JP2009277979A - 基板の粗面化方法、光起電力装置およびその製造方法 - Google Patents
基板の粗面化方法、光起電力装置およびその製造方法 Download PDFInfo
- Publication number
- JP2009277979A JP2009277979A JP2008129505A JP2008129505A JP2009277979A JP 2009277979 A JP2009277979 A JP 2009277979A JP 2008129505 A JP2008129505 A JP 2008129505A JP 2008129505 A JP2008129505 A JP 2008129505A JP 2009277979 A JP2009277979 A JP 2009277979A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- mold
- mask film
- roughening
- photovoltaic device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Drying Of Semiconductors (AREA)
- Photovoltaic Devices (AREA)
Abstract
【課題】基板の材質に依らずに基板表面の均一な粗面化が可能な基板の粗面化方法、光起電力装置の製造方法および光起電力装置を得る。
【解決手段】基板の一面側の表面にマスク膜を形成する第1工程と、表面に凹凸形状を有するモールドを用いて型押しを行うことにより前記モールドの凹凸形状を前記マスク膜に転写する第2工程と、前記マスク膜を前記基板の面内方向に略垂直な方向からドライエッチングにより除去する第3工程と、前記マスク膜の除去後に、前記基板の表面に対して前記基板の面内方向に略垂直な方向からドライエッチングを行う第4工程と、を含む。
【選択図】 図2−3
【解決手段】基板の一面側の表面にマスク膜を形成する第1工程と、表面に凹凸形状を有するモールドを用いて型押しを行うことにより前記モールドの凹凸形状を前記マスク膜に転写する第2工程と、前記マスク膜を前記基板の面内方向に略垂直な方向からドライエッチングにより除去する第3工程と、前記マスク膜の除去後に、前記基板の表面に対して前記基板の面内方向に略垂直な方向からドライエッチングを行う第4工程と、を含む。
【選択図】 図2−3
Description
本発明は、基板の粗面化方法、光起電力装置およびその製造方法に関するものである。
太陽電池等の光電変換装置の性能向上には、太陽電池を構成する基板内部に太陽光を効率良く取り込むことが大切である。このため、光入射側の基板表面にテクスチャ加工を施し、基板表面で一度反射した光を再度基板表面に入射させることで、より多くの太陽光を基板内部に取り込み、光電変換効率の向上を図っている。ここでテクスチャ加工とは、基板表面に意図的に数十nm〜数十μmの寸法の微細凹凸を形成する加工のことである。
太陽電池用の基板にテクスチャ形成を行う方法として、基板が単結晶基板の場合には、エッチング速度に結晶方位依存性を有する水酸化ナトリウムや水酸化カリウム等のアルカリ水溶液による、結晶方位を利用した異方性エッチングが広く用いられる。例えば、(100)基板表面に対してこの異方性エッチングを行うと、(111)面が露出したピラミッド状のテクスチャ構造が基板表面に形成される。
しかし、このようなアルカリ水溶液を用いて異方性エッチングを行う方法では、基板に多結晶基板を用いた場合には、エッチングレートが結晶面により大きく異なっていること、そして結晶面方位がそろっていないことにより、部分的にしかテクスチャ構造が作製できない。このため、基板表面における光の反射率を低減するには限界がある、という問題がある。
例えば波長628nmにおける反射率は、表面が鏡面研磨されたシリコンでは約36%であり、(100)面のシリコン単結晶基板をウェットエッチングした場合には約15%となるのに対し、多結晶シリコン基板の表面をウェットエッチングした場合では27〜30%程度である。
上記の問題は、多結晶シリコン基板のような不均質な材料を、異方性を有するエッチング方式で加工するがために発生する。そこで、エッチングを用いないテクスチャ形成方法として、モールドを用いた型押し方法、あるいは、モールドを用いた注型方法が提案されている。
このような方法として、例えば表面に光閉じ込め用の凹凸が形成された酸化錫膜を有するマスタ基板を準備し、このマスタ基板を下金型とし、上金型と組み合わせたシート状の空間に樹脂を注入することで、マスタ基板の凹凸形状を樹脂基板に転写する方法が提案されている(たとえば、特許文献1参照)。
また、他の方法として、表面に光閉じ込め用の凹凸形状を有する原版を用いて型押しすることにより、またはロール上にセットし、基板となりうる金属の圧延時等、適当な条件下で金属表面に凹凸パターンを転写する方法が提案されている(たとえば、特許文献2参照)。
しかしながら、上記従来の技術によれば、基板材料をエッチングすることなく、マスタ基板の凹凸形状または原版の凹凸形状が転写された凹凸形状を形成できるが、注型可能な粘度を有する材料、あるいは型押しで変形可能な材料のみにしか適用できないという問題があった。例えば、適用できない材料の一例として、光起電力装置用基板として用いられる多結晶シリコン基板が挙げられる。
本発明は、上記に鑑みてなされたものであって、基板の材質に依らずに基板表面の均一な粗面化が可能な基板の粗面化方法、光起電力装置の製造方法および光起電力装置を得ることを目的とする。
上述した課題を解決し、目的を達成するために、本発明にかかる基板の粗面化方法は、基板の一面側の表面にマスク膜を形成する第1工程と、表面に凹凸形状を有するモールドを用いて型押しを行うことにより前記モールドの凹凸形状を前記マスク膜に転写する第2工程と、前記マスク膜を前記基板の面内方向に略垂直な方向からドライエッチングにより除去する第3工程と、前記マスク膜の除去後に、前記基板の表面に対して前記基板の面内方向に略垂直な方向からドライエッチングを行う第4工程と、を含むことを特徴とする。
この発明によれば、基板の材質に依らずに基板表面の粗面化を均一に行うことができる、という効果を奏する。
以下に、本発明にかかる基板の粗面化方法、光起電力装置およびその製造方法の実施の形態を図面に基づいて詳細に説明する。なお、本発明は以下の記述に限定されるものではなく、本発明の要旨を逸脱しない範囲において適宜変更可能である。また、本発明において基板の材質、および粗面化された基板の用途は特に限定しないが、以下の説明では一例として多結晶シリコン基板の粗面化について説明する。また基板の用途として、多結晶シリコン太陽電池を製造するために用いるものとして説明する。また、以下に示す図面においては、理解の容易のため各部材の縮尺が実際と異なる場合があり、各図面間においても同様である。
実施の形態1.
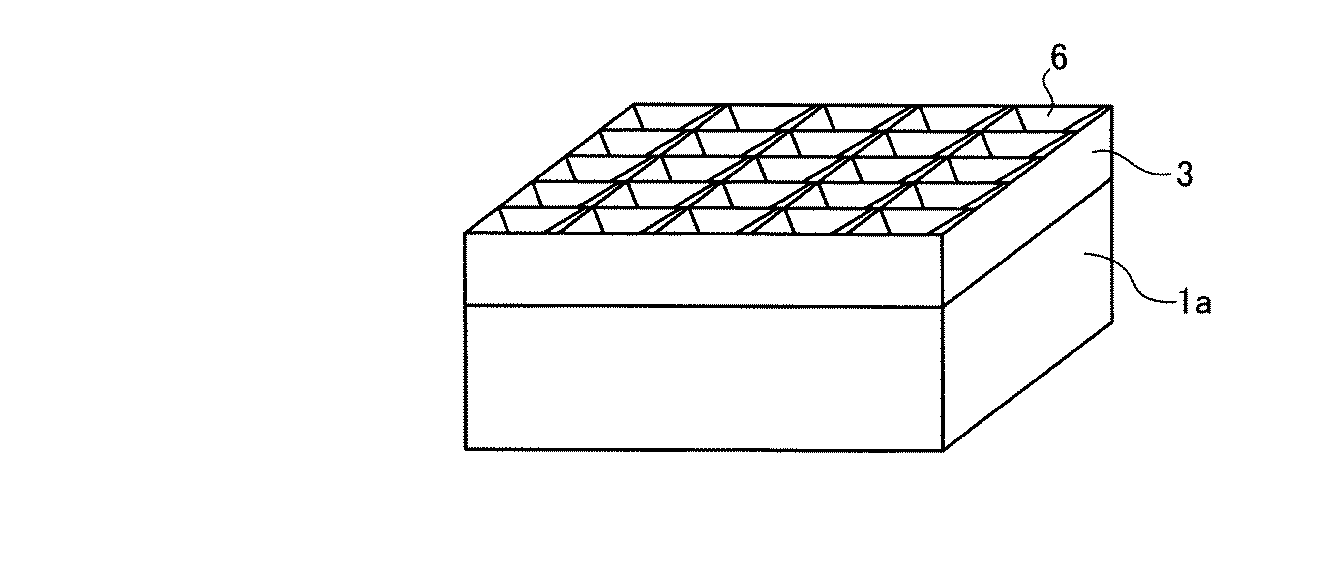
図1は、本実施の形態にかかる基板の粗面化方法により表面の粗面化が施された基板であり、光起電力装置である太陽電池用の基板であるp型多結晶シリコン基板1(以下、基板1と称する)を示す模式図である。この基板1は、実施の形態1にかかる基板の粗面化方法により基板表面の粗面化が施された基板であり、光閉じ込め用凹凸形状として逆ピラミッド状凹凸形状6が配列されたテクスチャ構造2が、基板表面に略均一に形成されている。
図1は、本実施の形態にかかる基板の粗面化方法により表面の粗面化が施された基板であり、光起電力装置である太陽電池用の基板であるp型多結晶シリコン基板1(以下、基板1と称する)を示す模式図である。この基板1は、実施の形態1にかかる基板の粗面化方法により基板表面の粗面化が施された基板であり、光閉じ込め用凹凸形状として逆ピラミッド状凹凸形状6が配列されたテクスチャ構造2が、基板表面に略均一に形成されている。
つぎに、このような基板1を形成するための実施の形態1にかかる基板の粗面化方法について説明する。図2−1〜図2−4は、実施の形態1にかかる基板の粗面化方法の工程を説明するための模式図である。以下、これらの図面を参照して実施の形態1にかかる基板の粗面化方法を説明する。
まず、工程1では、図2−1に示すように基板表面の粗面化を行う対象である基板1aの一面側の表面に、後述する光閉じ込め用凹凸形状を形成するための層として、マスク膜3を形成する。マスク膜3は、可塑性を有する材料により構成される。
実施の形態1における基板1aは、民生用太陽電池向けとして最も多く使用されている多結晶シリコン基板であり、多結晶シリコンインゴットからマルチワイヤーソーでスライスした後に、酸またはアルカリ溶液を用いたウェットエッチングでスライス時のダメージを除去したものである。例えばダメージ除去後の基板1aの厚みは180μm、外形寸法は15cm□とされる。なお、基板1aの寸法はこれに限定されるものではなく、適宜変更可能である。
また、実施の形態1においては、マスク膜3は、ガラス粉の混入された印刷用ペーストを一般的なスクリーン印刷法で基板1aの表面に印刷した後、120℃に保温された乾燥炉で基板1aを10分間乾燥させることにより形成した。なお、印刷用ペーストには、ガラス粉の他に樹脂成分としてエチルセルロースが混入されており、また粘度調整のために溶剤としてターピネオールが使用されている。印刷用ペーストの材料選定の根拠は、後述する工程2の説明の中で詳述する。
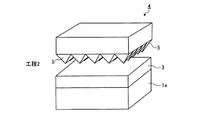
工程2では、光閉じ込め用凹凸形状として図2−2に示すようなピラミッド状凹凸形状5を有する押し型であるモールド4を用いて型押しを行い、ピラミッド状凹凸形状5をマスク膜3に転写する。すなわち、図2−3に示すようにピラミッド状凹凸形状5をマスク膜3に対向させてモールド4を配置し、マスク膜3にモールド4を押し付ける(押圧する)ことにより、モールド4のピラミッド状凹凸形状5をマスク膜3に転写する。これにより、図2−4に示すように逆ピラミッド状凹凸形状6がマスク膜3に形成される。
具体的には、実施の形態1では、120℃に加熱された定板(図示せず)上に基板1aを設置し、また150℃に加熱されたモールドささえ板(図示せず)の下部にモールド4を装着した状態で、定板とモールドささえ板とを対向させてマスク膜3にモールド4を押し付けた。
ここで、マスク膜3の材料中に含まれるエチルセルロースは軟化点が135℃であるため、モールド4が接触する以前は固体としてその形状を保っているが、150℃に加熱されたモールド4が接触した時点から軟化し始めて変形可能となる。これにより、モールド4のピラミッド状凹凸形状5をマスク膜3に転写することが可能である。その後、モールド4をマスク膜3から引き離すと、マスク膜3の温度は再び120℃に戻るため、マスク膜3は転写された凹凸形状を維持したまま固化する。マスク膜3の材料を選択することにより、上記のようなマスク膜3への凹凸形状の転写が可能となる。すなわち、マスク膜3を熱軟化性を有する材料を含有させて形成し、モールド4をマスク膜3の熱軟化温度よりも高い温度に加熱して型押しを行うことにより、上記のようなマスク膜3への凹凸形状の転写が可能となる。
なお、ここではマスク膜3中の樹脂成分としてエチルセルロースを用いたが、熱軟化性を有する他の材料を使用することも可能であり、または室温でも変形可能な材料を使用することもできる。
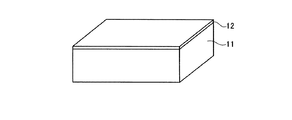
ここで、モールド4について説明する。図3−1〜図3−3は、実施の形態1におけるモールド4の製造工程を説明するための模式図である。モールド4は、たとえば以下のようにして作製することができる。まず、図3−1に示すようなモールド作製用基板11上に、後述するエッチングに対してエッチング耐性を有する膜(以下、耐エッチング性膜と称する)12を形成する。実施の形態1ではモールド作製用基板11として、<100>配向の単結晶シリコン基板を用いた。そして、このモールド作製用基板11の一面側の表面上に、耐エッチング性膜12として熱酸化膜を形成した。
つぎに、図3−2に示すように、耐エッチング性膜12がモールド作製用基板11の表面の面内方向において網目状に残存するようにパターニングを施す。耐エッチング性膜12のパターニングの方法としては、例えば一般的に用いられるリソグラフィ技術を用いることができる。
具体的には、耐エッチング性膜12上に感光性レジストを塗布し、あらかじめ所望のパターンが描かれた露光用マスクを重ねて感光性レジストを露光し、さらにアルカリ現像液により露光部分を除去することで所望の網目状のレジストパターンを形成する。そして、このレジストパターンをマスクとして、フッ化水素(HF)水溶液による湿式エッチングを耐エッチング性膜12に施し、アミン系レジスト剥離剤によりレジストパターンを剥離することで、図3−2に示すようにモールド作製用基板11の表面の面内方向において網目状にパターニングされた耐エッチング性膜13を得ることができる。
つぎに、網目状にパターニングされた耐エッチング性膜13をマスクとしてモールド作製用基板11をエッチングする。モールド作製用基板11のエッチングは、たとえばアルカリ水溶液である水酸化ナトリウム(NaOH)水溶液を用いたエッチングにより実施することができる。
ここで、NaOH水溶液を用いて単結晶シリコンをエッチングする場合は、(100)面のエッチング速度が(111)面のエッチング速度よりも速いという性質があるため、開始面の(100)面からエッチングが進行し、(100)面と54.7度の角度をなす(111)面が出現したところでエッチングが略停止する。
その後、フッ酸水溶液にて耐エッチング性膜13を除去することにより、図3−3に示すようにピラミッド状凹凸形状5を基板表面に略均一に有するモールド4を得ることができる。ここでは、モールド材料であるモールド作製用基板11として単結晶シリコン基板を用いたため、基板の表面の全面に均質なピラミッド状凹凸形状5を形成することができる。
なお、上記においては、マスク膜3に光閉じ込め用凹凸形状を形成するための凹凸形状としてピラミッド状凹凸形状5がモールド4の表面に均等に配列された場合について説明したが、逆ピラミッド状凹凸形状がモールド4の表面に均等に配列されてもよく、また、さらに別の形状の凹凸形状がモールド4の表面に均等に配列されてもよい。
また、上記においてはモールド作製用基板11として、<100>配向の単結晶シリコン基板を用いたが、モールド作製用基板11として他の材料を使用することも可能である。またこの場合には、上述したアルカリ水溶液を用いたエッチングによりモールド作製用基板11に所望のピラミッド状凹凸形状5または他の形状の凹凸形状を形成できない場合は、切削加工やその他の方法を用いて凹凸形状を形成してもよい。
つぎに、基板の粗面化方法の工程3では、モールド4をマスク膜3から引き離した後、マスク膜3が付いた状態の基板1aを、熱焼成炉でたとえば600℃で1時間の条件で熱処理を実施する。この熱処理工程を経ることで、マスク膜3中の樹脂成分は焼失され、図2−5に示すように逆ピラミッド状凹凸形状6aが配列されたテクスチャ構造を有する緻密な無機ガラス膜よりなるマスク膜3aを得ることができる。
つぎに、工程4では、逆ピラミッド状凹凸形状6aが形成されたマスク膜3aを基板1aの面内方向に略垂直な方向からドライエッチングし、さらに引き続き連続的に基板1aを該基板1aの面内方向に略垂直な方向からドライエッチングする。
実施の形態1では、以下のような条件でドライエッチングを行った。エッチングガスとしては六フッ化硫黄(SF6)と酸素(O2)との混合ガスを使用し、エッチング圧力を2Paとした。そして、平行平板型の電極にマスク膜3a付きの基板1aを載置して前記エッチングガス中に設置し、13.56MHzの高周波電力を印加することでプラズマを発生させ、反応性イオンエッチングモードでエッチングを行った。
このような条件でエッチングを行った場合、エッチングは直進的に進行するため、マスク膜3aの表面の凹凸形状を保持したままエッチングが進行する。また、実施の形態1で使用したエッチング条件では、マスク膜3aである無機ガラス膜と基板1aとがほぼ同じエッチング速度を持つため、マスク膜3aを完全に除去した後も、引き続き下地の基板1aがエッチングされる。
そして、ドライエッチング法を用いる場合には、エッチング対象である基板の結晶面方位によるエッチング速度の違いはほとんどないため、基板1aの表面形状はマスク膜3aの表面の逆ピラミッド状凹凸形状6aを保持することができる。このようにして、一定時間経過後にエッチングを終了すると、図2−6に示すようにエッチング前のマスク膜3aの表面の逆ピラミッド状凹凸形状6aと同じ逆ピラミッド状凹凸形状6を有する基板1を得ることができる。
以上により、光閉じ込め用凹凸形状として逆ピラミッド状凹凸形状6が配列されたテクスチャ構造2を、基板1の表面に略均一に形成することができる。
なお、実施の形態1ではエッチング条件として反応性イオンエッチングを使用したが、エッチングの直進性があれば、他のモード、たとえばスパッタリングモードなどを使用してエッチングを行ってもよい。
また、実施の形態1では、ガラス粉末の混入されたペーストを熱処理することで形成した無機ガラス膜をマスク膜3aとして使用したが、他の材料を使用することもできる。この場合には、マスク膜3aと基板1aとはエッチング速度が必ずしも一致する必要はない。たとえば、マスク膜3aのエッチング速度が基板1aのエッチング速度の2倍であれば、実施の形態1で得られる基板1の表面の逆ピラミッド状凹凸形状6の凹凸の高低差は、マスク膜3aの凹凸の高低差の0.5倍となる。このように、マスク膜3aと基板1aとのエッチング速度を異ならせることにより、基板1の表面の逆ピラミッド状凹凸形状6の凹凸の高低差を制御することができる。
図4−1および図4−2は、上述した基板1を用いて作製した光起電力装置を示す図であり、図4−1は光起電力装置の要部断面図、図4−2は光起電力装置の上面図である。図4−1および図4−2に示す光起電力装置は、基板表層にN層21aを有する半導体基板21と、半導体基板21の受光面側の面(表面)に形成された反射防止膜22と、半導体基板21の受光面側の面(表面)に形成された受光面側電極23と、半導体基板21の受光面と反対側の面(裏面)に形成された裏面電極24と、を備える。
また、受光面側電極23としては、グリッド電極23aおよびバス電極23bを含み、図4−1においてはグリッド電極23aの長手方向に垂直な断面における断面図を示している。そして、半導体基板21には、上述した基板の粗面化方法を用いて基板表面にテクスチャ構造を形成した基板1を使用して、15cm角の光起電力装置を構成している。
つぎに、上述した基板1を用いて図4−1および図4−2に示す光起電力装置を製造するための工程を説明する。なお、ここで説明する工程は、一般的な多結晶シリコン基板を用いた光起電力装置の製造工程と同様であるため、特に図示しない。
上記の工程4の処理が完了した基板1を熱酸化炉へ投入し、オキシ塩化リン(POCl3)蒸気の存在下で加熱して基板1の表面にリンガラスを形成することで基板1中にリンを拡散させ、基板1の表層にN層21aを形成する。拡散温度は、例えば840℃とされる。
つぎに、フッ酸溶液中で基板1のリンガラス層を除去した後、反射防止膜22としてプラズマCVD法により窒化シリコン膜(SiN膜)をN層21a上に受光面側電極23の形成領域を除いて形成する。反射防止膜の膜厚および屈折率は、光反射を最も抑制する値に設定する。なお、屈折率の異なる2層以上の膜を積層してもよい。また、反射防止膜22は、スパッタリング法など、異なる成膜方法により形成しても良い。
つぎに、基板1の受光面に銀の混入したペーストを櫛形にスクリーン印刷にて印刷し、基板1の裏面にアルミニウムの混入したペーストを全面にスクリーン印刷にて印刷した後、焼成処理を実施して受光面側電極23と裏面電極24とを形成する。焼成は大気雰囲気中において例えば760℃で実施する。以上のようにして、図4−1および図4−2に示す光起電力装置が作製される。
上記の工程を経て作製した光起電力装置の性能評価した結果に関して説明する。なお、光起電力装置の作製に当たって、基板1の粗面化を実施した時点で基板1の光反射特性を、分光光度計で評価した。そのうち波長628nmにおける反射率を表1に示す。
また比較例として、多結晶シリコン基板をアルカリ水溶液でエッチングした基板を作製した。そして、この比較例の基板に対して、光反射特性を分光光度計で評価した。そのうち波長628nmにおける反射率を表1に併せて示す。
表1からわかるように、波長628nmにおける反射率は、比較例の基板では30%であるのに対して、実施の形態1にかかる基板の粗面化方法により粗面化を実施した基板1では17%にまで抑制できており、この値は(100)面を有する単結晶シリコン基板で得られる反射率に近いものである。これにより、実施の形態1にかかる基板の粗面化方法により粗面化を施した基板1は、良好な反射率抑制効果を発揮していることがわかった。
次に、作製した光起電力装置を実際に作動させ、発電特性を測定して評価した。その結果として開放電圧Voc(Vm)、短絡電流密度Jsc(mA/cm2)、曲線因子FF、光電変換効率(%)を表2に示す。
また比較例として、上記の比較例の基板を使用して15cm□の光起電力装置を作製した。そして、この比較例の光起電力装置を実際に作動させ、発電特性を測定して評価した。その結果として開放電圧Voc(Vm)、短絡電流密度Jsc(mA/cm2)、曲線因子FF、光電変換効率(%)を表2に併せて示す。
表2からわかるように、実施の形態1にかかる光起電力装置では、比較例の光起電力装置と比較して短絡電流密度が大幅に増大し、光電変換効率が向上している。これにより、実施の形態1にかかる基板の粗面化方法により粗面化を施した基板1を使用して光起電力装置を構成することにより、基板1の表面反射損失の抑制が奏功して、短絡電流密度が大幅に増大し、光電変換効率の向上に寄与することがわかった。
上述したように、実施の形態1にかかる基板の粗面化方法によれば、基板1aの表面に設けられたマスク膜3の形状の加工にモールド4を用いた型押しを行うため、不均質な基板材料の影響を受けることなく、均質にマスク膜3の表面形状を加工することができる。そして、均質に表面形状の加工がなされたマスク膜3をドライエッチング法でエッチングし、引き続き連続的に基板1aをエッチングするため、不均質な基板材料の影響を受けることなく、基板1aに対してマスク膜3の表面形状を保持したテクスチャ加工を行うことができる。これにより、実施の形態1にかかる基板の粗面化方法によれば、基板1aが不均質な材料であっても、不均質な基板材料の影響を受けることなく、光閉じ込め用凹凸形状として逆ピラミッド状凹凸形状が配列されたテクスチャ構造2を、基板表面に略均一に形成することができる。
したがって、実施の形態1にかかる基板の粗面化方法によれば、基板1aの材質に依らずに基板1aの表面に対して粗面化を均一に実施することが可能であり、優れた反射抑制効果を発揮する基板の粗面化が可能である。
モールドに設けられた凹凸形状をシリコン基板の表面に直接転写してシリコン基板の表面にテクスチャ構造を形成しようとした場合、モールドを直接シリコン基板に押し当てても、実用的な押し当て圧力ではシリコンを変形させることは不可能である。また、シリコン基板が変形しやすいようにシリコン基板の温度を例えば1000℃程度以上に上げる方法も考えられるが、この場合には不純物が混入してエネルギー変換効率が低下しやすい。
しかしながら、上述した実施の形態1にかかる基板の粗面化方法によれば、不純物の混入によるエネルギー変換効率の低下を生じさせることなく、シリコン基板の表面に対して粗面化を均一に実施することが可能であり、優れた反射抑制効果を発揮する基板の粗面化が可能である。
また、実施の形態1にかかる光起電力装置の製造方法によれば、上記の実施の形態1にかかる基板の粗面化方法により基板表面の粗面化を施した基板1を用いて光起電力装置を作製するため、光入射側の基板表面における表面光反射損失が大幅に低減され、光電変換効率の向上が図られた、良好な光電変換効率を有する光起電力装置を作製することができる。これにより、従来と同等の光電変換効率を有する光起電力装置を作製する際には、基板の面積を小さくし、基板の原材料の減量化を図るとともに、光起電力装置の小型化、軽量化、減容化を図ることが可能である。
実施の形態2.
実施の形態2では、実施の形態1にかかる基板の粗面化方法および光起電力装置の製造方法の変形例について説明する。実施の形態2にかかる基板の粗面化方法は、実施の形態1にかかる基板の粗面化方法うち工程2のみが異なるため、以下では、実施の形態2にかかる基板の粗面化方法の工程2について説明する。
実施の形態2では、実施の形態1にかかる基板の粗面化方法および光起電力装置の製造方法の変形例について説明する。実施の形態2にかかる基板の粗面化方法は、実施の形態1にかかる基板の粗面化方法うち工程2のみが異なるため、以下では、実施の形態2にかかる基板の粗面化方法の工程2について説明する。
図5は、実施の形態2の工程2で使用する円筒状モールド31およびこの円筒状モールド31を用いた型押しを説明するための模式図である。図6は、図5に示す円筒状モールド31を説明するための図であり、円筒状モールド31における中心軸に平行な方向での断面図である。円筒状モールド31は、略円柱状を呈する直径80mm、長さ200mmのSUS製円筒の外周面の表面に、図6に示すようにモールド4のピラミッド状凹凸形状5と同じ多数のピラミッド状凹凸形状32を切削加工で形成したものである。
実施の形態2にかかる基板の粗面化方法の工程2においては、円筒状モールド31を用いて型押しを行い、ピラミッド状凹凸形状32をマスク膜3に転写する。すなわち、120℃に加熱された定板(図示せず)上に基板1aを設置し、150℃に加熱された円筒状モールド31を基板1aの表面の一端部に所定の圧力で押し当てた状態で、図5に示すように円筒状モールド31を基板1aの表面の他端部側の方向(図5中、矢印Aの方向)に回転移動させることにより、円筒状モールド31のピラミッド状凹凸形状32をマスク膜3に転写する。これにより、図7に示すように逆ピラミッド状凹凸形状6がマスク膜3に形成される。
このように、ピラミッド状凹凸形状をマスク膜3に転写するためのモールドの形状を平板状から円筒状へ変更することで、マスク膜3にモールド31を押し付ける力が少なくてすむという利点がある。
この工程2以降は、実施の形態1の場合と同様にして工程3および工程4の処理を行うことにより、図2−6に示すようにエッチング前のマスク膜3aの逆ピラミッド状凹凸形状と同じ逆ピラミッド状凹凸形状6を有する基板1を得ることができる。以上により、光閉じ込め用凹凸形状として逆ピラミッド状凹凸形状6が配列されたテクスチャ構造2が基板表面に略均一に形成された基板1を作製することができる。
また、実施の形態2にかかる基板の粗面化方法により表面の粗面化を施した基板1を用いて、実施の形態1の場合と同様にして良好な光電変換効率を有する光起電力装置を作製することができる。具体的な方法については、実施の形態1を参照することとして、ここでは省略する。
上述した実施の形態2にかかる基板の粗面化方法によれば、基板1aの表面に設けられたマスク膜3の形状の加工にモールド31を用いた型押しを行うため、不均質な基板材料の影響を受けることなく、均質にマスク膜3の表面形状を加工することができる。そして、均質に表面形状の加工がなされたマスク膜3をドライエッチング法でエッチングし、引き続き連続的に基板1aをエッチングするため、不均質な基板材料の影響を受けることなく、基板1aに対してマスク膜3の表面形状を保持したテクスチャ加工を行うことができる。これにより、実施の形態2にかかる基板の粗面化方法によれば、基板1aが不均質な材料であっても、不均質な基板材料の影響を受けることなく、光閉じ込め用凹凸形状として逆ピラミッド状凹凸形状6が配列されたテクスチャ構造2を、基板表面に略均一に形成することができる。
したがって、実施の形態2にかかる基板の粗面化方法によれば、基板1aの材質に依らずに基板1aの表面に対して粗面化を均一に実施することが可能であり、優れた反射抑制効果を発揮する基板の粗面化が可能である。
また、実施の形態2にかかる基板の粗面化方法によれば、型押しを行うモールドとして円筒状モールド31を用いるため、マスク膜3にモールド31を押し付ける力が少なくてすむという利点を有し、作業時の省力化を図ることができる。
また、実施の形態2にかかる光起電力装置の製造方法によれば、上記の実施の形態2にかかる基板の粗面化方法により基板表面の粗面化を施した基板1を用いて光起電力装置を作製するため、光入射側の基板表面における表面光反射損失が大幅に低減され、光電変換効率の向上が図られた、良好な光電変換効率を有する光起電力装置を作製することができる。これにより、従来と同等の光電変換効率を有する光起電力装置を作製する際には、基板の面積を小さくし、基板の原材料の減量化を図るとともに、光起電力装置の小型化、軽量化、減容化を図ることが可能である。
以上のように、本発明にかかる基板の粗面化方法は、不均一な材料からなる基板の基板表面に均一な粗面化を行う場合に有用である。
1 表面の粗面化が施された基板
1a p型多結晶シリコン(基板)
2 テクスチャ構造
3 マスク膜
3a テクスチャ構造を有する無機ガラス膜よりなるマスク膜
4 モールド
5 ピラミッド状凹凸形状
6 基板の表面に転写された逆ピラミッド状凹凸形状
6a マスク膜に転写された逆ピラミッド状凹凸形状
11 モールド作製用基板
12 耐エッチング性膜
13 パターニングされた耐エッチング性膜
21 半導体基板
21a N層
22 反射防止膜
23 受光面側電極
23a グリッド電極
23b バス電極
24 裏面電極
31 円筒状モールド
32 ピラミッド状凹凸形状
1a p型多結晶シリコン(基板)
2 テクスチャ構造
3 マスク膜
3a テクスチャ構造を有する無機ガラス膜よりなるマスク膜
4 モールド
5 ピラミッド状凹凸形状
6 基板の表面に転写された逆ピラミッド状凹凸形状
6a マスク膜に転写された逆ピラミッド状凹凸形状
11 モールド作製用基板
12 耐エッチング性膜
13 パターニングされた耐エッチング性膜
21 半導体基板
21a N層
22 反射防止膜
23 受光面側電極
23a グリッド電極
23b バス電極
24 裏面電極
31 円筒状モールド
32 ピラミッド状凹凸形状
Claims (8)
- 基板の一面側の表面にマスク膜を形成する第1工程と、
表面に凹凸形状を有するモールドを用いて型押しを行うことにより前記モールドの凹凸形状を前記マスク膜に転写する第2工程と、
前記マスク膜を前記基板の面内方向に略垂直な方向からドライエッチングにより除去する第3工程と、
前記マスク膜の除去後に、前記基板の表面に対して前記基板の面内方向に略垂直な方向からドライエッチングを行う第4工程と、
を含むことを特徴とする基板の粗面化方法。 - 前記第1工程において、前記マスク膜に熱軟化性を有する材料を含有させて形成し、
前記第2工程において、前記モールドを前記マスク膜の熱軟化温度よりも高い温度に加熱して前記型押しを行うこと、
を特徴とする請求項1に記載の基板の粗面化方法。 - 前記第4の工程を前記第3の工程に引き続いて連続的に行うこと、
を特徴とする請求項1に記載の基板の粗面化方法。 - 前記モールドが、単結晶シリコンからなること、
を特徴とする請求項1に記載の基板の粗面化方法。 - 前記モールドは、略平板状部材の表面に凹凸形状を有してなること、
を特徴とする請求項1に記載の基板の粗面化方法。 - 前記モールドは、略円柱状部材の外周面の表面に凹凸形状を有してなること、
を特徴とする請求項1に記載の基板の粗面化方法。 - 請求項1乃至6のいずれか1つに記載の基板の粗面化方法を含むことを特徴とする光起電力装置の製造方法。
- 請求項7に記載の光起電力装置の製造方法により製造されることを特徴とする光起電力装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008129505A JP2009277979A (ja) | 2008-05-16 | 2008-05-16 | 基板の粗面化方法、光起電力装置およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008129505A JP2009277979A (ja) | 2008-05-16 | 2008-05-16 | 基板の粗面化方法、光起電力装置およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009277979A true JP2009277979A (ja) | 2009-11-26 |
Family
ID=41443116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008129505A Pending JP2009277979A (ja) | 2008-05-16 | 2008-05-16 | 基板の粗面化方法、光起電力装置およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009277979A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2600411A4 (en) * | 2010-07-26 | 2017-01-04 | Hamamatsu Photonics K.K. | Method for manufacturing light-absorbing substrate and method for manufacturing die for manufacturing light-absorbing substrate |
| JP2017518646A (ja) * | 2014-06-04 | 2017-07-06 | ユニバーシティ ド エクス‐マルセイユ | 半導体基板をランダムにテクスチャリングするための方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5136075A (ja) * | 1974-09-24 | 1976-03-26 | Nippon Telegraph & Telephone | Bisaikakoho |
| JP2000232095A (ja) * | 1999-02-12 | 2000-08-22 | Nippon Telegr & Teleph Corp <Ntt> | 半導体表面の微細パターン形成方法 |
-
2008
- 2008-05-16 JP JP2008129505A patent/JP2009277979A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5136075A (ja) * | 1974-09-24 | 1976-03-26 | Nippon Telegraph & Telephone | Bisaikakoho |
| JP2000232095A (ja) * | 1999-02-12 | 2000-08-22 | Nippon Telegr & Teleph Corp <Ntt> | 半導体表面の微細パターン形成方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2600411A4 (en) * | 2010-07-26 | 2017-01-04 | Hamamatsu Photonics K.K. | Method for manufacturing light-absorbing substrate and method for manufacturing die for manufacturing light-absorbing substrate |
| KR101825238B1 (ko) * | 2010-07-26 | 2018-02-02 | 하마마츠 포토닉스 가부시키가이샤 | 광 흡수 기판의 제조 방법, 및 그것을 제조하기 위한 성형형의 제조 방법 |
| JP2017518646A (ja) * | 2014-06-04 | 2017-07-06 | ユニバーシティ ド エクス‐マルセイユ | 半導体基板をランダムにテクスチャリングするための方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2413374B1 (en) | Method for roughening substrate surface and method for manufacturing photovoltaic device | |
| US20100270650A1 (en) | Silicon substrate with periodical structure | |
| CN101960617B (zh) | 光电动势装置及其制造方法 | |
| CN103765603B (zh) | 带凹凸结构膜的玻璃基板的使用干式蚀刻的制造方法、带凹凸结构膜的玻璃基板、太阳能电池及太阳能电池的制造方法 | |
| WO2013186945A1 (ja) | 太陽電池およびその製造方法 | |
| JP6091458B2 (ja) | 光電変換装置およびその製造方法 | |
| EP2168168A2 (en) | Back-contact solar cell for high power-over-weight applications | |
| JP4974756B2 (ja) | 太陽電池素子の製造方法 | |
| JP2005353691A (ja) | 電極、太陽電池、これらの製造方法 | |
| CN106356431A (zh) | 一种制备太阳能电池的方法 | |
| Altinoluk et al. | Light trapping by micro and nano-hole texturing of single-crystalline silicon solar cells | |
| JP5408022B2 (ja) | 太陽電池セル及びその製造方法 | |
| CN113328012B (zh) | 降低复合速率的perc电池的制作方法和perc电池 | |
| CN103348489A (zh) | 太阳能电池元件的制造方法及太阳能电池元件 | |
| US20100307579A1 (en) | Pseudo-Periodic Structure for Use in Thin Film Solar Cells | |
| KR100677374B1 (ko) | 박판 실리콘 기판을 이용한 다공성 실리콘 태양전지 및 그제조방법 | |
| JP2009277979A (ja) | 基板の粗面化方法、光起電力装置およびその製造方法 | |
| WO2013161373A1 (ja) | 太陽電池およびその製造方法 | |
| TWI438907B (zh) | 以印刷塗佈形成遮罩而製作埋藏式電極太陽能電池之方法以及該太陽能電池 | |
| JP5220237B2 (ja) | 基板の粗面化方法 | |
| JP2011192921A (ja) | 太陽電池の製造方法 | |
| TWI574425B (zh) | 太陽能電池及其製造方法 | |
| CN104350605A (zh) | 制作用于薄膜光伏电池的织构化反射体的方法及织构化反射体 | |
| JPWO2011132340A1 (ja) | 低反射基板の製造方法、および光起電力装置の製造方法 | |
| KR101315644B1 (ko) | 태양전지 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100118 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111004 |