほぼ同じ幅にして動作させることができる。これにより十分な再生出力と高いSNRを得ることができるようになる。
さらに上述の磁気ヘッドの再生部をGMRヘッドあるいはTMRヘッドで構成することにより、高記録密度においても十分な信号強度を得ることができ、高記録密度を持った磁気記録装置を実現することができる。またこの磁気ヘッドの浮上量を0.005μm〜0.020μmと、従来より低い高さで浮上させると、出力が向上して高い装置SNRが得られ、大容量で高信頼性の磁気記録装置を提供することができる。また、最尤復号法による信号処理回路を組み合わせるとさらに記録密度を向上でき、例えば、トラック密度100kトラック/インチ以上、線記録密度1000kビット/インチ以上、1平方インチ当たり100Gビット以上の記録密度で記録・再生する場合にも十分なSNRが得られる。
本願発明の不活性ガスとしては、Ar、He、Xeからなる群から選ばれた何れか1種以上のガスを用いることが好ましい。これらの元素は安定であり、磁性粒子のマイグレーション等の抑制効果が高いからである。本願発明の不活性ガスの照射は、イオンガン、ICP,RIEからなる群から選ばれた何れかの方法を用いるのが好ましい。この中で特に、照射量の多さの点で、ICP,RIEを用いるのが好ましい。ICP,RIEについては前述したとおりである。
本願発明では、工程Iに示すように、保護層900を形成後、潤滑材を塗布して磁気記録媒体を製造する工程を採用するのが好ましい。保護膜900の形成は、一般的にはDiamond Like Carbonの薄膜をP−CVDなどを用いて成膜する方法が行われるが特に限定されるものではない。保護膜としては、炭素(C)、水素化炭素(HxC)、窒素化炭素(CN)、アルモファスカーボン、炭化珪素(SiC)等の炭素質層やSiO2、Zr2O3、TiNなど、通常用いられる保護膜材料を用いることができる。また、保護膜が2層以上の層から構成されていてもよい。
保護膜900の膜厚は10nm未満とする必要がある。保護膜の膜厚が10nmを越えるとヘッドと磁性層との距離が大きくなり、十分な出入力信号の強さが得られなくなるからである。保護膜の上には潤滑層を形成することが好ましい。潤滑層に用いる潤滑剤としては、フッ素系潤滑剤、炭化水素系潤滑剤及びこれらの混合物等が挙げられ、通常1〜4nmの厚さで潤滑層を形成する。
次に、本発明の磁気記録再生装置の構成を図12に示す。本発明の磁気記録再生装置は、上述の本発明の磁気記録媒体1000と、これを記録方向に駆動する媒体駆動部101と、記録部と再生部からなる磁気ヘッド102と、磁気ヘッド102を磁気記録媒体1000に対して相対運動させるヘッド駆動部103と、磁気ヘッド102への信号入力と磁気ヘッド102からの出力信号再生を行うための記録再生信号処理手段を組み合わせた記録再生信号系104とを具備したものである。これらを組み合わせることにより記録密度の高い磁気記録装置を構成することが可能となる。磁気記録媒体の記録トラックを磁気的に不連続に加工したことによって、従来はトラックエッジ部の磁化遷移領域の影響を排除するために再生ヘッド幅を記録ヘッド幅よりも狭くして対応していたものを、両者をほぼ同じ幅にして動作させることができる。これにより十分な再生出力と高いSNRを得ることができるようになる。
さらに上述の磁気ヘッドの再生部をGMRヘッドあるいはTMRヘッドで構成することにより、高記録密度においても十分な信号強度を得ることができ、高記録密度を持った磁気記録装置を実現することができる。またこの磁気ヘッドの浮上量を0.005μm〜0.020μmと、従来より低い高さで浮上させると、出力が向上して高い装置SNRが得られ、大容量で高信頼性の磁気記録装置を提供することができる。また、最尤復号法による信号処理回路を組み合わせるとさらに記録密度を向上でき、例えば、トラック密度100kトラック/インチ以上、線記録密度1000kビット/インチ以上、1平方インチ当たり100Gビット以上の記録密度で記録・再生する場合にも十分なSNRが得られる。
<積層フィルムの作製>
表1に示すUV硬化性樹脂を、表1に示す硬質フィルム上に塗布後、適切な条件で乾燥し、積層フィルムA〜Fを作製した。表1にフィルムA〜Hの構成を示す。
<フィルム状のモールドの作製>
厚さ0.3mm、内径16mm、外径63.5mmのNi電鋳製のドーナツ盤の表面に凹凸高さ80nm、凸部幅120nm、凹部幅80nmの同心円パターンを形成したマザースタンパを、パターン面を上にしてセットし、前記の如く作製した積層フィルムA〜Hを幅70mmの長尺にカットしたものを、エポキシアクリレート溶液塗布面を下にしてセットした。
表1に示すUV硬化性樹脂を、表1に示す硬質フィルム上に塗布後、適切な条件で乾燥し、積層フィルムA〜Fを作製した。表1にフィルムA〜Hの構成を示す。
<フィルム状のモールドの作製>
厚さ0.3mm、内径16mm、外径63.5mmのNi電鋳製のドーナツ盤の表面に凹凸高さ80nm、凸部幅120nm、凹部幅80nmの同心円パターンを形成したマザースタンパを、パターン面を上にしてセットし、前記の如く作製した積層フィルムA〜Hを幅70mmの長尺にカットしたものを、エポキシアクリレート溶液塗布面を下にしてセットした。
金型を締め、マザースタンパを圧力30MPaで積層フィルムに10秒間押し付けたのち、照射装置(波長365nmのLEDランプ)の照度を30mW/cm2に調整して、圧力をかけたままUV光を20秒間照射した。UV光の照射をやめ、内周カッター刃でパターンの中央に径12mmの孔を開けた後、上部ダイセットを上昇させて金型を開放した。この操作を、長尺方向に、80mmに間隔で1000回繰り返し、長尺方向に、同一のパターンが連続して設けられたフィルム状のモールドを作製した。なお、フィルム状のモールドは、A〜Hの積層フィルムを用いて、各2本ずつ作製した。
<レジスト膜付磁気記録媒体基板の作製>
磁気記録媒体用ガラス基板をセットした真空チャンバをあらかじめ1.0×10-5Pa以下に真空排気した。ここで使用したガラス基板はLi2Si2O5、Al2O3−K2O、Al2O3−K2O、MgO−P2O5、Sb2O3−ZnOを構成成分とする結晶化ガラスを材質とし、外径65mm、内径20mm、平均表面粗さ(Ra)は2オングストロームである。
該ガラス基板にDCスパッタリング法を用いて、軟磁性層として65Fe−30Co−5B、中間層としてRu、磁性層として74Co−6Cr−18Pt−2SiO2(これらはモル比。)合金の順に薄膜を積層した。それぞれの層の膜厚は、FeCoB軟磁性層は60nm、Ru中間層は10nm、磁性層は15nmとした。その上に、スパッタ法を用いてマスク層を形成した、マスク層にはTaを用いて膜厚は60nmとした。この磁気記録媒体の両面に、レジストをスピンコート法により塗布した。レジストには、紫外線硬化樹脂であるPAK-01(東洋合成(株)製)を用いた。また膜厚は、100nmとなるように樹脂を溶媒で希釈して調整した。
磁気記録媒体用ガラス基板をセットした真空チャンバをあらかじめ1.0×10-5Pa以下に真空排気した。ここで使用したガラス基板はLi2Si2O5、Al2O3−K2O、Al2O3−K2O、MgO−P2O5、Sb2O3−ZnOを構成成分とする結晶化ガラスを材質とし、外径65mm、内径20mm、平均表面粗さ(Ra)は2オングストロームである。
該ガラス基板にDCスパッタリング法を用いて、軟磁性層として65Fe−30Co−5B、中間層としてRu、磁性層として74Co−6Cr−18Pt−2SiO2(これらはモル比。)合金の順に薄膜を積層した。それぞれの層の膜厚は、FeCoB軟磁性層は60nm、Ru中間層は10nm、磁性層は15nmとした。その上に、スパッタ法を用いてマスク層を形成した、マスク層にはTaを用いて膜厚は60nmとした。この磁気記録媒体の両面に、レジストをスピンコート法により塗布した。レジストには、紫外線硬化樹脂であるPAK-01(東洋合成(株)製)を用いた。また膜厚は、100nmとなるように樹脂を溶媒で希釈して調整した。
<フィルム状のモールドを用いた磁気記録媒体基板上のレジスト膜のインプリント>
先の例で作製した磁気記録媒体基板に、先の例で作製したフィルム状のモールドをモールド面が磁気記録媒体基板の樹脂膜側に対向するように石英製の治具で両側から挟んだ。なお、石英製の治具の一方には、磁気記録媒体基板およびフィルム状のモールドの位置合わせのため、直径20mmの円柱状の棒が垂直に設けられている。この2つの石英製治具を、プレス力0.6MPaで10秒間プレスした後、プレス力を変えないまま、石英製治具側から波長365nmのLEDランプで照度30mW/cm2の紫外光を照射した。その後、磁気記録媒体基板からフィルム状のモールドを剥がし取り、また、フィルム状モールドはフィルム巻き取り機により回収した。基板表面のレジスト層の層厚は80nm、レジスト層の凹部の厚さは約5nmであった。また、レジスト層凹部の基板面に対する角度は、ほぼ90度であった。レジスト膜のインプリントは、A〜Hのフィルムを用いて、各フィルム1000枚の基板に対して行った。
先の例で作製した磁気記録媒体基板に、先の例で作製したフィルム状のモールドをモールド面が磁気記録媒体基板の樹脂膜側に対向するように石英製の治具で両側から挟んだ。なお、石英製の治具の一方には、磁気記録媒体基板およびフィルム状のモールドの位置合わせのため、直径20mmの円柱状の棒が垂直に設けられている。この2つの石英製治具を、プレス力0.6MPaで10秒間プレスした後、プレス力を変えないまま、石英製治具側から波長365nmのLEDランプで照度30mW/cm2の紫外光を照射した。その後、磁気記録媒体基板からフィルム状のモールドを剥がし取り、また、フィルム状モールドはフィルム巻き取り機により回収した。基板表面のレジスト層の層厚は80nm、レジスト層の凹部の厚さは約5nmであった。また、レジスト層凹部の基板面に対する角度は、ほぼ90度であった。レジスト膜のインプリントは、A〜Hのフィルムを用いて、各フィルム1000枚の基板に対して行った。
<磁気記録パターンの形成と特性評価>
その後、レジスト層の凹部の箇所、および、その下のTa層をドライエッチングで除去した。ドライエッチング条件は、レジストのエッチングに関しては、O2ガスを40sccm、圧力0.3Pa,高周波プラズマ電力300W、DCバイアス30W、エッチング時間10秒とし、Ta層のエッチングに関しては、CF4ガスを50sccm、圧力0.6Pa、高周波プラズマ電力500W、DCバイアス60W、エッチング時間30秒とした。
その後、磁性層でマスク層に覆われていな箇所について、その表面をイオンミリングにより除去した。イオンミリングにはArイオンを用いた。イオンミリングの条件は、高周波放電力 800W、加速電圧 500V圧力 0.014Pa、Ar流量 5sccm、処理時間 40秒、電流密度 0.4mA/cm2とした。イオンミリングを施した表面を反応性プラズマにさらし、その箇所の磁性層について磁気特性の改質を行った。磁性層の反応性プラズマ処理は、アルバック社の誘導結合プラズマ装置NE550を用いた。プラズマの発生に用いるガスおよび条件としては、CF4を90cc/分を用い、プラズマ発生のための投入電力は200W、装置内の圧力は0.5Paとし、磁性層を300秒間処理した。
その後、レジスト層の凹部の箇所、および、その下のTa層をドライエッチングで除去した。ドライエッチング条件は、レジストのエッチングに関しては、O2ガスを40sccm、圧力0.3Pa,高周波プラズマ電力300W、DCバイアス30W、エッチング時間10秒とし、Ta層のエッチングに関しては、CF4ガスを50sccm、圧力0.6Pa、高周波プラズマ電力500W、DCバイアス60W、エッチング時間30秒とした。
その後、磁性層でマスク層に覆われていな箇所について、その表面をイオンミリングにより除去した。イオンミリングにはArイオンを用いた。イオンミリングの条件は、高周波放電力 800W、加速電圧 500V圧力 0.014Pa、Ar流量 5sccm、処理時間 40秒、電流密度 0.4mA/cm2とした。イオンミリングを施した表面を反応性プラズマにさらし、その箇所の磁性層について磁気特性の改質を行った。磁性層の反応性プラズマ処理は、アルバック社の誘導結合プラズマ装置NE550を用いた。プラズマの発生に用いるガスおよび条件としては、CF4を90cc/分を用い、プラズマ発生のための投入電力は200W、装置内の圧力は0.5Paとし、磁性層を300秒間処理した。
その後、レジスト、マスク層をドライエッチングにより除去した。ドライエッチングの条件は、SF6ガスを100sccm、圧力2.0Pa、高周波プラズマ電力400W、処理時間、300秒とした。その後、磁性層の表面に不活性ガスプラズマを照射した。不活性ガスプラズマの照射条件は、不活性ガス 5sccm、圧力0.014Pa、加速電圧 300V、電流密度 0.4mA/cm2、処理時間10秒とした。その表面にCVD法にてカーボン(DLC:ダイヤモンドライクカーボン)保護膜を4nm成膜し、その後、潤滑材を塗布して磁気記録媒体を製造した。
実施例で製造した磁気記録媒体(A〜Hのフィルムを用いて製造した各1000枚、合計8000枚)について、形成したパターンの不良率を調べた。不良率は、磁気記録媒体表面に形成したトッラクの3%以上にパターン形成の不良があるものを不良品として計算した。その結果、Aのフィルムを用いて製造した磁気記録媒体の不良率は3.6%、Bのフィルムにおける不良率は2.9%、Cのフィルムにおける不良率は4.0%、Dのフィルムにおける不良率は1.9%、Eのフィルムにおける不良率は2.7%、Fのフィルムにおける不良率は3.2%、Gのフィルムにおける不良率は3.7%、Hのフィルムにおける不良率は1.2%であり、何れのフィルムを用いた場合も高い生産性で磁気録媒体を製造することができた。

本願発明によれば、電磁変換特性に優れ高記録密度の磁気記録媒体を、高い生産性で提供することが可能となり産業上の利用可能性が高い。
1 第1の取付盤
1a 透孔
1b 透孔
2 上型セット
3 第2の取付盤
5 下型セット
6 円盤状のカッターセット部材
7 外周カッター部
7a 内周面
7b 切刃面
7c 外側刃面
7A 外周カッター刃
8 内周カッター部
8A 内周カッター刃
8a 内周カッター刃
8b 切刃面
8c 凹部
9 カッター部材
10 放射線源サポート機構
11 照射装置
12 サポート部材
15 透放射線押圧基盤
16 内側摺動サポート部材
16a 凹部
17 円筒状の外側摺動サポート部材
18 受け台
20 弾性部材
21 マザースタンパ
25 フィルム状の基材
25B 外周部
25a 硬質層
25b 軟質樹脂膜
25c 硬化性樹脂膜
30 樹脂製のモールド
30 モールド
31 取出ロッド
59 基材
59a 開口部
59b 外周部
59c 内周部
59A 樹脂モールド
100 非磁性基板
200 磁性層
300 マスク層
400 樹脂膜
500 モールド
600 ミリングイオン
700 磁性層で部分的にイオンミリングした箇所
800 磁性層で磁気特性が改質した箇所
900 保護膜
1000 磁気記録媒体
101 媒体駆動部
102 磁気ヘッド
103 ヘッド駆動部
104 記録再生信号系
1a 透孔
1b 透孔
2 上型セット
3 第2の取付盤
5 下型セット
6 円盤状のカッターセット部材
7 外周カッター部
7a 内周面
7b 切刃面
7c 外側刃面
7A 外周カッター刃
8 内周カッター部
8A 内周カッター刃
8a 内周カッター刃
8b 切刃面
8c 凹部
9 カッター部材
10 放射線源サポート機構
11 照射装置
12 サポート部材
15 透放射線押圧基盤
16 内側摺動サポート部材
16a 凹部
17 円筒状の外側摺動サポート部材
18 受け台
20 弾性部材
21 マザースタンパ
25 フィルム状の基材
25B 外周部
25a 硬質層
25b 軟質樹脂膜
25c 硬化性樹脂膜
30 樹脂製のモールド
30 モールド
31 取出ロッド
59 基材
59a 開口部
59b 外周部
59c 内周部
59A 樹脂モールド
100 非磁性基板
200 磁性層
300 マスク層
400 樹脂膜
500 モールド
600 ミリングイオン
700 磁性層で部分的にイオンミリングした箇所
800 磁性層で磁気特性が改質した箇所
900 保護膜
1000 磁気記録媒体
101 媒体駆動部
102 磁気ヘッド
103 ヘッド駆動部
104 記録再生信号系
Claims (6)
- 磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造方法であって、中央に開口部を有する基板に磁性層を形成する工程、磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程、基板からモールドを剥離する工程、転写した凹凸パターンを用いて磁性層に磁気記録パターンを形成する工程をこの順で有することを特徴とする磁気記録媒体の製造方法。
- フィルム状のモールドが開口部を有し、この開口部を基板の開口部に一致させて、モールドを基板に押しあてることを特徴とする請求項1に記載の磁気記録媒体の製造方法。
- フィルム状のモールドに同一のパターンを連続して設け、複数枚の基板に対して請求項1または2に記載の工程を連続して行うことを特徴とする磁気記録媒体の製造方法。
- 磁性膜に塗布する樹脂膜が放射線硬化性の樹脂であり、モールドの凹凸パターンを樹脂膜に転写するに際して、モールドの裏面から樹脂を硬化させるための放射線を照射することを特徴とする請求項1〜3の何れか1項に記載の磁気記録媒体の製造方法。
- 磁性層に樹脂膜を塗布する工程、凹凸形状のパターンが形成されたフィルム状のモールドを基板に押しあてる工程、モールドの凹凸パターンを樹脂膜に転写する工程を、基板の両面に対して同時に行うことを特徴とする請求項1〜4の何れか1項に記載の磁気記録媒体の製造方法。
- 請求項1〜5のいずれか1項に記載の磁気記録媒体の製造方法で製造した磁気記録媒体と、該磁気記録媒体を記録方向に駆動する駆動部と、記録部と再生部からなる磁気ヘッドと、磁気ヘッドを磁気記録媒体に対して相対運動させる手段と、磁気ヘッドへの信号入力と磁気ヘッドからの出力信号再生を行うための記録再生信号処理手段を組み合わせて具備してなることを特徴とする磁気記録再生装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008012384A JP2009176352A (ja) | 2008-01-23 | 2008-01-23 | 磁気記録媒体の製造方法、および磁気記録再生装置 |
| CN2009801027422A CN101925955A (zh) | 2008-01-23 | 2009-01-14 | 磁记录介质的制造方法和磁记录再生装置 |
| PCT/JP2009/050390 WO2009093507A1 (ja) | 2008-01-23 | 2009-01-14 | 磁気記録媒体の製造方法、および磁気記録再生装置 |
| US12/863,890 US20100290152A1 (en) | 2008-01-23 | 2009-01-14 | Method of manufacturing magnetic recording medium, and magnetic recording and reproducing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008012384A JP2009176352A (ja) | 2008-01-23 | 2008-01-23 | 磁気記録媒体の製造方法、および磁気記録再生装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009176352A true JP2009176352A (ja) | 2009-08-06 |
Family
ID=40901015
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008012384A Pending JP2009176352A (ja) | 2008-01-23 | 2008-01-23 | 磁気記録媒体の製造方法、および磁気記録再生装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20100290152A1 (ja) |
| JP (1) | JP2009176352A (ja) |
| CN (1) | CN101925955A (ja) |
| WO (1) | WO2009093507A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9747588B2 (en) * | 2013-05-09 | 2017-08-29 | Bank Of America Corporation | Automated teller machine (“ATM”) currency stamper |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001068411A (ja) * | 1999-07-28 | 2001-03-16 | Lucent Technol Inc | デバイス製作のためのリソグラフィ・プロセス |
| JP2005071487A (ja) * | 2003-08-26 | 2005-03-17 | Tdk Corp | 凹凸パターン形成用スタンパー、凹凸パターン形成方法および磁気記録媒体 |
| JP2005108351A (ja) * | 2003-09-30 | 2005-04-21 | Toshiba Corp | インプリント装置及びインプリント方法 |
| JP2006031855A (ja) * | 2004-07-16 | 2006-02-02 | Toshiba Corp | 磁気ディスクおよびこれを備えた磁気ディスク装置 |
| JP2007055235A (ja) * | 2005-06-10 | 2007-03-08 | Obducat Ab | 環状オレフィン共重合体を含んでなるインプリントスタンプ |
| JP2007165812A (ja) * | 2005-12-09 | 2007-06-28 | Obducat Ab | 中間スタンプを用いたパターン複製装置 |
| JP2007323769A (ja) * | 2006-06-02 | 2007-12-13 | Canon Inc | 光記録媒体の製造方法 |
| JP2008198335A (ja) * | 2007-01-19 | 2008-08-28 | Tdk Corp | 磁気記録媒体、記録再生装置および磁気記録媒体の製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE653247A (ja) * | 1963-09-20 | 1900-01-01 | ||
| US4595440A (en) * | 1983-12-08 | 1986-06-17 | Memron Inc. | Transfer process for forming magnetic disk memories |
| US7717696B2 (en) * | 2000-07-18 | 2010-05-18 | Nanonex Corp. | Apparatus for double-sided imprint lithography |
| US20040150135A1 (en) * | 2002-06-26 | 2004-08-05 | Michael Hennessey | Method of melt-forming optical disk substrates |
| US20040132301A1 (en) * | 2002-09-12 | 2004-07-08 | Harper Bruce M. | Indirect fluid pressure imprinting |
| JP2005339669A (ja) * | 2004-05-27 | 2005-12-08 | Tdk Corp | インプリント方法、情報記録媒体製造方法およびインプリント装置 |
| JP2006185545A (ja) * | 2004-12-28 | 2006-07-13 | Toshiba Corp | 磁気ディスクおよびこれを備えた磁気ディスク装置 |
| JP2008188953A (ja) * | 2007-02-07 | 2008-08-21 | Univ Of Electro-Communications | プラスチック製スタンパの製造方法、プラスチック製スタンパ、及び、プラスチック製基板の製造方法 |
-
2008
- 2008-01-23 JP JP2008012384A patent/JP2009176352A/ja active Pending
-
2009
- 2009-01-14 WO PCT/JP2009/050390 patent/WO2009093507A1/ja not_active Ceased
- 2009-01-14 CN CN2009801027422A patent/CN101925955A/zh active Pending
- 2009-01-14 US US12/863,890 patent/US20100290152A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001068411A (ja) * | 1999-07-28 | 2001-03-16 | Lucent Technol Inc | デバイス製作のためのリソグラフィ・プロセス |
| JP2005071487A (ja) * | 2003-08-26 | 2005-03-17 | Tdk Corp | 凹凸パターン形成用スタンパー、凹凸パターン形成方法および磁気記録媒体 |
| JP2005108351A (ja) * | 2003-09-30 | 2005-04-21 | Toshiba Corp | インプリント装置及びインプリント方法 |
| JP2006031855A (ja) * | 2004-07-16 | 2006-02-02 | Toshiba Corp | 磁気ディスクおよびこれを備えた磁気ディスク装置 |
| JP2007055235A (ja) * | 2005-06-10 | 2007-03-08 | Obducat Ab | 環状オレフィン共重合体を含んでなるインプリントスタンプ |
| JP2007165812A (ja) * | 2005-12-09 | 2007-06-28 | Obducat Ab | 中間スタンプを用いたパターン複製装置 |
| JP2007323769A (ja) * | 2006-06-02 | 2007-12-13 | Canon Inc | 光記録媒体の製造方法 |
| JP2008198335A (ja) * | 2007-01-19 | 2008-08-28 | Tdk Corp | 磁気記録媒体、記録再生装置および磁気記録媒体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101925955A (zh) | 2010-12-22 |
| US20100290152A1 (en) | 2010-11-18 |
| WO2009093507A1 (ja) | 2009-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5427389B2 (ja) | 樹脂スタンパの製造方法及び製造装置とインプリント方法 | |
| TWI444282B (zh) | 樹脂壓模(stamper)之製造方法及製造裝置及壓印(imprint)方法、以及磁性記錄媒體及磁性記錄再生裝置 | |
| CN102036797B (zh) | 树脂制模制作用叠层体和叠层体、树脂制模和磁记录介质的制造方法 | |
| CN101809658B (zh) | 磁记录介质的制造方法和磁记录再生装置 | |
| US20120206834A1 (en) | Method for producing magnetic recording medium and magnetic recording replaying device | |
| JP4843825B2 (ja) | 磁気記録媒体の製造方法及び磁気記録再生装置 | |
| JP2009184338A (ja) | モールド構造体、及びそれを用いたインプリント方法、並びに磁気記録媒体及びその製造方法 | |
| JP5033003B2 (ja) | モールド構造体及びそれを用いたインプリント方法、並びに磁気記録媒体及びその製造方法 | |
| CN100419859C (zh) | 磁记录介质、压模及其制造方法和磁记录设备 | |
| CN102027539A (zh) | 磁记录介质的制造方法和制造装置 | |
| CN101960517A (zh) | 制造磁记录介质的方法以及磁记录/再现装置 | |
| JP5325458B2 (ja) | 磁気記録媒体の製造方法 | |
| JP2008276907A (ja) | モールド構造体、及びそれを用いたインプリント方法、並びに磁気記録媒体及びその製造方法 | |
| CN102349103B (zh) | 磁记录介质的制造方法和磁记录再生装置 | |
| JP2009176352A (ja) | 磁気記録媒体の製造方法、および磁気記録再生装置 | |
| JP2010140540A (ja) | スタンパ | |
| JP2009004012A (ja) | 磁気記録媒体の製造方法、該製造方法により製造された磁気記録媒体、及び該製造方法において用いられたモールド構造体 | |
| JP2008077788A (ja) | 磁気記録媒体の製造方法、及び磁気記録媒体、並びに磁気記録再生装置 | |
| JP5408953B2 (ja) | 樹脂スタンパの製造方法とインプリント方法及び磁気記録媒体の製造方法 | |
| JP4742074B2 (ja) | 磁気記録媒体の製造方法 | |
| JP2008276906A (ja) | モールド構造体、及びそれを用いたインプリント方法、並びに磁気記録媒体及びその製造方法 | |
| JP2009140557A (ja) | 磁気記録媒体の製造方法及びその製造方法により製造される磁気記録媒体、並びに、該磁気記録媒体を備える磁気記録装置 | |
| JP2010282678A (ja) | 磁気記録媒体の製造方法およびモールドの剥離装置 | |
| JP2009004066A (ja) | モールド構造体及びそれを用いたインプリント方法、並びに磁気記録媒体及びその製造方法 | |
| JP2009048752A (ja) | インプリント用モールド構造体、及び該インプリント用モールド構造体を用いたインプリント方法、並びに、磁気記録媒体、及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121121 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130416 |