JP2009255104A - アルミニウム合金成形品の製造方法およびその金型 - Google Patents
アルミニウム合金成形品の製造方法およびその金型 Download PDFInfo
- Publication number
- JP2009255104A JP2009255104A JP2008104736A JP2008104736A JP2009255104A JP 2009255104 A JP2009255104 A JP 2009255104A JP 2008104736 A JP2008104736 A JP 2008104736A JP 2008104736 A JP2008104736 A JP 2008104736A JP 2009255104 A JP2009255104 A JP 2009255104A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- heat treatment
- molded product
- temperature
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
【解決手段】 金型10の内部に,入子101及び入子102を収容する。ここで,入子101及び入子102は,上型12と,下型11とともに鋳物の形状を形成するような形状をしているものである。また,入子101と,入子102とはソルト流路111を形成している。まず,金型10に溶湯を鋳込む。次に,ソルト流路111にソルトを流す。このソルトの温度は,溶湯の合金の溶体化処理温度と同じかわずかに高い温度とする。これにより,局所的熱処理対象箇所301の温度を溶体化処理温度に保持する。また,ソルトを流す時間を調節することにより,所望の溶体化処理時間を設定することができる。この熱処理の後,鋳物を金型から離型する。
【選択図】図9
Description
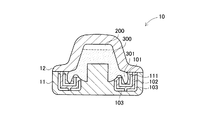
本形態の金型10について,図1〜図4により説明する。図1は,本形態の金型10の断面図である。本形態の金型10は,金型本体として下型11と上型12とを有している。図2は,金型10の下型11の製品部分を示した平面図である。図3は,金型10の上型12の製品部分を示した平面図である。図1は,図2の下型11及び図3の上型12を一体とした場合のXX断面に相当するものである。なお,簡単のために図1では金型10の細部の形状を簡略化している。なお,下型11及び上型12の材質は,例えばSKD61(JIS)である。
ここで,アルミニウム合金成形品の製造方法について図5〜図9により説明する。本形態のアルミニウム合金成形品の製造方法により製造されるアルミニウム合金成形品は,鋳物の一部にリブ形状のような応力の集中しやすい箇所を有するものである。また,応力の集中しやすい箇所を強化するために,当該箇所に局所的な熱処理を施したものである。
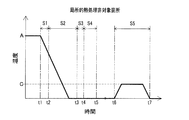
本形態のアルミニウム合金成形品の製造方法では,まず金型10のキャビティ200に700〜740℃(図6及び図7の温度A)の溶湯を湯口より流し込む(S1:鋳込み工程)。このため,キャビティ200は,溶湯によりほぼ満たされる。また,溶体化処理を施される局所的熱処理対象箇所301も溶湯で満たされる。また,溶湯で満たされたうちの溶体化処理を施されない箇所を局所的熱処理非対象箇所300とする。700〜740℃程度あった溶湯の温度(図6及び図7の温度A)は,鋳込み後,金型に接して温度が低下する(図6及び図7参照)。
時刻t2の後,ソルト流路111にソルトを流す。これにより,局所的熱処理対象箇所301の温度を溶体化処理温度(図6の温度B)に保持する。局所的熱処理対象箇所301の温度を一定時間にわたり溶体化温度に保持することにより,溶体化処理を施す(局所的溶体化処理工程:S2)のである。このときの様子を図9に示す。なお,この溶体化処理温度及び溶体化処理時間は合金等の種類により異なるため詳細は後述するが,おおよそ固相線温度の直下にて数十分程度である。また,時刻t2の前に予めソルト流路111にソルトを流しておいてもよい。
時刻t3の後,金型から鋳物を分離する(S3)。このとき,局所的熱処理対象箇所301の温度は,図6に示すように未だ高いままである。局所的熱処理非対象箇所300の温度は,図7に示すように充分下がっている。ここで,鋳物を金型から離型し終えた時刻をt4とする。時刻t4において,局所的熱処理対象箇所301の温度は,時刻t3に比べて厳密にいえばわずかに下がっている。しかし,常温に比べれば高いままである。
離型の後,鋳物全体を水没させる(S4)。これにより,鋳物全体に焼入が施される。鋳物を水中から取り出した時刻をt5とする。
そして,水没焼入(S4)を施した後,鋳物に人工時効処理を施す(S5)。この場合の処理温度(図6及び図7の温度C)及び処理時間は合金により異なるため後述する。以上により,鋳物の一部に熱処理を施したアルミニウム合金成形品が製造された。ここで,局所的熱処理対象箇所301は,溶体化処理(S2)を施された後,人工時効処理(S5)を施されている。このため,本形態のアルミニウム合金成形品の製造方法により製造されたアルミニウム合金成形品は,その一部である局所的熱処理対象箇所301にT6処理(JIS)を施したものとなっている。
本形態のアルミニウム合金成形品の製造方法は,鋳物の一部に局所的に熱処理を施すものである。そして,対象とする製品,用いる合金等に応じて種々の熱処理温度及び熱処理時間を設定することが可能である。以下にその行った試験を例示する。
1. 引張強度,
2. 0.2%耐力,
3. 伸び
の3項目とした。

次に,合金2について行った試験結果を実施例2として説明する。合金2として,JIS−AC2Bを用いた。合金2の主成分もまたアルミニウムであり,その他の元素の成分比は,表2のとおりであった。なお,合金2の固相線温度は520℃である。
次に,合金3について行った試験結果を実施例3として説明する。合金3として,JIS−AC4CHにCuを0.8重量パーセント添加したものを用いた。なお,Mgは0.3重量パーセントとした。合金3の主成分もまたアルミニウムであり,その他の元素の成分比は,表3のとおりであった。なお,合金3の固相線温度は556℃である。
11…下型
12…上型
101,102…入子
103…空気層
111…ソルト流路
200…キャビティ
300…局所的熱処理非対象箇所
201,301…局所的熱処理対象箇所
Claims (9)
- 金型によりアルミニウム合金の成形品を製造する方法であって,
前記金型として,
成形品の一部に接触して熱処理を施す局所熱処理部と,
成形品の前記一部以外の残部に接触する非熱処理部とを有するものを用い,
成形後,前記金型から成形品を取り出す前に,前記局所熱処理部により,成形品の前記一部をその合金の溶体化温度に保持して局所的に溶体化処理を施す局所溶体化工程を有することを特徴とするアルミニウム合金の成形品の製造方法。 - 請求項1に記載のアルミニウム合金の成形品の製造方法であって,
前記金型として,前記局所熱処理部が,前記非熱処理部を構成する金型本体とは別体であるとともに金型本体の内部に配置される入子であるものを用いることを特徴とするアルミニウム合金の成形品の製造方法。 - 請求項2に記載のアルミニウム合金の成形品の製造方法であって,
前記入子と金型本体との間に隙間があるものを用いることを特徴とするアルミニウム合金の成形品の製造方法。 - 請求項1から請求項3までのいずれか1つに記載のアルミニウム合金の成形品の製造方法であって,
前記金型として,前記局所熱処理部に流体の流路が形成されているものを用いることを特徴とするアルミニウム合金の成形品の製造方法。 - 請求項1から請求項4までのいずれか1つに記載のアルミニウム合金の成形品の製造方法であって,
前記局所溶体化工程の後で成形品を前記金型から取り出した成形品を水で冷却する水冷工程と,
前記水冷工程後の成形品に人工時効処理を施す人工時効工程とを有することを特徴とするアルミニウム合金の成形品の製造方法。 - 成形品を成形する金型であって,
成形品の一部に接触して熱処理を施す局所熱処理部と,
成形品の前記一部以外の残部に接触する非熱処理部とを有し,
前記局所熱処理部には,成形後,前記金型から取り出す前の成形品の前記一部を加熱する熱源が設けられていることを特徴とする金型。 - 請求項6に記載の金型であって,
前記局所熱処理部が,前記非熱処理部を構成する金型本体とは別体であるとともに金型本体の内部に配置される入子であることを特徴とする金型。 - 請求項7に記載の金型であって,
前記入子と金型本体との間に隙間があることを特徴とする金型。 - 請求項6から請求項8までのいずれか1つに記載の金型であって,
前記局所熱処理部に,熱流体を流す流路が形成されていることを特徴とする金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008104736A JP5136176B2 (ja) | 2008-04-14 | 2008-04-14 | アルミニウム合金成形品の製造方法およびその金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008104736A JP5136176B2 (ja) | 2008-04-14 | 2008-04-14 | アルミニウム合金成形品の製造方法およびその金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009255104A true JP2009255104A (ja) | 2009-11-05 |
| JP5136176B2 JP5136176B2 (ja) | 2013-02-06 |
Family
ID=41383219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008104736A Expired - Fee Related JP5136176B2 (ja) | 2008-04-14 | 2008-04-14 | アルミニウム合金成形品の製造方法およびその金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5136176B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2485848A (en) * | 2010-11-29 | 2012-05-30 | Halliburton Energy Serv Inc | Making moulds by 3d printing and making bodies in moulds |
| JP2016500751A (ja) * | 2012-09-27 | 2016-01-14 | ハイドロ アルミニウム ロールド プロダクツ ゲゼルシャフト ミット ベシュレンクテル ハフツングHydro Aluminium Rolled Products GmbH | アルミニウム加工材を熱処理するための方法および装置とアルミニウム加工材 |
| JP5907272B2 (ja) * | 2012-09-06 | 2016-04-27 | 日産自動車株式会社 | アルミニウム合金製鋳物の製造方法 |
| US9790744B2 (en) | 2010-11-29 | 2017-10-17 | Halliburton Energy Services, Inc. | Forming objects by infiltrating a printed matrix |
| JP2019178368A (ja) * | 2018-03-30 | 2019-10-17 | アイシン・エィ・ダブリュ株式会社 | アルミニウム合金製部材及びアルミニウム合金製部材の製造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008504129A (ja) * | 2004-06-28 | 2008-02-14 | コンソリデイテッド エンジニアリング カンパニー, インコーポレイテッド | 鋳造物からばりおよび閉塞片を除去するための方法および装置 |
-
2008
- 2008-04-14 JP JP2008104736A patent/JP5136176B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008504129A (ja) * | 2004-06-28 | 2008-02-14 | コンソリデイテッド エンジニアリング カンパニー, インコーポレイテッド | 鋳造物からばりおよび閉塞片を除去するための方法および装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2485848A (en) * | 2010-11-29 | 2012-05-30 | Halliburton Energy Serv Inc | Making moulds by 3d printing and making bodies in moulds |
| US9790744B2 (en) | 2010-11-29 | 2017-10-17 | Halliburton Energy Services, Inc. | Forming objects by infiltrating a printed matrix |
| GB2485848B (en) * | 2010-11-29 | 2018-07-11 | Halliburton Energy Services Inc | Improvements in heat flow control for molding downhole equipment |
| US10399258B2 (en) | 2010-11-29 | 2019-09-03 | Halliburton Energy Services, Inc. | Heat flow control for molding downhole equipment |
| JP5907272B2 (ja) * | 2012-09-06 | 2016-04-27 | 日産自動車株式会社 | アルミニウム合金製鋳物の製造方法 |
| JP2016500751A (ja) * | 2012-09-27 | 2016-01-14 | ハイドロ アルミニウム ロールド プロダクツ ゲゼルシャフト ミット ベシュレンクテル ハフツングHydro Aluminium Rolled Products GmbH | アルミニウム加工材を熱処理するための方法および装置とアルミニウム加工材 |
| US9677161B2 (en) | 2012-09-27 | 2017-06-13 | Hydro Aluminium Rolled Products Gmbh | Method and apparatus for thermally treating an aluminium workpiece and aluminium workpiece |
| JP2019178368A (ja) * | 2018-03-30 | 2019-10-17 | アイシン・エィ・ダブリュ株式会社 | アルミニウム合金製部材及びアルミニウム合金製部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5136176B2 (ja) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5136176B2 (ja) | アルミニウム合金成形品の製造方法およびその金型 | |
| US6224693B1 (en) | Method and apparatus for simplified production of heat treatable aluminum alloy castings with artificial self-aging | |
| JP6242903B2 (ja) | アルミニウム加工材を熱処理するための方法および装置とアルミニウム加工材 | |
| US20090288740A1 (en) | Method and system for producing a cast component | |
| EP3470150B1 (en) | Low-pressure casting mold | |
| JP2014104512A (ja) | シリンダヘッドの鋳造装置及びシリンダヘッドの熱処理方法 | |
| JP2006138015A (ja) | 銅系析出硬化形合金の製造方法 | |
| JP2008284608A (ja) | 鋳造方法 | |
| US3589429A (en) | Method for continuous casting, cooling and shaping of metal bars | |
| CZ207095A3 (en) | Process for producing one-part wheel from light metal of formed aluminium material | |
| KR102237715B1 (ko) | 저과열 내지 무과열 온도에서의 주조를 위한 용융 금속의 제조 공정 | |
| CA2398600A1 (en) | Method and apparatus for simplified production of heat treatable aluminum alloy castings with artificial self-aging | |
| CN109195728B (zh) | 壳型铸造金属合金的方法和装置 | |
| CN101370947A (zh) | 用于在碳素钢内尤其是在带钢内连续生成贝氏体组织的方法和设备 | |
| JP5755155B2 (ja) | モールド鋳型の補修方法 | |
| JP6566566B2 (ja) | ヒートシンク鍛造用素材、ヒートシンク鍛造用素材の製造方法、及びヒーシンクの製造方法 | |
| US7494554B1 (en) | Method for continuous manufacturing of cast articles utilizing one or more fluidized beds for heat treating and aging purposes | |
| US1556642A (en) | Process of casting malleable castings | |
| JP3646662B2 (ja) | 鋳造用金型 | |
| US20180363085A1 (en) | System and method for thermal processing casting material | |
| JP2012051000A (ja) | 軽合金の鋳造方法 | |
| JP5501532B1 (ja) | 鋳造用中空金型及びその製造方法 | |
| RU2427445C1 (ru) | Способ изготовления тормозных колодок с облицовкой рабочих поверхностей | |
| RU2509622C1 (ru) | Способ изготовления оболочковой огнеупорной формы | |
| JP2003275859A (ja) | 熱板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121029 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |