JP2009196330A - シングルフェーサの加圧ベルト制御方法及び装置 - Google Patents
シングルフェーサの加圧ベルト制御方法及び装置 Download PDFInfo
- Publication number
- JP2009196330A JP2009196330A JP2008043658A JP2008043658A JP2009196330A JP 2009196330 A JP2009196330 A JP 2009196330A JP 2008043658 A JP2008043658 A JP 2008043658A JP 2008043658 A JP2008043658 A JP 2008043658A JP 2009196330 A JP2009196330 A JP 2009196330A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- belt
- circumference
- time
- pressurizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 24
- 229910052771 Terbium Inorganic materials 0.000 abstract description 5
- 229910052715 tantalum Inorganic materials 0.000 abstract description 5
- 238000001514 detection method Methods 0.000 description 10
- 239000010720 hydraulic oil Substances 0.000 description 10
- 230000007547 defect Effects 0.000 description 3
- 206010016256 fatigue Diseases 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 229910052774 Proactinium Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
Images
Landscapes
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Abstract
【課題】加圧ベルトの幅方向両側部の周長差を加圧ベルトの片側にのみ過負荷をかけずに解消する自動化された手段を実現する。
【解決手段】加圧ベルトの幅方向両側部a、bの周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、一対の加圧ロール6,7の両端ロール軸8,9間距離を調節する一対の加圧シリンダ12a、12bのうち加圧ベルト5が先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、設定時間内で両加圧シリンダ12a、12bの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力Poに戻すと共に、高圧負荷時間Ta、Tbが短いほうの加圧シリンダの加圧力を予め設定された圧力値ΔPを減じた加圧力とする第2ステップと、からなり、前記第2ステップを設定時間毎に繰り返す。
【選択図】図1
【解決手段】加圧ベルトの幅方向両側部a、bの周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、一対の加圧ロール6,7の両端ロール軸8,9間距離を調節する一対の加圧シリンダ12a、12bのうち加圧ベルト5が先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、設定時間内で両加圧シリンダ12a、12bの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力Poに戻すと共に、高圧負荷時間Ta、Tbが短いほうの加圧シリンダの加圧力を予め設定された圧力値ΔPを減じた加圧力とする第2ステップと、からなり、前記第2ステップを設定時間毎に繰り返す。
【選択図】図1
Description
本発明は、コルゲートマシンに設備され、片面段ボール紙を製造するシングルフェーサに関し、詳しくは、加圧ベルト式シングルフェーサにおける加圧ベルトの幅方向周長差をなくす場合の制御方法及び装置に関する。
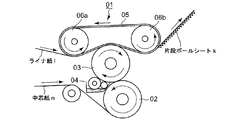
図6に図示されるように、加圧ベルト式シングルフェーサ01は、噛合い面が波形をした一対の段ロール02及び03間に中芯紙nを通して中芯紙nを波形に形成し、波形に形成された中芯紙nの段頂部に糊付装置04で糊付けした後、一方の段ロール(下流側段ロール)03とエンドレス状の加圧ベルト05との間に中芯紙nとライナ紙lとを重ね合わせて通過させ、この通過時に中芯紙nとライナ紙lが加圧接着されて、片面段ボール紙kが製造される。
加圧ベルト05は通常弾性をもつ材質、例えば、テフロン(登録商標)でコーティングしたFRP材で製造される。加圧ベルト05は一対の平行に配置された加圧ロール06a及び06bに巻回されて走行される。そして、該加圧ロール間の距離を変えることにより、加圧ベルト05の張力を変え、それによって、加圧ロールの下流側段ロール03に対する加圧力を調整するようにしている。
加圧ベルト方式は、加圧ロール方式等と比べて、ベルトと段ロールとの接触範囲が長いため接触圧が小さく、また振動や騒音の発生が少なく品質の優れた段ボール紙が得られるなどの利点がある。
加圧ベルトは、製作に際して幅方向両側部の周長を同一寸法に形成することが難しく、また長期の使用によって幅方向両側部の伸び量に差ができたり、一対の加圧ロールの平行度不良等の理由により、加圧ベルトの走行に伴い、一方の側が他方の側より先に進む不具合(先進)が発生する傾向にある。周長の短い側が先進し、先進する状態で捩れが発生し、長時間使用すると、破損するおそれがある。
一般的なエンドレスベルトでは、該エンドレスベルトを巻回した加圧ロール間の間隔を調整するため加圧ロ−ルの両端部間に一対の加圧シリンダが架設されている。そして、前記不具合を解消するため、その先進状況を検出器により把握した後、先進する側の加圧シリンダの加圧力を増大し、先進する側の周長を他方より長くすることによって、一方の側のベルトの先進を相殺するようにしている。
特許文献1(特開平11−105172号公報)には、加圧ベルトの幅方向両側部に金属製の被検出体を埋め込み、これら被検出体を金属センサで検出し、該検出結果に基づいて一対の加圧ロールの両端に架設された加圧シリンダのうち先進している側の加圧シリンダの油圧を高くして、該加圧シリンダを伸長させることで、加圧ベルトの両側部の周長差を解消するようにした手段が開示されている。
また、特許文献2(特開2001−121628号公報)には、加圧ベルトが巻回された一対の加圧ロールと、該一対の加圧ロールの両端間に架設され該一対の加圧ロールのうち一方の張力調製ロールの両端位置を夫々独立して移動させる一対の油圧シリンダと、該張力調整ロールの両端位置を検出する位置検出器とを設け、該一対の加圧ロールのうち他方の位置基準ロールから張力調製ロールの両端位置までの距離の差が所定範囲を超えると、該油圧シリンダを作動させてその差をなくすようにすることで、加圧ベルトの両側部の周長差を解消するようにした技術が手段されている。
特許文献1又は特許文献2に開示された手段では、加圧ベルトの幅方向両側部の周長差が、加圧ベルトの製作時に起こる場合、又は一対の加圧ロールの組み付け時の加圧ロールの平行度不良に起因して起こる場合、ベルトの先進している側に過張力が負荷される時間が長くなる傾向がある。そのため、先進している側が疲労破壊しやすくなる不具合がある。
本発明は、かかる従来技術の課題に鑑み、加圧ベルトの幅方向両側部の周長差が、加圧ベルトの製作不良により発生したり、あるいは加圧ベルトが巻回される一対の加圧ロール組み付け時の加圧ロールの平行度不良等により発生した場合でも、加圧ベルトの片側にのみ過負荷をかけずに周長差を解消することを目的とする。
また、かかる操作を自動で行なうことにより、手動による周長差解消作業を不要にして、シングルフェーサの稼動を中止しないで済むようにすることを目的とする。
また、かかる操作を自動で行なうことにより、手動による周長差解消作業を不要にして、シングルフェーサの稼動を中止しないで済むようにすることを目的とする。
前記目的を達成するため、第1の本発明のシングルフェーサの加圧ベルト制御方法は、
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、
前記一対の加圧ロールの両端ロール軸間距離を調節する一対の加圧シリンダのうち加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、
設定時間内で両加圧シリンダの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すと共に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とする第2ステップと、からなり、
前記第2ステップを設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずにベルト周長差をなくすようにしたものである。
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、
前記一対の加圧ロールの両端ロール軸間距離を調節する一対の加圧シリンダのうち加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、
設定時間内で両加圧シリンダの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すと共に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とする第2ステップと、からなり、
前記第2ステップを設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずにベルト周長差をなくすようにしたものである。
第1の本発明方法では、稼動開始時には、一対の加圧シリンダに同等の初期設定加圧力を負荷させる。その後、加圧ベルトの幅方向両側部の周長差を検知し、周長差が発生している時は、加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、周長を伸ばし、周長差を解消するようにする(第1ステップ)。このとき、両加圧シリンダに高加圧力を負荷した時間を記録しておく。
そして、設定時間(例えば3〜5分)内で高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すようにするため、加圧ベルトの先進した側に高圧が長時間負荷されることはない。同時に、高圧負荷時間が短いほうの加圧シリンダの加圧力を初期設定加圧力から予め設定された圧力値を減じた加圧力とするため、加圧ベルトの幅方向両側部で周長差を増大させないようにしている(第2ステップ)。
この操作を設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずに、周長差を解消させるようにする。これによって、加圧ベルトの走行性を安定させることができる。
第1の本発明方法の前記第1ステップにおいて、設定時間内での高圧負荷時間の比が下限設定値を下回るか又は上限設定値を上回ったときに、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻し、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とするようにしてもよい。
このように、前記下限設定値及び上限設定値をもうけ、両加圧シリンダの高圧負荷時間の比が該下限設定値と上限設定値の間は許容範囲として、加圧シリンダの加圧力を変動させないようにすることで、制御に安定性をもたせることができる。
このように、前記下限設定値及び上限設定値をもうけ、両加圧シリンダの高圧負荷時間の比が該下限設定値と上限設定値の間は許容範囲として、加圧シリンダの加圧力を変動させないようにすることで、制御に安定性をもたせることができる。
また、第2の本発明のシングルフェーサの加圧ベルト制御方法は、
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、
加圧ベルトの幅方向両側部に加圧ベルトに対して進退するベルト周長調節ヘッドを備えたベルト周長調節装置を用意し、
加圧ベルトが先進する側のベルト周長調節ヘッドを伸ばして加圧ベルトの周長を伸ばす第1ステップと、
設定時間内で加圧ベルト伸長時間の長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸ばすと共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻す第2ステップ、とからなり、
前記第2ステップを設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずにベルト周長差をなくすようにしたものである。
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、
加圧ベルトの幅方向両側部に加圧ベルトに対して進退するベルト周長調節ヘッドを備えたベルト周長調節装置を用意し、
加圧ベルトが先進する側のベルト周長調節ヘッドを伸ばして加圧ベルトの周長を伸ばす第1ステップと、
設定時間内で加圧ベルト伸長時間の長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸ばすと共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻す第2ステップ、とからなり、
前記第2ステップを設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずにベルト周長差をなくすようにしたものである。
第2の本発明方法では、稼動開始時には、周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に位置させる。その後、加圧ベルトの幅方向両側部の周長差を検知し、周長差が発生している時は、加圧ベルトが先進する側の周長調節ヘッドを伸ばして加圧ベルトを押す。これによって、加圧ベルトの周長を伸ばし、周長差を解消するようにする(第1ステップ)。このとき、両周長調節ヘッドを伸ばした時間を記録しておく。
そして、設定時間(例えば3〜5分)内で、両周長調節ヘッドによる先進のための加圧ベルト伸長時間が長いほうの周長調節ヘッドを設定ストローク分だけ伸ばすことにより、周長差をなくすようにする。同時に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とすることによって、加圧ベルトの幅方向両側部で周長差を増大させないようにする(第2ステップ)。
この操作を設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずに、周長差を解消させるようにする。これによって、加圧ベルトの走行性を安定させることができる。
第2の本発明方法の前記第2ステップにおいて、設定時間内での加圧ベルト伸長時間の比が下限設定値を下回るか又は上限設定値を上回ったときに、加圧ベルト伸長時間が長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸長させると共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻すようにしてもよい。
このように、前記下限設定値及び上限設定値をもうけ、周長調節ヘッドの設定ストローク伸長時間の比が該下限設定値と上限設定値の間では制御しないようにすることで、頻繁な制御をなくし、制御に安定性をもたせることができる。
また、第1の本発明方法及び第2の本発明方法において、好ましくは、前記下限設定値を0.87とし、前記上限設定値を1.15とするとよい。実機運転上の知見から、該下限設定値を下回ったり、又は該上限設定値を上回ったりすると、加圧ベルトが破損するおそれが出てくるので、これら設定値を目安に制御を行なうとよい。
また、第1の本発明方法を実施するための第1の本発明のシングルフェーサの加圧ベルト制御装置は、
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御装置において、
前記一対の加圧ロールの両端ロール軸間距離を調節する一対の加圧シリンダと、
加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、設定時間内の両加圧シリンダの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すと共に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とする第2ステップを行なう制御装置と、を備えたものである。
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御装置において、
前記一対の加圧ロールの両端ロール軸間距離を調節する一対の加圧シリンダと、
加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、設定時間内の両加圧シリンダの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すと共に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とする第2ステップを行なう制御装置と、を備えたものである。
前記構成により、設定時間毎に前記第2ステップを繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずに、加圧ベルトの幅方向両側部で周長差をなくすことができる。そのため、加圧ベルトの走行性を安定させることができる。また、前記制御装置により、加圧ベルトの周長差を解消する制御を自動化できるため、シングルフェーサの稼動を休止させる必要がなくなる。
また、第2の本発明方法を実施するための第2の本発明のシングルフェーサの加圧ベルト制御装置は、
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御装置において、
加圧ベルトの幅方向両側部に配置され加圧ベルトに向かって進退することにより加圧ベルトの周長を調整するベルト周長調節ヘッドを備えた複数のベルト周長調節装置と、
加圧ベルトが先進する側のベルト周長調節ヘッドを伸ばして加圧ベルトの周長を伸ばす第1ステップと、設定時間内で加圧ベルト伸長時間の長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸ばすと共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻す第2ステップを行なう制御装置と、を備えたものである。
一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御装置において、
加圧ベルトの幅方向両側部に配置され加圧ベルトに向かって進退することにより加圧ベルトの周長を調整するベルト周長調節ヘッドを備えた複数のベルト周長調節装置と、
加圧ベルトが先進する側のベルト周長調節ヘッドを伸ばして加圧ベルトの周長を伸ばす第1ステップと、設定時間内で加圧ベルト伸長時間の長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸ばすと共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻す第2ステップを行なう制御装置と、を備えたものである。
前記構成により、設定時間毎に前記第2ステップを繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずに、加圧ベルトの幅方向両側部で周長差をなくすことができる。従って、加圧ベルトの走行性を安定させることができる。また、前記制御装置により、加圧ベルトの周長差を解消する制御を自動化できるため、シングルフェーサの稼動を休止させる必要がなくなる。
第1の本発明装置又は第2の本発明装置において、加圧ベルトの幅方向中央部にベルト周長調節ヘッドを備えたベルト周長調節装置を設けて、加圧ベルト幅方向中央部の周長を幅方向両側部と独立して調節するように構成してもよい。加圧ベルトと段ロール間を通過するシート原紙の紙幅は種々あるため、シート原紙が加圧ベルト上を摺動する時間は、幅方向両側部より中央部のほうが多い。
そのため、シート原紙の貼合時に、加圧ベルトに接するシート原紙の摩擦力の影響で、加圧ベルトの中央部が両側部と比較して先進又は後進することがある。そのため、加圧ベルトの幅方向中央部に周長調節ヘッドを備えたベルト周長調整装置を設け、該周長調節ヘッドのストロークを幅方向両側部と独立して調整することにより、ベルト中央部の先進又は後進を相殺することができる。
第1又は第2の本発明によれば、加圧ベルト製作時に幅方向両側部の周長差を生じた場合、又は一対の加圧ロールのシングルフェーサへの組み付け時に平行度不良が生じた場合等でも、加圧ベルトの片側部のみに過負荷をかけずに、ベルト幅方向両側部の周長差を解消して、走行性を安定させることができる。従って、加圧ベルトの一方の側の先進によって発生する捩れや、過張力の負荷による疲労破壊、さらには蛇行をなくすことができる。
また、制御を自動化できるため、ベルト周長差に応じて手動により加圧ロールの平行度を調製する等の作業が不要になり、シングルフェーサの稼動を休止させる必要がなくなる。
また、制御を自動化できるため、ベルト周長差に応じて手動により加圧ロールの平行度を調製する等の作業が不要になり、シングルフェーサの稼動を休止させる必要がなくなる。
以下、本発明を図に示した実施形態を用いて詳細に説明する。但し、この実施形態に記載されている構成部品の寸法、材質、形状、その相対配置などは特に特定的な記載がない限り、この発明をそれのみに限定する趣旨ではない。
(実施形態1)
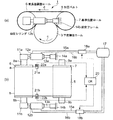
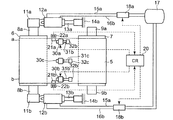
第1の本発明の一実施形態を図1〜図2に基づいて説明する。図1の(a)及び(b)は、シングルフェーサ1の一部を示す。図1において、一対の加圧ロールは周長差調整ロール6と基準位置ロール7とで構成されている。基準位置ロール7の両側ロール軸9a及び9bは図示しない固定軸受に回転可能にかつ平行移動しないように支持される。周長差調整ロール6の両端ロール軸8a又は8bは、夫々接続部11a又は11bを介して油圧シリンダ12a又は12bに接続されている。
なお、同一数字に異なるアルファベット文字を付して表示した複数の部材又は機器を数字のみで示すときは、これら部材又は機器に共通する記述である。
第1の本発明の一実施形態を図1〜図2に基づいて説明する。図1の(a)及び(b)は、シングルフェーサ1の一部を示す。図1において、一対の加圧ロールは周長差調整ロール6と基準位置ロール7とで構成されている。基準位置ロール7の両側ロール軸9a及び9bは図示しない固定軸受に回転可能にかつ平行移動しないように支持される。周長差調整ロール6の両端ロール軸8a又は8bは、夫々接続部11a又は11bを介して油圧シリンダ12a又は12bに接続されている。
なお、同一数字に異なるアルファベット文字を付して表示した複数の部材又は機器を数字のみで示すときは、これら部材又は機器に共通する記述である。
油圧シリンダ12のピストンロッド13は、夫々固定フレーム14に接続されている。周長差調整ロール6及び基準位置ロール7にはエンドレス状の加圧ロール5が巻回されている。加圧ロール5は弾性を有する材質、例えばテフロン(登録商標)でコーティングをしたFRP材で製造されている。加圧ロール5は、周長差調整ロール6及び基準位置ロール7に巻回されて張力が付与されることで、下流側段ロール3を加圧する。
下流側段ロール3の内部には飽和蒸気が導入されて、下流側段ロール3の外周面が加熱される。そして、段頂部に糊付けされた図示しない中芯紙とライナ紙とが重ね合わされた状態で加圧ロール5と下流側段ロール3間を通ることによって、加熱及び加圧されて貼り合わされる。
油圧シリンダ12の左右油室には夫々作動油給排路15及び16が接続され、作動油給排路15、16の他端は作動油供給源17に接続されている。作動油給排路15a及び16aには電磁弁18aが介設され、作動油給排路15b及び16bには電磁弁18bが介設されている。制御装置20によって電磁弁18の開閉又は開度が制御されることによって、油圧シリンダ12の作動が制御され、周長調整ロール6の両ロール軸8a、8bに負荷される加圧力が制御される。
加圧ベルト5の幅方向両端の周方向同一位置に検出片(又は検出マーク)21a及び21bが埋設されている。そして、加圧ベルト5の幅方向両端に対峙させて、加圧ベルト5の周方向同一位置に検出片21を検出する非接触式の検出器22を配設している。検出器22は、透過式光電管等、従来公知の装置を用いる。
かかる構成の本実施形態において、制御装置20では、検出器22aで検出片21aを検知した時間と、検出器22bで検出片21bを検知した時間との時間差からベルト幅方向両側部のどちらか(a側又はb側)がどれだけ先進しているかを演算する。運転開始時には、制御装置20で電磁弁18を操作して、油圧シリンダ12に初期設定加圧力Po(例えば8MPa)を負荷しておく。
運転開始後、検出器22a、22bで先進量を把握した後、制御装置20で先進している側の油圧シリンダに高加圧力(例えば1.0〜1.1MPa)を負荷させ、そのピストンロッドを延ばすことにより、先進している側のベルト周長を長くして、先進量を相殺する。例えば、加圧ベルト5の周長が3000mmのときに、両側部で30mmの周長差が生じたときに、先進側の油圧シリンダに前記高加圧力を負荷する。
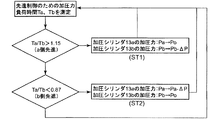
このとき、油圧シリンダ12a又は12bに高加圧力を負荷した時間Ta又はTbが制御装置20の内部で記録される。以後の制御装置20で行なわれる制御フローを図2に示す。図2において、ある設定時間(例えば3〜5分)内に、油圧シリンダ12a又は12bに先進制御のために高加圧力を負荷した時間Ta又はTbの比率を比較する。Ta/Tbが1.15を越えた場合は、油圧シリンダ12aの高圧負荷時間が油圧シリンダ12bの高圧負荷時間の1.15倍以上であるため、加圧ベルト5のa側への高圧負荷状態を緩和させる。
シングルフェーサ1の運転上の知見から、Ta/Tb<0.87又は1.15<Ta/Tbになると、加圧ベルト5に捩れが発生し、蛇行や、過張力により疲労破壊のおそれがあることがわかっている。
そのため、油圧シリンダ12aの加圧力を初期設定加圧力Poに戻すと共に、油圧シリンダ12bの加圧力を初期設定加圧力Poから圧力ΔP(例えば40KPa)だけ減じる。上記操作後もTa/Tb>1.15となる場合は、油圧シリンダ12bの加圧力PbをΔP刻みで減少させ、Ta/Tb≦1.15となるまで加圧力を調整する(ステップ1)。
Ta/Tb<0.87のときは、油圧シリンダ12bの高圧負荷時間が油圧シリンダ12aの1.15倍以上であるため、加圧ベルト5のb側への高圧負荷状態を緩和させる。即ち、油圧シリンダ12aを初期設定加圧力Poから圧力ΔPだけ減じると共に、油圧シリンダ12bを初期設定加圧力Poに戻す。前記操作後もTa/Tb<0.87となるときは、油圧シリンダ12aの加圧力PaをΔP刻みで減少させ、0.87≦Ta/Tbとなるまで油圧シリンダ12aの加圧力Paを調整する(ステップ2)。
前記ステップ1及びステップ2を繰り返して、0.87≦Ta/Tb≦1.15の範囲になるまで、油圧シリンダ12a及び12bの加圧力Pa、Pbを制御装置20で自動的に制御する。
本実施形態によれば、加圧ベルト製作時の幅方向両側部の周長差や加圧ベルト組立時の平行度不良等による片側先進傾向が発生した場合でも、制御装置20で油圧シリンダ12a又は12bの加圧力を自動的に調整して、片側先進状態を解消できるので、加圧ベルト5の走行性を安定させることができる。また、これを加圧ベルト5の片側に過負荷をかけずにできるので、加圧ベルト5に捩れや破損、あるいは蛇行が発生するおそれがない。
また、Ta/Tb<0.87又は1.15<Ta/Tbのときは、加圧ベルト5の過張力が負荷される時間の長い側が破損するおそれがあるが、本実施形態では、0.87≦Ta/Tb≦1.15の範囲を維持するように自動制御しているので、加圧ベルト5の張力負荷が均一になり、破損のおそれがない。また、前記範囲内のときは、制御しないようにしたので、頻繁な制御をなくして、制御の安定性を維持することができる。
また、油圧シリンダ12a又は12bの加圧力切替え時間は、制御装置20に記録されたデータから演算でき、そのため、余分な計測器や機械部品を追設する必要がない。従って、ソフトウェアのみの構築ですみ、低コストで安定した蛇行制御を可能とする。
さらに、自動制御のため、ベルト周長差に応じて加圧ロールの平行度を調整する作業が不要となるので、シングルフェーサ1の稼動を休止させる必要がない。
さらに、自動制御のため、ベルト周長差に応じて加圧ロールの平行度を調整する作業が不要となるので、シングルフェーサ1の稼動を休止させる必要がない。
(実施形態2)
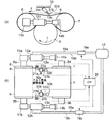
次に、第2の本発明の第1実施形態を図3及び図4に基づいて説明する。図3において、図1と同一の部材又は機器には同一符号を付しており、これら部材又は機器の説明は重複するので省略する。本実施形態は、図1に示す実施形態1の構成に加えて、ベルト周長調整装置30a及び30bを設けたものである。
次に、第2の本発明の第1実施形態を図3及び図4に基づいて説明する。図3において、図1と同一の部材又は機器には同一符号を付しており、これら部材又は機器の説明は重複するので省略する。本実施形態は、図1に示す実施形態1の構成に加えて、ベルト周長調整装置30a及び30bを設けたものである。
ベルト周長調節装置30a及び30bは、油圧シリンダからなり、一端が加圧ベルト5の上方に設置された固定フレーム33に接続されている。そして、作動油により伸縮可能なピストンロッド31a、31bを備え、該ピストンロッドの先端にベルト周長調節ロール32a、32bが回動可能に装着されている。ベルト周長調節ロール32は、加圧ベルト5の上方で加圧ベルト5の幅方向両側部に位置し、加圧ベルト上面に向けて伸縮可能に配置されている。その他の構成は実施形態1と同一である。
なお、ベルト周長調節ロール32の図示しない左右油室には、油圧シリンダ12と同様に、作動油給排路が接続され、作動油給排路には制御装置20によって開度が制御される電磁弁が介設され、かつ作動油給排路の他端は作動油供給源17に接続されているが、これらの図示は省略する。
次に、本実施形態の制御方法を図4に基づいて説明する。まず、稼動開始時には、油圧シリンダ12a及び12bに初期設定加圧力Po(例えば8MPa)が負荷され、加圧ベルト5に初期設定張力が付与される。これによって、加圧ベルト5と下流側段ロール3間を通るシート原紙に初期設定圧力を付与する。
本実施形態においては、稼動開始時に油圧シリンダ12a又は12bに初期設定加圧力Poを負荷して、加圧ベルト5の初期張力を設定し、その後、専ら加圧ベルト5の張力調整のみを行ない、加圧ベルト5の先進制御には関与しない。
また、稼動開始時、ベルト周長調節ロール32a及び32bは、加圧ベルト5に接するが加圧ベルト5を伸長させない初期ストローク位置Loに位置される。
また、稼動開始時、ベルト周長調節ロール32a及び32bは、加圧ベルト5に接するが加圧ベルト5を伸長させない初期ストローク位置Loに位置される。
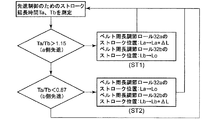
次に、検出器22で検出片21を検出して、加圧ベルト5の片側(a側又はb側)の先進量を把握する。そして、加圧ベルト5の先進している側のベルト周長調節装置のベルト周長調節ロールを伸長させて、ベルト周長を伸ばし、先進を相殺させる。このとき、ベルト周長調節ロール32a又は32bのストロークを伸ばした時間Ta又はTbが制御装置20内で記録され、演算処理される。以後の制御フローを図4に示す。
図4において、設定時間(例えば3〜5分)内で、ベルト周長調節ロール32a又は32bのベルト周長調節ロール32a又は32bが先進制御のために、ストロークを伸ばした時間Ta、Tbの比率を比較する。Ta/Tb>1.15の場合は、a側が先進傾向であるため、a側の先進傾向を緩和する操作を行なう。即ち、ベルト周長調節ロール32aのストローク位置を初期ストローク位置LoからΔLだけ伸ばした位置として、加圧ベルト5のa側の周長を伸ばす。一方、ベルト周長調節ロール32bのストローク位置は初期ストローク位置Loのままとする。
前記操作後のTa/Tb>1.15となる場合は、制御装置20によって、ベルト周長調節ロール32aのストローク位置をΔL刻みで伸ばし、Ta/Tb≦1.15となるまで、ベルト周長調節ロール32aのストローク位置を調整する(ステップ1)。
Ta/Tb<0.87の場合は、b側が先進傾向であるため、この傾向を緩和するため、ベルト周長調節ロール32bのストローク位置を初期ストローク位置LoからLo+ΔLに変更する。一方、ベルト周長調節ロール32aのストローク位置を初期ストローク位置Loに復帰させる。
Ta/Tb<0.87の場合は、b側が先進傾向であるため、この傾向を緩和するため、ベルト周長調節ロール32bのストローク位置を初期ストローク位置LoからLo+ΔLに変更する。一方、ベルト周長調節ロール32aのストローク位置を初期ストローク位置Loに復帰させる。
前記操作後もTa/Tb<0.87となる場合は、ベルト周長調節ロール32bのストローク位置をΔL刻みで伸ばし、Ta/Tb≧0.87になるまで、ベルト周長調節ロール32bのストローク位置を調整する。前記ステップ1及びステップ2を繰り返して、0.87≦Ta/Tb≦1.15の範囲となるまでベルト周長調節ロール32a及び32bのストローク位置を、制御装置20によって自動的に制御する。
本実施形態によれば、加圧ベルト製作時に幅方向両側部の周長差が発生したり、加圧ベルト組立時の平行度不良等による片側先進傾向が発生した場合でも、油圧シリンダ12a又は12bの加圧力を自動的に調整して、加圧ベルト5の片側に過負荷をかけずに、片側先進状態を解消できる。これによって、走行性を安定させることができる。
その他、前記実施形態1と同様の作用効果を得ることができる。
その他、前記実施形態1と同様の作用効果を得ることができる。
(実施形態3)
次に、第2の本発明の第2実施形態を図5に基づいて説明する。図5において、本実施形態は、図3に示す前記実施形態2の構成に、さらにベルト周長調節装置30cを加圧ベルト5の上面中央部に配設したものである。ベルト周長調節装置30cは、ベルト周長調節装置30a、30bと同様に、伸縮可能なピストンロッド31c及びピストンロッド31cの先端に装着されたベルト周長調節ロール32cを備えている。その他の構成は、前記実施形態2と同一である。
次に、第2の本発明の第2実施形態を図5に基づいて説明する。図5において、本実施形態は、図3に示す前記実施形態2の構成に、さらにベルト周長調節装置30cを加圧ベルト5の上面中央部に配設したものである。ベルト周長調節装置30cは、ベルト周長調節装置30a、30bと同様に、伸縮可能なピストンロッド31c及びピストンロッド31cの先端に装着されたベルト周長調節ロール32cを備えている。その他の構成は、前記実施形態2と同一である。
本実施形態での制御フローは実施形態2と同一である。加圧ベルト5と下流側段ロール3間に中芯紙nとライナ紙lを挟んで貼合し、片面段ボール紙kを製造する際に、加圧ベルト5と下流側段ロール3間を通過するシート原紙の紙幅は種々あるため、シート原紙が加圧ベルト上を摺動する時間は、幅方向両側部より中央部のほうが多い。そのため、加圧ベルト5に接するこれらシート原紙の摩擦力の影響で加圧ベルト5の中央部が両側部と比べて先進又は後進することがある。
本実施形態では、ベルト周長調節装置30cのベルト周長調節ロール32cのストロークを制御することにより、ベルト中央部の先進又は後進を相殺することができる。
なお、ベルト周長調節装置30cの操作は、制御装置20で制御するのではなく、オペレータが目視でベルト中央部の状態を見て、手動操作する。
なお、ベルト周長調節装置30cの操作は、制御装置20で制御するのではなく、オペレータが目視でベルト中央部の状態を見て、手動操作する。
本実施形態によれば、前記実施形態2の作用効果に加えて、シート原紙の摩擦力の影響で加圧ベルト5の中央部が両側部と比べて先進又は後進する場合でも、ベルト周長調節ロール32cを伸縮させることにより、中央部の先進又は後進をなくして、加圧ベルト5の捩れや変形、蛇行等を防止することができる。
なお、本実施形態では、実施形態2の構成にベルト周長調節装置30cを追設したものであったが、代わりに実施形態1の構成にベルト周長調節装置30cを追設するようにしてもよい。
本発明によれば、片面段ボール紙を製造するシングルフェーサにおいて、加圧ベルトの片側先進をなくして、加圧ベルトの捩れや変形、あるいは破損、蛇行のおそれを解消できる自動化された手段を実現することができる。
1 シングルフェーサ
3 下流側段ロール
5 加圧ベルト
6 周長差調整ロール
7 基準位置ロール
8a、8b、9a、9b ロール軸
12a、12b 油圧シリンダ(加圧シリンダ)
20 制御装置
21a、21b 検出片
22a、22b 検出器
30a、30b、30c ベルト周長調節装置
32a、32b、32c ベルト周長調節ロール
a、b 加圧ベルト5の幅方向両側部
Lo ベルト周長調節ロールの初期ストローク位置
Pa 加圧シリンダ12aの加圧力
Pb 加圧シリンダ12bの加圧力
Po 加圧シリンダ初期設定加圧力
3 下流側段ロール
5 加圧ベルト
6 周長差調整ロール
7 基準位置ロール
8a、8b、9a、9b ロール軸
12a、12b 油圧シリンダ(加圧シリンダ)
20 制御装置
21a、21b 検出片
22a、22b 検出器
30a、30b、30c ベルト周長調節装置
32a、32b、32c ベルト周長調節ロール
a、b 加圧ベルト5の幅方向両側部
Lo ベルト周長調節ロールの初期ストローク位置
Pa 加圧シリンダ12aの加圧力
Pb 加圧シリンダ12bの加圧力
Po 加圧シリンダ初期設定加圧力
Claims (8)
- 一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、
前記一対の加圧ロールの両端ロール軸間距離を調節する一対の加圧シリンダのうち加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、
設定時間内で両加圧シリンダの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すと共に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とする第2ステップと、からなり、
前記第2ステップを設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずにベルト周長差をなくすようにしたことを特徴とするシングルフェーサの加圧ベルト制御方法。 - 前記第2ステップにおいて、設定時間内での高圧負荷時間の比が下限設定値を下回るか又は上限設定値を上回ったときに、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻し、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とするようにしたことを特徴とする請求項1に記載のシングルフェーサの加圧ベルト制御方法。
- 一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御方法において、
加圧ベルトの幅方向両側部に加圧ベルトに対して進退するベルト周長調節ヘッドを備えたベルト周長調節装置を用意し、
加圧ベルトが先進する側のベルト周長調節ヘッドを伸ばして加圧ベルトの周長を伸ばす第1ステップと、
設定時間内で加圧ベルト伸長時間の長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸ばすと共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻す第2ステップ、とからなり、
前記第2ステップを設定時間毎に繰り返すことにより、加圧ベルトの幅方向片側部に過負荷をかけずにベルト周長差をなくすようにしたことを特徴とするシングルフェーサの加圧ベルト制御方法。 - 前記第2ステップにおいて、設定時間内での加圧ベルト伸長時間の比が下限設定値を下回るか又は上限設定値を上回ったときに、加圧ベルト伸長時間が長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸長させると共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻すようにしたことを特徴とする請求項3に記載のシングルフェーサの加圧ベルト制御方法。
- 前記下限設定値が0.87であり、前記上限設定値が1.15であることを特徴とする請求項2又は4に記載のシングルフェーサの加圧ベルト制御方法。
- 一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御装置において、
前記一対の加圧ロールの両端ロール軸間距離を調節する一対の加圧シリンダと、
加圧ベルトが先進する側の加圧シリンダに高加圧力を負荷して、加圧ロール軸間距離を広げる第1ステップと、設定時間内の両加圧シリンダの高圧負荷時間を比較し、高圧負荷時間が長いほうの加圧シリンダを初期設定加圧力に戻すと共に、高圧負荷時間が短いほうの加圧シリンダの加圧力を予め設定された圧力値を減じた加圧力とする第2ステップを行なう制御装置と、を備えたことを特徴とするシングルフェーサの加圧ベルト制御装置。 - 一対の加圧ロールに巻回されたエンドレス状の加圧ベルトの幅方向両側部の周長差を検知し、該周長差をなくすように制御するシングルフェーサの加圧ベルト制御装置において、
加圧ベルトの幅方向両側部に配置され加圧ベルトに向かって進退することにより加圧ベルトの周長を調整するベルト周長調節ヘッドを備えた複数のベルト周長調節装置と、
加圧ベルトが先進する側のベルト周長調節ヘッドを伸ばして加圧ベルトの周長を伸ばす第1ステップと、設定時間内で加圧ベルト伸長時間の長いほうのベルト周長調節ヘッドを設定ストローク分だけ伸ばすと共に、加圧ベルト伸長時間が短いほうのベルト周長調節ヘッドを加圧ベルトに負荷をかけない初期位置に戻す第2ステップを行なう制御装置と、を備えたことを特徴とするシングルフェーサの加圧ベルト制御装置。 - 加圧ベルトの幅方向中央部にベルト周長調節ヘッドを備えたベルト周長調節装置を設けて、加圧ベルト幅方向中央部の周長を幅方向両側部と独立して調節するように構成したことを特徴とする請求項6又は7に記載のシングルフェーサの加圧ベルト制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008043658A JP2009196330A (ja) | 2008-02-25 | 2008-02-25 | シングルフェーサの加圧ベルト制御方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008043658A JP2009196330A (ja) | 2008-02-25 | 2008-02-25 | シングルフェーサの加圧ベルト制御方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009196330A true JP2009196330A (ja) | 2009-09-03 |
Family
ID=41140382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008043658A Withdrawn JP2009196330A (ja) | 2008-02-25 | 2008-02-25 | シングルフェーサの加圧ベルト制御方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009196330A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI718350B (zh) * | 2017-01-23 | 2021-02-11 | 日商三菱重工機械系統股份有限公司 | 波紋滾筒單元搬送裝置與波紋滾筒單元之更換裝置及方法 |
-
2008
- 2008-02-25 JP JP2008043658A patent/JP2009196330A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI718350B (zh) * | 2017-01-23 | 2021-02-11 | 日商三菱重工機械系統股份有限公司 | 波紋滾筒單元搬送裝置與波紋滾筒單元之更換裝置及方法 |
| US11235549B2 (en) | 2017-01-23 | 2022-02-01 | Mitsubishi Heavy Industries Machinery Systems, Ltd. | Corrugating roll unit conveyance apparatus and apparatus and method for replacing corrugating roll unit |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3981758A (en) | Process control system for corrugators | |
| US9545769B2 (en) | Assembly for producing an endless single-face laminated web of corrugated cardboard | |
| EP2265438B1 (en) | Apparatus for producing corrugated board | |
| EP2476547B1 (en) | Corrugating machine for producing corrugated board and related method | |
| US20260054464A1 (en) | Plant and method for producing a corrugated board | |
| KR101677324B1 (ko) | 한쪽 면 상에 적층되는 골판지 웨브를 제조하기 위한 장치 | |
| JPH0694319B2 (ja) | 巻取り装置 | |
| US9545779B2 (en) | Device for producing a web of corrugated cardboard that is laminated on at least one side | |
| JP5809670B2 (ja) | ペーパーウェブを処理する装置 | |
| CN104379271A (zh) | 用于矫直金属带材的装置 | |
| US20140203059A1 (en) | Apparatus for controlling the nip force/pressure between two rotating cylinders | |
| EP1491326B1 (en) | Device for joining sheets of cardboard to form corrugated cardboard | |
| EP0878295A1 (en) | Improved single facer with small intermediate corrugating roll | |
| JP2008229639A (ja) | 鋼矢板の矯正方法および鋼矢板用矯正装置 | |
| JP2009196330A (ja) | シングルフェーサの加圧ベルト制御方法及び装置 | |
| CA2890008A1 (en) | Process for controlling the nip force/pressure between two rotating cylinders | |
| JP4723459B2 (ja) | 被圧延薄板の巻取時のしわ発生防止方法及び装置 | |
| EP2704948A1 (de) | Schlauchbeutelmaschine und verfahren zum betreiben einer schlauchbeutelmaschine | |
| US5951817A (en) | Single facer having an auxiliary nip | |
| CN103097120B (zh) | 包括缝合步骤的用于制备未硫化轮胎胎胚的方法 | |
| JP2011050991A (ja) | 厚板剪断設備、鋼板蛇行制御方法および鋼板蛇行防止方法 | |
| EP2792477A1 (en) | A corrugation device for sheets of paper material | |
| JP2004035140A (ja) | 張力補正装置 | |
| DE4215252A1 (de) | Verfahren und Vorrichtung zum Aneinanderschweißen von langen Blechbahnen | |
| JP3660789B2 (ja) | 金属条材の増肉加工方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20110510 |