JP2009196191A - ビードコアのロック方法およびロック機構 - Google Patents
ビードコアのロック方法およびロック機構 Download PDFInfo
- Publication number
- JP2009196191A JP2009196191A JP2008039617A JP2008039617A JP2009196191A JP 2009196191 A JP2009196191 A JP 2009196191A JP 2008039617 A JP2008039617 A JP 2008039617A JP 2008039617 A JP2008039617 A JP 2008039617A JP 2009196191 A JP2009196191 A JP 2009196191A
- Authority
- JP
- Japan
- Prior art keywords
- bead core
- bead
- lock
- rotating body
- circumferential direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000011324 bead Substances 0.000 title claims abstract description 158
- 238000000034 method Methods 0.000 title claims description 8
- 239000000470 constituent Substances 0.000 claims description 10
- 238000003860 storage Methods 0.000 description 13
- 238000000465 moulding Methods 0.000 description 10
- 239000012530 fluid Substances 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 3
- 241000254043 Melolonthinae Species 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910000897 Babbitt (metal) Inorganic materials 0.000 description 1
- 229910001361 White metal Inorganic materials 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010969 white metal Substances 0.000 description 1
Images



Landscapes
- Tyre Moulding (AREA)
Abstract
【課題】ビードコア44の蛇行を矯正しながらロックすることで、タイヤ性能を向上させる。
【解決手段】各ビードロックセグメント28にロック溝31から一部が突出したフリー回転可能なローラ49、56を設けたので、ビードコア44をロックするとき、該ローラ49、56がカーカスプライ42を介してビードコア44に接触する。ここで、ビードコア44は周方向に蛇行していることが多いが、このようなビードコア44ではその一部が所定の軸方向位置Pに位置するものの、他の部位は前記位置Pから軸方向にずれる。しかしながら、該ずれている部位のビードコア44は、接触したローラ49、56の回転により前記位置Pまで軸方向に変位され、ビードコア44全体の周方向蛇行が矯正される。
【選択図】図3
【解決手段】各ビードロックセグメント28にロック溝31から一部が突出したフリー回転可能なローラ49、56を設けたので、ビードコア44をロックするとき、該ローラ49、56がカーカスプライ42を介してビードコア44に接触する。ここで、ビードコア44は周方向に蛇行していることが多いが、このようなビードコア44ではその一部が所定の軸方向位置Pに位置するものの、他の部位は前記位置Pから軸方向にずれる。しかしながら、該ずれている部位のビードコア44は、接触したローラ49、56の回転により前記位置Pまで軸方向に変位され、ビードコア44全体の周方向蛇行が矯正される。
【選択図】図3
Description
この発明は、ビードコアをタイヤ構成部材を介してビードロックセグメントにより半径方向内側からロックするロック方法およびロック機構に関する。
従来のビードコアのロック方法およびロック機構としては、例えば以下の特許文献1に記載されているようなものが知られている。
特開平10−151685号公報
このものは、周方向に離れて設置されるとともに、半径方向外端に周方向に延びるロック溝が形成され、全体としてリング状を呈する複数のビードロックセグメントと、これらビードロックセグメントを同期して半径方向に移動させる移動機構とを備え、移動機構によりビードロックセグメントを半径方向外側に同期移動させ、全てのビードロックセグメントのロック溝とビードコアとをタイヤ構成部材を介して接触させることで、該ビードコアを半径方向内側からロックするようにしたものである。
ここで、前述のビードコアは、製造工程でのビードワイヤに付与される張力変動等により、周方向に若干蛇行(波打ち)しながら延在していることが多いが、このように蛇行した状態のままでビードコアをビードロック機構によりロックした後、タイヤ構成部材を弧状に膨出させながらベルト、トレッド等を貼付けてグリーンタイヤを成形し、その後、加硫を行うようにすると、加硫済みタイヤ(製品タイヤ)の形状に狂いが生じて、タイヤ性能が設計値より低下してしまうという課題があった。
この発明は、ビードコアの蛇行を矯正しながらロックすることで、タイヤ性能を向上させることができるビードコアのロック方法およびロック機構を提供することを目的とする。
このような目的は、第1に、周方向に離れて設置されるとともに、半径方向外端に周方向に延びるロック溝が形成され、全体としてリング状を呈する複数のビードロックセグメントを、移動機構により半径方向外側に同期移動させ、全てのビードロックセグメントのロック溝にビードコアおよびタイヤ構成部材を侵入させることで、該ビードコアを半径方向内側からロックするようにしたビードコアのロック方法において、各ビードロックセグメントに設けられ、一部がロック溝から突出するフリー回転可能な回転体を、前記ビードコアのロック時にタイヤ構成部材を介してビードコアに接触させるとともに、前記接触により回転した回転体によってビードコアの一部を軸方向に変位させることで、ビードコアの周方向の蛇行を矯正するようにしたビードコアのロック方法により、達成することができる。
第2に、周方向に離れて設置されるとともに、半径方向外端に周方向に延びるロック溝が形成され、全体としてリング状を呈する複数のビードロックセグメントと、これらビードロックセグメントを同期して半径方向に移動させる移動機構とを備え、移動機構によりビードロックセグメントを半径方向外側に同期移動させ、全てのビードロックセグメントのロック溝にビードコアおよびタイヤ構成部材を侵入させることで、該ビードコアを半径方向内側からロックするようにしたビードコアのロック機構において、各ビードロックセグメントに一部がロック溝から突出し、ビードコアのロック時に該ビードコアにタイヤ構成部材を介して接触することができるフリー回転可能な回転体を設け、前記接触により回転した回転体によってビードコアの一部を軸方向に変位させることで、ビードコアの周方向の蛇行を矯正するようにしたビードコアのロック機構により、達成することができる。
ビードコアをロック機構により半径方向内側からロックする場合には、ビードロックセグメントを移動機構によって半径方向外側に同期移動させるが、このとき、各ビードロックセグメントにはロック溝から一部が突出したフリー回転可能な回転体が設けられているので、該回転体はタイヤ構成部材を介してビードコアに接触する。ここで、ビードコアは前述のように周方向に蛇行しながら延在していることが多いが、このようなビードコアの場合には、その周方向の一部が所定の軸方向位置に位置するものの、他の周方向部位は前記所定の軸方向位置から軸方向に若干ずれる。
このとき、前述のようにずれている部位のビードコアに接触した回転体が回転するため、前記部位のビードコアはこの回転体の回転により所定の軸方向位置まで軸方向に変位される。これにより、ビードコアの全周が所定の軸方向位置に到達し、その周方向の蛇行が矯正される。この結果、加硫済みタイヤ(製品タイヤ)の形状が正常なものとなってタイヤ性能が向上する。
また、請求項3に記載のように構成すれば、周方向の多くの位置で回転体がビードコアに接触することになるため、ビードコアの周方向の蛇行を細かく矯正することができる。さらに、請求項4に記載のように構成すれば、ビードコアを軸方向両方向に変位させることができ、周方向の蛇行を確実に矯正することができる。
また、請求項5に記載のように構成すれば、回転体とビードコア、タイヤ構成部材との周方向接触長が長くなるため、これらの間の接圧が低くなって、ビードコア、タイヤ構成部材の余計な変形を抑制することができる。さらに、請求項6に記載のように構成すれば、回転体のビードロックセグメントへの設置作業が容易となる。
以下、この発明の実施形態1を図面に基づいて説明する。
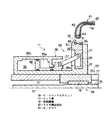
図1、2において、11はグリーンタイヤを成形する際に使用する成形ドラムであり、この成形ドラム11は水平な円筒状の主軸12を有する。この主軸12は図示していないタイヤ成形装置の駆動部に連結されており、該駆動部により必要に応じて軸線回りに駆動回転される。
図1、2において、11はグリーンタイヤを成形する際に使用する成形ドラムであり、この成形ドラム11は水平な円筒状の主軸12を有する。この主軸12は図示していないタイヤ成形装置の駆動部に連結されており、該駆動部により必要に応じて軸線回りに駆動回転される。
前記主軸12内には主軸12と同軸のねじ軸15が回転可能に遊嵌され、このねじ軸15の軸方向両側部外周には、それぞれ逆ねじとなったおねじ部16が形成されている。また、前記おねじ部16に重なり合う部位の主軸12には軸方向に延びる複数のスリット17がそれぞれ形成され、これらスリット17は周方向に等距離離れて配置されている。18は前記おねじ部16にそれぞれ螺合するナットであり、これらのナット18には前記スリット17を貫通する連結ブロック19がそれぞれ固定されている。
22は前記主軸12の軸方向両側部にそれぞれ軸方向に移動可能に支持され、該主軸12を囲む一対の略円筒状を呈する摺動体であり、これらの摺動体22の軸方向内端部には前記連結ブロック19がそれぞれ連結されている。前述した連結ブロック19、摺動体22は全体として、主軸12の軸方向両側部にそれぞれ軸方向に移動可能に支持された一対の可動体23を構成する。
そして、これらの可動体23は前記ねじ軸15がタイヤ成形装置の駆動部によって駆動回転されると、逆ねじであるおねじ部16によって逆方向に等距離だけ移動し、互いに接近離隔する。前述したねじ軸15、ナット18は全体として、可動体23を逆方向に等距離だけ移動させることにより互いに接近離隔させる接離機構24を構成する。
前記摺動体22の軸方向内端部にはそれぞれ半径方向に延びる複数の収納穴27が形成され、これらの収納穴27はそれぞれ周方向に等距離離れて配置されている。28は周方向に等距離離れて設置された複数(収納穴27と同数)のビードロックセグメントであり、これらのビードロックセグメント28はその半径方向内側部に半径方向に延びるガイド部29を有し、これらのガイド部29はそれぞれ前記収納穴27内に半径方向に移動可能に挿入されている。
また、各ビードロックセグメント28はその半径方向外側部に周方向に延び同一曲率半径である弧状の弧状部30を有しており、この結果、これらのビードロックセグメント28(弧状部30)は全体として周方向に複数箇所で分断されたリング状を呈することになる。各ビードロックセグメント28(弧状部30)の半径方向外端(外周面)には周方向に連続して延びるロック溝31が形成され、これらのロック溝31は幅方向両端から幅方向中央に向かうに従い深さが深くなった断面略弧状を呈している。そして、これらロック溝31も全体として、複数箇所で分断された周方向に延びる環状溝32を構成する。
35は各摺動体22内に形成されたリング状のシリンダ室であり、各シリンダ室35にはこれらシリンダ室35を内側室35aと外側室35bとに仕切るリング状のピストン36が軸方向に移動可能に収納されている。これらピストン36はシリンダ室35の軸方向内側壁を貫通して軸方向内側に延びる延在部36aを有し、これら延在部36aには周方向に離れた複数(ビードロックセグメント28と同数)のリンク37の軸方向外端部が連結され、一方、前記リンク37の軸方向内端部は前記ビードロックセグメント28のガイド部29にそれぞれ連結されている。
そして、前記シリンダ室35の内側室35aに図示していない流体源から高圧流体が供給されると、ピストン36は軸方向外側に移動してビードロックセグメント28を半径方向内側に同期移動させ、一方、外側室35bに高圧流体が供給されると、ピストン36は軸方向内側に移動してビードロックセグメント28を半径方向外側に同期移動させる。前述したピストン36、リンク37は全体として、前記ビードロックセグメント28を同期して半径方向に移動させることで拡縮させる移動機構38を構成する。
41は図示していない別の成形ドラムにより成形された略円筒状のグリーンケースであり、このグリーンケース41は、例えば、前記別の成形ドラムの周囲にタイヤ構成部材としてのカーカスプライ42を貼付けた後、該成形ドラムの軸方向中央部をカーカスプライ42と共に若干拡径し、次に、前述の拡径により形成されたカーカスプライ42の段差部に一対のフィラー43付きビードコア44をセットした後、ビードコア44より軸方向両外側のカーカスプライ42をビードコア44の回りに折返し、次に、前記カーカスプライ42の軸方向両端部外側にサイドトレッド45を貼付けて構成する。なお、前述のビードコア44としては、図面に示すような断面形状が六角形のものの他に、矩形、円形のものが知られている。
そして、このようにして成形されたグリーンケース41を図示していない搬送手段により別の成形ドラムから成形ドラム11まで搬送して該成形ドラム11の外側に遊嵌する。その後、前述のように移動機構38によってビードロックセグメント28を半径方向外側に同期移動させると、全てのビードロックセグメント28のロック溝31内にグリーンケース41のビードコア44および該ビードコア44の半径方向内側に位置するカーカスプライ42が侵入して接触するが、このとき、該ビードコア44はビードロックセグメント28により半径方向内側からロックされる。
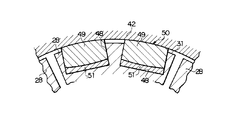
図2、3、4において、48は各ビードロックセグメント28のロック溝31の軸方向外側部表面に形成された複数、ここでは2個の収納凹みであり、これらの収納凹み48は断面が円の一部が欠けた形状を呈している。また、これら収納凹み48はその中心軸が成形ドラム11の中心軸線に垂直な平面上においてロック溝31の表面に対する接線に平行に延在するとともに、周方向に離れて配置されている。
49は各ビードロックセグメント28の収納凹み48内に該収納凹み48と同軸関係を保って遊嵌された回転体としての複数の金属製ローラであり、これらのローラ49は軸方向両端から軸方向中央に向かうに従い大径となった太鼓状を呈することで、外表面がロック溝31の表面の曲率半径と実質上同一曲率半径となっている。このようにローラ49は複数のビードロックセグメント28にそれぞれ周方向に離して複数設けられているため、多数設けられるが、これら多数のローラ49は全体として回転体群としてのローラ群50を構成する。
前記収納凹み48とローラ49との間にはホワイトメタル、バビットメタル等の軸受メタルからなるすべり軸受51が介装され、これにより、前記ローラ49は自身の軸線回りにフリー回転可能となる。なお、前記収納凹み48とローラ49との間に玉軸受、ころ軸受等の転がり軸受を介装することで、ローラ49をフリー回転可能としてもよい。また、前記すべり軸受51は円筒体の一部に軸方向に延びるスリット52が形成された形状を呈しており、この結果、該スリット52を通じて前記ローラ49の一部(半径方向外端部)がロック溝31の表面から半径方向外側に向かって突出する。
前記ローラ群50より軸方向内側のロック溝31には前記収納凹み48、ローラ49、すべり軸受51と同様の収納凹み55、ローラ56、すべり軸受57が設けられている。そして、前述した多数のローラ56は全体として回転体群としてのローラ群58を構成し、この結果、ビードロックセグメント28(ロック溝31)には軸方向に離れた回転体群としてのローラ群50、58が2群だけ設けられることになる。前述したビードロックセグメント28、移動機構38、ローラ群50、58は全体として、ロック機構59を構成する。
そして、グリーンケース41のビードコア44をビードロックセグメント28によってロックする場合には、前述のように全ビードロックセグメント28を半径方向外側に同期移動させるが、このとき、ビードコア44が周方向に蛇行することなく真円に沿って延在していると、該ビードコア44の全周は図3に実線で示すような所定の軸方向位置P、ここではビードコア44より半径方向内側に位置するカーカスプライ42の外表面のうち、半径方向外側に向かうに従い軸方向内側に向かうよう傾斜した傾斜面61がローラ群58のローラ56に接触した位置に位置する。
これに対し、通常のビードコア44は、製造工程でのビードワイヤに付与される張力変動等により、周方向に延在しながら若干軸方向に振れることで蛇行(波打ち)していることが多いが、このように蛇行しているビードコア44では、ロックの直前において、ビードコア44の周方向の一部は所定の軸方向位置Pの半径方向外側に位置しているものの、他の周方向部位のビードコア44は前記所定の軸方向位置Pから軸方向に、例えば図3に仮想線で示すように若干ずれている。
しかしながら、この実施形態においては、前述のように各ビードロックセグメント28にロック溝31から一部が突出したフリー回転可能なローラ49、56を設けたので、ビードロックセグメント28の半径方向外側への同期移動時に、前述のようにずれている部位のビードコア44がカーカスプライ42を介してローラ49に接触すると、該ローラ49が回転してずれている部位のビードコア44、カーカスプライ42を所定の軸方向位置Pまで軸方向に変位させる。これにより、ビードコア44の全周が所定の軸方向位置Pに到達して周方向の蛇行が矯正され、この結果、加硫済みタイヤ(製品タイヤ)の形状が正常なものとなってタイヤ性能が向上する。
ここで、前述のようにローラ49、56を各ビードロックセグメント28に周方向に離して複数設けることで、多数のローラ49、56からなるローラ群50、58を構成するようにすれば、周方向の多くの位置でローラ49、56がビードコア44に接触することになるため、ビードコア44の周方向の蛇行を細かく矯正することができる。また、この実施形態では、ローラ群50、58をビードロックセグメント28に軸方向に離して2群だけ設けるようにしているが、このようにすると、ビードコア44を軸方向両方向に変位させることができ、周方向の蛇行を確実に矯正することができる。
さらに、この実施形態では、回転体を軸方向両端から軸方向中央に向かうに従い大径となった太鼓状のローラ49、56から構成したが、このようにすると、ローラ49、56とビードコア44、カーカスプライ42との周方向接触長が長くなるため、これらの間の接圧が低くなり、これにより、ビードコア44、カーカスプライ42の余計な変形を抑制することができる。
ここで、前述の回転体は、図5に示すような球状のボール65から構成してもよく、この場合には、回転体(ボール65)のビードロックセグメント28への設置作業が容易となる。また、前述のローラ49、56は円柱体から構成してもよいが、この場合には、ゴムローラのように屈曲した状態で自身の軸線回りにフリー回転可能なものを用いる必要がある。
次に、この発明の実施形態1の作用について説明する。
前述した成形ドラム11を用いてグリーンタイヤを成形する場合には、まず、別の成形ドラムによってグリーンケース41を前述のように成形した後、該グリーンケース41を搬送手段によって成形ドラム11まで搬送し、該成形ドラム11の外側に遊嵌する。
前述した成形ドラム11を用いてグリーンタイヤを成形する場合には、まず、別の成形ドラムによってグリーンケース41を前述のように成形した後、該グリーンケース41を搬送手段によって成形ドラム11まで搬送し、該成形ドラム11の外側に遊嵌する。
次に、ビードコア44をロック機構59により半径方向内側からロックするが、この場合には、ビードロックセグメント28を移動機構38によって半径方向外側に同期して移動させる。このとき、各ビードロックセグメント28にはロック溝31から一部が突出したフリー回転可能なローラ49、56が設けられているので、該ローラ49、56はカーカスプライ42を介してビードコア44に接触する。ここで、該ビードコア44は周方向に蛇行していることが多いが、このようなビードコア44の場合には、その周方向の一部が所定の軸方向位置Pに位置するものの、他の周方向部位は前記所定の軸方向位置Pから軸方向に若干ずれる。
このとき、前述のようにずれている部位のビードコア44に接触したローラ49、56が回転するため、前記部位のビードコア44はこれらローラ49、56の回転により所定の軸方向位置Pまで軸方向に変位される。これにより、ビードコア44の全周が所定の軸方向位置Pに到達し、その周方向の蛇行が矯正される。次に、グリーンケース41内にエアを供給しながらねじ軸15を回転させておねじ部16により可動体23、ビードロックセグメント28を一体的に軸方向内側に移動させ、互いに接近させる。これにより、ビードコア44間のグリーンケース41は徐々に円弧状に変形する。
このとき、前記グリーンケース41の外側に、図示していないバンド成形ドラムにより成形された円筒状のベルト・トレッドバンドを嵌合し、該グリーンケース41の軸方向中央部をベルト・トレッドバンドに密着させる。これにより、グリーンタイヤが成形されるが、このグリーンタイヤを、次に、加硫装置により加硫し加硫済タイヤ(製品タイヤ)とする。このとき、前述のようにビードコア44の周方向の蛇行が矯正されていると、加硫済みタイヤの形状が正常なものとなってタイヤ性能が向上する。
なお、前述の実施形態においては、タイヤ構成部材としてカーカスプライ42を用いたが、カーカスプライ42の他にワイヤーチェーファー、ゴムチェーファーをさらに用いてもよい。また、前述の実施形態においては、カーカスプライ42はビードコア44より軸方向両外側の部位がビードコア44の回りに折り返されていたが、この発明においては、カーカスプライ42としてビードコア44より軸方向両外側の部位を折り返していない円筒状のものを用いてもよい。さらに、この発明においては、回転体群を1群だけ、例えば、ローラ群58を省略してローラ群50だけとしてもよい。この場合には、所定の軸方向位置はビードコア、タイヤ構成部材の軸方向内側エッジ部がロック溝に当接した位置となる。
この発明は、ビードコアを半径方向内側からロックする産業分野に適用できる。
28…ビードロックセグメント 31…ロック溝
38…移動機構 42…タイヤ構成部材
44…ビードコア 49、56…回転体
50、58…回転体群 65…ボール
38…移動機構 42…タイヤ構成部材
44…ビードコア 49、56…回転体
50、58…回転体群 65…ボール
Claims (6)
- 周方向に離れて設置されるとともに、半径方向外端に周方向に延びるロック溝が形成され、全体としてリング状を呈する複数のビードロックセグメントを、移動機構により半径方向外側に同期移動させ、全てのビードロックセグメントのロック溝にビードコアおよびタイヤ構成部材を侵入させることで、該ビードコアを半径方向内側からロックするようにしたビードコアのロック方法において、各ビードロックセグメントに設けられ、一部がロック溝から突出するフリー回転可能な回転体を、前記ビードコアのロック時にタイヤ構成部材を介してビードコアに接触させるとともに、前記接触により回転した回転体によってビードコアの一部を軸方向に変位させることで、ビードコアの周方向の蛇行を矯正するようにしたことを特徴とするビードコアのロック方法。
- 周方向に離れて設置されるとともに、半径方向外端に周方向に延びるロック溝が形成され、全体としてリング状を呈する複数のビードロックセグメントと、これらビードロックセグメントを同期して半径方向に移動させる移動機構とを備え、移動機構によりビードロックセグメントを半径方向外側に同期移動させ、全てのビードロックセグメントのロック溝にビードコアおよびタイヤ構成部材を侵入させることで、該ビードコアを半径方向内側からロックするようにしたビードコアのロック機構において、各ビードロックセグメントに一部がロック溝から突出し、ビードコアのロック時に該ビードコアにタイヤ構成部材を介して接触することができるフリー回転可能な回転体を設け、前記接触により回転した回転体によってビードコアの一部を軸方向に変位させることで、ビードコアの周方向の蛇行を矯正するようにしたことを特徴とするビードコアのロック機構。
- 前記回転体を各ビードロックセグメントに周方向に離して複数設けることで、多数の回転体からなる回転体群を構成した請求項2記載のビードコアのロック機構。
- 前記回転体群をビードロックセグメントに軸方向に離して2群だけ設けた請求項3記載のビードコアのロック機構。
- 前記回転体を軸方向両端から軸方向中央に向かうに従い大径となった太鼓状のローラから構成した請求項2〜4のいずれかに記載のビードコアのロック機構。
- 前記回転体を球状のボールから構成した請求項2〜4のいずれかに記載のビードコアのロック機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008039617A JP2009196191A (ja) | 2008-02-21 | 2008-02-21 | ビードコアのロック方法およびロック機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008039617A JP2009196191A (ja) | 2008-02-21 | 2008-02-21 | ビードコアのロック方法およびロック機構 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009196191A true JP2009196191A (ja) | 2009-09-03 |
Family
ID=41140271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008039617A Withdrawn JP2009196191A (ja) | 2008-02-21 | 2008-02-21 | ビードコアのロック方法およびロック機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009196191A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101790485B1 (ko) * | 2015-12-30 | 2017-10-26 | 한국타이어(주) | 그린타이어 성형드럼의 비드록구조 |
| CN107498902A (zh) * | 2017-09-22 | 2017-12-22 | 青岛软控机电工程有限公司 | 机械成型鼓、胎圈锁紧力检测装置及其检测方法 |
| KR102227762B1 (ko) * | 2019-09-25 | 2021-03-15 | 금호타이어 주식회사 | 그린타이어 성형드럼 |
| CN114562187A (zh) * | 2022-01-05 | 2022-05-31 | 武汉船用机械有限责任公司 | 水下隔离门装置及其使用方法 |
-
2008
- 2008-02-21 JP JP2008039617A patent/JP2009196191A/ja not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101790485B1 (ko) * | 2015-12-30 | 2017-10-26 | 한국타이어(주) | 그린타이어 성형드럼의 비드록구조 |
| CN107498902A (zh) * | 2017-09-22 | 2017-12-22 | 青岛软控机电工程有限公司 | 机械成型鼓、胎圈锁紧力检测装置及其检测方法 |
| KR102227762B1 (ko) * | 2019-09-25 | 2021-03-15 | 금호타이어 주식회사 | 그린타이어 성형드럼 |
| CN114562187A (zh) * | 2022-01-05 | 2022-05-31 | 武汉船用机械有限责任公司 | 水下隔离门装置及其使用方法 |
| CN114562187B (zh) * | 2022-01-05 | 2024-03-29 | 武汉船用机械有限责任公司 | 水下隔离门装置及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2698243B1 (en) | Sleeveless tire building drum | |
| JP4420898B2 (ja) | タイヤ構成部材の折返し方法および装置 | |
| EP2868463B1 (en) | Tire building drum | |
| EP2698244B1 (en) | Sleeveless tire building drum with interchangeable width elements | |
| JP2009196191A (ja) | ビードコアのロック方法およびロック機構 | |
| US7491285B2 (en) | Method for molding bead portion of green tire and bead portion molding device | |
| KR101385185B1 (ko) | 원환형 구조물 가공시의 척과 그 사용법 | |
| EP2532503B1 (en) | Production device of a winding member of a rubber band body and production method of a winding member of a rubber band body | |
| US10744731B2 (en) | Belt drum device | |
| US10960625B2 (en) | Drum for producing a tire, provided with mobile sectors | |
| JP4603525B2 (ja) | タイヤ成形ドラム | |
| EP3511157B9 (en) | Method and apparatus for molding pneumatic tire | |
| JP6801285B2 (ja) | ビードコア製造装置 | |
| JP6587524B2 (ja) | タイヤ成形装置 | |
| JP6445917B2 (ja) | 生タイヤ成形装置 | |
| US10632699B2 (en) | Bladder rings for tire vulcanization mold | |
| JP4626420B2 (ja) | 成形ドラム及び筒状部材の成形方法 | |
| KR101643566B1 (ko) | 그린타이어 성형기의 원주 가변형 롤오버캔 | |
| JP2004009298A (ja) | タイヤ成形機におけるタイヤ部材端の巻き上げ装置 | |
| WO2014054405A1 (ja) | 剛性中子及びそれを用いた空気入りタイヤの製造方法 | |
| JP2021138048A (ja) | タイヤ用成形体の成形装置 | |
| JP2017109419A (ja) | 円筒状ゴム部材の製造装置及び製造方法 | |
| JP2008238778A (ja) | タイヤ構成部材の折返し方法および装置 | |
| JP6763760B2 (ja) | グリーンタイヤの製造装置 | |
| JP6368330B2 (ja) | タイヤ加硫金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20110510 |