JP2009196122A - インクジェットヘッド、およびその製造方法 - Google Patents
インクジェットヘッド、およびその製造方法 Download PDFInfo
- Publication number
- JP2009196122A JP2009196122A JP2008037839A JP2008037839A JP2009196122A JP 2009196122 A JP2009196122 A JP 2009196122A JP 2008037839 A JP2008037839 A JP 2008037839A JP 2008037839 A JP2008037839 A JP 2008037839A JP 2009196122 A JP2009196122 A JP 2009196122A
- Authority
- JP
- Japan
- Prior art keywords
- cover member
- substrate
- metal foil
- film
- piezoelectric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/10—Finger type piezoelectric elements
Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
【課題】この発明は、インク滴を吐出させるための圧力損失を無くすことができ、駆動電圧を低減できるインクジェットヘッド、およびその製造方法を提供することを課題とする。
【解決手段】インクジェットヘッド11は、基板12の表面に圧電部材15、および枠部材13を接着し、枠部材13の端部および圧電部材15の複数の圧力室24を区画する複数の壁25の端部にカバー部材14を接着することで形成される。カバー部材14は、圧電部材15の複数の圧力室24にそれぞれ対向する位置に複数のノズル22を有する。カバー部材14は、PIフィルム42と補強のための金属箔44を貼り合せて形成され、金属箔44には、PIフィルム42のノズル22を露出する開口46が形成されている。
【選択図】図2
【解決手段】インクジェットヘッド11は、基板12の表面に圧電部材15、および枠部材13を接着し、枠部材13の端部および圧電部材15の複数の圧力室24を区画する複数の壁25の端部にカバー部材14を接着することで形成される。カバー部材14は、圧電部材15の複数の圧力室24にそれぞれ対向する位置に複数のノズル22を有する。カバー部材14は、PIフィルム42と補強のための金属箔44を貼り合せて形成され、金属箔44には、PIフィルム42のノズル22を露出する開口46が形成されている。
【選択図】図2
Description
この発明は、微小インク滴を吐出させて記録するインクジェットヘッド、およびその製造方法に関する。
従来、インクジェットヘッドとして、圧電部材に複数の溝を並べて形成し、これら複数の溝の内面に電極を形成し、複数の溝を区画する複数の壁を架橋するようにカバーを接着したヘッドが知られている(例えば、特許文献1参照。)。複数の溝は、インクを吐出させるための圧力室として機能し、カバーには、複数の圧力室に対応する複数の吐出孔が形成されている。
このヘッドを駆動する際には、複数の溝にインクを循環させ、吐出を選択された溝の内面にある電極に電圧を与え、当該溝の両側にある圧電部材の壁を変形させて、当該溝に対応したカバーの吐出孔からインクを吐出させる。この際、インク滴の吐出状態は、壁の変形度合い、すなわち圧力室の圧力変化に応じて決まるため、インク滴を安定して吐出させるためには、壁を変形させるための駆動電圧を適切な値に設定する必要がある。
一方、インクジェットヘッドに要求される解像度が高まるにつれ、インクを吐出させる吐出孔の径およびピッチも微細化されつつある。このため、吐出孔をレーザ加工によって形成するのが一般的である。このように微細な孔をレーザ加工によって形成するためには、カバーの材質を加工に適したものにする必要があり、ポリイミドフィルムが好適に利用される。
しかし、ポリイミドフィルムをカバーにすると、上述したように壁を変形させたときにフィルムが伸びてしまい、結果的に、壁の変形度合いが不十分となってしまう。このため、ポリイミドフィルムを用いた場合には、圧力室の圧力変化をインク滴の吐出に十分な値にするため、駆動電圧を高くする必要がある。言い換えると、ポリイミドフィルムを用いた場合の圧力損失をカバーするため、フィルムの変形分だけ駆動電圧を高くする必要がある。
特表2002−529289号公報(図12)
この発明の目的は、インク滴を吐出させるための圧力損失を無くすことができ、駆動電圧を低減できるインクジェットヘッド、およびその製造方法を提供することにある。
上記目的を達成するため、本発明のインクジェットヘッドは、一方向に並んだ細長い複数の圧力室と、これら複数の圧力室をそれぞれ区画する圧電部材によって形成された複数の壁と、これら複数の壁を変形させるための電圧を上記圧力室毎に選択的に与えるための複数の電極と、上記複数の圧力室をインクで満たすためのチャンバと、上記複数の圧力室に対応する複数の吐出孔を備え、上記チャンバを塞ぐとともに、上記複数の壁を架橋するように接着される樹脂フィルムと、この樹脂フィルムを補強して剛性を高めるための補強部材と、を有する。
上記発明によると、圧電部材の壁を架橋するように設けられる樹脂フィルムの面方向の剛性を高めることができ、インク滴を吐出させる際に壁が変形したとき、樹脂フィルムが面方向に伸びてしまうことを防止できる。これにより、壁の変形が樹脂フィルムによって吸収されることが無く、圧力損失が殆ど無く、駆動電圧を高くすること無く、インク滴を安定して吐出させることができる。
また、本発明のインクジェットヘッドの製造方法は、基板上に圧電部材を接着する工程と、上記基板から離間した側から上記圧電部材に複数の溝を並べて形成する工程と、上記複数の溝の内面に複数の電極を形成する工程と、上記圧電部材を囲う枠部材を上記基板上に接着する工程と、カバー部材を用意する工程と、上記枠部材の上記基板から離間した端部に上記カバー部材を封着して上記複数の溝をインクで満たすためのチャンバを形成するとともに、当該カバー部材を上記複数の溝を区画する複数の壁の上記基板から離間した端部に接着する工程と、上記カバー部材の外側からレーザ光を照射して上記複数の溝に対応する当該カバー部材の部位に複数の吐出孔を形成する工程と、を有し、上記カバー部材を用意する工程は、樹脂フィルムに補強部材を貼り合せる工程と、上記複数の吐出孔を露出するための開口を上記補強部材に形成する工程と、を有する。
この発明のインクジェットヘッドは、上記のような構成および作用を有しているので、インク滴を吐出させるための圧力損失を無くすことができ、駆動電圧を低減できる。
以下、図面を参照しながらこの発明の実施の形態について詳細に説明する。
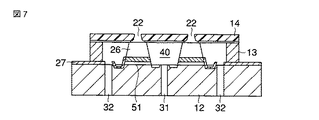
図1には、この発明の実施の形態に係るインクジェットヘッド11の外観斜視図を示してある。図1では、インクジェットヘッド11の内部構造を説明するため、構成の一部を部分的に破断して図示してある。また、図2には、図1のインクジェットヘッド11をII-IIで切断した断面図を示してある。図2では、後述する圧力室24に沿ってヘッドを切断した断面図を示してある。本実施の形態のインクジェットヘッド11は、いわゆるインク循環式のサイドシュータ型のインクジェットヘッドである。
図1には、この発明の実施の形態に係るインクジェットヘッド11の外観斜視図を示してある。図1では、インクジェットヘッド11の内部構造を説明するため、構成の一部を部分的に破断して図示してある。また、図2には、図1のインクジェットヘッド11をII-IIで切断した断面図を示してある。図2では、後述する圧力室24に沿ってヘッドを切断した断面図を示してある。本実施の形態のインクジェットヘッド11は、いわゆるインク循環式のサイドシュータ型のインクジェットヘッドである。
図1および図2に示すように、インクジェットヘッド11は、略矩形板状の基板12と、この基板12の表面上に接着された枠部材13と、この枠部材13の基板12から離間した端部に接着された略矩形板状のカバー部材14と、枠部材13の内側で基板12の表面上に接着された一対の圧電部材15と、これら一対の圧電部材15を駆動するためのヘッド駆動用の複数個のIC16と、を有している。IC16は、図2のみに図示してある。
基板12は、アルミナやPZTなどのセラミック材料により形成されている。この基板12には、複数の供給口31と複数の排出口32が基板12を貫通して形成されている。複数の供給口31は、基板12の長手方向に沿って略中心に並べて形成され、複数の排出口32は、基板12の長手方向に沿ってエッジ寄りに並べて形成されている。
また、枠部材13は、セラミック材料或いは金属材料によって形成され、表面が絶縁材料によって被覆されている。さらに、カバー部材14は、矩形のポリイミド製のフィルム42(以下、PIフィルム42と称する)の基板12側の内面に、フィルム状の補強部材44(図2)を貼り合わせて形成されている。
インク滴の吐出側に位置するPIフィルム42には、一対のノズル列21が形成されている。各ノズル列21には、それぞれがインク滴の吐出孔として機能する複数のノズル22が等間隔で形成されている。なお、PIフィルム42は、他の樹脂フィルムに置き換えることもでき、後述するようにレーザを用いてノズル22を形成容易な材料が選択されれば良い。また、このPIフィルム42のインク滴吐出側の表面42aには、フッ素樹脂などにより撥水膜43が形成されている。
また、このPIフィルム42に貼り合される補強部材44は、例えば、SUS、Ni、Ti、Crなどの金属箔により形成される。この補強部材44は、金属以外の同程度に剛性の高い材料によって形成することも可能で、PIフィルム42が面方向に伸びることを抑制するよう機能する材料であれば良い。本実施の形態では、金属箔を補強部材44として用いた。
また、この補強部材44のPIフィルム42から離間した基板12側の表面44aには、絶縁層として、SiO2膜45がスパッタ或いはCVDなどにより1[μm]程度の厚さで形成されている。
この補強部材44には、PIフィルム42に形成された複数のノズル22を露出する開口46が形成さている。この開口46は、各ノズル列21の複数のノズル22をまとめて露出するようノズル列21の方向(主走査方向)に延びた細長い開口(図示せず)としても良く、或いは、各ノズル22に1対1で対応させて複数個の開口(後述する)を形成しても良い。いずれにしても、開口46は、補強の観点から、必要最小サイズにすることが望ましく、ノズル22より僅かに大きい開口径で形成することが望ましい。
本実施の形態では、厚さ50[μm]のPIフィルム42を貫通して直径26[μm]のノズル22を主走査方向に沿って150[dpi]のピッチで形成することで、各ノズル列21を形成した。これに対し、補強部材44には、厚さ50〜100[μm]の金属箔を貫通して各ノズル22を1対1で露出する70×100[μm]の複数の矩形の開口46を形成した。
一対の圧電部材15は、それぞれ、例えばPZT(チタン酸ジルコン酸鉛)製の2枚の圧電板23を互いの分極方向を対向させるように張り合わせて形成されている。各圧電部材15は、断面台形状で、主走査方向に延びた棒状に形成されている。なお、上述した複数の供給口31は2本の圧電部材15の間で主走査方向に並んで設けられ、複数の排出口32は各圧電部材15を供給口31との間に挟む位置で主走査方向に沿って並んで形成されている。
また、各圧電部材15には、基板12から離間した側から、その長手方向(主走査方向)と交差する方向(副走査方向)に延びた複数本の微細な溝が切削形成され、主走査方向に等間隔で並んだ複数の細長い圧力室24が形成されている。このように、主走査方向に並べて複数本の圧力室24を形成することで、各圧電部材15には、主走査方向に隣接する圧力室24を区画するように、各圧力室24の両側部に設けられる駆動素子である複数の壁25が形成される。
そして、それぞれ、隣接する2つの壁25が圧力室24に対面する側面およびその間の圧力室24の底部を連続して(すなわち、各圧力室24の内面に)電極26が形成されている。
各圧電部材15は、カバー部材14に形成されたノズル列21に対応するよう位置決めされて基板12の表面上に接着される。このとき、各ノズル列21の複数のノズル22と各圧電部材15の複数の圧力室24が対向するよう、カバー部材14が圧電部材15に対して位置決めされる。つまり、圧力室24および壁25は、ノズル22と同じピッチで形成されている。
このとき、カバー部材14の周縁部において補強部材44が枠部材13の基板12から離間した端部に接着され、基板12、枠部材13、およびカバー部材14によって囲まれたインク室40(チャンバ)が形成される。また、このとき、カバー部材14の補強部材44が、SiO2膜45を介して、圧電部材15の複数の壁の基板12から離間した端部に接着される。
また、基板12上には、複数の電気配線27が設けられている。各電気配線27は、その一端で上述した電極26に接続されるとともに、他端でヘッド駆動用のIC16に接続されている。つまり、この電気配線27も上述したノズル22、圧力室24、および壁25と同じピッチで形成されている。
上記構造のインクジェットヘッド11を搭載したプリンタ(図示せず)で印刷処理を実行する場合、まず、プリンタの図示しないインクタンクからインクジェットヘッド11にインクが供給される。このとき、インクは、基板12に形成された複数の供給口31を介してインクジェットヘッド11へ供給される。
複数の供給口31を介してヘッド11へ供給されたインクは、基板12、枠部材13、およびカバー部材14によって概ね密閉されたチャンバ40内に流入される。このとき、供給口31を介して流入されたインクは、2つの圧電部材15にそれぞれ形成された複数本の圧力室24を通って基板12の外方に向けて流通し、基板12のエッジ近くに形成された複数の排出口32を介してヘッド11から排出される。
このとき、インクジェットヘッド11に供給されるインクの供給圧力および排出量は、チャンバ40の内壁に付着する気泡を押し流すことができ、且つカバー部材14の複数のノズル22からインクが押し出されることのない適当な値に設定される。つまり、ヘッド11に供給されるインクは、チャンバ40を概ね満たすとともに滞留することのないよう流通される。なお、ヘッド11で使用されなかったインクは、排出口32を介して排出されて図示しないインクタンクに回収される。
この状態で、ユーザがプリンタに対して印刷を指示すると、プリンタの図示しない制御部は、インクジェットヘッド11のヘッド駆動用のIC16に対して印刷信号を出力する。印刷信号を受けたヘッド駆動用のIC16は、電気配線27を介して駆動パルス電圧を壁25に印加する。これにより、インク滴を吐出させることが選択された圧力室24の両側にある左右一対の壁25は、シェアモード変形を行って湾曲するように離反する。そして、これらを初期位置に復帰させて当該圧力室24内の圧力を高くすることで、対向するノズル22からインク滴が勢い良く吐出される。
このとき、インク滴の吐出が選択された圧力室24の両側にある壁25の基板12から離間した端部が、カバー部材14の補強部材44に接着されているため、当該一対の壁25が効率良く変形する。つまり、PIフィルム42を補強部材44で補強することで、その面方向の剛性が高められ、壁25の変形時に、その端部に接続されているPIフィルム42が伸びることが防止される。このため、本実施の形態のように、カバー部材14に補強部材44を設けることで、各圧力室24における圧力損失を殆ど無くすことができ、その分、駆動電圧を低減することができる。
ここで、上述したインクジェットヘッド11の製造方法について、図3に示すフローチャートとともに図4乃至図7に示す模式図を参照して説明する。
まず、焼成前のセラミックスシートで構成される基板12に対して、プレス成形によって上述した複数の供給口31および排出口32を形成する(図3、ステップ1)。或いは、矩形板状の基板12を用意して機械加工によって供給口31および排出口32を形成する。これら供給口31および排出口32の位置精度は低くて良い。なお、基板12は焼成しておく。
まず、焼成前のセラミックスシートで構成される基板12に対して、プレス成形によって上述した複数の供給口31および排出口32を形成する(図3、ステップ1)。或いは、矩形板状の基板12を用意して機械加工によって供給口31および排出口32を形成する。これら供給口31および排出口32の位置精度は低くて良い。なお、基板12は焼成しておく。
続いて、基板12の表面に一対の圧電部材15を接着する(ステップ2)。各圧電部材15は、上述した供給口31の両側で排出口32との間に接着される。このとき、一対の圧電部材15は、図示しない治具によって保持されて、互いに高精度に位置決めされる。一対の圧電部材15を基板12に接着した状態を図4に示す。
圧電部材15は、図4に示すように、2枚の圧電板23を分極方向が逆向きになるように接着剤51を挟んで貼り合せて形成されている。2枚の圧電板23を貼り合せる接着剤51、および圧電部材15を基板12に貼り合せる接着剤51は、加熱により硬化するエポキシ系の接着剤であり、本実施の形態では、120[℃]で2[h]加熱して硬化させるようにしている。なお、接着剤51は、接着の対象となる部材との間に気泡が残らないようにすることが望ましい。
圧電部材15を基板12に接着した後、図5に示すように、各圧電部材15の長手方向に沿った両側面15aを斜めに切削加工する。このとき、各側面15aに連続するように基板12の表面も少し削り取る。これにより、基板12と圧電部材15を接着した接着剤51の余剰部分を削り取ることができる。または、基板12と圧電部材15との間に接着剤51が不足した場合、この不足した空洞部分を削り取ることができる。
さらにこの後、図5に示すように断面台形状にした圧電部材15の基板12から離間した図示上方から複数の溝24(圧力室24)を形成する(ステップ3)。この溝加工は、例えば、ICウェハーの切断等に用いられているダイシングソーのダイヤモンドホイールを用いる。複数の圧力室24は、図1に示すように、圧電部材15の長手方向に沿って等間隔で並べて形成される。この結果、隣接する圧力室24の間には、それぞれ、壁25が形成される。
そして、複数の圧力室24の内面に電極26を形成するとともに、基板12上に電気配線27を形成する(ステップ4)。電極26および電気配線27は、無電解メッキによって形成された例えばニッケル薄膜で構成されている。電極26および配線27を形成する際には、まずニッケル薄膜を基板12および圧電部材15の全表面にメッキし、レーザでパターニングして電極26および配線27以外の部位のニッケル薄膜を除去する。
この後、図6に示すように、一対の圧電部材15を囲むように、基板12の表面に枠部材13を接着し(ステップ5)、図7に示すように、枠部材13および圧電部材15を覆うようにカバー部材14を接着する(ステップ6)。カバー部材14は、後述する工程によって製造したものを予め用意しておく。カバー部材14は、上述したように、枠部材13の端部13aおよび圧電部材15の複数の壁25の端部25aに接着される。
さらにこの後、カバー部材14にレーザを照射して複数のノズル22を形成する(ステップ7)。各ノズル22は、カバー部材14の表面に円形の吐出口を形成し、複数の圧力室24に対向する位置にそれぞれ連通するよう形成される。なお、ノズル22の形成位置は、カバー部材14の補強部材44に形成されている開口46の位置となっている。
そして、基板12上の電気配線27に接続するように駆動回路(ヘッド駆動用のIC16)を取り付ける(ステップ8)。さらに、基板12に対して図示しないインクケースを接着して(ステップ9)、インクジェットヘッド11の製造工程が終了する。
以下、上述したカバー部材14の製造工程について、図8に示すフローチャートとともに図9乃至図14を参照して説明する。
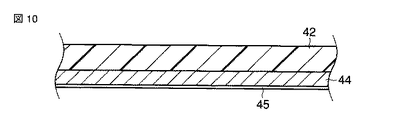
まず、図9に示すように、カバー部材14の構成要素となるPIフィルム42と金属箔44を貼り合せる(図8、ステップ11)。このとき、PIフィルム42に接着剤を介して金属箔44を圧着して両者を貼り合せる。または、スパッタによりPIフィルム42表面に金属材料を吹き付けて金属箔44を形成しても良い。
まず、図9に示すように、カバー部材14の構成要素となるPIフィルム42と金属箔44を貼り合せる(図8、ステップ11)。このとき、PIフィルム42に接着剤を介して金属箔44を圧着して両者を貼り合せる。または、スパッタによりPIフィルム42表面に金属材料を吹き付けて金属箔44を形成しても良い。
そして、図10に示すように、金属箔44の表面に絶縁層としてのSiO2膜45をスパッタ、CVDなどによって被覆する(ステップ12)。このSiO2膜45は、ステップ6で説明したようにカバー部材14を壁25の端部25aに接着するとき、複数の圧力室24の内面に形成された複数の電極26と金属箔44との間の短絡を防止する目的で設けられる。このSiO2膜45は、必ずしも必要ではなく、カバー部材14を壁25の端部25aに接着する接着剤に絶縁機能を持たせても良い。
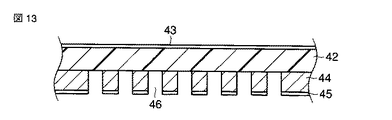
次に、PIフィルム42を金属箔44側から部分的に露出するための複数の矩形の開口46(図14参照)を形成する(ステップ13)。
このとき、金属箔44の表面を被覆したSiO2膜45の上に液体レジストを塗布し、開口46のパターンを露光および現像してマスクパターン55を形成する(図11参照)。そして、このマスクパターン55を介して、SiO2膜45、金属箔44の順に開口46の部位をエッチングして除去する。この状態を図12に示す。この際、SiO2膜45は、フッ酸ベースのエッチング液を用いて除去し、金属箔44は、当該金属材料にマッチしたエッチング液を用いて除去する。
このとき、金属箔44の表面を被覆したSiO2膜45の上に液体レジストを塗布し、開口46のパターンを露光および現像してマスクパターン55を形成する(図11参照)。そして、このマスクパターン55を介して、SiO2膜45、金属箔44の順に開口46の部位をエッチングして除去する。この状態を図12に示す。この際、SiO2膜45は、フッ酸ベースのエッチング液を用いて除去し、金属箔44は、当該金属材料にマッチしたエッチング液を用いて除去する。
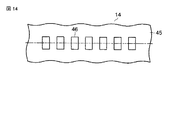
この後、図13に示すように、PIフィルム42のインク滴吐出側の表面に撥水性を向上させるための撥水膜43を形成する(ステップ14)。この際、フッ素系樹脂の溶剤をPIフィルム42の表面に塗布し、150[℃]でアニールする。以上の工程によって、図14に示すような複数の開口46を有するカバー部材14が製造される。
上記のように製造されたカバー部材14を枠部材13および圧電部材15(壁25)に接着する場合、カバー部材14の各開口46が圧電部材15の各圧力室24に対向するよう高精度に位置決めして、PIフィルム42を外側にして接着する。そして、カバー部材14を接着した後、PIフィルム42の表面側からレーザによって複数のノズル22を形成する。このとき、ノズル22の形成位置は、各ノズル22が各開口46に連通する位置となる。
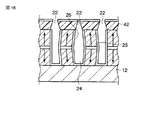
図15には、上記構造のインクジェットヘッド11を駆動した際の圧力室24の挙動について説明するための部分拡大断面図を示してある。
本実施の形態のように、圧電部材15の複数の壁25の端部25aに接着するカバー部材14を補強部材44で補強したことで、駆動電圧を与えた際に、壁25が効果的に変形する。つまり、補強部材44によってカバー部材14の伸びが防止されているため、各壁25の自由端部25aを互いに固定でき、カバー部材14によって変形応力が吸収されることがない。このため、一定の駆動電圧で圧力損失もなく壁25を効果的に所望する程度に変形させることができる。
本実施の形態のように、圧電部材15の複数の壁25の端部25aに接着するカバー部材14を補強部材44で補強したことで、駆動電圧を与えた際に、壁25が効果的に変形する。つまり、補強部材44によってカバー部材14の伸びが防止されているため、各壁25の自由端部25aを互いに固定でき、カバー部材14によって変形応力が吸収されることがない。このため、一定の駆動電圧で圧力損失もなく壁25を効果的に所望する程度に変形させることができる。
これに対し、補強部材44をPIフィルム42に貼り合せていない従来の構造では、図16に示すように、同じ大きさの駆動電圧を与えても、PIフィルム42の伸びによって壁25の変形が小さくなってしまう。このままでは、インク滴を吐出させるための圧力が不足するため、従来のヘッドでは、十分な吐出圧力を得るため駆動電圧を高める必要があった。
比較のため、上述した本実施の形態のインクジェットヘッド11の駆動電圧と補強部材44を貼り合せていない従来のヘッドの駆動電圧を調べたところ、インク滴を安定して吐出させることができた駆動電圧は、本実施の形態のヘッドが21[V]〜23[V]であったのに対し、従来のヘッドは24[V]〜26[V]であった。つまり、補強部材44をPIフィルム42に貼り合せることで、駆動電圧を約3[V]低減することができた。
以上のように、本実施の形態によると、補強部材44で剛性を高めたカバー部材14を用いたため、圧電部材15の複数の圧力室24における圧力損失を略無くすことができ、その分、駆動電圧を低減できる。
特に、本実施の形態では、補強部材44のノズル22に対向する部位に必要最小の開口46を形成するようにしたため、PIフィルム42に対するレーザ加工の容易さを阻害することなく、補強部材44の材料の選択の自由度も高めることができる。
なお、この発明は、上述した実施の形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上述した実施の形態に開示されている複数の構成要素の適宜な組み合わせにより種々の発明を形成できる。例えば、上述した実施の形態に示される全構成要素から幾つかの構成要素を削除しても良い。
11…インクジェットヘッド、12…基板、13…枠部材、14…カバー部材、15…圧電部材、16…IC、21…ノズル列、22…ノズル、24…圧力室、25…壁、25a…端部、26…電極、27…電気配線、31…供給口、32…排出口、40…インク室、42…PIフィルム、43…撥水膜、44…補強部材、45…SiO2膜、46…開口。
Claims (8)
- 一方向に並んだ細長い複数の圧力室と、
これら複数の圧力室をそれぞれ区画する圧電部材によって形成された複数の壁と、
これら複数の壁を変形させるための電圧を上記圧力室毎に選択的に与えるための複数の電極と、
上記複数の圧力室をインクで満たすためのチャンバと、
上記複数の圧力室に対応する複数の吐出孔を備え、上記チャンバを塞ぐとともに、上記複数の壁を架橋するように接着される樹脂フィルムと、
この樹脂フィルムを補強して剛性を高めるための補強部材と、
を有することを特徴とするインクジェットヘッド。 - 上記樹脂フィルムは、ポリイミドフィルムであり、上記補強部材は、SUS、Ni、Ti、Crなどの金属箔であることを特徴とする請求項1に記載のインクジェットヘッド。
- 上記金属箔には、上記複数の吐出孔を露出する開口が形成されていることを特徴とする請求項2に記載のインクジェットヘッド。
- 上記開口は、上記複数の吐出孔毎に1対1で設けられていることを特徴とする請求項3に記載のインクジェットヘッド。
- 上記金属箔は、上記樹脂フィルムの上記壁側に貼り付けられ、その表面には、絶縁層が被覆されていることを特徴とする請求項3に記載のインクジェットヘッド。
- 基板上に圧電部材を接着する工程と、
上記基板から離間した側から上記圧電部材に複数の溝を並べて形成する工程と、
上記複数の溝の内面に複数の電極を形成する工程と、
上記圧電部材を囲う枠部材を上記基板上に接着する工程と、
カバー部材を用意する工程と、
上記枠部材の上記基板から離間した端部に上記カバー部材を封着して上記複数の溝をインクで満たすためのチャンバを形成するとともに、当該カバー部材を上記複数の溝を区画する複数の壁の上記基板から離間した端部に接着する工程と、
上記カバー部材の外側からレーザ光を照射して上記複数の溝に対応する当該カバー部材の部位に複数の吐出孔を形成する工程と、を有し、
上記カバー部材を用意する工程は、
樹脂フィルムに補強部材を貼り合せる工程と、
上記複数の吐出孔を露出するための開口を上記補強部材に形成する工程と、
を有することを特徴とするインクジェットヘッドの製造方法。 - 上記補強部材は、金属箔であり、
上記カバー部材を用意する工程は、上記金属箔の表面に絶縁層を被覆する工程をさらに有し、
上記開口を形成する工程では、上記絶縁層を含めて上記補強部材をエッチングすることを特徴とする請求項6に記載のインクジェットヘッドの製造方法。 - 上記カバー部材を接着する工程は、上記絶縁層を上記壁の端部に接触させて当該カバー部材を接着することを特徴とする請求項7に記載のインクジェットヘッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008037839A JP2009196122A (ja) | 2008-02-19 | 2008-02-19 | インクジェットヘッド、およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008037839A JP2009196122A (ja) | 2008-02-19 | 2008-02-19 | インクジェットヘッド、およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009196122A true JP2009196122A (ja) | 2009-09-03 |
Family
ID=41140217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008037839A Pending JP2009196122A (ja) | 2008-02-19 | 2008-02-19 | インクジェットヘッド、およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009196122A (ja) |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011062895A (ja) * | 2009-09-16 | 2011-03-31 | Toshiba Tec Corp | インクジェットヘッド |
| JP2012035607A (ja) * | 2010-08-11 | 2012-02-23 | Toshiba Tec Corp | インクジェットヘッド及びその製造方法 |
| JP2012096525A (ja) * | 2010-10-06 | 2012-05-24 | Toshiba Tec Corp | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| CN102673151A (zh) * | 2011-03-09 | 2012-09-19 | 东芝泰格有限公司 | 喷墨头以及喷墨头的制造方法 |
| CN102673152A (zh) * | 2011-03-08 | 2012-09-19 | 东芝泰格有限公司 | 喷墨头及喷墨头的制造方法 |
| CN102673146A (zh) * | 2011-03-08 | 2012-09-19 | 东芝泰格有限公司 | 喷墨头 |
| JP2012240272A (ja) * | 2011-05-18 | 2012-12-10 | Toshiba Tec Corp | インクジェットヘッドおよびインクジェットヘッドの製造方法 |
| EP2540503A1 (en) | 2011-06-28 | 2013-01-02 | SII Printek Inc | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| JP2013032002A (ja) * | 2011-07-01 | 2013-02-14 | Toshiba Tec Corp | インクジェット記録装置及びインクジェットヘッド |
| JP2013043319A (ja) * | 2011-08-23 | 2013-03-04 | Toshiba Tec Corp | インクジェットヘッドの製造方法およびインクジェットヘッド |
| JP2013067178A (ja) * | 2013-01-21 | 2013-04-18 | Toshiba Tec Corp | インクジェットヘッド及びインクジェット記録装置 |
| GB2509816A (en) * | 2012-11-06 | 2014-07-16 | Sii Printek Inc | Liquid jet head having drive electrodes separated from the nozzle plate |
| JP2014172215A (ja) * | 2013-03-06 | 2014-09-22 | Toshiba Corp | インクジェットヘッドおよびインクジェットヘッドの製造方法 |
| US8985745B2 (en) | 2011-12-21 | 2015-03-24 | Sii Printek Inc. | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| US9010907B2 (en) | 2011-12-26 | 2015-04-21 | Sii Printek Inc. | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| US9142543B2 (en) | 2013-02-06 | 2015-09-22 | Seiko Instruments Inc. | Semiconductor device having an ESD protection circuit |
| JP2015196344A (ja) * | 2014-04-02 | 2015-11-09 | 株式会社東芝 | インクジェットプリンタヘッド |
| JP2015196145A (ja) * | 2014-04-02 | 2015-11-09 | 株式会社東芝 | インクジェットプリンタヘッド |
| JP2015196345A (ja) * | 2014-04-02 | 2015-11-09 | 株式会社東芝 | インクジェットプリンタヘッド |
| CN105313472A (zh) * | 2014-07-30 | 2016-02-10 | 株式会社东芝 | 喷墨头和喷墨记录装置 |
| CN105667088A (zh) * | 2014-12-04 | 2016-06-15 | 株式会社东芝 | 喷墨头及打印机 |
| US9457568B2 (en) | 2013-11-25 | 2016-10-04 | Toshiba Tec Kabushiki Kaisha | Inkjet head and inkjet recording apparatus |
| JP2017185817A (ja) * | 2017-06-05 | 2017-10-12 | 株式会社東芝 | インクジェットプリンタヘッドとインクジェットプリンタ |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001162790A (ja) * | 1999-12-13 | 2001-06-19 | Kyocera Corp | インクジェットヘッド |
| JP2002355960A (ja) * | 2001-05-30 | 2002-12-10 | Kyocera Corp | インクジェット記録ヘッド |
-
2008
- 2008-02-19 JP JP2008037839A patent/JP2009196122A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001162790A (ja) * | 1999-12-13 | 2001-06-19 | Kyocera Corp | インクジェットヘッド |
| JP2002355960A (ja) * | 2001-05-30 | 2002-12-10 | Kyocera Corp | インクジェット記録ヘッド |
Cited By (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011062895A (ja) * | 2009-09-16 | 2011-03-31 | Toshiba Tec Corp | インクジェットヘッド |
| JP2012035607A (ja) * | 2010-08-11 | 2012-02-23 | Toshiba Tec Corp | インクジェットヘッド及びその製造方法 |
| US8721043B2 (en) | 2010-08-11 | 2014-05-13 | Toshiba Tec Kabushiki Kaisha | Ink-jet head and method of manufacturing the same |
| JP2012096525A (ja) * | 2010-10-06 | 2012-05-24 | Toshiba Tec Corp | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| US8746851B2 (en) | 2010-10-16 | 2014-06-10 | Toshiba Tec Kabushiki Kaisha | Inkjet head and method of manufacturing the inkjet head |
| CN102673146B (zh) * | 2011-03-08 | 2015-08-26 | 东芝泰格有限公司 | 喷墨头 |
| CN102673152A (zh) * | 2011-03-08 | 2012-09-19 | 东芝泰格有限公司 | 喷墨头及喷墨头的制造方法 |
| CN102673146A (zh) * | 2011-03-08 | 2012-09-19 | 东芝泰格有限公司 | 喷墨头 |
| JP2012187716A (ja) * | 2011-03-08 | 2012-10-04 | Toshiba Tec Corp | インクジェットヘッドおよびインクジェットヘッドの製造方法 |
| JP2012187717A (ja) * | 2011-03-08 | 2012-10-04 | Toshiba Tec Corp | インクジェットヘッド |
| US8733899B2 (en) | 2011-03-08 | 2014-05-27 | Toshiba Tec Kabushiki Kaisha | Inkjet head and method of manufacturing the same |
| CN102673151A (zh) * | 2011-03-09 | 2012-09-19 | 东芝泰格有限公司 | 喷墨头以及喷墨头的制造方法 |
| JP2012187758A (ja) * | 2011-03-09 | 2012-10-04 | Toshiba Tec Corp | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| US8708464B2 (en) | 2011-03-09 | 2014-04-29 | Toshiba Tec Kabushiki Kaisha | Ink jet head and method of manufacturing the ink jet head |
| JP2012240272A (ja) * | 2011-05-18 | 2012-12-10 | Toshiba Tec Corp | インクジェットヘッドおよびインクジェットヘッドの製造方法 |
| EP2540503A1 (en) | 2011-06-28 | 2013-01-02 | SII Printek Inc | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| US8651631B2 (en) | 2011-06-28 | 2014-02-18 | Sii Printek Inc. | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| CN102848730A (zh) * | 2011-06-28 | 2013-01-02 | 精工电子打印科技有限公司 | 液体喷射头、液体喷射装置以及液体喷射头的制造方法 |
| JP2013032002A (ja) * | 2011-07-01 | 2013-02-14 | Toshiba Tec Corp | インクジェット記録装置及びインクジェットヘッド |
| US8882245B2 (en) | 2011-07-01 | 2014-11-11 | Toshiba Tec Kabushiki Kaisha | Inkjet head and method of manufacturing the same |
| JP2013043319A (ja) * | 2011-08-23 | 2013-03-04 | Toshiba Tec Corp | インクジェットヘッドの製造方法およびインクジェットヘッド |
| US8985745B2 (en) | 2011-12-21 | 2015-03-24 | Sii Printek Inc. | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| US9010907B2 (en) | 2011-12-26 | 2015-04-21 | Sii Printek Inc. | Liquid jet head, liquid jet apparatus, and method of manufacturing liquid jet head |
| GB2509816A (en) * | 2012-11-06 | 2014-07-16 | Sii Printek Inc | Liquid jet head having drive electrodes separated from the nozzle plate |
| JP2013067178A (ja) * | 2013-01-21 | 2013-04-18 | Toshiba Tec Corp | インクジェットヘッド及びインクジェット記録装置 |
| US9142543B2 (en) | 2013-02-06 | 2015-09-22 | Seiko Instruments Inc. | Semiconductor device having an ESD protection circuit |
| JP2014172215A (ja) * | 2013-03-06 | 2014-09-22 | Toshiba Corp | インクジェットヘッドおよびインクジェットヘッドの製造方法 |
| US9457568B2 (en) | 2013-11-25 | 2016-10-04 | Toshiba Tec Kabushiki Kaisha | Inkjet head and inkjet recording apparatus |
| JP2015196344A (ja) * | 2014-04-02 | 2015-11-09 | 株式会社東芝 | インクジェットプリンタヘッド |
| JP2015196145A (ja) * | 2014-04-02 | 2015-11-09 | 株式会社東芝 | インクジェットプリンタヘッド |
| JP2015196345A (ja) * | 2014-04-02 | 2015-11-09 | 株式会社東芝 | インクジェットプリンタヘッド |
| CN105313472A (zh) * | 2014-07-30 | 2016-02-10 | 株式会社东芝 | 喷墨头和喷墨记录装置 |
| JP2016032871A (ja) * | 2014-07-30 | 2016-03-10 | 株式会社東芝 | インクジェットヘッドとインクジェット記録装置 |
| EP2979873B1 (en) * | 2014-07-30 | 2019-08-21 | Kabushiki Kaisha Toshiba | Inkjet head having a plurality of lid members connected to nozzles and an inkjet apparatus having the inkjet head |
| US10052871B2 (en) | 2014-07-30 | 2018-08-21 | Kabushiki Kaisha Toshiba | Inkjet head having a plurality of lid members connected to nozzles and an inkjet apparatus having the inkjet head |
| CN105667088A (zh) * | 2014-12-04 | 2016-06-15 | 株式会社东芝 | 喷墨头及打印机 |
| US9764551B2 (en) | 2014-12-04 | 2017-09-19 | Kabushiki Kaisha Toshiba | Ink-jet head and printer |
| EP3028859A3 (en) * | 2014-12-04 | 2016-08-03 | Kabushiki Kaisha Toshiba | Ink-jet head and printer |
| JP2016107477A (ja) * | 2014-12-04 | 2016-06-20 | 株式会社東芝 | インクジェットヘッドおよびプリンタ |
| JP2017185817A (ja) * | 2017-06-05 | 2017-10-12 | 株式会社東芝 | インクジェットプリンタヘッドとインクジェットプリンタ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009196122A (ja) | インクジェットヘッド、およびその製造方法 | |
| US20110032311A1 (en) | Inkjet print head and method of manufacture therefor | |
| US8882245B2 (en) | Inkjet head and method of manufacturing the same | |
| JP5502020B2 (ja) | インクジェットヘッド及びインクジェットヘッドの製造方法 | |
| JP4928534B2 (ja) | インクジェットヘッド | |
| JP3555653B2 (ja) | インクジェット式記録ヘッド及びその製造方法 | |
| JP5555570B2 (ja) | インクジェットヘッド及びその製造方法 | |
| JP3330757B2 (ja) | インクジェットヘッド及びその製造方法 | |
| JP3861532B2 (ja) | インクジェットプリンタヘッドの製造方法 | |
| JP2014188872A (ja) | 液体噴射ヘッドの製造方法 | |
| EP1075389A1 (en) | Method of manufacturing ink-jet printer head | |
| JP2003019805A (ja) | インクジェットヘッド及びその製造方法 | |
| JP2009202475A (ja) | インクジェットヘッドの製造装置、およびインクジェットヘッドの製造方法 | |
| JP3589108B2 (ja) | インクジェット式記録ヘッド及びインクジェット式記録装置 | |
| JP5425850B2 (ja) | インクジェットヘッド | |
| JP2008207493A (ja) | 液滴吐出ヘッド、液滴吐出ヘッドの製造方法及び液滴吐出装置 | |
| JP2861117B2 (ja) | インクジェットプリンタヘッド及びその製造方法 | |
| JP5866273B2 (ja) | インクジェットヘッド | |
| JPH08142327A (ja) | インクジェット記録装置の記録ヘッド | |
| KR20110107595A (ko) | 잉크젯 프린트 헤드의 제조 방법 | |
| JP3232632B2 (ja) | インクジェット式印字ヘッド | |
| JP2003175597A (ja) | 液滴吐出ヘッドの製造方法、液滴吐出ヘッド及びインクジェット記録装置 | |
| JP2004066537A (ja) | 液体噴射ヘッドの製造方法 | |
| JPH10119263A (ja) | インクジェットヘッド | |
| JP2004188687A (ja) | インクジェットヘッドおよびインクジェット式記録装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120626 |