以下、本発明の実施形態を図面に基づいて詳細に説明する。
《発明の実施形態1》
以下、本発明の実施形態を図面に基づいて詳細に説明する。
本発明の実施形態に係るスクリューロータ製造方法によって製造されるスクリューロータ(40)は、シングルスクリュー圧縮機(以下、単にスクリュー圧縮機という)(1)に用いられる。そこで、まず、スクリュー圧縮機(1)について説明する。
このスクリュー圧縮機(1)は、冷凍サイクルを行う冷媒回路に設けられて冷媒を圧縮するためのものである。スクリュー圧縮機(1)は、図2,3に示すように、密閉型に構成されている。このスクリュー圧縮機(1)では、圧縮機構(20)とそれを駆動する電動機(11)とが1つのケーシング(10)に収容されている。圧縮機構(20)は、駆動軸(21)を介して電動機(11)と連結されている。また、ケーシング(10)内には、冷媒回路の蒸発器から低圧のガス冷媒が導入されると共に該低圧ガスを圧縮機構(20)へ案内する低圧空間(S1)と、圧縮機構(20)から吐出された高圧のガス冷媒が流入する高圧空間(S2)とが区画形成されている。
前記電動機(11)は、ステータ(12)とロータ(13)とを備えている。ステータ(12)は、低圧空間(S1)においてケーシング(10)の内周面に固定されている。ロータ(13)には駆動軸(21)の一端部が連結されていて、該駆動軸(21)がロータ(13)と共に回転軸(X)回りに回転するように構成されている。
圧縮機構(20)は、ケーシング(10)内に形成された円筒壁(30)と、該円筒壁(30)の中に配置された1つのスクリューロータ(40)と、該スクリューロータ(40)に噛み合う2つのゲートロータ(50)(図1では省略)とを備えている。
図4,5に示すように、スクリューロータ(40)は、概ね円柱状に形成された金属製の部材である。スクリューロータ(40)の外径は、円筒壁(30)の内径よりも若干小さく設定されており、スクリューロータ(40)の外周面が円筒壁(30)の内周面と摺接するように構成されている。スクリューロータ(40)の外周部には、スクリューロータ(40)の軸方向一端から他端へ向かって螺旋状に延びる螺旋溝(41)が複数(本実施形態では、6本)形成されている。
複数の螺旋溝(41)のそれぞれは、円柱状のスクリューロータ(40)の軸心周りに対称な形状をしている(すなわち、スクリューロータ(40)の横断面において、螺旋溝(41)のそれぞれは、スクリューロータ(40)の中心に対して点対称な形状をしている)。そして、複数の螺旋溝(41)が或る軸周りに対称となるときのその軸を螺旋溝(41)の軸心という。スクリューロータ(40)に対して螺旋溝(41)が精度良く形成されているときには、螺旋溝(41)の軸心はスクリューロータ(40)の軸心と一致する。
ここで、スクリューロータ(40)の軸方向一端側の周縁部にはテーパ面(45)が形成されていて、螺旋溝(41)の一端部はテーパ面(45)に開口している。各螺旋溝(41)は、テーパ面(45)に開口する一端部(図6における左端部)が始端部となり、他端部(同図における右端部)が終端部となっている。一方、螺旋溝(41)の終端部は、スクリューロータ(40)の軸方向他端側においてその側周面に開口している。螺旋溝(41)では、両側の側壁面(42,43)のうち、ゲート(51)の進行方向の前側に位置するものが第1側壁面(42)となり、ゲート(51)の進行方向の後側に位置するものが第2側壁面(43)となっている。
また、スクリューロータ(40)の他端部には、螺旋溝(41)が形成されている本体部(40a)よりも外径が小さな小径部(46)が形成されている。
さらに、スクリューロータ(40)には、図1に示すように、駆動軸(21)を挿通させるための挿通孔(47)が該スクリューロータ(40)の軸心を通って貫通形成されている。この挿通孔(47)が孔を構成する。
このように構成されたスクリューロータ(40)には、駆動軸(21)が挿通されている。詳しくは、駆動軸(21)の一端部には、前述の如く、前記電動機(11)のロータ(13)が連結されており、該駆動軸(21)の他端部がスクリューロータ(40)の挿通孔(47)に挿通される。スクリューロータ(40)と駆動軸(21)は、キー(22)によって連結されている。駆動軸(21)は、スクリューロータ(40)と同軸上に配置されている。
このように、スクリューロータ(40)と電動機(11)のロータ(13)とが駆動軸(21)に連結された状態でケーシング(10)内に収容される。このとき、スクリューロータ(40)は、円筒壁(30)に回転可能に嵌合しており、その外周面が円筒壁(30)の内周面と摺接する。
ここで、駆動軸(21)の一端部にはロータ(13)から突出する第1被支持部(21a)が形成されており、この第1被支持部(21a)がコロ軸受(14)に回転自在に支持されている。一方、駆動軸(21)の他端部にはスクリューロータ(40)から突出する第2被支持部(21b)が形成されており、この第2被支持部(21b)が圧縮機構(20)の高圧側に位置する玉軸受(61)に回転自在に支持されている。
前記玉軸受(61)は、ケーシング(10)の円筒壁(30)に嵌合された軸受ホルダ(60)に設置されている。軸受ホルダ(60)の、スクリューロータ(40)側の端面の周縁部には、スクリューロータ(40)側に突出した環状壁部(62)が設けられている。
この環状壁部(62)は、スクリューロータ(40)が円筒壁(30)内に配置されたときに、該スクリューロータ(40)の小径部(46)が該環状壁部(62)の内周側に入り込むように構成されている。このとき、小径部(46)と環状壁部(62)との間には若干の隙間が形成されており、スクリューロータ(40)の小径部(46)と軸受ホルダ(60)の環状壁部(62)とは径方向にも軸方向にも接触していない。つまり、小径部(46)と環状壁部(62)との間には、スクリューロータ(40)の外周面から径方向内方に入り込んだ後、軸方向に屈曲し、その後、さらに径方向内側に屈曲した、即ち、縦断面がクランク状に屈曲した形状の隙間が形成されている。
各ゲートロータ(50)は、長方形板状に形成された複数(本実施形態では、11枚)のゲート(51)が放射状に設けられた樹脂製の部材である。各ゲートロータ(50)は、円筒壁(30)の外側にスクリューロータ(40)を挟んで対称に配置され、軸心がスクリューロータ(40)の軸心と直交している。各ゲートロータ(50)は、ゲート(51)が円筒壁(30)の一部を貫通してスクリューロータ(40)の螺旋溝(41)に噛み合うように配置されている。
ゲートロータ(50)は、金属製のロータ支持部材(55)に取り付けられている(図5を参照)。ロータ支持部材(55)は、基部(56)とアーム部(57)と軸部(58)とを備えている。基部(56)は、やや肉厚の円板状に形成されている。アーム部(57)は、ゲートロータ(50)のゲート(51)と同数だけ設けられており、基部(56)の外周面から外側へ向かって放射状に延びている。軸部(58)は、棒状に形成されて基部(56)に立設されている。軸部(58)の中心軸は、基部(56)の中心軸と一致している。ゲートロータ(50)は、基部(56)及びアーム部(57)における軸部(58)とは反対側の面に取り付けられている。各アーム部(57)は、ゲート(51)の背面に当接している。
ゲートロータ(50)が取り付けられたロータ支持部材(55)は、円筒壁(30)に隣接してケーシング(10)内に区画形成されたゲートロータ室(90)に収容されている(図3を参照)。図3におけるスクリューロータ(40)の右側に配置されたロータ支持部材(55)は、ゲートロータ(50)が下端側となる姿勢で設置されている。一方、同図におけるスクリューロータ(40)の左側に配置されたロータ支持部材(55)は、ゲートロータ(50)が上端側となる姿勢で設置されている。各ロータ支持部材(55)の軸部(58)は、ゲートロータ室(90)内の軸受ハウジング(91)に玉軸受(92,93)を介して回転自在に支持されている。なお、各ゲートロータ室(90)は、低圧空間(S1)に連通している。
圧縮機構(20)では、円筒壁(30)の内周面と、スクリューロータ(40)の螺旋溝(41)と、ゲートロータ(50)のゲート(51)とによって囲まれた空間が圧縮室(23)になる。スクリューロータ(40)の螺旋溝(41)は、吸入側端部において低圧空間(S1)に開放しており、この開放部分が圧縮機構(20)の吸入口(24)になっている。
スクリュー圧縮機(1)には、容量制御機構としてスライドバルブ(70)が設けられている。このスライドバルブ(70)は、円筒壁(30)がその周方向の2カ所において径方向外側に膨出したスライドバルブ収納部(31)内に設けられている。スライドバルブ(70)は、内面が円筒壁(30)の内周面の一部を構成すると共に、円筒壁(30)の軸心方向にスライド可能に構成されている。
図示は省略するが、スライドバルブ(70)には、圧縮室(23)と高圧空間(S2)とを連通させるための吐出口が形成されている。つまり、圧縮室(23)で圧縮された冷媒は、スライドバルブ(70)の吐出口から高圧空間(S2)に吐出される。また、円筒壁(30)には、圧縮室(23)から低圧空間(S1)へ冷媒を戻すためのバイパス通路の上流端が開口しており、スライドバルブ(70)はこのバイパス通路の上流端を開閉して、圧縮機構(20)の容量を調整する。
−運転動作−
前記シングルスクリュー圧縮機(1)の運転動作について説明する。
シングルスクリュー圧縮機(1)において電動機を起動すると、駆動軸(21)が回転するのに伴ってスクリューロータ(40)が回転する。このスクリューロータ(40)の回転に伴ってゲートロータ(50)も回転し、圧縮機構(20)が吸入行程、圧縮行程および吐出行程を繰り返す。ここでは、図6において網掛けを付した圧縮室(23)に着目して説明する。
図6(A)において、網掛けを付した圧縮室(23)は、低圧空間(S1)に連通している。また、この圧縮室(23)が形成されている螺旋溝(41)は、同図の下側に位置するゲートロータ(50)のゲート(51)と噛み合わされている。スクリューロータ(40)が回転すると、このゲート(51)が螺旋溝(41)の終端へ向かって相対的に移動し、それに伴って圧縮室(23)の容積が拡大する。その結果、低圧空間(S1)の低圧ガス冷媒が吸入口(24)を通じて圧縮室(23)へ吸い込まれる。
スクリューロータ(40)が更に回転すると、図6(B)の状態となる。同図において、網掛けを付した圧縮室(23)は、閉じきり状態となっている。つまり、この圧縮室(23)が形成されている螺旋溝(41)は、同図の上側に位置するゲートロータ(50)のゲート(51)と噛み合わされ、このゲート(51)によって低圧空間(S1)から仕切られている。そして、スクリューロータ(40)の回転に伴ってゲート(51)が螺旋溝(41)の終端へ向かって移動すると、圧縮室(23)の容積が次第に縮小する。その結果、圧縮室(23)内のガス冷媒が圧縮される。
スクリューロータ(40)が更に回転すると、図6(C)の状態となる。同図において、網掛けを付した圧縮室(23)は、吐出口(図示省略)を介して高圧空間(S2)と連通した状態となっている。そして、スクリューロータ(40)の回転に伴ってゲート(51)が螺旋溝(41)の終端へ向かって移動すると、圧縮された冷媒ガスが圧縮室(23)から高圧空間(S2)へ押し出されてゆく。
尚、圧縮室(23)が閉じきり状態となったときには、ゲート(51)と螺旋溝(41)の壁面(42,43,44)とは物理的に擦れ合っている必要はなく、両者の間に微小な隙間があっても差し支えない。つまり、ゲート(51)と螺旋溝(41)の壁面(42,43,44)と間に微小な隙間があっても、この隙間が潤滑油からなる油膜でシールできる程度のものであれば、圧縮室(23)の気密性は保たれ、圧縮室(23)から漏れ出すガス冷媒の量は僅かな量に抑えられる。
−スクリューロータ加工装置−
続いて、本実施形態のスクリューロータ加工装置(以下、単に加工装置という)(100)について説明する。この加工装置(100)は、後述する第1加工工程で用いられる。
加工装置(100)は、図7,8に示すように、エンドミル等の工具(110)を支持する工具支持ユニット(200)と、被削物であるスクリューロータ母材(120)を支持する母材支持ユニット(300)と、これら工具支持ユニット(200)及び母材支持ユニット(300)が配設された基台(130)とを備えている。
工具支持ユニット(200)は、基台(130)に配設されたコラム(210)と、該コラム(210)に取り付けられたスピンドル部(220)とを有している。
コラム(210)は、基台(130)の上面に設けられたZ軸ガイドレール(140,140)に対して摺動自在に取り付けられていて、該Z軸ガイドレール(140,140)が延びるZ軸方向に移動可能となっている。このコラム(210)の、母材支持ユニット(300)と対向する面には、Y軸に沿って延びるY軸ガイドレール(150,150)が延設されている。このY軸は、鉛直方向に延びている。
スピンドル部(220)は、エンドミル等の工具(110)が取り付けられる主軸(230)を有している。この主軸(230)は、コラム(210)のY軸ガイドレール(150,150)に摺動自在に取り付けられたベース部(240)に対して、その回転軸がZ軸方向に延びるようにして取り付けられている。すなわち、スピンドル部(220)は、Y軸ガイドレール(150,150)が延びるY軸方向に移動可能となっていると共に、工具(110)を前記Z軸ガイドレール(140,140)と平行に延びる回転軸回りに回転駆動する。
このように構成された工具支持ユニット(200)は、スピンドル部(220)で工具(110)を支持し且つ回転駆動すると共に、該工具(110)をY軸及びZ軸に沿って平行移動させる。
一方、母材支持ユニット(300)は、基台(130)に対して回転自在に配設された回転テーブル(310)と、該回転テーブル(310)上に設置されて被削物であるスクリューロータ母材(120)をクランプするクランプ部(320)と、該回転テーブル(310)上に設置されて該クランプ部(320)に支持されたスクリューロータ母材(120)の回転中心を支持するセンタ押し台(330)とを有している。この母材支持ユニット(300)が母材支持部を構成する。
回転テーブル(310)は、基台(130)の上面に設けられ且つX軸方向(Y軸及びZ軸に直交する)に延びるX軸ガイドレール(160,160)に対して摺動自在に取り付けられた基礎部(311)と、該基礎部(311)に対して鉛直方向に延びる鉛直軸(B)回りに回転自在に取り付けられた回転台(312)とを有している。すなわち、回転テーブル(310)は、基礎部(311)を介してX軸方向に移動可能に構成されていると共に、回転台(312)を介して鉛直軸(B)回りに回転可能に構成されている。
クランプ部(320)は、水平方向に延びる水平軸(A)回りにスクリューロータ母材(120)を回転自在に支持する。詳しくは、クランプ部(320)には、図9に示すように、軸状の治具(340)がその軸心を中心にして水平軸(A)周りに回転するように設けられている。この治具(340)には、その先端側からスクリューロータ母材(120)が該スクリューロータ母材(120)の下孔(121)を該治具(340)に挿通させるようにして装着される。そして、治具(340)の先端側からスペーサ(350)を介してナット(360)を締結することで、スクリューロータ母材(120)が治具(340)に対して固定される。この治具(340)は、クランプ部(320)に対して取り外し可能であって、加工するスクリューロータ母材(120)の下孔径や軸方向長さ等に応じて取り替えられる。尚、前記水平軸(A)は、回転台(312)の回転中心となる鉛直軸(B)と交差している。
また、センタ押し台(330)は、回転テーブル(310)上に配設されており、センタ(331)が前記水平軸(A)に沿って進退自在に構成されている。このセンタ(331)の軸心は、クランプ部(320)の水平軸(A)と一致しており、クランプ部(320)側に進出したときには、クランプ部(320)に回転自在に設けられた治具(340)の回転中心に対して該治具(340)の先端側から当接するように構成されている。すなわち、センタ押し台(330)は、クランプ部(320)によって片持ち状に支持された治具(340)の自由端において、その回転中心をセンタ押しすることで、クランプ部(320)によって水平軸(A)回りに回転駆動される治具(340)、ひいてはスクリューロータ母材(120)の軸ブレを防止している。
つまり、母材支持ユニット(300)は、クランプ部(320)でクランプしたスクリューロータ母材(120)をX軸に沿って平行移動させると共に、水平軸(A)及び鉛直軸(B)回りに回転させる。
ここで、母材支持ユニット(300)は、鉛直軸(B)がクランプ部(320)及びセンタ押し台(330)を含む回転台(312)の重心を通るように構成されている。こうすることで、回転台(312)の鉛直軸(B)回りの慣性モーメントが小さくなるため、回転台(312)の駆動トルクや制動トルクが小さくなり、スクリューロータ母材(120)を鉛直軸(B)回りに回転させ易くなる。また、回転台(312)を回転させるときの遠心力が小さくなるため、この点においても、スクリューロータ母材(120)を鉛直軸(B)回りに回転させ易くなる。
さらに、母材支持ユニット(300)は、鉛直軸(B)がクランプ部(320)にクランプされたスクリューロータ母材(120)を通るように構成されている。換言すれば、スクリューロータ母材(120)が鉛直軸(B)上に位置するようにクランプ部(320)に取り付けられている。こうすることで、スクリューロータ母材(120)の姿勢を変化させるべく該スクリューロータ母材(120)を回転させたときに、回転の前後で、スクリューロータ母材(120)と工具(110)との相対位置関係があまり変わらず、回転したスクリューロータ母材(120)に応じて工具(110)を相対的に移動させる量(工具支持ユニット(200)をY軸方向及びZ軸方向に移動させる量や回転テーブル(310)をX軸方向に移動させる量)を抑制することができる。
また、前記母材支持ユニット(300)においては、鉛直軸(B)回りに回転可能な回転テーブル(310)を基台(130)上にまず配設し、スクリューロータ母材(120)を水平軸(A)回りに回転可能に支持するクランプ部(320)を該回転テーブル(310)上に配設することによって、回転テーブル(310)を鉛直軸(B)回りに回転させても、スクリューロータ母材(120)の姿勢はその軸(スクリューロータ(40)の軸)が水平方向を向いたままであり、また、クランプ部(320)によりスクリューロータ母材(120)を水平軸(A)回りに回転させても、当然ながら、スクリューロータ母材(120)の姿勢はその軸(スクリューロータ(40)の軸)が水平方向を向いたままであるため、クランプ部(320)や回転テーブル(310)へのスクリューロータ母材(120)の重力の影響は変わらない。その結果、スクリューロータ母材(120)の重力の影響の変化を考慮することなく、スクリューロータ母材(120)を回転移動させることができ、スクリューロータ母材(120)の姿勢及び位置を高精度に制御することができる。
このように構成された加工装置(100)は、制御部(図示省略)からの制御信号に応じて、工具支持ユニット(200)と母材支持ユニット(300)とを駆動することによって、図8に示すように、工具(110)及びスクリューロータ母材(120)を相対的に移動させて、該工具(110)でスクリューロータ母材(120)を加工する。この加工装置(100)は、工具(110)とスクリューロータ母材(120)とを前述の如く、3軸(X軸、Y軸及びZ軸)に沿って相対的に直進移動させる共に、2軸(水平軸(A)及び鉛直軸(B))回りに相対的に回転移動させることによって、前述の如く、螺旋溝(41)のように複雑な形状をしたものであっても加工することができる。
以下、スクリューロータ(40)の製造方法について説明する。
スクリューロータ母材(120)は、図1(A)に示すように、概ね円柱状に形成された金属製の部材である。その外径は、完成品としてのスクリューロータ(40)の外径よりは若干大きくなっている。また、スクリューロータ母材(120)には、テーパ面(45)及び小径部(46)が形成されている。さらに、スクリューロータ母材(120)における、小径部(46)と反対側の端部には、後述する第2基準面(48b)を形成するための基準用段差部(49)が形成されている。さらにまた、スクリューロータ母材(120)には、駆動軸(21)を挿通させるための挿通孔(47)の下孔(121)が該スクリューロータ母材(120)の軸心を通って貫通形成されている。該下孔(121)には、スクリューロータ(40)と駆動軸(21)とを連結する際のキー(22)が嵌合するキー溝(122)が軸方向に沿って形成されている。
このように構成されたスクリューロータ母材(120)は、該スクリューロータ母材(120)を加工装置(100)で回転自在に支持する支持工程と、スクリューロータ母材(120)に螺旋溝(41)等を加工する溝加工工程等を行う第1加工工程と、スクリューロータ母材(120)を旋盤で支持し直す再支持工程と、スクリューロータ母材(120)に挿通孔(47)を加工する孔加工工程等を行う第2加工工程と、スクリューロータ母材(120)の不要な部分を削除する削除加工とを経て、図1(C)に示す完成品としてのスクリューロータ(40)に加工される。
まず、スクリューロータ母材(120)を、支持工程において、加工装置(100)に取り付ける。詳しくは、図9に示すように、スクリューロータ母材(120)を治具(340)の先端側から、該下孔(121)を治具(340)に挿通させるようにして、装着する。そして、治具(340)の先端側からスペーサ(350)を介してナット(360)を締結することでスクリューロータ母材(120)を治具(340)に対して固定する。その後、センタ押し台(330)のセンタ(331)を進出させて、治具(340)を先端側からセンタ押しする。こうして、スクリューロータ母材(120)は、支持工程において、クランプ部(320)の水平軸(A)回りに回転自在に支持される。
次に、第1加工工程において、図10に示すように、加工装置(100)によってスクリューロータ母材(120)に螺旋溝(41)を加工する。
詳しくは、加工装置(100)は、予め数値データとして与えられた工具経路に基づいて工具(110)をスクリューロータ母材(120)に対して相対的に移動させることによって、螺旋溝(41)の加工が行われる。加工装置(100)は、複数種類の工具(110)を用いて、荒削りから仕上げまでの複数の工程を順次行う。例えば、加工装置(100)は、エンドミルを工具(110)として用い、スクリューロータ母材(120)に螺旋溝(41)の下溝を荒削りする。その後、螺旋溝(41)の第1側壁面(42)をエンドミル(110)で加工し、続いて、螺旋溝(41)の第2側壁面(43)をエンドミル(110)で加工して、螺旋溝(41)を仕上げる。
続いて、スクリューロータ母材(120)の支持状態を螺旋溝(41)を加工したときの支持状態と変えることなく、スクリューロータ母材(120)に第1基準面(48a)及び第2基準面(48b)を加工する。
詳しくは、図11に示すように、エンドミル等の工具(110)でスクリューロータ母材(120)の小径部(46)に第1基準面(48a)を加工する。同様に、図12に示すように、エンドミル等の工具(110)でスクリューロータ母材(120)の基準用段差部(49)に第2基準面(48b)を加工する。つまり、第1基準面(48a)及び第2基準面(48b)は、水平軸(A)を軸心とする円柱面である。
こうして、第1加工工程においては、図1(B)に示すように、スクリューロータ母材(120)に、螺旋溝(41)と第1基準面(48a)と第2基準面(48b)とが加工される。
その後、再支持工程において、該スクリューロータ母材(120)を、加工装置(100)から取り外し、旋盤(400)に取り付ける。
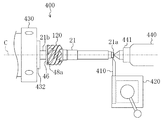
詳しくは、旋盤(400)は、図13に示すように、バイト等の工具(410)を支持する工具支持ユニット(420)と、被削物であるスクリューロータ母材(120)を支持する母材支持ユニット(430)と、母材支持ユニット(430)に支持されたスクリューロータ母材(120)の回転中心に当接してセンタ押しするセンタ押し台(440)と、これら工具支持ユニット(420)、母材支持ユニット(430)及びセンタ押し台(440)が配設された基台(450)とを備えている。母材支持ユニット(430)は、スクリューロータ母材(120)を把持するチャック部(431)を有していて、該チャック部(431)で把持したスクリューロータ母材(120)を回転軸(C)周りに回転駆動する。工具支持ユニット(420)は、支持した工具(410)を基台(450)上において、該回転軸(C)に沿った方向、上下方向、それら両方向に直交する方向の3軸方向に移動可能に構成されている。センタ押し台(440)は、母材支持ユニット(430)側に突出するセンタ(441)を有している。このセンタ(441)の先端は回転軸(C)上に位置する共に、該回転軸(C)に沿って進退自在に該センタ押し台(440)に装着されている。
そして、再支持工程においては、図14に示すように、スクリューロータ母材(120)の第1基準面(48a)を、旋盤(400)のチャック部(431)で把持する。このとき、第2基準面(48b)を基準にスクリューロータ母材(120)の心出しを行う。すなわち、第2基準面(48b)を基準にして、第2基準面(48b)の軸心と、旋盤(400)の回転軸(C)とが一致するように調整する。例えば、ダイヤルゲージを第2基準面(48b)に当接させた状態でチャック部(431)を手動で回転させたときのダイヤルゲージの値に変動によって、第2基準面(48b)の軸心と旋盤(400)の回転軸(C)とがどの程度一致するかを測定することができる。こうして、再支持工程においては、スクリューロータ母材(120)を、旋盤(400)の回転軸(C)周りに第2基準面(48b)の軸心を中心として回転するように支持する。
次に、第2加工工程において、スクリューロータ母材(120)の挿通孔(47)の仕上げ加工を行う。詳しくは、図13に示すように、スクリューロータ母材(120)の下孔(121)をバイト(410)で切削加工することによって、挿通孔(47)として仕上げる。
また、第2加工工程においては、スクリューロータ母材(120)の外周形状の仕上げも行う。つまり、スクリューロータ母材(120)の外径は、完成品としてのスクリューロータ(40)の外径よりも若干大きく形成されているため、該スクリューロータ母材(120)の外周形状をケーシング(10)の内周面に摺接する外径となるようにバイト(410)で切削加工する。
そして、第2加工工程の後、削除工程において、スクリューロータ母材(120)の基準用段差部(49)を切削加工により削除する。詳しくは、スクリューロータ母材(120)の基準用段差部(49)をバイト(410)で切削加工することによって削除する。
こうして、スクリューロータ母材(120)を加工してスクリューロータ(40)を製造する。
最終的には、完成したスクリューロータ(40)の挿通孔(47)に駆動軸(21)を焼き嵌めして、該スクリューロータ(40)及び駆動軸(21)をケーシング(10)内に組み込んで、スクリュー圧縮機(1)を組み立てる。
この製造方法によれば、第1加工工程において、スクリューロータ母材(120)に螺旋溝(41)と第1及び第2基準面(48a,48b)とを加工する。このとき、スクリューロータ母材(120)は、加工装置(100)の治具(340)に水平軸(A)回りに回転自在に支持されたままである。つまり、螺旋溝(41)と第1及び第2基準面(48a,48b)とは水平軸(A)を基準に、即ち、水平軸(A)を軸心として加工される。つまり、螺旋溝(41)の軸心と第1及び第2基準面(48a,48b)の軸心とは一致している。
その後、再支持工程において、スクリューロータ母材(120)を該第2基準面(48b)を基準にして旋盤(400)に支持し直す。つまり、スクリューロータ母材(120)を、第2基準面(48b)の軸心が旋盤(400)の回転軸(C)と一致するように支持する。こうすることで、スクリューロータ母材(120)は、螺旋溝(41)の軸心が旋盤(400)の回転軸(C)と一致するように支持されることになる。
そして、第2加工工程において、挿通孔(47)を旋盤(400)で加工する。その結果、当然ながら、挿通孔(47)の軸心は旋盤(400)の回転軸(C)と一致する。このとき、螺旋溝(41)の軸心も回転軸(C)と一致しているため、結果として、挿通孔(47)の軸心は螺旋溝(41)の軸心と高精度に一致することになる。
したがって、本実施形態によれば、スクリューロータ母材(120)に螺旋溝(41)と第1及び第2基準面(48a,48b)とを同じ支持状態(即ち、回転軸(A)周りに回転自在に支持した状態)で加工し、その後、スクリューロータ母材(120)を該第2基準面(48b)の軸心を中心に回動するように支持し直すと共に、その支持状態で該スクリューロータ母材(120)に挿通孔(47)を加工することによって、螺旋溝(41)の軸心と挿通孔(47)の軸心とを高精度に一致させることができる。
そして、こうして製造されたスクリューロータ(40)を搭載したスクリュー圧縮機(1)においては、スクリューロータ(40)が螺旋溝(41)の軸心を中心に回転することになり、即ち、螺旋溝(41)の偏心を抑制して、ゲートロータ(50)のゲート(51)と螺旋溝(41)との間の隙間分布の均一化を図ることができる。その結果、圧縮途中に該隙間が大きくなって冷媒が漏れたり、逆に該隙間が小さくなってゲート(51)と螺旋溝(41)とが干渉したりすることを防止して、スクリュー圧縮機(1)の性能を向上させることができる。
さらに、工具(110)とスクリューロータ母材(120)とを3軸(X軸、Y軸及びZ軸)に沿って相対的に直進移動させる共に、2軸(水平軸(A)及び鉛直軸(B))回りに相対的に回転移動させる前記加工装置(100)を用いることによって、同じ支持状態でのスクリューロータ母材(120)への螺旋溝(41)と第1及び第2基準面(48a,48b)との加工を容易に実現することができる。
また、前記第1加工工程において、スクリューロータ母材(120)に先に螺旋溝(41)を加工し、後で第1及び第2基準面(48a,48b)を加工することによって、螺旋溝(41)の軸心と第1及び第2基準面(48a,48b)の軸心とを高精度に一致させることができる。つまり、螺旋溝(41)を加工する際の序盤においては、スクリューロータ母材(120)の重量も重く且つ切削抵抗も多きため、螺旋溝(41)の加工中にスクリューロータ母材(120)が水平軸(A)に対してずれる虞がある。しかしながら、螺旋溝(41)を加工する際の終盤においては、スクリューロータ母材(120)の重量も相対的に軽くなり且つ仕上げ段階では切削量が減って切削抵抗も小さくなるため、螺旋溝(41)の加工中にスクリューロータ母材(120)が水平軸(A)に対してずれる可能性が低くなる。つまり、スクリューロータ母材(120)に第1及び第2基準面(48a,48b)を加工した後に、螺旋溝(41)を加工すると、螺旋溝(41)の加工中にスクリューロータ母材(120)が水平軸(A)に対してずれてしまい、既に加工されている第1及び第2基準面(48a,48b)の軸心と加工される螺旋溝(41)の軸心とがずれる虞がある。したがって、スクリューロータ母材(120)に螺旋溝(41)を加工した後に、第1及び第2基準面(48a,48b)を加工することによって、螺旋溝(41)の軸心と第1及び第2基準面(48a,48b)の軸心とを高精度に一致させることができる。
さらに、前記第2加工工程において、スクリューロータ母材(120)の挿通孔(47)を仕上げ加工するだけでなく、スクリューロータ母材(120)の外周形状の仕上げ加工を行うことによって、挿通孔(47)の軸心とスクリューロータ母材(120)の外周形状の軸心とを高精度に一致させることができる。その結果、こうして加工されたスクリューロータ(40)を搭載したスクリュー圧縮機(1)においては、スクリューロータ(40)の外周面とケーシング(10)の円筒壁(30)の内周面との隙間分布の均一化を図ることができる。つまり、圧縮途中に該隙間が大きくなって冷媒が漏れたり、逆に該隙間が小さくなってスクリューロータ(40)と円筒壁(30)とが干渉したりすることを防止して、スクリュー圧縮機(1)の性能を向上させることができる。
また、削除工程において、第2基準面(48b)を加工するための基準用段差部(49)を最終的には削り取るように構成することによって、完成品としてのスクリューロータ(40)のことを考慮することなく、第2基準面(48b)の加工のし易さやスクリューロータ母材(120)の作り易さだけを考慮して該基準用段差部(49)を設ければよいため、加工性、生産性を向上させることができる。
さらに、前記実施形態では、旋盤(400)のチャック部(431)で把持する第1基準面(48a)の軸心も第2基準面(48b)の軸心と同様に螺旋溝(41)の軸心に対して高精度に一致させることによって、該第1基準面(48a)をチャック部(431)で把持するだけで、螺旋溝(41)の軸心が旋盤(400)の回転軸(C)と概ね一致するようになるため、第2基準面(48b)の軸心を旋盤(400)の回転軸(C)と一致させるための調整量を少なくすることができ、第2基準面(48b)の軸心と旋盤(400)の回転軸(C)とを容易に一致させることができる。
さらにまた、スクリューロータ母材(120)を支持する際の基準となる第1基準面(48a)を、軸受ホルダ(60)の環状壁部(62)が嵌って、該環状壁部(62)との間で屈曲した隙間を形成する小径部(46)に加工することによって、完成品としてのスクリューロータ(40)にとって必要な部分に第1基準面(48a)を加工することができるため、第1基準面(48a)を加工するための部分を別途設ける必要がなく、さらには、小径部(46)の円柱面を第1基準面(48a)として加工することによって該小径部(46)の形状精度を向上させることができる。
尚、前記実施形態では、第1基準面(48a)をチャック部(431)で把持し、第2基準面(48b)を基準に支持状態を調整しているが、逆に、第2基準面(48b)をチャック部(431)で把持し、第1基準面(48a)を基準に支持状態を調整してもよい。また、第1及び第2基準面(48a,48b)の何れか一方の基準面だけを設け、該一方の基準面をチャック部(431)で把持すると共に、該基準面のチャック部(431)からはみ出している部分を基準にして支持状態を調整してもよい。さらに、第1及び第2基準面(48a,48b)以外の部分をチャック部(431)で把持して、第1又は第2基準面(48a,48b)を基準に支持状態を調整する構成であってもよい。
《発明の実施形態2》
続いて、本発明の実施形態2に係るスクリューロータ製造方法について説明する。
実施形態2に係るスクリューロータ製造方法は、実施形態1とは、再支持工程及び第2加工工程が異なる。そこで、実施形態1と同様の構成については、同様の符号を付し、説明を省略する。
実施形態2に係るスクリューロータ製造方法は、実施形態1と同様に、スクリューロータ母材(120)を加工装置(100)及び旋盤(400)で加工することによってスクリューロータ(40)を製造する。
実施形態2に係るスクリューロータ製造方法に用いられるスクリューロータ母材(120)は、実施形態1に係るスクリューロータ母材(120)と異なり、基準用段差部(49)が設けられていないと共に、スクリューロータ母材(120)の軸心には下孔ではなく駆動軸(21)を挿通させるための挿通孔(47)が予め貫通形成されている。
このように構成されたスクリューロータ母材(120)は、該スクリューロータ母材(120)を加工装置(100)で回転自在に支持する支持工程と、スクリューロータ母材(120)に螺旋溝(41)等を加工する第1加工工程と、スクリューロータ母材(120)を旋盤(400)で支持し直す再支持工程と、スクリューロータ母材(120)に挿通孔(47)等の加工を行う第2加工工程とを経て、完成品としてのスクリューロータ(40)に加工される。
ここで、支持工程については、実施形態1と同様であるため、説明を省略する。
実施形態2に係るスクリューロータ製造方法では、第1加工工程において、スクリューロータ母材(120)に螺旋溝(41)を加工し、その後、第1基準面(48a)を加工する。すなわち、螺旋溝(41)及び第1基準面(48a)の加工は実施形態1と同様であるが、実施形態2に係る第1加工工程では第2基準面(48b)を加工しない。
再支持工程において、まず、スクリューロータ母材(120)を加工装置(100)から取り外し、該スクリューロータ母材(120)の挿通孔(47)に駆動軸(21)を焼き嵌めする。そして、駆動軸(21)を装着した状態のスクリューロータ母材(120)を旋盤(400)に取り付ける。詳しくは、図15に示すように、母材支持ユニット(430)にセンタ支持治具(432)を別途取り付けて、該センタ支持治具(432)で駆動軸(21)の一端部を支持する一方、センタ押し台(440)のセンタ(441)で駆動軸(21)の他端部を支持する。すなわち、駆動軸(21)を両センタ押しの状態で支持する。このとき、第1基準面(48a)を基準にして、該第1基準面(48a)の軸心が旋盤(400)の回転軸(C)に一致するように調整して、スクリューロータ母材(120)が旋盤(400)に取り付けられる。
こうして、再支持工程においては、スクリューロータ母材(120)を、旋盤(400)の回転軸(C)周りに第1基準面(48a)の軸心を中心として回転するように支持する。
次に、第2加工工程において、スクリューロータ母材(120)の駆動軸(21)の仕上げ加工を行う。詳しくは、駆動軸(21)のうち、前記コロ軸受(14)及び玉軸受(61)にそれぞれ支持される第1及び第2被支持部(21a,21b)の仕上げ加工を行う。加工前の駆動軸(21)においては、第1及び第2被支持部(21a,21b)の外径は、それぞれコロ軸受(14)及び玉軸受(61)に適合する外径よりは若干大きな寸法となっており、該第1及び第2被支持部(21a,21b)を旋盤(400)で仕上げ加工することによって、該第1及び第2被支持部(21a,21b)がそれぞれコロ軸受(14)及び玉軸受(61)に適合する外径となる。
こうして、仕上げられた第1及び第2被支持部(21a,21b)の軸心は、旋盤(400)の回転軸(C)と一致する。また、再支持工程におけるスクリューロータ母材(120)の旋盤(400)への取付により、第1基準面(48a)の軸心も旋盤(400)の回転軸(C)と一致している。さらに、第1基準面(48a)の軸心は、第1加工工程において同じ支持状態の下で加工された螺旋溝(41)の軸心とも一致している。つまり、第1及び第2被支持部(21a,21b)の軸心は、螺旋溝(41)の軸心と高精度に一致することになる。
さらに、第2加工工程においては、スクリューロータ母材(120)の外周形状の仕上げも行う。つまり、スクリューロータ母材(120)の外径は、完成品としてのスクリューロータ(40)の外径よりも若干大きく形成されているため、該スクリューロータ母材(120)の外周形状をケーシング(10)の内周面に摺接する外径となるように加工する。
こうして、スクリューロータ母材(120)を加工してスクリューロータ(40)を製造する。
最終的には、完成したスクリューロータ(40)をケーシング(10)内に組み込んで、スクリュー圧縮機(1)を組み立てる。
この製造方法によれば、第1加工工程において、スクリューロータ母材(120)に螺旋溝(41)と第1基準面(48a)とを加工する。このとき、スクリューロータ母材(120)は、加工装置(100)の治具(340)に水平軸(A)回りに回転自在に支持されたままである。つまり、螺旋溝(41)と第1基準面(48a)とは水平軸(A)を基準に、即ち、水平軸(A)を軸心として加工される。つまり、螺旋溝(41)の軸心と第1基準面(48a)の軸心とは一致している。
その後、再支持工程において、スクリューロータ母材(120)に駆動軸(21)を挿通させると共に、該スクリューロータ母材(120)を該第1基準面(48a)を基準にして旋盤(400)に支持し直す。つまり、スクリューロータ母材(120)を、第1基準面(48a)の軸心が旋盤(400)の回転軸(C)と一致するように支持する。こうすることで、スクリューロータ母材(120)は、螺旋溝(41)の軸心が旋盤(400)の回転軸(C)と一致するように支持されることになる。
そして、第2加工工程において、駆動軸(21)の第1及び第2被支持部(21a,21b)を旋盤(400)で加工する。その結果、当然ながら、第1及び第2被支持部(21a,21b)の軸心は旋盤(400)の回転軸(C)と一致する。このとき、螺旋溝(41)の軸心も回転軸(C)と一致しているため、結果として、第1及び第2被支持部(21a,21b)の軸心は螺旋溝(41)の軸心と高精度に一致することになる。
したがって、本実施形態によれば、スクリューロータ母材(120)に螺旋溝(41)と第1基準面(48a)とを同じ支持状態(即ち、回転軸(A)周りに回転自在に支持した状態)で加工し、その後、スクリューロータ母材(120)を該第1基準面(48a)の軸心を中心に回動するように支持し直すと共に、その支持状態で駆動軸(21)の第1及び第2被支持部(21a,21b)を加工することによって、螺旋溝(41)の軸心と第1及び第2被支持部(21a,21b)の軸心とを高精度に一致させることができる。
こうして製造されたスクリューロータ(40)を搭載したスクリュー圧縮機(1)においては、スクリューロータ(40)が螺旋溝(41)の軸心を中心に回転することになり、即ち、螺旋溝(41)の偏心を抑制して、ゲートロータ(50)のゲート(51)と螺旋溝(41)との間の隙間分布の均一化を図ることができる。その結果、圧縮途中に該隙間が大きくなって冷媒が漏れたり、逆に該隙間が小さくなってゲート(51)と螺旋溝(41)とが干渉したりすることを防止して、スクリュー圧縮機(1)の性能を向上させることができる。
また、本実施形態では、最終的にスクリュー圧縮機(1)においてコロ軸受(14)及び玉軸受(61)によりそれぞれ回転自在に支持される、駆動軸(21)の第1及び第2被支持部(21a,21b)の軸心を螺旋溝(41)の軸心と高精度に一致させることによって、スクリュー圧縮機(1)におけるスクリューロータ(40)の回転軸と螺旋溝(41)の軸心とをより高精度に一致させることができる。つまり、スクリューロータ母材(120)に形成された挿通孔(47)の形状誤差や駆動軸(21)の形状誤差や駆動軸(21)の取付誤差があったとしても、それらの誤差を全て含んだ状態の駆動軸(21)に対して、第1及び第2被支持部(21a,21b)をその軸心が螺旋溝(41)の軸心と一致するように加工するため、それらの誤差を全て吸収した上で螺旋溝(41)の軸心と駆動軸(21)の第1及び第2被支持部(21a,21b)の軸心とを高精度に一致させることができる。
その他、実施形態2において実施形態1と同様の構成については、実施形態1と同様の作用・効果を奏することができる。
尚、実施形態2においては、スクリューロータ母材(120)に基準面として第1基準面(48a)だけを加工しているが、これに限られるものではない。実施形態1と同様に基準用段差部(49)を設けて、該基準用段差部(49)にさらに第2基準面(48b)を加工してもよいし、第1基準面(48a)の代わりに、第2基準面(48b)だけを加工してもよい。ただし、前述の如く、スクリューロータ(40)の小径部(46)に第1基準面(48a)を加工する場合は、完成品としてのスクリューロータ(40)にとって必要な部分に第1基準面(48a)を加工することができるため、第1基準面(48a)を加工するための部分を別途設ける必要がなく、スクリューロータ母材(120)を簡素化することができると共に、スクリューロータ(40)の製造も簡素化することができる。一方、スクリューロータ母材(120)に基準用段差部(49)を設けて該基準用段差部(49)に第2基準面(48b)を加工する構成においては、第2加工工程の後で、最終的には基準用段差部(49)を第2基準面(48b)ごと削り取ることによって、該基準用段差部(49)は完成品としてのスクリューロータ(40)のことを考慮することなく、第2基準面(48b)の加工のし易さやスクリューロータ母材(120)の作り易さだけを考慮して設ければよいため、加工性、生産性を向上させることができる。
《その他の実施形態》
本発明は、前記実施形態について、以下のような構成としてもよい。
すなわち、前記実施形態では、加工装置(100)及び旋盤(400)を用いて、スクリューロータ母材(120)を加工しているが、これに限られるものではない。例えば、実施形態1においては、旋盤(400)の代わりにボーリング加工装置を用いてもよいし、実施形態2において、旋盤(400)の代わりに研削盤を用いてもよい。
また、第1及び第2基準面(48a,48b)は、前記実施形態に限られず、任意の場所に加工してもよい。
さらに、スクリューロータ母材(120)の外周形状の仕上げ加工は、第1加工工程において、螺旋溝(41)及び基準面(48a,48b)の加工と同じ支持状態の下で行ってもよい。
尚、以上の実施形態は、本質的に好ましい例示であって、本発明、その適用物、あるいはその用途の範囲を制限することを意図するものではない。