JP2009241971A - 合成樹脂製角型ボトル - Google Patents
合成樹脂製角型ボトル Download PDFInfo
- Publication number
- JP2009241971A JP2009241971A JP2008092860A JP2008092860A JP2009241971A JP 2009241971 A JP2009241971 A JP 2009241971A JP 2008092860 A JP2008092860 A JP 2008092860A JP 2008092860 A JP2008092860 A JP 2008092860A JP 2009241971 A JP2009241971 A JP 2009241971A
- Authority
- JP
- Japan
- Prior art keywords
- bottle
- corner
- synthetic resin
- corner surface
- roughened
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920003002 synthetic resin Polymers 0.000 claims description 19
- 239000000057 synthetic resin Substances 0.000 claims description 19
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000007788 roughening Methods 0.000 description 4
- 230000006837 decompression Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
Images



Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
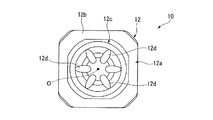
【解決手段】ボトル周方向に沿ってパネル面部15とコーナ面部16とが交互に連設されてなる胴部11を有する合成樹脂製の角型ボトル10であって、胴部11のうち少なくともコーナ面部16の外表面は、粗面加工が施された金型面で成形された粗面化処理面11aとなっている。
【選択図】図1
Description
特に、角型ボトルでは、コーナ面部がボトルの最大径部分を有しているため、このコーナ面部に外力が加わり易く、しかもコーナ面部の面積がパネル面部の面積より小さくなっているので、コーナ面部に力が直接作用した場合のみならず、パネル面部に作用した力がコーナ面部とパネル面部との間の稜線部を越えてコーナ面部に伝播した場合にも、コーナ面部が復元不能な程度までへこみ易くなるおそれがあった。
さらに、コーナ面部の外表面が粗面加工の施された金型面で成形されているので、コーナ面部の外表面が前記金型面に密着するのを抑制することが可能になり、このボトルの金型からの離型性を向上させることができる。したがって、型開き時にコーナ面部に作用する力を低減することが可能になり、コーナ面部でヒケが生ずるのを抑制することができる。
以上より、この角型ボトルを薄肉に形成してもコーナ面部が復元不能な程度までへこむのを抑制することができる。
この場合、粗面化処理面がパネル面部とコーナ面部との間の稜線部の外表面をボトル周方向に跨いでいるので、パネル面部に作用した力が稜線部を越えてコーナ面部に伝播しようとしたときに、この力を稜線部の外表面側で吸収することができる。
以下、ボトル軸線O方向に沿って底部12側を下側といい、口部14側を上側という。
以上より、この角型ボトル10を薄肉に形成してもコーナ面部16が復元不能な程度までへこむのを抑制することができる。
例えば、前記実施形態では、胴部11の外表面のうち環状凹リブ18の上側に位置する部分において、減圧吸収パネル部15cを除く全域を粗面化処理面11aとしたが、前記上側に位置する部分のうち、コーナ面部16だけを粗面化処理面11aとしてもよい。
また、これに代えて、胴部11の外表面のうち環状凹リブ18の下側に位置する部分において、減圧吸収パネル部15cを除く全域を粗面化処理面11aとしてもよいし、さらにこの場合、前記下側に位置する部分のうち、コーナ面部16だけを粗面化処理面11aとしてもよい。
また、胴部11におけるコーナ面部16の外表面を粗面化処理面11aにする場合には、この粗面化処理面11aは、コーナ面部16のみならずこのコーナ面部16にボトル周方向で連なる一対の稜線部17の外表面にも形成するのが好ましい。
また、前記実施形態では、胴部11に環状凹リブ18を形成したが、この環状凹リブ18は形成しなくてもよい。そして、胴部11におけるコーナ面部16の外表面を全域にわたって粗面化処理面11aにしてもよい。
11 胴部
11a 粗面化処理面
12 底部
13 肩部
14 口部
15 パネル面部
16 コーナ面部
17 稜線部
O ボトル軸線
Claims (2)
- ボトル周方向に沿ってパネル面部とコーナ面部とが交互に連設されてなる胴部を有する合成樹脂製の角型ボトルであって、
前記胴部のうち少なくとも前記コーナ面部の外表面は、粗面加工が施された金型面で成形された粗面化処理面となっていることを特徴とする合成樹脂製角型ボトル。 - 請求項1記載の合成樹脂製角型ボトルであって、
前記パネル面部とコーナ面部とは稜線部を介してボトル周方向に沿って交互に連設され、
前記粗面化処理面は、前記稜線部の外表面をボトル周方向に跨いでいることを特徴とする合成樹脂製角型ボトル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008092860A JP2009241971A (ja) | 2008-03-31 | 2008-03-31 | 合成樹脂製角型ボトル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008092860A JP2009241971A (ja) | 2008-03-31 | 2008-03-31 | 合成樹脂製角型ボトル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009241971A true JP2009241971A (ja) | 2009-10-22 |
Family
ID=41304367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008092860A Pending JP2009241971A (ja) | 2008-03-31 | 2008-03-31 | 合成樹脂製角型ボトル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009241971A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9382029B2 (en) | 2011-11-09 | 2016-07-05 | Toyo Seikan Group Holdings, Ltd | Angular resin container and blow molding die |
| JP2017065712A (ja) * | 2015-09-29 | 2017-04-06 | 北海製罐株式会社 | 合成樹脂製多重ボトル |
| JP2017100330A (ja) * | 2015-12-01 | 2017-06-08 | 三笠産業株式会社 | 容器の製造方法および容器 |
| JPWO2018051509A1 (ja) * | 2016-09-16 | 2019-06-27 | サントリーホールディングス株式会社 | 樹脂製ボトル |
| JP2021008295A (ja) * | 2019-06-28 | 2021-01-28 | 株式会社吉野工業所 | 扁平ボトル及びその製造方法 |
| JP2021070493A (ja) * | 2019-10-31 | 2021-05-06 | 株式会社吉野工業所 | 角型ボトル |
| US11840367B2 (en) | 2016-03-22 | 2023-12-12 | Hokkai Can Co., Ltd. | Synthetic resin multilayer bottle |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3088764U (ja) * | 2002-03-22 | 2002-09-27 | 東洋硝器株式会社 | 樹脂容器 |
| JP2005008153A (ja) * | 2003-06-16 | 2005-01-13 | Dainippon Printing Co Ltd | 合成樹脂製壜体 |
| JP2007021962A (ja) * | 2005-07-19 | 2007-02-01 | Toyo Seikan Kaisha Ltd | 扁平容器二段ブロー成形法 |
-
2008
- 2008-03-31 JP JP2008092860A patent/JP2009241971A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3088764U (ja) * | 2002-03-22 | 2002-09-27 | 東洋硝器株式会社 | 樹脂容器 |
| JP2005008153A (ja) * | 2003-06-16 | 2005-01-13 | Dainippon Printing Co Ltd | 合成樹脂製壜体 |
| JP2007021962A (ja) * | 2005-07-19 | 2007-02-01 | Toyo Seikan Kaisha Ltd | 扁平容器二段ブロー成形法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9382029B2 (en) | 2011-11-09 | 2016-07-05 | Toyo Seikan Group Holdings, Ltd | Angular resin container and blow molding die |
| JP2017065712A (ja) * | 2015-09-29 | 2017-04-06 | 北海製罐株式会社 | 合成樹脂製多重ボトル |
| JP2017100330A (ja) * | 2015-12-01 | 2017-06-08 | 三笠産業株式会社 | 容器の製造方法および容器 |
| US11840367B2 (en) | 2016-03-22 | 2023-12-12 | Hokkai Can Co., Ltd. | Synthetic resin multilayer bottle |
| JPWO2018051509A1 (ja) * | 2016-09-16 | 2019-06-27 | サントリーホールディングス株式会社 | 樹脂製ボトル |
| JP2021008295A (ja) * | 2019-06-28 | 2021-01-28 | 株式会社吉野工業所 | 扁平ボトル及びその製造方法 |
| JP2021070493A (ja) * | 2019-10-31 | 2021-05-06 | 株式会社吉野工業所 | 角型ボトル |
| JP7345358B2 (ja) | 2019-10-31 | 2023-09-15 | 株式会社吉野工業所 | 角型ボトル |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5238212B2 (ja) | ボトル | |
| JP2009241971A (ja) | 合成樹脂製角型ボトル | |
| KR101828253B1 (ko) | 병 | |
| JP4642601B2 (ja) | ボトル | |
| JP2016108016A (ja) | 樹脂製容器 | |
| JP5020670B2 (ja) | 2軸延伸ブロー成形ボトル | |
| JP2016011156A (ja) | ボトル | |
| JP4990713B2 (ja) | ボトル | |
| JP4898572B2 (ja) | ボトル | |
| JP6584108B2 (ja) | 合成樹脂製容器 | |
| JP5695380B2 (ja) | 合成樹脂製容器 | |
| JP2008132998A (ja) | 角形ボトル | |
| JP5011019B2 (ja) | ボトル | |
| JP5014636B2 (ja) | 角型ボトル | |
| JP4990708B2 (ja) | 角形ボトル | |
| JP4749952B2 (ja) | ボトル | |
| JP4912784B2 (ja) | 合成樹脂製ボトル | |
| JP6335736B2 (ja) | ボトル | |
| JP5587124B2 (ja) | 合成樹脂製容器 | |
| JP4795156B2 (ja) | 合成樹脂製ボトル | |
| JP4916850B2 (ja) | ボトル | |
| JP4932453B2 (ja) | 角形ボトル | |
| JP5443316B2 (ja) | 合成樹脂製角形容器 | |
| JP2008030817A (ja) | 合成樹脂製ボトル | |
| JP2010126240A (ja) | ブロー成形容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101001 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120612 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120806 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121218 |