JP2009197897A - ローラギアカム調整機構及びローラギアカム調整方法 - Google Patents
ローラギアカム調整機構及びローラギアカム調整方法 Download PDFInfo
- Publication number
- JP2009197897A JP2009197897A JP2008040037A JP2008040037A JP2009197897A JP 2009197897 A JP2009197897 A JP 2009197897A JP 2008040037 A JP2008040037 A JP 2008040037A JP 2008040037 A JP2008040037 A JP 2008040037A JP 2009197897 A JP2009197897 A JP 2009197897A
- Authority
- JP
- Japan
- Prior art keywords
- cam
- roller gear
- gear cam
- shaft
- adjusting member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Transmission Devices (AREA)
Abstract
【課題】小型化及びカム調整作業の作業性を向上させることができるローラギアカム調整機構及びローラギアカム調整方法を提供すること。
【解決手段】
【請求項1】ローラギアカム調整機構K1は、回転可能なタレットポスト4の外周部に設けられたカムフォロア3と、カムフォロア3を間欠的に送るためのローラギアカム1と、ローラギアカム1の軸となるカム軸5と、前記カム軸5を回転自在に支持する一対のベアリング7と、ベアリング7が備えられたボディ6と、を備えている。ローラギアカム調整機構K1は、ベアリングを支持してねじ部材によってボディ6内に固定される位置調整部材8を有している。
【選択図】図2
【解決手段】
【請求項1】ローラギアカム調整機構K1は、回転可能なタレットポスト4の外周部に設けられたカムフォロア3と、カムフォロア3を間欠的に送るためのローラギアカム1と、ローラギアカム1の軸となるカム軸5と、前記カム軸5を回転自在に支持する一対のベアリング7と、ベアリング7が備えられたボディ6と、を備えている。ローラギアカム調整機構K1は、ベアリングを支持してねじ部材によってボディ6内に固定される位置調整部材8を有している。
【選択図】図2
Description
本発明は、ローラギアカムとカムフォロアとの係合を調整するローラギアカム調整機構及びローラギアカム調整方法に関する。
従来、ローラギアカムにカムフォロアを係合させて切削工具等を間欠的に旋回動作させるカム機構を利用した機械としては、例えば、特許文献1に開示された割り出し装置や、特許文献2に開示されたタレットヘッドが知られている。このようなカム機構を利用して切削工具等を交換する装置では、カムフォロアに対するローラギアカムの位置が設定した位置に正確に配置されていることが、製品を正確な寸法に仕上げる上で必要となっている。
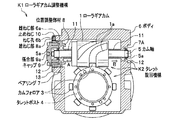
図5は、従来のタレットヘッドを示す図であり、(a)はカム軸の設置状態を示す要部断面図、(b)はローラギアカムとカムフォロアとの係合状態を示す要部拡大図である。
図5(a)、(b)に示すように、従来、タレットヘッドを有する機械では、カム軸500に設けられたローラギアカム100を電動機(図示省略)で回転させることで、カムフォロア300を間欠的に回動させてタレットポスト400を旋回動作させている。ローラギアカム100は、カム軸500に軸方向へ移動可能に設けられて、このローラギアカム100の両側に軸装されたナット200,200によって固定され、軸方向(矢印A,B方向)の移動が抑制されている。このナット200,200は、機械を組立後、スパナで回動して緩め、ローラギアカム100を軸方向(矢印A,B方向)に移動させることによって、ローラギアカム100のカム溝100aとカムフォロア300との係合位置を適正な状態に調整するためのローラギアカム調整機構K100としての機能も果たしている。
図5(a)、(b)に示すように、従来、タレットヘッドを有する機械では、カム軸500に設けられたローラギアカム100を電動機(図示省略)で回転させることで、カムフォロア300を間欠的に回動させてタレットポスト400を旋回動作させている。ローラギアカム100は、カム軸500に軸方向へ移動可能に設けられて、このローラギアカム100の両側に軸装されたナット200,200によって固定され、軸方向(矢印A,B方向)の移動が抑制されている。このナット200,200は、機械を組立後、スパナで回動して緩め、ローラギアカム100を軸方向(矢印A,B方向)に移動させることによって、ローラギアカム100のカム溝100aとカムフォロア300との係合位置を適正な状態に調整するためのローラギアカム調整機構K100としての機能も果たしている。
カム軸500は、一端部側がベアリング700A及びカム軸フランジ(リテーナ)800を介在してボディ600に支持され、他端部側がベアリング700Bを介在してボディ600に支持されている。一端部側のベアリング700Aは、エンドキャップ900をカム軸フランジ800にボルトB100で固定することによって、エンドキャップ900とカム軸フランジ800とに挟持される。そのカム軸フランジ800は、ボルトB200によってボディ600に固定されている。
特開2000−117514号公報
特許第2984220号公報
しかしながら、図5(a)、(b)に示すようなローラギアカム調整機構K100では、ボディ600に内設されたナット200,200をスパナ等で回動させることによって、ローラギアカム100をカム軸500の軸方向に移動させてカム調整を行っていた。このカム調整を行うためには、ボディ600内のナット200,200にスパナを係合させて回動させなければならないので、スパナをナット200,200に係合させて回動させるための空間を、ローラギアカム100の周辺のボディ600内に確保する必要がある。その結果、機械全体が大型化するという問題点があった。
このようなローラギアカム調整機構K100を有する機械の小型化を図るためには、ローラギアカム100の周辺を極力狭くしなければならないが、ローラギアカム100の周辺を狭くした場合、スパナで行うナット200,200の位置調整作業が行い難くなり、作業性が悪くなるという問題点があった。
この問題点を軽減させるためには、ナット200,200の位置調整を行う専用の治具を使用しなければならないので、治具の取り扱いが煩雑になるという問題点があった。
この問題点を軽減させるためには、ナット200,200の位置調整を行う専用の治具を使用しなければならないので、治具の取り扱いが煩雑になるという問題点があった。
前記ローラギアカム調整機構K100は、ボディ600に内設されたナット200,200を回動させてローラギアカム100の位置を調整するので、ローラギアカム100及びナット200,200を作業者が目視しながら調整作業を行うことが困難であり、作業性が悪いという問題点があった。
このようなローラギアカム調整機構K100を使用してローラギアカム100の位置調整を行う場合は、ローラギアカム100が適正な位置になるまで調整作業を何度も繰り返して行うことが多く、作業効率が悪いという問題点があった。
このようなローラギアカム調整機構K100を使用してローラギアカム100の位置調整を行う場合は、ローラギアカム100が適正な位置になるまで調整作業を何度も繰り返して行うことが多く、作業効率が悪いという問題点があった。
そこで、本発明は、このような問題点を解決するために創案されたものであり、小型化及びカム調整作業の作業性を向上させることができるローラギアカム調整機構及びローラギアカム調整方法を提供することを目的とする。
前記課題を解決するため、請求項1のローラギアカム調整機構の発明は、回転可能な回転体の外周部に設けられたカムフォロアと、該カムフォロアを間欠的に送るためのローラギアカムと、該ローラギアカムの軸となるカム軸と、前記カム軸を回転自在に支持し軸方向に一体に移動するように設けられたベアリングと、該ベアリングが備えられたボディと、を備えたローラギアカム調整機構であって、前記ボディに前記カム軸の軸方向に移動可能に設けられて、前記ベアリングを支持する位置調整部材を有することを特徴とする。
かかる構成によれば、ボディにカム軸の軸方向に移動可能に設けられて、ベアリングを支持する位置調整部材を有するので、位置調整部材をカム軸の軸方向に移動させることによって、ベアリング、カム軸及びローラギアカムをカム軸の軸方向に移動させることが可能となる。このため、位置調整部材の位置を移動させることによって、ローラギアカムとカムフォロアとを所望の位置状態に調整することが可能となる。
この場合、例えば、位置調整部材をボディの外部からカム軸の軸方向に移動できるようにすれば、カムフォロアに係合するローラギアカムのカム調整をボディの外部から行うことが可能となる。そして、従来、ローラギアカムの位置調整に使用していた位置調整用の治具やスパナ等が不要となり、それらの工具をボディ内に挿入して回動させることが不要になるのに伴って、工具の回動スペースも不要となる。このため、カム機構の小型化及びカム調整作業の作業性を向上させることができる。
この場合、例えば、位置調整部材をボディの外部からカム軸の軸方向に移動できるようにすれば、カムフォロアに係合するローラギアカムのカム調整をボディの外部から行うことが可能となる。そして、従来、ローラギアカムの位置調整に使用していた位置調整用の治具やスパナ等が不要となり、それらの工具をボディ内に挿入して回動させることが不要になるのに伴って、工具の回動スペースも不要となる。このため、カム機構の小型化及びカム調整作業の作業性を向上させることができる。
請求項2のローラギアカム調整機構の発明は、請求項1に記載のローラギアカム調整機構であって、前記位置調整部材は、ねじ部材によって前記ボディに固定されることを特徴とする。
かかる構成によれば、ねじ部材を緩めることによって位置調整部材を移動させて、位置調整部材、ベアリング、カム軸及びローラギアカムをカム軸の軸方向に移動させることが可能となる。このため、ローラギアカムを適正な位置に位置決めした後、ねじ部材で位置調整部材をボディに固定すれば、ローラギアカムとカムフォロアとを所望の位置状態に保持することが可能となる。
請求項3のローラギアカム調整機構の発明は、請求項2に記載のローラギアカム調整機構であって、前記位置調整部材は、当該位置調整部材の外周部に雄ねじ部を有し、前記ボディは、前記雄ねじ部が螺合する雌ねじ部を有することを特徴とする。
かかる構成によれば、位置調整部材は、この位置調整部材の外周部の雄ねじ部が、ボディの雌ねじ部に螺合しているので、位置調整部材を回動させれば、カム軸の軸方向に移動する。その位置調整部材は、ローラギアカムのカム軸をベアリングを介在して支持しているので、位置調整部材を回動させれば、ボディに対してベアリングと共にローラギアカムが軸方向に進退するようになる。このため、位置調整部材を回動することによって、ローラギアカムを軸方向に移動させて、ローラギアカムとカムフォロアとの係合位置や係合具合(バックラッシュ)を調整することができる。
請求項4のローラギアカム調整機構の発明は、請求項3に記載のローラギアカム調整機構であって、前記位置調整部材の外側には、外面に係合部を有するキャップが設けられ、前記キャップは、工具等を前記係合部に係合させて当該キャップを回動することによって、前記位置調整部材を回動させて前記ベアリングを軸方向に進退させることを特徴とする。
かかる構成によれば、キャップは、工具等を係合部に係合させてキャップを回動することによって、位置調整部材を回動させてベアリングを軸方向に進退させることができる。
請求項4のローラギアカム調整機構の発明は、請求項1ないし請求項4いずれか1項に記載のローラギアカム調整機構であって、前記ボディの外周部には、前記位置調整部材の回転を抑制するねじ部材が挿入されるねじ孔が穿設されていることを特徴とする。
かかる構成によれば、ボディの外周部には、ねじ部材を挿入するためのねじ孔が穿設されているので、そのねじ部材を緩めたり、ねじ込んで固定したりするにより、位置調整部材を適正な位置に移動させてローラギアカムをカム調整したり、ローラギアカムとカムフォロアとが係合する適性な位置に固定したりすることが可能となる。
請求項5のローラギアカム調整方法の発明は、請求項1ないし請求項5のいずれか1項に記載のローラギアカム調整機構を用いたローラギアカム調整方法であって、前記ローラギアカムと前記ベアリングとは、前記カム軸に嵌合された支持手段によって前記カム軸の軸方向に対する移動が抑制され、前記位置調整部材は、前記ボディに螺合することによって前記カム軸の軸方向に対する移動が抑制され、前記位置調整部材は、当該位置調整部材を回転させることによって前記ローラギアカムを前記カム軸の軸方向へ移動させ、前記ローラギアカムと前記カムフォロアとが係合する適正な位置で、前記位置調整部材をねじ部材で前記ボディに固定させることを特徴とする。
かかる構成によれば、ローラギアカムとベアリングと位置調整部材とは、位置調整部材を回転させてローラギアカムをカム軸の軸方向へ移動させることにより、ローラギアカムを適正な位置にカム調整した位置調整部材をねじ部材でボディに固定させて、その状態に保持することができる。
本発明の請求項1に係るローラギアカム調整機構によれば、ローラギアカムとカムフォロアの位置調整をボディの外部から行うことが可能となるので、従来のボディ内のローラギアカムの周辺にスパナを回動させるためのスペースを確保することを解消できる。その結果、位置調整作業のローラギアカムの位置調整作業の簡素化して作業性の向上と、機構全体の小型化とを図ることができる。
本発明の請求項2に係るローラギアカム調整機構によれば、ねじ部材で位置調整部材をボディに固定することによって、カムフォロアに対してローラギアカムを適正な位置に位置決めした状態を保持することができる。
本発明の請求項3に係るローラギアカム調整機構によれば、カム軸の端部に設置された位置調整部材を軸方向に進退させることによって、カム軸に設置されているローラギアカムの位置を調整できる。このため、カムフォロアに係合するローラギアカムの位置調整をボディの外部から行うことができる。その結果、ローラギアカムとカムフォロアとのカム調整作業が行い易くなり、作業性を向上させることができる。
本発明の請求項4に係るローラギアカム調整機構によれば、キャップは、工具等を係合部に係合させてキャップを回動することにより、位置調整部材が回動してベアリング、カム軸及びローラギアカムを軸方向に進退させて、ローラギアカムの位置を調整することができる。このローラギアカムとカムフォロアとの係合位置の調整を行う際には、キャップが機構の外側に配置されているので、キャップの進退移動する距離や工具等の係合部位等を視認しながら位置調整作業ができるため、カム調整作業が行い易い。
本発明の請求項5に係るローラギアカム調整機構によれば、ボディの外周部にねじ孔が穿設されていることによって、ねじ部材を視認しながら回動操作してローラギアカムの位置調整を行うことができる。このため、ローラギアカムとカムフォロアとの係合位置の調整が行い易く、カム調整作業の作業性を向上させることができる。
本発明の請求項6に係るローラギアカム調整方法によれば、カムフォロアに係合するローラギアカムの位置調整をボディの外部から行うことができると共に、機械の小型化及び位置調整作業の作業性を向上させることができる。
以下、図1〜図3を参照して本発明の実施形態に係るローラギアカム調整機構及びローラギアカム調整方法を説明する。
本発明に係るローラギアカム調整機構及びローラギアカム調整方法は、ローラギアカムを備えたカム軸を軸方向に移動させて、ローラギアカムをカムフォロアに係合する適正な位置にカム調整する装置であれば、その使用用途は特に限定されない。以下、タレットヘッドに使用した場合を例に挙げて説明する。
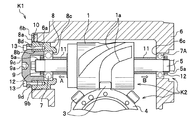
図1は、本発明の実施形態に係るローラギアカム調整機構の設置状態を示す要部概略斜視図である。図2は、タレットヘッドにおけるカム軸の設置状態を示す要部断面図である。図3は、図2の要部拡大図であり、ローラギアカムとカムフォロアとの係合状態を示す図である。
本発明のローラギアカム調整機構K1を説明する前に、まず、ローラギアカム調整機構K1が使用される自動機M及びこの自動機Mに設けられているタレット旋回機構K2について説明する。
本発明に係るローラギアカム調整機構及びローラギアカム調整方法は、ローラギアカムを備えたカム軸を軸方向に移動させて、ローラギアカムをカムフォロアに係合する適正な位置にカム調整する装置であれば、その使用用途は特に限定されない。以下、タレットヘッドに使用した場合を例に挙げて説明する。
図1は、本発明の実施形態に係るローラギアカム調整機構の設置状態を示す要部概略斜視図である。図2は、タレットヘッドにおけるカム軸の設置状態を示す要部断面図である。図3は、図2の要部拡大図であり、ローラギアカムとカムフォロアとの係合状態を示す図である。
本発明のローラギアカム調整機構K1を説明する前に、まず、ローラギアカム調整機構K1が使用される自動機M及びこの自動機Mに設けられているタレット旋回機構K2について説明する。
≪自動機の構成≫
図1に示すように、自動機Mは、例えば、4軸のタレットヘッドTをセルフィーダ(登録商標)Fに取り付けたタレットヘッドユニットからなる。例えば、電動機Dでカム軸5のローラギアカム1を回転させて、ローラギアカム1とカムフォロア3(図2参照)とのカム機構を駆動させることによって、このカムフォロア3(図2参照)の間欠的な回転でタレットポスト4のスピンドルSを適宜に割り出し動作させて別のスピンドルSに交換し、種々の作業ができる数値自動制御工作機械に使用される。自動機Mは、電動機Dと、ローラギアカム調整機構K1と、タレットヘッドTと、タレット旋回機構K2を主に備えている。この自動機Mは、多数の種類の異なる工具を自動的に作業位置に持って来る自動交換装置(Automatic Tool Changer)を備え、プログラムに従って主軸に回転工具が自動的に取り付けられる機械(ユニット)であり、工作物の取り付けを変えずに、1台で同軸上の穴あけ、面取り、リーマ、ねじ立て等の種々の切削作業ができる。
なお、この自動機Mは、さらに、X軸方向およびY軸方向の動きを追加すれば、マシニングセンタの自動工具交換装置として使用できるようになる。
図1に示すように、自動機Mは、例えば、4軸のタレットヘッドTをセルフィーダ(登録商標)Fに取り付けたタレットヘッドユニットからなる。例えば、電動機Dでカム軸5のローラギアカム1を回転させて、ローラギアカム1とカムフォロア3(図2参照)とのカム機構を駆動させることによって、このカムフォロア3(図2参照)の間欠的な回転でタレットポスト4のスピンドルSを適宜に割り出し動作させて別のスピンドルSに交換し、種々の作業ができる数値自動制御工作機械に使用される。自動機Mは、電動機Dと、ローラギアカム調整機構K1と、タレットヘッドTと、タレット旋回機構K2を主に備えている。この自動機Mは、多数の種類の異なる工具を自動的に作業位置に持って来る自動交換装置(Automatic Tool Changer)を備え、プログラムに従って主軸に回転工具が自動的に取り付けられる機械(ユニット)であり、工作物の取り付けを変えずに、1台で同軸上の穴あけ、面取り、リーマ、ねじ立て等の種々の切削作業ができる。
なお、この自動機Mは、さらに、X軸方向およびY軸方向の動きを追加すれば、マシニングセンタの自動工具交換装置として使用できるようになる。
≪タレット旋回機構≫
タレット旋回機構K2は、カム軸5に設けられたローラギアカム1を電動機Dの回転によってカムフォロア3を介してタレットポスト4を一定角度分を旋回動作させる機構である。タレットヘッド旋回機構K2は、ローラギアカム1と、カム軸5と、カムフォロア3と、ローラギアカム調整機構K1とを主に備えて構成されている。
タレット旋回機構K2は、カム軸5に設けられたローラギアカム1を電動機Dの回転によってカムフォロア3を介してタレットポスト4を一定角度分を旋回動作させる機構である。タレットヘッド旋回機構K2は、ローラギアカム1と、カム軸5と、カムフォロア3と、ローラギアカム調整機構K1とを主に備えて構成されている。
<ローラギアカムの構成>
図2に示すように、ローラギアカム1は、外周面にカム溝1aを有する立体カムの一種である円筒カムであり、カムフォロア3を介在してタレットポスト4を間欠的に回動させる送り動作を行うためのカムである。ローラギアカム1は、カム軸5に沿って円柱形状に形成されて、カム軸5を挿入するための軸孔(図示省略)と、カムフォロア3が係合するカム溝1aと、を有している。
ローラギアカム1の軸孔には、キー溝が形成されて、カム軸5に対してローラギアカム1が軸方向(矢印A,B方向)に移動可能に設置されている。ローラギアカム1は、両側にカラー11,11及びベアリング7,7Aを介在してカム軸5の雄ねじ部5a,5aにナット12,12を螺合することで、カム軸5に対して軸方向への移動が抑制されている。
カム溝1aは、ローラギアカム1の外周面に形成された曲線状の複数の溝からなり、カムフォロア3が係合されている。カム溝1aは、例えば、ローラギアカム1が1回転すると、カムフォロア3を45度回動させるように形成されて、隣設された別のカムフォロア3が別のカム溝1aに連続的に係合するようになっている。したがって、ローラギアカム1は、2回転すると、カムフォロア3を90度回転させて、タレットヘッドTを割り出すようになっている。
図2に示すように、ローラギアカム1は、外周面にカム溝1aを有する立体カムの一種である円筒カムであり、カムフォロア3を介在してタレットポスト4を間欠的に回動させる送り動作を行うためのカムである。ローラギアカム1は、カム軸5に沿って円柱形状に形成されて、カム軸5を挿入するための軸孔(図示省略)と、カムフォロア3が係合するカム溝1aと、を有している。
ローラギアカム1の軸孔には、キー溝が形成されて、カム軸5に対してローラギアカム1が軸方向(矢印A,B方向)に移動可能に設置されている。ローラギアカム1は、両側にカラー11,11及びベアリング7,7Aを介在してカム軸5の雄ねじ部5a,5aにナット12,12を螺合することで、カム軸5に対して軸方向への移動が抑制されている。
カム溝1aは、ローラギアカム1の外周面に形成された曲線状の複数の溝からなり、カムフォロア3が係合されている。カム溝1aは、例えば、ローラギアカム1が1回転すると、カムフォロア3を45度回動させるように形成されて、隣設された別のカムフォロア3が別のカム溝1aに連続的に係合するようになっている。したがって、ローラギアカム1は、2回転すると、カムフォロア3を90度回転させて、タレットヘッドTを割り出すようになっている。
<カム軸の構成>
図3に示すように、カム軸5は、ローラギアカム1の回転軸となる軸棒であり、両端部に軸入されたベアリング7,7Aによってボディ6に対して回動自在に支持されている。カム軸5には、中央部に配置したローラギアカム1の両側にそれぞれカラー11,11、ベアリング7,7Aを介在してナット12,12を螺合させることによって、それらの部材がカム軸5に嵌入されている。カム軸5は、一端側に、ローラギアカム1をカム軸5の軸方向に移動させて位置を調整するローラギアカム調整機構K1が設けられ、他端側に、電動機Dに連続回転してカム軸5を回転させるための歯車(図示省略)が設けられている。
図3に示すように、カム軸5は、ローラギアカム1の回転軸となる軸棒であり、両端部に軸入されたベアリング7,7Aによってボディ6に対して回動自在に支持されている。カム軸5には、中央部に配置したローラギアカム1の両側にそれぞれカラー11,11、ベアリング7,7Aを介在してナット12,12を螺合させることによって、それらの部材がカム軸5に嵌入されている。カム軸5は、一端側に、ローラギアカム1をカム軸5の軸方向に移動させて位置を調整するローラギアカム調整機構K1が設けられ、他端側に、電動機Dに連続回転してカム軸5を回転させるための歯車(図示省略)が設けられている。
<ベアリングの構成>
ベアリング7,7Aは、カラー11,11を介在してローラギアカム1を挟んでカム軸5を回転自在に支持する一対の軸支部材であり、例えば、ボールベアリングからなる。一端側(ローラギアカム調整機構K1側)のベアリング7は、回転側(内輪側)が、カム軸5に嵌合されてカラー11とナット12とによって保持され、固定側(外輪側)が、位置調整部材8の小径部8cに内設されると共に、小径部8cの段差部分とキャップ9とによって挟持されている。他端側(電動機D側)のベアリング7は、回転側が、カム軸5に嵌合されてカラー11とナット12とによって保持され、固定側が、ボディ6の軸孔6cに装着されている。
ベアリング7,7Aは、カラー11,11を介在してローラギアカム1を挟んでカム軸5を回転自在に支持する一対の軸支部材であり、例えば、ボールベアリングからなる。一端側(ローラギアカム調整機構K1側)のベアリング7は、回転側(内輪側)が、カム軸5に嵌合されてカラー11とナット12とによって保持され、固定側(外輪側)が、位置調整部材8の小径部8cに内設されると共に、小径部8cの段差部分とキャップ9とによって挟持されている。他端側(電動機D側)のベアリング7は、回転側が、カム軸5に嵌合されてカラー11とナット12とによって保持され、固定側が、ボディ6の軸孔6cに装着されている。
<カラー及びナットの構成>
カラー11,11は、金属製の円筒状の部材であり、ローラギアカム1とベアリング7,7Aとの間に介在されて、ローラギアカム1の軸方向の位置を調整するための部材である。
ナット12,12は、図3に示すカム軸5の両端部に形成された雄ねじ部5aに螺合することによって、カム軸5に嵌入されたベアリング7,7A、カラー11,11及びローラギアカム1の軸方向に移動を抑制するものである。このナット12,12によって、カム軸5とベアリング7,7Aとカラー11,11とローラギアカム1とがカム軸5の外周に固定されて、それらが一体に軸方向に移動するようになっている。
なお、カラー11,11及びナット12,12は、特許請求の範囲に記載の「支持部材」に相当する。
カラー11,11は、金属製の円筒状の部材であり、ローラギアカム1とベアリング7,7Aとの間に介在されて、ローラギアカム1の軸方向の位置を調整するための部材である。
ナット12,12は、図3に示すカム軸5の両端部に形成された雄ねじ部5aに螺合することによって、カム軸5に嵌入されたベアリング7,7A、カラー11,11及びローラギアカム1の軸方向に移動を抑制するものである。このナット12,12によって、カム軸5とベアリング7,7Aとカラー11,11とローラギアカム1とがカム軸5の外周に固定されて、それらが一体に軸方向に移動するようになっている。
なお、カラー11,11及びナット12,12は、特許請求の範囲に記載の「支持部材」に相当する。
図1に示すように、電動機Dは、歯車減速機構を介在してローラギアカム1を有するカム軸5を回転させることによって、カム軸5等のタレット旋回機構K2を旋回送りさせるための動力源である。電動機Dは、ローラギアカム1を回転させることによって、スピンドルSを組み付けたタレットポスト4を旋回させるようになっている。
≪タレットヘッド及びタレットポストの構成≫
タレットヘッドTは、工具が取り付けられる複数のスピンドルSと、スピンドルSを支持しているタレットポスト4と、タレットポスト4を旋回割り出し駆動させるためのカムフォロア3(図2参照)等を備えて構成されている。タレットヘッドTは、セルフィーダ(登録商標)Fに備え付けられて、自動機Mの本体とは分離可能に構成されている。
図1等に示すタレットポスト4は、回転して工作物を旋削する工具等を取り付けるタレット本体を形成する略円板形状の回転工具刃物台であり、このタレットポスト4の内部側には、回転駆動力を出力するユニット駆動軸(図示省略)が設けられている。
タレットヘッドTは、工具が取り付けられる複数のスピンドルSと、スピンドルSを支持しているタレットポスト4と、タレットポスト4を旋回割り出し駆動させるためのカムフォロア3(図2参照)等を備えて構成されている。タレットヘッドTは、セルフィーダ(登録商標)Fに備え付けられて、自動機Mの本体とは分離可能に構成されている。
図1等に示すタレットポスト4は、回転して工作物を旋削する工具等を取り付けるタレット本体を形成する略円板形状の回転工具刃物台であり、このタレットポスト4の内部側には、回転駆動力を出力するユニット駆動軸(図示省略)が設けられている。
<カムフォロアの構成>
図2に示すように、カムフォロア3は、ローラギアカム1のカム溝1aに係合されて、タレットポスト4を間欠的に回動させてスピンドルS(図1参照)の割り出しを行うための係合部分であり、例えば、ローラ形状に形成されている。カムフォロア3は、スピンドルSの数及び設置位置に適合させてタレットポスト4の外周に等間隔に放射状に複数(例えば、8個)設けられて、カム溝1aに係合する突起状のものからなる。
図2に示すように、カムフォロア3は、ローラギアカム1のカム溝1aに係合されて、タレットポスト4を間欠的に回動させてスピンドルS(図1参照)の割り出しを行うための係合部分であり、例えば、ローラ形状に形成されている。カムフォロア3は、スピンドルSの数及び設置位置に適合させてタレットポスト4の外周に等間隔に放射状に複数(例えば、8個)設けられて、カム溝1aに係合する突起状のものからなる。
<スピンドル及びセルフィーダ(登録商標)の構成>
図1に示すスピンドルSは、工作物を切削する工具(図示省略)を取り付けて回転させるための主軸であり、例えば、タレットポスト4に等間隔で放射状に4つ設けられている。
セルフィーダ(登録商標)Fは、工作物を加工する際にタレットヘッドTを送るための装置であり、送り速度等が任意に調整できるようになっている。このセルフィーダ(登録商標)Fは、タレットヘッドTをスライドテーブル(図示省略)に沿って移動可能に一体化させて設けられている。
図1に示すスピンドルSは、工作物を切削する工具(図示省略)を取り付けて回転させるための主軸であり、例えば、タレットポスト4に等間隔で放射状に4つ設けられている。
セルフィーダ(登録商標)Fは、工作物を加工する際にタレットヘッドTを送るための装置であり、送り速度等が任意に調整できるようになっている。このセルフィーダ(登録商標)Fは、タレットヘッドTをスライドテーブル(図示省略)に沿って移動可能に一体化させて設けられている。
≪ローラギアカム調整機構の構成≫
図2に示すように、ローラギアカム調整機構K1は、カム軸5を軸方向(矢印A,B方向)に移動させることによって、カム軸5に設けられたローラギアカム1を軸方向に移動させて、カム溝1aとカムフォロア3との係合位置を適正な位置状態にカム調整するものである。ローラギアカム調整機構K1は、前記カムフォロア3と、前記ローラギアカム1と、前記カム軸5と、前記ベアリング7,7Aと、それらの部材が設けられるボディ6と、カム軸5の雌ねじ部5aに取り付けられる位置調整部材8と、この位置調整部材8とでベアリング7を挟持するキャップ9と、位置調整部材8をボディ6に固定するためのねじ部材10と、を備えて構成されている。
ローラギアカム調整機構K1において、ローラギアカム1とベアリング7と位置調整部材8とは、カラー11,11及びナット12,12によって、カム軸5の軸方向に対する相対的な移動が抑制されている。ローラギアカム調整機構K1は、機械を組立後、ボディ6内で位置調整部材8を回転させてローラギアカム1をカム軸5の軸方向へ移動させて、ローラギアカム1のカム溝1aとカムフォロア3とが係合する適正な位置で、位置調整部材8をねじ部材10でボディ6に固定させることができるようになっている。
図2に示すように、ローラギアカム調整機構K1は、カム軸5を軸方向(矢印A,B方向)に移動させることによって、カム軸5に設けられたローラギアカム1を軸方向に移動させて、カム溝1aとカムフォロア3との係合位置を適正な位置状態にカム調整するものである。ローラギアカム調整機構K1は、前記カムフォロア3と、前記ローラギアカム1と、前記カム軸5と、前記ベアリング7,7Aと、それらの部材が設けられるボディ6と、カム軸5の雌ねじ部5aに取り付けられる位置調整部材8と、この位置調整部材8とでベアリング7を挟持するキャップ9と、位置調整部材8をボディ6に固定するためのねじ部材10と、を備えて構成されている。
ローラギアカム調整機構K1において、ローラギアカム1とベアリング7と位置調整部材8とは、カラー11,11及びナット12,12によって、カム軸5の軸方向に対する相対的な移動が抑制されている。ローラギアカム調整機構K1は、機械を組立後、ボディ6内で位置調整部材8を回転させてローラギアカム1をカム軸5の軸方向へ移動させて、ローラギアカム1のカム溝1aとカムフォロア3とが係合する適正な位置で、位置調整部材8をねじ部材10でボディ6に固定させることができるようになっている。
<ボディの構成>
ボディ6は、ベアリング7,7Aが取り付けられる自動機Mのハウジングであり、雄ねじ部8aが螺合する雌ねじ部6aを有している。ボディ6の外周部には、位置調整部材8の回転(ねじ部の緩み)を抑制するねじ部材10が挿入されるねじ孔6bが穿設されている。
ボディ6は、ベアリング7,7Aが取り付けられる自動機Mのハウジングであり、雄ねじ部8aが螺合する雌ねじ部6aを有している。ボディ6の外周部には、位置調整部材8の回転(ねじ部の緩み)を抑制するねじ部材10が挿入されるねじ孔6bが穿設されている。
<位置調整部材の構成>
図3に示すように、位置調整部材8は、この位置調整部材8に内設した一方のベアリング7をカム軸5、ローラギアカム1等と共にボディ6に対してカム軸5の軸方向に移動させて、ローラギアカム1の位置を調整するための部材である。位置調整部材8には、雄ねじ部8aと、大径部8bと、小径部8cと、ねじ穴8dと、が形成されている。位置調整部材8は、外周部に雄ねじ部8a、内側に大径部8b及び小径部8cを有する円筒状のねじ部材である。この位置調整部材8を回動させることによって、ベアリング7、ナット12、カラー11、カム軸5及びローラギアカム1が共にカム軸5の軸方向に移動するように設けられている。
図3に示すように、位置調整部材8は、この位置調整部材8に内設した一方のベアリング7をカム軸5、ローラギアカム1等と共にボディ6に対してカム軸5の軸方向に移動させて、ローラギアカム1の位置を調整するための部材である。位置調整部材8には、雄ねじ部8aと、大径部8bと、小径部8cと、ねじ穴8dと、が形成されている。位置調整部材8は、外周部に雄ねじ部8a、内側に大径部8b及び小径部8cを有する円筒状のねじ部材である。この位置調整部材8を回動させることによって、ベアリング7、ナット12、カラー11、カム軸5及びローラギアカム1が共にカム軸5の軸方向に移動するように設けられている。
雄ねじ部8aは、ボディ6の雌ねじ部6aに螺合する部分であり、位置調整部材8の外周部の外側端部に形成されている。この雄ねじ部8aは、ボディ6のねじ孔6bに螺合された止めねじ(ねじ部材)10の先端部が押圧することによって、位置調整部材8がボディ6内に固定されて軸方向の移動が抑制されるようになっている。
大径部8bは、ベアリング7とキャップ9の円筒部9bとが挿入される部分であり、位置調整部材8の外側内周部に形成されている。
小径部8cは、ベアリング7の外輪のローラギアカム1側の端面が当接して、キャップ9の円筒部9bの端面とでベアリング7を挟持する部分であり、位置調整部材8のローラギアカム1側の内側端部に段差状に形成されている。小径部8cは、キャップ9によって閉塞される。この小径部8cは、ベアリング7の位置決めの役目を果たす。
ねじ穴8dは、キャップ9を位置調整部材8に固定するための締結部材(例えば、穴付きボルト)13が螺着される雌ねじ部分であり、位置調整部材8の外側端面に複数形成されている。
大径部8bは、ベアリング7とキャップ9の円筒部9bとが挿入される部分であり、位置調整部材8の外側内周部に形成されている。
小径部8cは、ベアリング7の外輪のローラギアカム1側の端面が当接して、キャップ9の円筒部9bの端面とでベアリング7を挟持する部分であり、位置調整部材8のローラギアカム1側の内側端部に段差状に形成されている。小径部8cは、キャップ9によって閉塞される。この小径部8cは、ベアリング7の位置決めの役目を果たす。
ねじ穴8dは、キャップ9を位置調整部材8に固定するための締結部材(例えば、穴付きボルト)13が螺着される雌ねじ部分であり、位置調整部材8の外側端面に複数形成されている。
<キャップの構成>
図3に示すように、キャップ9は、位置調整部材8の大径部8bに円筒部9bを挿入して位置調整部材8内のベアリング7の外輪を小径部8cとで挟持すると共に、位置調整部材8の外側に大径部8bを覆うように固定されて、位置調整部材8と共に回動するように設けられるリテーナである。キャップ9には、蓋部9cと、円筒部9bと、係合部9aと、貫通孔9dと、円筒部9bと、が形成されている。キャップ9は、工具等を係合部9aに係合させてこのキャップ9と共に位置調整部材8を回動させることにより、ベアリング7を軸方向に進退させてカム調整する機能を備えている。
図3に示すように、キャップ9は、位置調整部材8の大径部8bに円筒部9bを挿入して位置調整部材8内のベアリング7の外輪を小径部8cとで挟持すると共に、位置調整部材8の外側に大径部8bを覆うように固定されて、位置調整部材8と共に回動するように設けられるリテーナである。キャップ9には、蓋部9cと、円筒部9bと、係合部9aと、貫通孔9dと、円筒部9bと、が形成されている。キャップ9は、工具等を係合部9aに係合させてこのキャップ9と共に位置調整部材8を回動させることにより、ベアリング7を軸方向に進退させてカム調整する機能を備えている。
蓋部9cは、大径部8bより外径が大きく、肉厚が厚く、円盤状に形成されて、外周部にフランジ部を有している。
円筒部9bは、蓋部9cのベアリング7側に一体形成された円筒状の部分であり、先端面でベアリング7を小径部8cの側壁に押圧して挟持できるように配置されている。
係合部9aは、六角レンチ等の工具の先端部が係合される、例えば、六角形の穴であり、蓋部9cの中央部に形成される。その工具を係合部9aに係合してキャップ9と共に位置調整部材8を回動させることによって、カム軸5を軸方向に進退移動させて、ローラギアカム1の位置を調整できるようになっている。
貫通孔9dは、キャップ9を位置調整部材8に固定するための締結部材13が挿通される孔であり、蓋部9cの外周部近傍に複数形成されている。
円筒部9bは、蓋部9cのベアリング7側に一体形成された円筒状の部分であり、先端面でベアリング7を小径部8cの側壁に押圧して挟持できるように配置されている。
係合部9aは、六角レンチ等の工具の先端部が係合される、例えば、六角形の穴であり、蓋部9cの中央部に形成される。その工具を係合部9aに係合してキャップ9と共に位置調整部材8を回動させることによって、カム軸5を軸方向に進退移動させて、ローラギアカム1の位置を調整できるようになっている。
貫通孔9dは、キャップ9を位置調整部材8に固定するための締結部材13が挿通される孔であり、蓋部9cの外周部近傍に複数形成されている。
≪止めねじの構成≫
止めねじ(ねじ部材)10は、ボディ6に穿設されたねじ孔6bに螺合されて、先端が位置調整部材8の外周面に形成された雄ねじ部8aを押圧した状態に当接させることによって、雌ねじ部6aに螺入された雄ねじ部8aが緩むのを防止すると共に、位置調整部材8の回動を抑制するものである。止めねじ10は、いわゆるイモねじ(ビス)等からなり、頭部にマイナスドライバ等の工具に先端が係合する溝が形成されている。
止めねじ(ねじ部材)10は、ボディ6に穿設されたねじ孔6bに螺合されて、先端が位置調整部材8の外周面に形成された雄ねじ部8aを押圧した状態に当接させることによって、雌ねじ部6aに螺入された雄ねじ部8aが緩むのを防止すると共に、位置調整部材8の回動を抑制するものである。止めねじ10は、いわゆるイモねじ(ビス)等からなり、頭部にマイナスドライバ等の工具に先端が係合する溝が形成されている。
≪作用≫
次に、図1〜図3を参照しながら本発明の実施形態に係るローラギアカム調整機構K1及びローラギアカム調整方法の作用を説明する。
図2及び図3に示すように組み付けられたローラギアカム調整機構K1は、通常、ボディ6の雌ねじ部6aに螺合された位置調整部材8の雄ねじ部8aに、ねじ孔6bにねじ込んだ止めねじ10の先端が圧接しているので、位置調整部材8がボディ6に固定されている。このため、ボディ6に対してキャップ9、ベアリング7、ナット12,12、カラー11,11、ローラギアカム1及びカム軸5は、カム軸5の軸方向の移動が抑制されている。なお、ローラギアカム1は、ローラギアカム調整機構K1の組み付けの際に、カム溝1aがカムフォア3に所定位置で係合するように、カラー11,11の軸方向の長さが適正なものを選んでカム軸5に装着することによって、ローラギアカム1の位置決め(第1段目の調整)を行っておく。
次に、図1〜図3を参照しながら本発明の実施形態に係るローラギアカム調整機構K1及びローラギアカム調整方法の作用を説明する。
図2及び図3に示すように組み付けられたローラギアカム調整機構K1は、通常、ボディ6の雌ねじ部6aに螺合された位置調整部材8の雄ねじ部8aに、ねじ孔6bにねじ込んだ止めねじ10の先端が圧接しているので、位置調整部材8がボディ6に固定されている。このため、ボディ6に対してキャップ9、ベアリング7、ナット12,12、カラー11,11、ローラギアカム1及びカム軸5は、カム軸5の軸方向の移動が抑制されている。なお、ローラギアカム1は、ローラギアカム調整機構K1の組み付けの際に、カム溝1aがカムフォア3に所定位置で係合するように、カラー11,11の軸方向の長さが適正なものを選んでカム軸5に装着することによって、ローラギアカム1の位置決め(第1段目の調整)を行っておく。
さらに、図3に示すローラギアカム1を矢印A方向(位置調整部材8側方向)に移動させてカム調整(第2段目の調整)する場合には、まず、止めねじ10を回転して緩めて、止めねじ10の先端を位置調整部材8の雄ねじ部8aから離して、位置調整部材8を回動可能な状態にする。次に、ボディ6の外部にあるキャップ9の係合部9aに工具を挿入して、左方向に回転する。そうすると、位置調整部材8及びベアリング7の外輪が、雄ねじ部8a及び止めねじ10に案内されて回転しながら矢印A方向に移動する。ベアリング7の外輪が矢印A方向に移動したことによって、ベアリング7の内輪、ナット12,12、カラー11,11、ローラギアカム1及びカム軸5も矢印A方向に移動する。このようにして、ローラギアカム1を移動させることによって、ローラギアカム1とカムフォロア3との係合位置を適正な位置に微調整し、バックラッシュも微調整することができる。そして、止めねじ10を締めて位置調整部材8を固定することにより、その適正位置に調整した状態を保持することができる。
なお、キャップ9を反対の右方向に回転させれば、位置調整部材8及びベアリング7の外輪が右回転して、ベアリング7の内輪、ナット12,12、カラー11,11、ローラギアカム1及びカム軸5も矢印B方向に移動して、前記した反対方向の位置調整をすることができる。
このように、カム調整は、ボディ6の外部に露出した状態にある係合部9aに工具を係合させて、キャップ9を回転させれば、作業の邪魔になる部材もない状態で、ローラギアカム1やカム軸5等をこのカム軸5の軸方向に進退移動できるので、カム調整作業が行い易く、カム調整作業の作業性を向上させることができる。
そのカム調整作業は、ボディ6の外部で作業が行えることによって、ねじ回しして、ねじ込む長さとねじ出す長さとを目視して確認しながら位置調整できるので、カム調整する際に、従来のように何度も繰り返して行う位置合わせする必要がない。このため、カム調整作業に要する時間を大幅に短縮することができる。
そのカム調整作業は、ボディ6の外部で作業が行えることによって、ねじ回しして、ねじ込む長さとねじ出す長さとを目視して確認しながら位置調整できるので、カム調整する際に、従来のように何度も繰り返して行う位置合わせする必要がない。このため、カム調整作業に要する時間を大幅に短縮することができる。
ローラギアカム1は、位置調整部材8をボディ6にねじ込んで位置決めを行った後、ボディ6の外部から止めねじ10で位置調整部材8に固定されることによって、位置調整された位置に保持される。このように、本発明では、ローラギアカム1の位置調整作業と、ローラギアカム1の位置固定作業とが、ボディ6の外側で行われるので、作業性が良く、従来のボディ6内で作業するための専用工具が不要となり、一般的な工具で済ようになり、便利である。そして、従来の専用工具をボディ6内に入れるスペースを確保する必要が解消されたので、ボディ6を小型・軽量化することができる。
[変形例]
なお、本発明は、前記実施形態に限定されるものではなく、その技術的思想の範囲内で種々の改造及び変更が可能であり、本発明はこれら改造及び変更された発明にも及ぶことは勿論である。
なお、本発明は、前記実施形態に限定されるものではなく、その技術的思想の範囲内で種々の改造及び変更が可能であり、本発明はこれら改造及び変更された発明にも及ぶことは勿論である。
図4は、本発明の実施形態に係るローラギアカム調整機構の変形例を示す図であり、止めねじでカム芯を調整する場合を示す要部側面図である。
前記止めねじ10は、図4に示すように、位置調整部材8の外周部の3箇所以上の部位に放射状に配置して、ベアリング7、カム軸5及びローラギアカム1(図示省略)の軸芯(カム芯)の位置を調整可能にしてもよい。この場合は、例えば、位置調整部材8の外周のボディ6の三箇所にねじ孔6bを穿設して、3つの止めねじ10のねじ込む量を調整することにより、軸芯の位置やバックラッシュを微調整することができる。
前記止めねじ10は、図4に示すように、位置調整部材8の外周部の3箇所以上の部位に放射状に配置して、ベアリング7、カム軸5及びローラギアカム1(図示省略)の軸芯(カム芯)の位置を調整可能にしてもよい。この場合は、例えば、位置調整部材8の外周のボディ6の三箇所にねじ孔6bを穿設して、3つの止めねじ10のねじ込む量を調整することにより、軸芯の位置やバックラッシュを微調整することができる。
また、前記実施形態では、図3に示す位置調整部材8を回転させるのに、位置調整部材8に固定されたキャップ9の係合部9aに工具を係合させて回転させることを説明したが、位置調整部材8を回転させる方法はこれに限定されるものではない。つまり、位置調整部材8は、ボディ6の外部から工具等で回転できるものであればよく、他の方法で位置調整部材8を回転させても構わない。
例えば、キャップ9は、蓋部9cの外周部をナット状に形成して、スパナ等の工具で回転させてもよい。
例えば、キャップ9は、蓋部9cの外周部をナット状に形成して、スパナ等の工具で回転させてもよい。
なお、ローラギアカム1とカム軸5とは、一体であっても構わない。また、カム溝1aとカムフォロア3とは、互いに係合する関係であればよく、カム溝1aと突起形状に形成して、カムフォロア3を溝状または突起状に形成しても構わない。
1 ローラギアカム
2 ナット
3 カムフォロア
4 タレットポスト(回転体)
5 カム軸
6 ボディ
6a 雌ねじ部
6b ねじ孔
7,7A ベアリング
8 位置調整部材
8a 雄ねじ部
9 キャップ
9a 係合部
10 ねじ部材
11 カラー(支持手段)
12 ナット(支持手段)
K1 ローラギアカム調整機構
K2 タレット旋回機構
M 自動機
T タレットヘッド
2 ナット
3 カムフォロア
4 タレットポスト(回転体)
5 カム軸
6 ボディ
6a 雌ねじ部
6b ねじ孔
7,7A ベアリング
8 位置調整部材
8a 雄ねじ部
9 キャップ
9a 係合部
10 ねじ部材
11 カラー(支持手段)
12 ナット(支持手段)
K1 ローラギアカム調整機構
K2 タレット旋回機構
M 自動機
T タレットヘッド
Claims (6)
- 回転可能な回転体の外周部に設けられたカムフォロアと、該カムフォロアを間欠的に送るためのローラギアカムと、該ローラギアカムの軸となるカム軸と、前記カム軸を回転自在に支持し軸方向に一体に移動するように設けられたベアリングと、該ベアリングが備えられたボディと、を備えたローラギアカム調整機構であって、
前記ボディに前記カム軸の軸方向に移動可能に設けられて、前記ベアリングを支持する位置調整部材を有することを特徴とするローラギアカム調整機構。 - 前記位置調整部材は、ねじ部材によって前記ボディに固定されることを特徴とする請求項1に記載のローラギアカム調整機構。
- 前記位置調整部材は、当該位置調整部材の外周部に雄ねじ部を有し、
前記ボディは、前記雄ねじ部が螺合する雌ねじ部を有することを特徴とする請求項2に記載のローラギアカム調整機構。 - 前記位置調整部材の外側には、外面に係合部を有するキャップが設けられ、
前記キャップは、工具等を前記係合部に係合させて当該キャップを回動することによって、前記位置調整部材を回動させて前記ベアリングを軸方向に進退させることを特徴とする請求項3に記載のローラギアカム調整機構。 - 前記ボディの外周部には、前記位置調整部材の回転を抑制するねじ部材が挿入されるねじ孔が穿設されていることを特徴とする請求項1ないし請求項4いずれか1項に記載のローラギアカム調整機構。
- 請求項1ないし請求項5のいずれか1項に記載のローラギアカム調整機構を用いたローラギアカム調整方法であって、
前記ローラギアカムと前記ベアリングとは、前記カム軸に嵌合された支持手段によって前記カム軸の軸方向に対する移動が抑制され、
前記位置調整部材は、前記ボディに螺合することによって前記カム軸の軸方向に対する移動が抑制され、
前記位置調整部材は、当該位置調整部材を回転させることによって前記ローラギアカムを前記カム軸の軸方向へ移動させ、前記ローラギアカムと前記カムフォロアとが係合する適正な位置で、前記位置調整部材をねじ部材で前記ボディに固定させることを特徴とするローラギアカム調整方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008040037A JP2009197897A (ja) | 2008-02-21 | 2008-02-21 | ローラギアカム調整機構及びローラギアカム調整方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008040037A JP2009197897A (ja) | 2008-02-21 | 2008-02-21 | ローラギアカム調整機構及びローラギアカム調整方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009197897A true JP2009197897A (ja) | 2009-09-03 |
Family
ID=41141620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008040037A Pending JP2009197897A (ja) | 2008-02-21 | 2008-02-21 | ローラギアカム調整機構及びローラギアカム調整方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009197897A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108543994A (zh) * | 2018-04-23 | 2018-09-18 | 芜湖筱笙机电科技有限公司 | 一种防止钻孔堵塞的金属板打孔用钻头 |
| CN111828580A (zh) * | 2019-04-15 | 2020-10-27 | 上海联紫能源科技有限公司 | 一种凸轮蜗杆减速机 |
-
2008
- 2008-02-21 JP JP2008040037A patent/JP2009197897A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108543994A (zh) * | 2018-04-23 | 2018-09-18 | 芜湖筱笙机电科技有限公司 | 一种防止钻孔堵塞的金属板打孔用钻头 |
| CN111828580A (zh) * | 2019-04-15 | 2020-10-27 | 上海联紫能源科技有限公司 | 一种凸轮蜗杆减速机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2095896B1 (en) | Machine tool and workpiece inner surface machining method using the machine tool | |
| JP5348169B2 (ja) | 工作機械及び工具ホルダ | |
| JP2009274146A (ja) | ねじ立て装置 | |
| JP5873670B2 (ja) | アングルヘッド型工具ホルダ | |
| JP2008055562A (ja) | ワーク交換装置、及び、旋盤ユニット | |
| JP2002018609A (ja) | 複合工具 | |
| KR20150117182A (ko) | 키홈 가공장치 | |
| US8479621B2 (en) | Internal machining apparatus for hollow workpiece | |
| WO2019202779A1 (ja) | 工作機械 | |
| JP2014100776A (ja) | フェイスクランプチャックおよび工作機械 | |
| US10092959B2 (en) | Portable lathe machine | |
| JP2009197897A (ja) | ローラギアカム調整機構及びローラギアカム調整方法 | |
| JP5728316B2 (ja) | 多軸工作機械 | |
| JP4572133B2 (ja) | 中空ワークの内面加工装置 | |
| CN119347440A (zh) | 一种多功能机床 | |
| JP5815462B2 (ja) | 旋盤におけるワークの芯ずれ補正機構。 | |
| JP4609337B2 (ja) | タレット旋盤 | |
| CN217493413U (zh) | 一种圆周斜孔分度钻孔夹具 | |
| JP5121361B2 (ja) | 中空ワークの内面加工装置 | |
| JP2010110841A (ja) | 多軸工作機械 | |
| JP2001252825A (ja) | 多軸タップ加工装置 | |
| CN104889448B (zh) | 一种用于锥孔镗削加工的辅助装置 | |
| CN204209451U (zh) | 变速箱排档轴倒角成型夹具 | |
| JP2005001080A (ja) | 軸状ワーク支持駆動装置 | |
| JP2006263828A (ja) | 切削工具 |