JP2009243386A - シリンダライナおよびシリンダブロック - Google Patents
シリンダライナおよびシリンダブロック Download PDFInfo
- Publication number
- JP2009243386A JP2009243386A JP2008092100A JP2008092100A JP2009243386A JP 2009243386 A JP2009243386 A JP 2009243386A JP 2008092100 A JP2008092100 A JP 2008092100A JP 2008092100 A JP2008092100 A JP 2008092100A JP 2009243386 A JP2009243386 A JP 2009243386A
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- liner
- spini
- peripheral surface
- outer peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
【課題】エンジン実働時におけるボア歪を抑制することができ、シリンダボアに対するピストンの摺動にともなうフリクションを低減させることができるシリンダライナを提供すること。
【解決手段】ブロック本体1aの鋳造時に鋳包まれることで、シリンダボア4を形成するシリンダライナ10であって、ライナ外周面11に、径方向外側に向けて突出する多数のスパイニ20(突起)を有し、スパイニ20の分布密度について、ライナ外周面11における、ヘッド取付面3側(上側)の部分の分布密度が、他側(下側)の部分に対して、相対的に低くなるように設定される調整と、スパイニ20のライナ外周面11からの突出長さについて、ライナ外周面11における、上側の部分に設けられるスパイニ20の突出長さが、下側の部分に設けられるスパイニ20の突出長さに対して、相対的に短くなるように設定される調整と、の少なくともいずれかの調整が行われている。
【選択図】図3
【解決手段】ブロック本体1aの鋳造時に鋳包まれることで、シリンダボア4を形成するシリンダライナ10であって、ライナ外周面11に、径方向外側に向けて突出する多数のスパイニ20(突起)を有し、スパイニ20の分布密度について、ライナ外周面11における、ヘッド取付面3側(上側)の部分の分布密度が、他側(下側)の部分に対して、相対的に低くなるように設定される調整と、スパイニ20のライナ外周面11からの突出長さについて、ライナ外周面11における、上側の部分に設けられるスパイニ20の突出長さが、下側の部分に設けられるスパイニ20の突出長さに対して、相対的に短くなるように設定される調整と、の少なくともいずれかの調整が行われている。
【選択図】図3
Description
本発明は、内燃機関を構成するシリンダブロックの本体の鋳造時に鋳包まれることで、シリンダブロックのシリンダボアを形成するシリンダライナ、およびこのシリンダライナを備えるシリンダブロックに関する。
例えば自動車エンジン等の内燃機関(エンジン)を構成するシリンダブロックには、エンジンのクランク軸に連結されるピストンを摺動可能に内装するシリンダボアが、シリンダライナが用いられて形成される構成のものがある。つまり、かかる構成においては、円筒状の孔部であるシリンダボアが、円筒状の部材であるシリンダライナの内周面により形成される。シリンダボアは、エンジン実働時におけるシリンダブロックの温度上昇による熱膨張により変形して歪む。
エンジン実働時におけるシリンダボアの歪(ボア歪)には、次のようなものがある。エンジン実働時においては、シリンダブロックの温度上昇によって、シリンダボアが周方向に熱膨張する。この周方向の熱膨張は、エンジンにおける燃焼室側となるピストンの上死点付近、つまり比較的高温部分となるシリンダボアの上部において比較的大きくなる。したがって、シリンダボアは、エンジン実働時における周方向の熱膨張により、全体としてテーパ形状となるように変形する。
すなわち、図14(a)に示すように、エンジンの非実働時、つまりエンジン実働時におけるシリンダブロックの温度上昇による熱膨張が生じていない状態においては、シリンダライナによって形成されるシリンダボア104は円筒状となる。しかし、図14(b)に示すように、エンジン実働時においては、シリンダボア104は、前記のとおり上部において比較的大きくなる周方向の熱膨張により、全体として下側(燃焼室側と反対側)が相対的に窄むテーパ形状となるように変形する。このようにシリンダボアがテーパ形状となるようなボア歪は、シリンダボアの円筒度を悪化させる。
また、エンジン実働時におけるボア歪としては、次のようなものがある。シリンダブロックに対しては、シリンダヘッドが取り付けられる。シリンダヘッドは、シリンダブロックが有する所定の取付面(ヘッド取付面)に対して、ボルト等の締結具(ヘッドボルト)が用いられることにより固定される。このため、ヘッド取付面には、ヘッドボルト用のボルト穴が設けられる。このボルト穴は、一般に、シリンダボアのヘッド取付面に対する開口部の周囲において複数設けられる。
具体的には、図15に示すように、シリンダヘッド取付用のボルト穴の配置例として、一つのシリンダボア104に対し、ボルト穴108がシリンダボア104の周囲において略等間隔で四か所設けられる構成がある。各ボルト穴108の部分は、シリンダヘッドの固定にともないヘッドボルト108aが螺挿されることで、ボルト締結部109となる。このように、シリンダボア104の周囲に四か所のボルト締結部109(ボルト穴108)が設けられる構成においては、エンジン実働時のボア歪として、エンジンの非実働時では平面視において円形であったシリンダボア104が、十字形となるような変形(いわゆる四次変形)が生じることとなる(図15(b)参照)。このエンジン実働時にシリンダボア104において生じる変形は、シリンダブロックにシリンダヘッドが固定されることにより生じる変形が強調されることで生じる。
すなわち、図15(a)に示すように、ボルト穴108に螺挿されるヘッドボルト108aの締付けによるシリンダヘッドの固定が行われてない状態では、シリンダライナによって形成される円筒状のシリンダボア104は、平面視で円形となる。しかし、ヘッドボルト108aによってシリンダヘッドがシリンダブロックに対して固定されることにより、ヘッドボルト108aの締付け力がシリンダブロックに変形を生じさせる。かかる変形は、ヘッドボルト108aの締付けによってボア上面(ヘッド取付面におけるシリンダボア104の周縁部)が強く押し付けられることにより生じる。したがって、特に強く押し付けられることとなるボルト周りで変形が大きくなり、本例のようにボルト締結部109がシリンダボア104の周囲において略等間隔で四か所設けられる構成においては、シリンダボア104において、ボルト締結部109に対応する位相(ボルト位相)の部分が内側に窄むような(相対的に内側に膨出するような)変形、つまり十字形となるような変形が生じる(図15(b)における矢印参照)。
そして、エンジン実働時においては、前記のとおりシリンダブロックの温度上昇によってシリンダボア104が周方向に熱膨張する際、ボルト位相の部分の変形は、ヘッドボルト108aの締結によるボルト軸力によって抑制される。このため、シリンダボア104においてボルト位相以外の位相の部分がボルト位相の部分に比べて大きく熱膨張することとなり、シリンダボア104において十字形の変形が強調される。このようにシリンダボアが十字形となるようなボア歪は、シリンダボアの真円度を悪化させる。
これらのようなエンジン実働時に生じるボア歪は、ピストンの摺動にともなうフリクション(摺動抵抗)の増大を招く。フリクション増大の要因としては、次のような現象が考えられている。すなわち、エンジン実働時において、シリンダボアが前記のとおりテーパ形状や十字形となるように変形することで、ピストンに外嵌されるピストンリングとシリンダボアの壁面との摺動抵抗が増加する現象である。また、シリンダボアの下部は、ピストンのピストンスカート部が摺動する部分となることから、例えばシリンダボアが鋳鉄製でピストンがアルミ製である場合等、シリンダボア(シリンダライナ)とピストンの熱膨張差が生じることで、ピストンスカート部がシリンダボアに対して圧入されたような状態でピストンが摺動する現象である。こうしたシリンダボアにおけるフリクションの増大は、エンジンの出力の制限や燃費の悪化等の原因となる。
そこで、前述のようにシリンダライナによってシリンダボアが形成されるシリンダブロックについては、従来、シリンダライナに工夫を施すことによってエンジン実働時等におけるボア歪を抑制することが行われている。例えば、特許文献1には、シリンダライナの肉厚が、エンジン実働時(稼動時)における温度分布に応じて異なるものとされることにより、エンジン実働時のボア歪の抑制を図る技術が開示されている。
一方、シリンダブロック本体に対して鋳包まれるシリンダライナについては、そのシリンダブロック本体に対する密着性を向上させ、シリンダライナとシリンダブロック本体との界面における結合力を増加させる等の効果を得るため、スパイニ等と称される針状の突起が、シリンダライナの外周面に多数形成される技術が用いられている(例えば、特許文献2参照。)。シリンダライナの外周面に設けられる突起群は、例えばシリンダライナがいわゆる遠心鋳造法によって製造されることで形成される。
特開2002−97999号公報
特開2002−97998号公報
本発明は、上記のような問題点および従来技術に鑑みてなされたものであり、その解決しようとする課題は、エンジン実働時におけるボア歪を抑制することができ、シリンダボアに対するピストンの摺動にともなうフリクションを低減させることができるシリンダライナおよびシリンダブロックを提供することにある。
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
すなわち、請求項1においては、円筒状の外形を有し、内燃機関を構成するシリンダブロックの本体の鋳造時に鋳包まれることで、前記シリンダブロックにおいて、締結部材によってシリンダヘッドが固定されるシリンダヘッド取付面に開口するシリンダボアを形成するシリンダライナであって、前記円筒状の外形の外周面に、径方向外側に向けて突出する多数の突起を有し、前記突起の分布密度について、前記外周面における、前記円筒状の外形の筒軸方向における前記シリンダヘッド取付面側の部分の前記分布密度が、前記筒軸方向における他側の部分に対して、相対的に低くなるように設定される調整と、前記突起の前記外周面からの突出長さについて、前記外周面における、前記シリンダヘッド取付面側の部分に設けられる前記突起の前記突出長さが、前記他側の部分に設けられる前記突起の前記突出長さに対して、相対的に短くなるように設定される調整と、の少なくともいずれかの調整が行われているものである。
請求項2においては、請求項1に記載のシリンダライナにおいて、前記突起は、前記外周面に連結される側となる基部側に形成される脚部と、該脚部に対する拡径部分であって前記基部側に対して先端側に形成される頭部とを有し、前記突起の前記脚部と前記頭部との径方向の寸法差について、前記外周面における、前記シリンダヘッド取付面側の部分に設けられる前記突起の前記径方向の寸法差が、前記他側の部分に設けられる前記突起の前記径方向の寸法差に対して、相対的に小さくなるように設定される調整がさらに行われているものである。
請求項3においては、請求項1または請求項2に記載のシリンダライナにおいて、前記シリンダライナは、前記シリンダブロックの本体を構成する材料よりも熱膨張率の低い材料により構成されるものであり、前記円筒状の外形について、前記シリンダヘッド取付面側の部分の肉厚が、前記他側の部分の肉厚に対して、相対的に厚くなるように設定される調整がさらに行われているものである。
請求項4においては、円筒状の外形を有し、内燃機関を構成するシリンダブロックの本体の鋳造時に鋳包まれることで、前記シリンダブロックにおいて、締結部材によってシリンダヘッドが固定されるシリンダヘッド取付面に開口するシリンダボアを形成するシリンダライナであって、前記円筒状の外形の外周面に、径方向外側に向けて突出する多数の突起を有し、前記突起の分布密度について、前記外周面における、前記円筒状の外形の円周方向における前記締結部材による締結部に対応する位相の部分の前記分布密度が、前記円周方向における前記締結部に対応する位相以外の位相の部分に対して、相対的に高くなるように設定される調整と、前記突起の前記外周面からの突出長さについて、前記外周面における、前記締結部に対応する位相の部分に設けられる前記突起の前記突出長さが、前記締結部に対応する位相以外の位相の部分に設けられる前記突起の前記突出長さ対して、相対的に長くなるように設定される調整と、の少なくともいずれかの調整が行われているものである。
請求項5においては、請求項4に記載のシリンダライナにおいて、前記突起は、前記外周面に連結される側となる基部側に形成される脚部と、該脚部に対する拡径部分であって前記基部側に対して先端側に形成される頭部とを有し、前記突起の前記脚部と前記頭部との径方向の寸法差について、前記外周面における、前記締結部に対応する位相の部分に設けられる前記突起の前記径方向の寸法差が、前記締結部に対応する位相以外の位相の部分に設けられる前記突起の前記径方向の寸法差に対して、相対的に大きくなるように設定される調整がさらに行われているものである。
請求項6においては、請求項4または請求項5に記載のシリンダライナにおいて、前記シリンダライナは、前記シリンダブロックの本体を構成する材料よりも熱膨張率の低い材料により構成されるものであり、前記円筒状の外形について、前記円筒状の外形の筒軸方向における前記シリンダヘッド取付面側の部分の肉厚が、前記筒軸方向における他側の部分の肉厚に対して、相対的に厚くなるように設定される調整がさらに行われているものである。
請求項7においては、シリンダブロックにおいて、請求項1〜6のいずれか一項に記載のシリンダライナが、前記シリンダブロックの本体の鋳造時に鋳包まれることにより、前記シリンダボアが形成されているものである。
本発明の効果として、以下に示すような効果を奏する。
すなわち、本発明によれば、エンジン実働時におけるボア歪を抑制することができ、シリンダボアに対するピストンの摺動にともなうフリクションを低減させることができる。
すなわち、本発明によれば、エンジン実働時におけるボア歪を抑制することができ、シリンダボアに対するピストンの摺動にともなうフリクションを低減させることができる。
本発明は、シリンダライナの外周面に設けられる突起群について所定の調整を施すことにより、シリンダライナとシリンダブロック本体との界面における結合力を調整することで、エンジン実働時(温間時)におけるシリンダブロックの温度上昇による熱膨張にともなうシリンダボアの変形をコントロールしようとするものである。これにより、エンジン実働時におけるボア歪が抑制され、シリンダボアの円筒度や真円度の悪化が抑制される。以下、本発明の実施の形態について説明する。
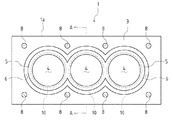
まず、本実施形態に係るシリンダブロックの構成について、図1および図2を用いて説明する。なお、図1は、図2におけるA−A断面に対応する断面図である。
図1および図2に示すように、本実施形態に係るシリンダブロック1は、その本体(以下「ブロック本体」という。)1aがアルミニウムを材料として構成される鋳造品である。シリンダブロック1は、シリンダヘッド2が取り付けられるためのシリンダヘッド取付面(以下「ヘッド取付面」という。)3を有する。
シリンダブロック1は、ヘッド取付面3に開口する円筒状の孔部であるシリンダボア4を有する。本実施形態のシリンダブロック1は、直列三気筒エンジンを構成するものであり、三個のシリンダボア4を有する(図2参照)。これら三個のシリンダボア4は、筒軸方向(中心軸方向)が平行となるように隣り合う状態で一列に配設される。
ヘッド取付面3は、シリンダブロック1の一側において平面として形成されるシール面である。このヘッド取付面3に、ガスケットを介する等してシリンダヘッド2が取り付けられる。ヘッド取付面3に対するシリンダヘッド2の取付けに際しては、締結部材としてのヘッドボルト(図示略)が用いられる。つまり、ヘッドボルトが、シリンダヘッド2を貫通するとともにシリンダブロック1に設けられる雌ねじ部分となるボルト穴8に螺挿されることにより、シリンダヘッド2がシリンダブロック1に対して締結固定される。
ボルト穴8は、ヘッド取付面3においてシリンダボア4の周囲に設けられる。本実施形態では、図2に示すように、シリンダボア4の周囲において略等間隔で四個設けられる。また、隣り合うシリンダボア4間においては二個のボルト穴8が共用される。したがって、前記のとおり三個備えられるシリンダボア4に対し、計八個のボルト穴8が設けられる。
シリンダブロック1は、ウォータジャケット6を有する。ウォータジャケット6は、シリンダボア4を囲むシリンダ部5を介してシリンダボア4を取り囲むように形成される。シリンダ部5は、シリンダボア4の周囲においてシリンダボア4を取り囲むように形成される円筒状の壁状部分である。シリンダ部5は、隣り合うシリンダボア4に対しては円筒状の部分が繋がった状態となる(図2参照)。したがって、ウォータジャケット6は、シリンダ部5の外周面と、これに対向するように形成される外周壁面とにより、ヘッド取付面3側に開口するように形成される。
また、シリンダブロック1におけるヘッド取付面3と反対側には、図示せぬオイルパンが取り付けられる。以下、シリンダブロック1において、ヘッド取付面3側(図1における上側)を上側とし、その反対側(図1における下側)を下側とする。
シリンダボア4は、シリンダブロック1において、筒軸方向が上下方向となるように設けられる。シリンダボア4には、シリンダボア4内を上下方向に往復摺動するピストン7が内装される。ピストン7は、その上部に外嵌されるピストンリングおよび下部に形成されるピストンスカート部を介してシリンダボア4の壁面に摺接する。
各シリンダボア4におけるピストン7よりも上側の空間は、燃料および空気の混合気を燃焼するための燃焼室の一部を構成する。シリンダボア4は、前記混合気や燃焼によって生じたガスの機密を保つため、ホーニング加工等の仕上げ加工により、所定の真円度を有する円筒面に形成される。すなわち、シリンダブロック1が用いられて製造されるエンジンの実働時には、前記燃焼室における混合気の爆発・燃焼によりピストン7が往復摺動する。これにより、ピストン7とコンロッド(連接棒)を介して連結されるクランク軸(出力軸)が回転する。
本実施形態のシリンダブロック1は、シリンダボア4が、シリンダライナ10が用いられて形成される構成となっている。つまり、シリンダブロック1においては、円筒状の穴部であるシリンダボア4が、円筒状の部材であるシリンダライナ10の内周面により形成される。したがって、シリンダライナ10の内周面が、ピストン7の摺動面となる。
本実施形態に係るシリンダライナ10は、鋳鉄を材料として構成される。シリンダライナ10は、ブロック本体1aの鋳造時に鋳包まれる(鋳込まれる)ことにより、ブロック本体1aに対して設けられる。つまり、ブロック本体1aの鋳造に際し、三個のシリンダライナ10が、シリンダ部5の内周面側に位置するように配置された状態で、鋳包み鋳造が行われる。
このように、本実施形態のシリンダライナ10は、円筒状の外形を有し、エンジンを構成するシリンダブロック1のブロック本体1aの鋳造時に鋳包まれることで、シリンダブロック1において、ヘッドボルトによってシリンダヘッド2が固定されるヘッド取付面3に開口するシリンダボア4を形成する。
図3に示すように、シリンダライナ10は、円筒状の外形の外周面(以下「ライナ外周面」という。)11に、径方向外側に向けて突出する多数の突起としてのスパイニ20を有する。
スパイニ20は、ブロック本体1aに対して鋳包まれるシリンダライナ10のブロック本体1aに対する密着性を向上させ、シリンダライナ10とブロック本体1aとの界面における結合力を増加させる等の効果を得るためのものである。スパイニ20は、例えば、シリンダライナ10の製造に際して遠心鋳造法によって形成され、ライナ外周面11の略全面にわたって多数設けられる。
そして、シリンダライナ10においては、ライナ外周面11に設けられるスパイニ20群について、次のような調整が行われる。すなわち、本実施形態のシリンダライナ10においては、スパイニ20群について、スパイニ20の分布密度(単位面積あたりの数の多さ)についての調整(以下「密度調整」という。)と、スパイニ20のライナ外周面11からの突出長さ(高さ)についての調整(以下「長さ調整」という。)とが行われる。以下、各調整について説明する。
スパイニ20の密度調整は、スパイニ20の分布密度について、ライナ外周面11における、シリンダライナ10の円筒状の外形の筒軸方向(上下方向、以下単に「筒軸方向」という。)におけるヘッド取付面3側(上側)の部分の分布密度が、筒軸方向における他側(下側)の部分に対して、相対的に低くなるように設定される調整である。
すなわち、シリンダライナ10においては、シリンダボア4の上部に対応する部分となるシリンダライナ10における上側の部分(以下「ライナ上部」という。)のスパイニ20についての分布密度が、シリンダボア4の下部に対応する部分となるシリンダライナ10における下側の部分(以下「ライナ下部」という。)のスパイニ20についての分布密度に対して、比較的低く設定される。言い換えると、ライナ上部においては、スパイニ20が比較的少なめに設けられ、ライナ下部においては、スパイニ20が比較的多めに設けられる。
本実施形態では、図3に示すように、シリンダライナ10において、上側1/3程度の部分がライナ上部10aとされ、下側2/3程度の部分がライナ下部10bとされることで、シリンダライナ10が、筒軸方向において、スパイニ20の分布密度について、二つの領域部分に区分されている。ここで、ライナ下部10bは、例えば、シリンダボア4に内装されるピストン7の下部に形成されるピストンスカート部の摺動範囲に対応する部分として設定される。
つまり、本実施形態のシリンダライナ10においては、ライナ上部10aのライナ外周面11に設けられるスパイニ20である上側スパイニ20aの、ライナ外周面11の単位面積あたりの数が、ライナ下部10bのライナ外周面11に設けられるスパイニ20である下側スパイニ20bの、ライナ外周面11の単位面積あたりの数よりも少なく設定されている。そして、本実施形態では、上側スパイニ20aの分布密度と、下側スパイニ20bの分布密度とは、それぞれの領域部分において略一定とされている。
このように、筒軸方向についてのスパイニ20の密度調整は、ライナ外周面11に多数設けられるスパイニ20についての、筒軸方向における、疎密の程度の調整である。そして、ライナ上部10aに設けられる上側スパイニ20aについては、相対的にまばらな状態となるように形成され、ライナ下部10bに設けられる下側スパイニ20bについては、相対的に密な状態となるように形成される。
スパイニ20の長さ調整は、スパイニ20のライナ外周面11からの突出長さ(以下単に「突出長さ」という。)について、ライナ外周面11における、筒軸方向におけるヘッド取付面3側の部分に設けられるスパイニ20の突出長さが、筒軸方向における他側の部分に設けられるスパイニ20の突出長さに対して、相対的に短くなるように設定される調整である。
すなわち、シリンダライナ10においては、ライナ上部に設けられるスパイニ20の突出長さが、ライナ下部に設けられるスパイニ20の突出長さに対して、比較的短く設定される。言い換えると、ライナ上部に設けられるスパイニ20は、その高さが比較的低くなるように形成され、ライナ下部に設けられるスパイニ20は、その高さが比較的高くなるように形成される。
本実施形態では、前述したスパイニ20の密度調整の場合と同様に、シリンダライナ10が、筒軸方向において、スパイニ20の突出長さについて、ライナ上部10aとライナ下部10bとの二つの領域部分に区分されている。また、スパイニ20の突出長さとは、ライナ外周面11から径方向外側に向けて突出するように形成されるスパイニ20についての、ライナ外周面11からの突出方向(径方向外側方向)の長さ(高さ)である。
つまり、本実施形態のシリンダライナ10においては、ライナ上部10aに設けられる上側スパイニ20aの、ライナ外周面11に対する高さが、ライナ下部10bに設けられる下側スパイニ20bの、ライナ外周面11に対する高さよりも低く設定されている。そして、本実施形態では、上側スパイニ20aの突出長さと、下側スパイニ20bの突出長さとは、それぞれの領域部分において略一定とされている。したがって、図3に示すように、本実施形態のシリンダライナ10においては、上側スパイニ20aの突出長さL1が、下側スパイニ20bの突出長さL2よりも短くなるように、スパイニ20の突出長さの調整が行われている。
このように、筒軸方向についてのスパイニ20の長さ調整は、ライナ外周面11に多数設けられるスパイニ20についての、筒軸方向における、高さ寸法の調整である。そして、ライナ上部10aに設けられる上側スパイニ20aについては、高さ寸法が相対的に小さくなるように形成され、ライナ下部10bに設けられる下側スパイニ20bについては、高さ寸法が相対的に大きくなるように形成される。
以上のようにして、シリンダライナ10のライナ外周面11に形成されるスパイニ20群について、密度調整および長さ調整が行われる。なお、本実施形態では、スパイニ20の密度調整および長さ調整に際し、シリンダライナ10が、筒軸方向においてライナ上部10aとライナ下部10bとの二つの領域部分に区分され、スパイニ20について二種類の分布密度および突出長さが用いられているが、これに限定されるものではない。
すなわち、スパイニ20の密度調整および長さ調整に際しては、シリンダライナ10が、筒軸方向において三つ以上の領域部分に区分され、スパイニ20について三種類以上の分布密度および突出長さが用いられてもよい。また、スパイニ20の密度調整および長さ調整に際しては、シリンダライナ10が、筒軸方向において特に複数の領域部分に区分されることなく、スパイニ20の分布密度および突出長さが、筒軸方向に徐々に変化する態様であってもよい。
また、本実施形態では、スパイニ20の密度調整および長さ調整に際し、筒軸方向において共通の領域区分(ライナ上部10aおよびライナ下部10b)が用いられているが、密度調整と長さ調整とで筒軸方向において異なる領域区分が用いられてもよい。つまり、スパイニ20の密度調整および長さ調整は、筒軸方向における領域区分等についてそれぞれ独立して行われてもよい。
また、スパイニ20の密度調整において、スパイニ20の分布密度が「相対的に低く」されることには、分布密度が0、つまりスパイニ20が設けられないことが含まれる。スパイニ20の長さ調整においても同様に、スパイニ20の突出長さが「相対的に短く」されることには、突出長さが0、つまりスパイニ20が設けられないことが含まれる。
以上のように、スパイニ20群について密度調整および長さ調整が行われている本実施形態のシリンダライナ10によれば、エンジン実働時におけるボア歪を抑制することができ、シリンダボア4に対するピストン7の摺動にともなうフリクションを低減させることができる。
すなわち、スパイニ20が有する機能である、シリンダライナ10とブロック本体1aとの界面における結合力(以下単に「結合力」ともいう。)を増加させる機能は、スパイニ20の分布密度については高くなるほど、また、スパイニ20の突出長さについては長くなるほど向上する。このことから、本実施形態のシリンダライナ10においては、スパイニ20の分布密度が比較的高く、スパイニ20の突出長さが比較的長くなるように調整されるライナ下部10bにおける結合力が、ライナ上部10aにおける結合力に対して相対的に大きくなる。また、スパイニ20による結合力は、エンジン実働時におけるシリンダボア4の周方向の熱膨張に際し、ブロック本体1aがシリンダライナ10を径方向外側に向けて引っ張る力として作用する。このブロック本体1aがシリンダライナ10を引っ張る力は、シリンダライナ10つまりシリンダボア4を拡径させる変形を生じさせる。
したがって、本実施形態のシリンダライナ10によれば、エンジン実働時において、ライナ下部10bに対応するシリンダボア4の下部の方が、ライナ上部10aに対応するシリンダボア4の上部に比べて、ブロック本体1aからの引っ張る力による変形量(拡径量)が多くなる。このため、本実施形態のシリンダライナ10によれば、エンジン実働時において、シリンダボア4の周方向の熱膨張がシリンダボア4の上部において比較的大きくなることから生じる、シリンダボア4が全体として下側が窄むテーパ形状となるようなボア歪(図14(b)参照)が相殺されるような変形が得られる。つまり、スパイニ20を介して生じるブロック本体1aからの引っ張る力によるシリンダボア4の変形は、シリンダボア4が周方向の熱膨張によってテーパ形状となるような変形を打ち消すような変形となる。
このように、本実施形態のシリンダライナ10によれば、筒軸方向のボア歪を抑制することができ、エンジン実働時におけるシリンダボア4の円筒度の改善が図られる。結果として、エンジン実働時のシリンダボア4におけるフリクションを低減させることができる。
また、エンジン実働時におけるフリクション増大の要因としては、次のような現象が挙げられる。すなわち、シリンダボア4の下部が、ピストン7のピストンスカート部が摺動する部分となることから、鋳鉄製のシリンダライナ10と例えばアルミ製のピストン7の熱膨張差が生じることで、ピストンスカート部がシリンダボア4に対して圧入されたような状態でピストン7が摺動する現象である。このため、スパイニ20の密度調整および長さ調整において、スパイニ20による結合力が高められる部分に対応するライナ下部10bが、シリンダボア4におけるピストンスカート部の摺動範囲に対応する部分に設定されることで、フリクションの低減がより効果的なものとなる。
なお、本実施形態では、シリンダライナ10に設けられるスパイニ20群について行われる筒軸方向の調整として、密度調整および長さ調整の両方の調整が行われているが、密度調整と長さ調整との少なくともいずれかの調整が行われることにより、前述したような効果が得られる。
具体的には、筒軸方向において、スパイニ20の密度調整のみが行われる場合は、例えば図4(a)に示すような態様となる。すなわち、この場合、図4(a)に示すように、ライナ上部10aおよびライナ下部10bそれぞれに設けられるスパイニ20について共通となる所定の突出長さL3を有するスパイニ20cが、ライナ上部10aおよびライナ下部10bそれぞれにおいて設定される分布密度により設けられることとなる。
また、筒軸方向において、スパイニ20の長さ調整のみが行われる場合は、例えば図4(b)に示すような態様となる。すなわち、この場合、図4(b)に示すように、前述のとおり突出長さL1として設定される上側スパイニ20aと、突出長さL2(>L1)として設定される下側スパイニ20bとが、ライナ上部10aおよびライナ下部10bについて共通となる所定の分布密度により設けられることとなる。
また、本実施形態のシリンダライナ10においては、スパイニ20群について行われる調整として、筒軸方向についての密度調整および長さ調整に加え、あるいは独立して、シリンダライナ10の円周方向についての調整が行われる。つまり、かかる調整においては、シリンダライナ10の円周方向について、前述したようなスパイニ20の密度調整および長さ調整が行われる。なお、以下では、前述した筒軸方向についての密度調整および長さ調整と重複する部分については適宜その説明を省略する。
円周方向についてのスパイニ20の密度調整は、スパイニ20の分布密度について、ライナ外周面11における、シリンダライナ10の円筒状の外形の円周方向(以下単に「円周方向」という。)におけるヘッドボルトによる締結部(以下「ボルト締結部」という。)に対応する位相の部分の分布密度が、円周方向におけるボルト締結部に対応する位相以外の位相の部分に対して、相対的に高くなるように設定される調整である。
ここで、シリンダライナ10についての円周方向における「位相」とは、次のとおりである。すなわち、円筒状の外形を有するシリンダライナ10においては、ライナ外周面11は、筒軸方向視で円周形状となる。このライナ外周面11の円周形状に対しては、中心軸(筒軸)の位置を中心とした円周上における角度が定まる。この角度(角度範囲)が、円周方向における「位相」となる。
したがって、円周方向におけるボルト締結部に対応する位相とは、図5に示すように、ライナ外周面11が円周形状となるその筒軸方向視において、筒軸の位置Cを中心とする円周上における角度について、中心(位置C)からヘッドボルトが螺挿されてボルト締結部9となるボルト穴8およびその近傍部分を含む方向の所定の角度範囲αとなる。本実施形態のように、ボルト締結部9(ボルト穴8)がシリンダボア4の周囲において略等間隔で四個設けられる構成においては、前記のようなボルト締結部9に対応する位相(角度範囲α)が、各シリンダボア4において四か所存在することとなる。以下では、ライナ外周面11の円周形状に対してボルト締結部9に対応する位相を「ボルト位相」とし、それ以外の位相(他の位相)を「非ボルト位相」とする。
そして、シリンダライナ10においては、シリンダボア4のボルト位相の部分に対応する部分となるシリンダライナ10におけるボルト位相の部分(以下「ライナボルト位相部」という。)のスパイニ20についての分布密度が、シリンダボア4の非ボルト位相の部分に対応する部分となるシリンダライナ10における非ボルト位相の部分(以下「ライナ非ボルト位相部」という。)のスパイニ20についての分布密度に対して、比較的高く設定される。言い換えると、ライナボルト位相部においては、スパイニ20が比較的多めに設けられ、ライナ非ボルト位相部においては、スパイニ20が比較的少なめに設けられる。
本実施形態では、図5に示すように、シリンダライナ10が、円周方向において、スパイニ20の分布密度について、ライナボルト位相部10dとライナ非ボルト位相部10eとの二つの領域部分に区分されている。
つまり、本実施形態のシリンダライナ10においては、ライナボルト位相部10dのライナ外周面11に設けられるスパイニ20であるボルト位相スパイニ20dの、ライナ外周面11の単位面積あたりの数が、ライナ非ボルト位相部10eのライナ外周面11に設けられるスパイニ20である非ボルト位相スパイニ20eの、ライナ外周面11の単位面積あたりの数よりも多く設定されている。そして、本実施形態では、ボルト位相スパイニ20dの分布密度と、非ボルト位相スパイニ20eの分布密度とは、それぞれの領域部分において略一定とされている。
円周方向についてのスパイニ20の長さ調整は、スパイニ20の突出長さについて、ライナ外周面11における、ボルト位相の部分に設けられるスパイニ20の突出長さが、非ボルト位相の部分に設けられるスパイニ20の突出長さ対して、相対的に長くなるように設定される調整である。
すなわち、シリンダライナ10においては、ライナボルト位相部に設けられるスパイニ20の突出長さが、ライナ非ボルト位相部に設けられるスパイニ20の突出長さに対して、比較的長く設定される。言い換えると、ライナボルト位相部に設けられるスパイニ20は、その高さが比較的高くなるように形成され、ライナ非ボルト位相部に設けられるスパイニ20は、その高さが比較的低くなるように形成される。
本実施形態では、前述したスパイニ20の密度調整の場合と同様に、ライナ外周面11が、円周方向において、スパイニ20の突出長さについて、ライナボルト位相部10dとライナ非ボルト位相部10eとの二つの領域部分に区分されている。
つまり、本実施形態のシリンダライナ10においては、ライナボルト位相部10dに設けられるボルト位相スパイニ20dの、ライナ外周面11に対する高さが、ライナ非ボルト位相部10eに設けられる非ボルト位相スパイニ20eの、ライナ外周面11に対する高さよりも高く設定されている。そして、本実施形態では、ボルト位相スパイニ20dの突出長さと、非ボルト位相スパイニ20eの突出長さとは、それぞれの領域部分において略一定とされている。ここで、ボルト位相スパイニ20dおよび非ボルト位相スパイニ20eの突出長さは、例えば前述した筒軸方向についてのスパイニ20の長さ調整の場合における、下側スパイニ20b(突出長さL2)と上側スパイニ20a(突出長さL1)との関係(図3参照)と同様にして調整される。
このように、シリンダライナ10の円周方向についても、シリンダライナ10のライナ外周面11に形成されるスパイニ20群について、密度調整および長さ調整が行われる。なお、本実施形態では、スパイニ20の密度調整および長さ調整に際し、シリンダライナ10が、円周方向においてライナボルト位相部10dとライナ非ボルト位相部10eとの二種類の領域部分に区分され、スパイニ20について二種類の分布密度および突出長さが用いられているが、これに限定されるものではない。
すなわち、スパイニ20の分布密度および突出長さは、ライナボルト位相部10dおよびライナ非ボルト位相部10e間で、あるいはライナボルト位相部10dおよびライナ非ボルト位相部10eそれぞれにおいて、円周方向に徐々に変化する態様であってもよい。具体的には、例えば、スパイニ20の分布密度および突出長さが、ライナボルト位相部10dおよびライナ非ボルト位相部10eの各領域部分における円周方向の中央位置をピークとして、ライナボルト位相部10dについては徐々に分布密度が低く(突出長さが短く)、ライナ非ボルト位相部10eについては徐々に分布密度が高く(突出長さが長く)なるように変化する態様などであってもよい。
以上のように、円周方向についても、スパイニ20群についての密度調整および長さ調整が行われることにより、前述したようなエンジン実働時におけるフリクション低減効果が得られる。
すなわち、本実施形態のシリンダライナ10においては、スパイニ20の分布密度が比較的高く、スパイニ20の突出長さが比較的長くなるように調整されるライナボルト位相部10dにおける結合力が、ライナ非ボルト位相部10eに対して相対的に大きくなる。
したがって、本実施形態のシリンダライナ10によれば、エンジン実働時において、ライナボルト位相部10dに対応するシリンダボア4のボルト位相の部分の方が、ライナ非ボルト位相部10eに対応するシリンダボア4の非ボルト位相の部分に比べて、ブロック本体1aからの引っ張る力による変形量(拡径量)が多くなる。このため、本実施形態のシリンダライナ10によれば、エンジン実働時において、シリンダボア4の周方向の熱膨張がヘッドボルトの締結によるボルト軸力によって抑制されることから生じる、シリンダボア4が十字形となるようなボア歪(図15(b)参照)が相殺されるような変形が得られる。つまり、スパイニ20を介して生じるブロック本体1aからの引っ張る力によるシリンダボア4の変形は、シリンダボア4が周方向の熱膨張によって十字形となるような変形を打ち消すような変形となる。
このように、本実施形態のシリンダライナ10によれば、円周方向のボア歪を抑制することができ、エンジン実働時におけるシリンダボア4の真円度の改善が図られる。結果として、エンジン実働時のシリンダボア4におけるフリクションを低減させることができる。
なお、本実施形態では、シリンダライナ10に設けられるスパイニ20群について行われる円周方向の調整として、密度調整および長さ調整の両方の調整が行われているが、密度調整と長さ調整との少なくともいずれかの調整が行われることにより、前述したような効果が得られる。
具体的には、円周方向において、スパイニ20の密度調整のみが行われる場合は、例えば図6(a)に示すような態様となる。すなわち、この場合、図6(a)に示すように、ライナボルト位相部10dおよびライナ非ボルト位相部10eそれぞれに設けられるスパイニ20について共通となる所定の突出長さを有するスパイニ20fが、ライナボルト位相部10dおよびライナ非ボルト位相部10eそれぞれにおいて設定される分布密度により設けられることとなる。
また、円周方向において、スパイニ20の長さ調整のみが行われる場合は、例えば図6(b)に示すような態様となる。すなわち、この場合、図6(b)に示すように、前述のとおり突出長さが比較的長く設定されるボルト位相スパイニ20dと、突出長さが比較的短く設定される非ボルト位相スパイニ20eとが、ライナボルト位相部10dおよびライナ非ボルト位相部10eについて共通となる所定の分布密度により設けられることとなる。
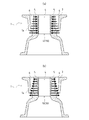
続いて、スパイニ20の詳細について説明する。図7に示すように、本実施形態に係るスパイニ20は、ライナ外周面11連結される側となる基部側(図7において左側)に形成される脚部21と、この脚部21に対する拡径部分であって前記基部側に対して先端側(図7において右側)に形成される頭部22とを有する。
スパイニ20において脚部21は、略円柱状に形成され、その一端側が、スパイニ20のライナ外周面11に対する連結部分となる。また、頭部22は、略円盤状(略球状)に形成され、脚部21の他端側に連結された状態で設けられ、スパイニ20の先端部を形成する。このように脚部21と頭部22とを有するスパイニ20は、全体として鋲状(リベット状)の外形を有する。
そして、このようなスパイニ20外形形状において、スパイニ20による結合力の大きさに影響する形状部分、つまりスパイニ20による結合力を増加させる機能を発揮する形状部分として、脚部21と頭部22との径方向の寸法差であるアンダーカット量がある。
すなわち、ここでいうスパイニ20のアンダーカット量とは、図7に示すように、脚部21の外径R1と頭部22の外径(最大外径)R2との径方向の寸法差ACである。そして、スパイニ20においてこのアンダーカット量が大きいほど、シリンダライナ10とブロック本体1aとが互いに係合する部分(面積)、つまり引っかかる部分が大きくなるので、スパイニ20による結合力が大きくなる。したがって、スパイニ20のアンダーカット量が大きいほど、エンジン実働時におけるシリンダボア4の周方向の熱膨張に際し、ブロック本体1aがシリンダライナ10を径方向外側に向けて引っ張る力による影響が大きくなる。
そこで、スパイニ20群について行われる調整として、前述したシリンダライナ10の筒軸方向および円周方向についての密度調整および長さ調整に加え、スパイニ20のアンダーカット量の調整(以下「形状調整」という。)をさらに行うことができる。スパイニ20群について、形状調整が行われる場合を、別実施形態のシリンダライナ30として説明する。ただし、前述した実施形態と共通する部分や重複する部分については、同一の符号を用いる等して適宜その説明を省略する。
スパイニ20群の形状調整は、密度調整および長さ調整と同様に、シリンダライナ30の筒軸方向および周方向それぞれについて行われる。すなわち、本実施形態のシリンダライナ30においては、筒軸方向および円周方向におけるスパイニ20群についての密度調整および長さ調整に加え、筒軸方向および円周方向おけるスパイニ20群についての形状調整がさらに行われている。
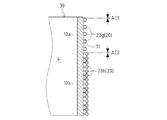
筒軸方向についてのスパイニ20の形状調整は、スパイニ20のアンダーカット量について、ライナ外周面11における、筒軸方向におけるヘッド取付面3側の部分に設けられるスパイニ20のアンダーカット量が、筒軸方向における他側の部分に設けられるスパイニ20のアンダーカット量に対して、相対的に小さくなるように設定される調整である。
すなわち、シリンダライナ30においては、ライナ上部に設けられるスパイニ20のアンダーカット量が、ライナ下部に設けられるスパイニ20のアンダーカット量に対して、比較的小さく設定される。言い換えると、ライナ上部に設けられるスパイニ20は、そのアンダーカット量が比較的小さくなるように形成され、ライナ下部に設けられるスパイニ20は、そのアンダーカット量が比較的大きくなるように形成される。
図8に示すように、本実施形態では、前述した実施形態における筒軸方向のスパイニ20群についての調整の場合と同様に、シリンダライナ10が、筒軸方向において、スパイニ20のアンダーカット量について、ライナ上部10aとライナ下部10bとの二つの領域部分に区分されている。
つまり、本実施形態のシリンダライナ30においては、ライナ上部10aに設けられる上側スパイニ20gのアンダーカット量が、ライナ下部10bに設けられる下側スパイニ20hのアンダーカット量よりも小さく設定されている。そして、本実施形態では、上側スパイニ20gのアンダーカット量と、下側スパイニ20hのアンダーカット量とは、それぞれの領域部分において略一定とされている。したがって、図8に示すように、本実施形態のシリンダライナ30においては、上側スパイニ20gのアンダーカット量AC1が、下側スパイニ20hのアンダーカット量AC2よりも小さくなるように、スパイニ20の形状(アンダーカット量)の調整が行われている。
円周方向についてのスパイニ20の形状調整は、スパイニ20のアンダーカット量について、ライナ外周面11における、ボルト位相の部分に設けられるスパイニ20のアンダーカット量が、非ボルト位相の部分に設けられるスパイニ20のアンダーカット量に対して、相対的に大きくなるように設定される調整である。
すなわち、シリンダライナ30においては、ライナボルト位相部に設けられるスパイニ20のアンダーカット量が、ライナ非ボルト位相部に設けられるスパイニ20のアンダーカット量に対して、比較的大きく設定される。言い換えると、ライナボルト位相部に設けられるスパイニ20は、そのアンダーカット量が比較的大きくなるように形成され、ライナ非ボルト位相部に設けられるスパイニ20は、そのアンダーカット量が比較的小さくなるように形成される。
図9に示すように、本実施形態では、前述した実施形態における円周方向のスパイニ20群についての調整の場合と同様に、シリンダライナ10が、円周方向において、スパイニ20のアンダーカット量について、ライナボルト位相部10dとライナ非ボルト位相部10eとの二つの領域部分に区分されている。
つまり、本実施形態のシリンダライナ30においては、ライナボルト位相部10dに設けられるボルト位相スパイニ20iのアンダーカット量が、ライナ非ボルト位相部10eに設けられる非ボルト位相スパイニ20jのアンダーカット量よりも大きく設定されている。そして、本実施形態では、ボルト位相スパイニ20iのアンダーカット量と、非ボルト位相スパイニ20jのアンダーカット量とは、それぞれの領域部分において略一定とされている。ここで、ボルト位相スパイニ20iおよび非ボルト位相スパイニ20jのアンダーカット量は、例えば前述した筒軸方向についてのスパイニ20の形状調整の場合における、下側スパイニ20hと上側スパイニ20gとの関係(図8参照)と同様にして調整される。
なお、スパイニ20の形状調整に際しても、前述したスパイニ20の密度調整および長さ調整の場合と同様に、筒軸方向の領域部分の数や、筒軸方向および円周方向についてのアンダーカット量の変化の態様等は限定されるものではない。
また、スパイニ20の形状調整において、スパイニ20のアンダーカット量が「相対的に小さく」されること、および「相対的に大きく」されることには、アンダーカット量が0のスパイニ20が設けられることが含まれる。
以上説明したようなスパイニ20群についての分布密度、突出長さ、およびアンダーカット量の調整は、例えば、遠心鋳造法によるシリンダライナ10の製造に際し、型形状の調整によって実現することができる。
ところで、ブロック本体1aがアルミニウムを材料として構成される鋳造品であるシリンダブロック1は、そのシリンダライナ10(シリンダライナ30、以下同じ。)を鋳包む鋳造時において、金型に対する溶湯充填後、例えば金型に内蔵される冷却構造等によって冷却されることによって熱収縮する。また、本実施形態では、ブロック本体1aに鋳包まれるシリンダライナ10は、ブロック本体1aを構成する材料であるアルミニウムよりも熱膨張率の低い材料である鋳鉄により構成される。
これらのことから、シリンダブロック1においてシリンダボア4を形成するシリンダライナ10においては、シリンダブロック1の鋳造時の冷却(以下「ブロック鋳造時冷却」という。)による熱収縮により、径を縮小させる変形(以下「縮径変形」という。)が生じる。つまり、図10において矢印群で示すように、シリンダボア4を形成するシリンダライナ10は、ブロック鋳造時冷却によって径方向内側に向けてブロック本体1aの熱収縮による押圧作用を受ける。これにより、シリンダボア4(シリンダライナ10)は縮径変形する。図10の矢印群は、ブロック鋳造時冷却によって発生するシリンダボア4(シリンダライナ10)に対するブロック本体1aの熱収縮による押圧作用方向(縮径変形の変形方向)を表している。
こうしたブロック鋳造時冷却によって生じるシリンダボア4(シリンダライナ10)の縮径変形は、冷却終了後のシリンダブロック1においてシリンダライナ10の残留歪として存在することとなる。このシリンダライナ10の残留歪は、エンジン実働時において、シリンダブロック1が温度上昇することによる熱膨張によって開放される。つまり、エンジン実働時のシリンダブロック1の温度上昇により、ブロック鋳造時冷却による縮径変形の反作用として、シリンダライナ10において、径を拡大させる変形(以下「拡径変形」という。)が生じる。
そして、エンジン実働時においては、シリンダボア4の上部の温度が比較的高くなるため、シリンダライナ10の残留歪の開放量、つまり拡径変形によるシリンダボア4の変形量(以下「ボア径拡張量」という。)は、シリンダボア4の上部で比較的多くなる。このため、例えばシリンダライナ10の肉厚が筒軸方向で均一である場合においては、エンジン実働時に生じるシリンダライナ10の残留歪の開放により、シリンダボア4は、全体として下側(燃焼室側と反対側)が相対的に窄むテーパ形状となるように変形することとなる。
そこで、前述したようなスパイニ20群についての調整が行われるシリンダライナ10においては、肉厚の調整(以下「肉厚調整」という。)がさらに行われることが好ましい。
シリンダライナ10の肉厚調整は、シリンダライナ10の円筒状の外形について、筒軸方向におけるヘッド取付面3側(上側)の部分の肉厚が、筒軸方向における他側(下側)の部分の肉厚に対して、相対的に厚くなるように設定される調整である。
すなわち、シリンダライナ10においては、ライナ上部の肉厚が、ライナ下部の肉厚に対して、比較的厚く設定される。言い換えると、ライナ上部は比較的厚肉となり、ライナ下部は比較的薄肉となるように、シリンダライナ10が形成される。
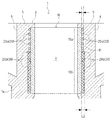
本実施形態では、図11に示すように、シリンダライナ10においては、シリンダボア4を形成する内周面が上側から下側にかけて全体的に同一の径に形成されるとともに、ライナ外周面11の形状が、全体として下側が窄むテーパ形状となるように形成されている。つまり、シリンダライナ10の肉厚が、シリンダライナ10における上側から下側にかけて徐々に薄くなるように設定されている。したがって、図11に示すように、本実施形態のシリンダライナ10においては、その肉厚が、シリンダライナ10の上端の肉厚T1から下端の肉厚T2にかけて徐々に薄くなっている。
このように、シリンダライナ10について肉厚調整が行われることで、次のような作用が得られる。すなわち、前述のようにブロック鋳造時冷却にともなう、縮径変形によるシリンダボア4の変形量(以下「ボア径収縮量」という。)は、シリンダライナ10の肉厚が薄いほど多くなる。つまり、シリンダライナ10において薄肉である部分ほど、剛性が低い部分となることから、ブロック本体1aからの熱収縮による押圧作用の影響が大きくなり、ボア径収縮量が大きくなる。したがって、前記のとおり上側から下側にかけて徐々に薄肉となるように肉厚調整が行われるシリンダライナ10においては、ボア径収縮量が上側から下側にかけて徐々に大きくなる。
図12(a)の矢印群は、ブロック鋳造時冷却にともなう縮径変形によるシリンダライナ10の変形方向および相対的な変形量を表している。つまり、図12(a)の矢印群で表されるように、ブロック鋳造時冷却にともなう縮径変形について、シリンダライナ10が比較的薄肉部分となるシリンダボア4の下側部分ほど、ボア径収縮量が大きくなる。このことは、シリンダライナ10において存在することとなる残留歪が、シリンダライナ10の下側部分ほど大きくなることを意味する。したがって、エンジン実働時におけるシリンダライナ10の残留歪の開放量が、シリンダライナ10の下側部分ほど大きくなる。
図12(b)の矢印群は、エンジン実働時におけるシリンダライナ10の残留歪の開放(拡径変形)によるシリンダライナ10の変形方向および相対的な変形量を表している。つまり、図12(b)の矢印群で表されるように、エンジン実働時におけるシリンダライナ10の残留歪の開放について、シリンダライナ10が比較的薄肉部分となるシリンダボア4の下側部分ほど、ボア径拡張量が大きくなる。このことは、シリンダライナ10において、ブロック鋳造時冷却にともなう縮径変形によって窄まっていた部分(ボア径収縮量が多い部分)ほど、エンジン実働時の残留歪の開放によって拡張しやすくなる部分(ボア径拡張量が多い部分)となることによる。
これにより、次のような効果が得られる。すなわち、例えばシリンダライナ10の肉厚が筒軸方向で均一である場合においては、図13(a)に示すように、エンジン実働時に生じるシリンダライナ10の残留歪の開放により、シリンダボア4は、全体として下側が窄むテーパ形状となるように変形することとなる。
これに対し、前記のように肉厚調整が行われているシリンダライナ10によれば、図13(b)に示すように、エンジン実働時に生じるシリンダライナ10の残留歪の開放について、シリンダライナ10が比較的薄肉部分となるシリンダボア4の下側部分ほど、ボア径拡張量が大きくなることから、図13(a)に示すようなシリンダボア4がテーパ形状となるようなボア歪が相殺されるような変形が得られる。なお、図13(b)の矢印群は、エンジン実働時におけるシリンダライナ10の残留歪の開放によるシリンダボア4の変形方向および相対的な変形量を表している。
このように、前述したスパイニ20群についての調整に加えて肉厚調整が行われているシリンダライナ10によれば、筒軸方向のボア歪を抑制することができ、エンジン実働時におけるシリンダボア4の円筒度のさらなる改善が図られる。結果として、エンジン実働時のシリンダボア4におけるフリクションをより効果的に低減させることができる。
なお、本実施形態では、シリンダライナ10の肉厚調整が、シリンダライナ10の肉厚が上側から下側にかけて徐々に薄くなるように(ライナ外周面11が下側が窄むテーパ形状となるように)行われているが、これに限定されるものではない。シリンダライナ10の肉厚調整としては、例えば、相対的に拡径部分(厚肉部分)となるライナ上部に対して、相対的に縮径部分(薄肉部分)となるライナ下部(例えばピストン7のピストンスカート部の摺動範囲に対応する部分)が形成されることで、シリンダライナ10が段付きとなるような調整が挙げられる。また、シリンダライナ10の肉厚調整においては、ライナ外周面11として曲面が用いられたり、シリンダライナ10の肉厚が段階的に変化させられたりしてもよい。
以上のように、スパイニ20群についての調整や、肉厚についての調整が行われる本実施形態のシリンダライナ10を備えるシリンダブロック1によれば、エンジン実働時におけるボア歪を抑制することができ、シリンダボア4に対するピストン7の摺動にともなうフリクションを低減させることができる。
1 シリンダブロック
1a ブロック本体
2 シリンダヘッド
3 ヘッド取付面(シリンダヘッド取付面)
4 シリンダボア
8 ボルト穴
9 ボルト締結部
10 シリンダライナ
11 ライナ外周面
20 スパイニ(突起)
21 脚部
22 頭部
30 シリンダライナ
1a ブロック本体
2 シリンダヘッド
3 ヘッド取付面(シリンダヘッド取付面)
4 シリンダボア
8 ボルト穴
9 ボルト締結部
10 シリンダライナ
11 ライナ外周面
20 スパイニ(突起)
21 脚部
22 頭部
30 シリンダライナ
Claims (7)
- 円筒状の外形を有し、内燃機関を構成するシリンダブロックの本体の鋳造時に鋳包まれることで、前記シリンダブロックにおいて、締結部材によってシリンダヘッドが固定されるシリンダヘッド取付面に開口するシリンダボアを形成するシリンダライナであって、
前記円筒状の外形の外周面に、径方向外側に向けて突出する多数の突起を有し、
前記突起の分布密度について、前記外周面における、前記円筒状の外形の筒軸方向における前記シリンダヘッド取付面側の部分の前記分布密度が、前記筒軸方向における他側の部分に対して、相対的に低くなるように設定される調整と、
前記突起の前記外周面からの突出長さについて、前記外周面における、前記シリンダヘッド取付面側の部分に設けられる前記突起の前記突出長さが、前記他側の部分に設けられる前記突起の前記突出長さに対して、相対的に短くなるように設定される調整と、
の少なくともいずれかの調整が行われていることを特徴とするシリンダライナ。 - 前記突起は、前記外周面に連結される側となる基部側に形成される脚部と、該脚部に対する拡径部分であって前記基部側に対して先端側に形成される頭部とを有し、
前記突起の前記脚部と前記頭部との径方向の寸法差について、前記外周面における、前記シリンダヘッド取付面側の部分に設けられる前記突起の前記径方向の寸法差が、前記他側の部分に設けられる前記突起の前記径方向の寸法差に対して、相対的に小さくなるように設定される調整がさらに行われていることを特徴とする請求項1に記載のシリンダライナ。 - 前記シリンダライナは、前記シリンダブロックの本体を構成する材料よりも熱膨張率の低い材料により構成されるものであり、
前記円筒状の外形について、前記シリンダヘッド取付面側の部分の肉厚が、前記他側の部分の肉厚に対して、相対的に厚くなるように設定される調整がさらに行われていることを特徴とする請求項1または請求項2に記載のシリンダライナ。 - 円筒状の外形を有し、内燃機関を構成するシリンダブロックの本体の鋳造時に鋳包まれることで、前記シリンダブロックにおいて、締結部材によってシリンダヘッドが固定されるシリンダヘッド取付面に開口するシリンダボアを形成するシリンダライナであって、
前記円筒状の外形の外周面に、径方向外側に向けて突出する多数の突起を有し、
前記突起の分布密度について、前記外周面における、前記円筒状の外形の円周方向における前記締結部材による締結部に対応する位相の部分の前記分布密度が、前記円周方向における前記締結部に対応する位相以外の位相の部分に対して、相対的に高くなるように設定される調整と、
前記突起の前記外周面からの突出長さについて、前記外周面における、前記締結部に対応する位相の部分に設けられる前記突起の前記突出長さが、前記締結部に対応する位相以外の位相の部分に設けられる前記突起の前記突出長さ対して、相対的に長くなるように設定される調整と、
の少なくともいずれかの調整が行われていることを特徴とするシリンダライナ。 - 前記突起は、前記外周面に連結される側となる基部側に形成される脚部と、該脚部に対する拡径部分であって前記基部側に対して先端側に形成される頭部とを有し、
前記突起の前記脚部と前記頭部との径方向の寸法差について、前記外周面における、前記締結部に対応する位相の部分に設けられる前記突起の前記径方向の寸法差が、前記締結部に対応する位相以外の位相の部分に設けられる前記突起の前記径方向の寸法差に対して、相対的に大きくなるように設定される調整がさらに行われていることを特徴とする請求項4に記載のシリンダライナ。 - 前記シリンダライナは、前記シリンダブロックの本体を構成する材料よりも熱膨張率の低い材料により構成されるものであり、
前記円筒状の外形について、前記円筒状の外形の筒軸方向における前記シリンダヘッド取付面側の部分の肉厚が、前記筒軸方向における他側の部分の肉厚に対して、相対的に厚くなるように設定される調整がさらに行われていることを特徴とする請求項4または請求項5に記載のシリンダライナ。 - 請求項1〜6のいずれか一項に記載のシリンダライナが、前記シリンダブロックの本体の鋳造時に鋳包まれることにより、前記シリンダボアが形成されていることを特徴とするシリンダブロック。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008092100A JP2009243386A (ja) | 2008-03-31 | 2008-03-31 | シリンダライナおよびシリンダブロック |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008092100A JP2009243386A (ja) | 2008-03-31 | 2008-03-31 | シリンダライナおよびシリンダブロック |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009243386A true JP2009243386A (ja) | 2009-10-22 |
Family
ID=41305566
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008092100A Pending JP2009243386A (ja) | 2008-03-31 | 2008-03-31 | シリンダライナおよびシリンダブロック |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009243386A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262668A (ja) * | 1985-09-13 | 1987-03-19 | Secoh Giken Inc | 小さい負荷の駆動装置 |
| US20120304852A1 (en) * | 2010-03-17 | 2012-12-06 | Moresco Corporation | Cylinder liner and method for producing same |
| JP2015151984A (ja) * | 2014-02-19 | 2015-08-24 | 富士重工業株式会社 | エンジン |
| DE102015119024A1 (de) | 2014-11-06 | 2016-05-12 | Suzuki Motor Corporation | Zylinderbuchse |
| JP2016125640A (ja) * | 2015-01-08 | 2016-07-11 | マツダ株式会社 | 周面の溝構造及びその加工方法 |
| CN107377944A (zh) * | 2016-05-17 | 2017-11-24 | 铃木株式会社 | 镶铸用构件 |
| CN109794593A (zh) * | 2017-11-16 | 2019-05-24 | 铃木株式会社 | 镶铸用构件及其制造方法 |
| CN109807299A (zh) * | 2017-11-21 | 2019-05-28 | 铃木株式会社 | 镶铸用构件及其制造方法 |
| DE102020201718A1 (de) | 2020-02-12 | 2021-08-12 | Psa Automobiles Sa | Additiv gefertigte Zylinderlaufbuchse für einen Zylinderblock einer Brennkraftmaschine sowie Verfahren zum Herstellen einer derartigen Zylinderlaufbuchse |
| JP2022188445A (ja) * | 2021-06-09 | 2022-12-21 | Tpr株式会社 | シリンダライナ |
| JP7295308B1 (ja) | 2022-03-30 | 2023-06-20 | Tpr株式会社 | シリンダライナおよびシリンダライナを備えた往復動機関 |
| AT526113A1 (de) * | 2022-04-12 | 2023-11-15 | Manfred Serbinek | Gussbauteil mit einer Oberflächenstruktur |
-
2008
- 2008-03-31 JP JP2008092100A patent/JP2009243386A/ja active Pending
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262668A (ja) * | 1985-09-13 | 1987-03-19 | Secoh Giken Inc | 小さい負荷の駆動装置 |
| US20120304852A1 (en) * | 2010-03-17 | 2012-12-06 | Moresco Corporation | Cylinder liner and method for producing same |
| US9427801B2 (en) * | 2010-03-17 | 2016-08-30 | Moresco Corporation | Cylinder liner and method for producing same |
| US10213829B2 (en) | 2010-03-17 | 2019-02-26 | Moresco Corporation | Cylinder liner and method for producing same |
| JP2015151984A (ja) * | 2014-02-19 | 2015-08-24 | 富士重工業株式会社 | エンジン |
| DE102015119024A1 (de) | 2014-11-06 | 2016-05-12 | Suzuki Motor Corporation | Zylinderbuchse |
| CN105587422A (zh) * | 2014-11-06 | 2016-05-18 | 铃木株式会社 | 气缸套 |
| JP2016125640A (ja) * | 2015-01-08 | 2016-07-11 | マツダ株式会社 | 周面の溝構造及びその加工方法 |
| CN107377944A (zh) * | 2016-05-17 | 2017-11-24 | 铃木株式会社 | 镶铸用构件 |
| CN109794593B (zh) * | 2017-11-16 | 2021-02-12 | 铃木株式会社 | 镶铸用构件及其制造方法 |
| CN109794593A (zh) * | 2017-11-16 | 2019-05-24 | 铃木株式会社 | 镶铸用构件及其制造方法 |
| CN109807299A (zh) * | 2017-11-21 | 2019-05-28 | 铃木株式会社 | 镶铸用构件及其制造方法 |
| DE102020201718A1 (de) | 2020-02-12 | 2021-08-12 | Psa Automobiles Sa | Additiv gefertigte Zylinderlaufbuchse für einen Zylinderblock einer Brennkraftmaschine sowie Verfahren zum Herstellen einer derartigen Zylinderlaufbuchse |
| JP2022188445A (ja) * | 2021-06-09 | 2022-12-21 | Tpr株式会社 | シリンダライナ |
| JP7514799B2 (ja) | 2021-06-09 | 2024-07-11 | Tpr株式会社 | シリンダライナ |
| JP7295308B1 (ja) | 2022-03-30 | 2023-06-20 | Tpr株式会社 | シリンダライナおよびシリンダライナを備えた往復動機関 |
| WO2023189457A1 (ja) * | 2022-03-30 | 2023-10-05 | Tpr株式会社 | シリンダライナおよびシリンダライナを備えた往復動機関 |
| JP2023148388A (ja) * | 2022-03-30 | 2023-10-13 | Tpr株式会社 | シリンダライナおよびシリンダライナを備えた往復動機関 |
| US12607155B2 (en) | 2022-03-30 | 2026-04-21 | Tpr Co., Ltd. | Cylinder liner and reciprocating engine comprising cylinder liner |
| AT526113A1 (de) * | 2022-04-12 | 2023-11-15 | Manfred Serbinek | Gussbauteil mit einer Oberflächenstruktur |
| AT526113B1 (de) * | 2022-04-12 | 2025-03-15 | Manfred Serbinek | Gussbauteil mit einer Oberflächenstruktur |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009243386A (ja) | シリンダライナおよびシリンダブロック | |
| US5595145A (en) | Cooling structure of diesel engine piston | |
| JPS592783B2 (ja) | 内燃機関用のピストン | |
| EP3163059A1 (en) | Internal combustion engine | |
| JP6771480B2 (ja) | 対向ピストン型エンジン用のシリンダライナ | |
| KR20080043300A (ko) | 내연 기관용 피스톤 | |
| US9951712B2 (en) | Internal combustion engine with interbore cooling | |
| US10309293B2 (en) | Internal combustion engine | |
| KR102077376B1 (ko) | 4행정 내연 엔진 및 4행정 내연 엔진용 피스톤 | |
| US7975601B2 (en) | Engine cylinder liner | |
| US20040261612A1 (en) | Piston with cast-in undercrown pins for increased heat dissipation | |
| JPS6218676Y2 (ja) | ||
| JPH10141135A (ja) | 内燃機関のピストン | |
| JP3104090U (ja) | 内燃エンジン | |
| JP2008190472A (ja) | シリンダブロックおよびシリンダライナ | |
| JP2007077852A (ja) | シリンダブロック | |
| JP3755389B2 (ja) | 内燃機関のシリンダブロック | |
| KR102364805B1 (ko) | 부가적인 기계가공을 통한 피스톤 링-벨트 구조 보강 | |
| JP2004308568A (ja) | 内燃機関のピストン | |
| JP2015151984A (ja) | エンジン | |
| JP7280073B2 (ja) | 多気筒内燃機関用シリンダブロック及びその製造方法 | |
| JP2009257107A (ja) | シリンダブロック冷却構造 | |
| JP2008190357A (ja) | ピストン | |
| US20170159541A1 (en) | Internal combustion engine | |
| JP2006105103A (ja) | ピストン |