本発明は集電子に改良を加えた乾電池に関するものである。
近年、デジタルスチールカメラ等に用いられる乾電池では、活物質の改良やその配合処方の最適化による反応効率の向上や内部抵抗の低減、部品のスリム化による乾電池の内容積の増大等、強放電特性を向上させるために種々の取り組みがなされている。乾電池では、高容量化にともない放電性能における活物質の最大限の有効利用を図るべく、構成部品、原材料の最適配分によりそれぞれの形状、大きさ、体積、充填量を決定している。また、集電子においても強放電特性を向上させるためにゲル状負極の集電効率を高める検討が成されている。
一般的な乾電池の構成として、例えば図10に示したように電池ケース23内に、二酸化マンガンと黒鉛からなる正極22を円筒状に成形して挿入し、その内側に水酸化カリウム、粘性物質および亜鉛からなる負極25を底部絶縁板28、セパレータ24を介して充填し、薄肉部を有する封口ガスケット21、集電子27、封口板26とを一体化した部品を電池ケース23の開口部に挿入し電池ケース23の開口部を内方向に折り曲げてかしめ封口して構成されている。集電子27はあらかじめ封口板26の中央部下面に接合されている。電池外周側面部分は、外装ラベル(図示せず)で被覆されている。
上述の構成からなる乾電池においては、集電子27については高効率な放電性能と安定した電池品質確保のため、集電子27の表面積を可能な限り最大に設計している。したがって、集電子27は負極25を充填する空間内に大きな体積を占めており、負極25の充填量を減少させ、乾電池の高容量化を阻害するという問題点があった。
この問題点を解決するために、図11(a)、(b)に示したように封口板36に接合された集電子37の芯部の一部を中空状とし、その中空部37aの閉塞部に空気孔37bを設けることにより負極35の充填量の増加を可能とし、放電特性の向上、且つ、信頼性の高い乾電池を得ることが提案されている(例えば、特許文献1参照)。
ここで、図11(a)は、集電子37および封口板36の断面を示している。また、図11(b)は集電子37を用いた乾電池の構造を示している。電池ケース33内に、二酸化マンガンと黒鉛からなる正極32を円筒状に成形して挿入し、その内側に水酸化カリウム、粘性物質および亜鉛からなる負極35を底部絶縁板38、セパレータ34を介して充填し、薄肉部を有する封口ガスケット31、集電子37、封口板36とを一体化した部品を電池ケース33の開口部に挿入し電池ケース33の開口部を内方向に折り曲げてかしめ封口して構成されている。集電子37はあらかじめ封口板36の中央部下面に接合されている。
また、図12に示したように電池ケース43内に、二酸化マンガンと黒鉛からなる正極42を円筒状に成形して挿入し、その内側に水酸化カリウム、粘性物質および亜鉛からなる負極45を底部絶縁板48、セパレータ44を介して充填し、薄肉部を有する封口ガスケット41、集電子47、封口板46とを一体化した部品を電池ケース43の開口部に挿入し電池ケース43の開口部を内方向に折り曲げてかしめ封口して構成されている乾電池において、集電子47を底部絶縁板48の部分まで延在させる構成とすることで集電効率が向上し放電特性に優れた乾電池を得ることが提案されている(例えば、特許文献2参照)。
特開平8−17437号公報
特開2002−190303号公報
しかしながら、上述した特許文献1に示される従来技術では、大型の乾電池(例えば、単1形乾電池であるLR20等)として、集電子37の中空部37aに負極35が充填されるが、小型の乾電池(例えば、単3形乾電池であるLR6や、単4形乾電池であるLR03等)では、集電子37の中空部37aの寸法が小さくなるため負極35の集電子37の中空部37aへの充填が困難となる。また、特許文献2の乾電池においては、集電子47が底部絶縁板48を係合および封口ガスケット41と電池ケース43のカシメ封口時の支持体となるため、カシメ封口時に集電子47および底部絶縁板48に負荷がかかり底部絶縁板48の破損または破損部からの集電子47と電池ケース43との接触による内部短絡の要因となる。
本発明は上記従来の課題を鑑みてなされたもので、集電子と負極との接触面積を増やす溝を外周に設けた構成としたことにより、集電子の集電効率の向上が可能となり放電特性を向上させ、さらに集電子の表面積を増加させることにより、封口ガスケットとの嵌着性を向上させた乾電池を提供することを目的とするものである。
上記目的を達するために本発明の乾電池は、円筒状の正極とこの正極の中空部にセパレータを介して配置された負極からなる発電要素を収納した電池ケースの開口部を負極に挿入される集電子を取付けた封口ガスケットと封口板からなる組立封口体で封口してなる乾電池において、集電子として負極との接触面積を多くする溝を外周に設けた構成としたことを特徴とするものである。
本発明の乾電池によれば、負極の中央部に設けた集電子と負極との接触面積を増やす溝を外周に設けた構成としたことにより、集電子の集電効率の向上が可能となり、放電特性が向上した乾電池を得ることができる。
本発明の第1の発明においては、円筒状の正極とこの正極の中空部にセパレータを介して配置された負極からなる発電要素を収納した電池ケースの開口部を負極に挿入される集電子を取付けた封口ガスケットと封口板からなる組立封口体で封口してなる乾電池において、集電子と負極との接触面積を増やす溝を外周に設けた構成としたことにより、負極と負極集電子との接触面積を増加することより放電特性を向上させた乾電池を提供することができる。
本発明の第2の発明においては、溝を複数個設けたことにより、負極と集電子との接触面積を増加する効果に加え、加工性が容易なことによる生産性の向上を図ることが可能な、放電特性を向上させた乾電池を提供することができる。
本発明の第3の発明においては、溝を集電子の外周部に連続的に設けたことにより、負極活と集電子との接触面積を増加する効果に加え、封口ガスケットと集電子との嵌着部がより強固になり、電解液の耐漏液性能を向上させた乾電池を提供することができる。このとき、嵌着部に封止剤を塗布すれば、さらにその効果が向上するのは言うまでもない。
本発明の第4の発明においては、溝を集電子の外周部に断続的に設けたことにより、負
極と集電子との接触面積を増加する効果に加え、封口ガスケットと集電子との位置決め効果が得られ、封口ガスケットと集電子間の嵌着性向上および組立時の位置決め性も向上させた乾電池を提供することができる。
本発明の第5の発明においては、溝を集電子の外周部における全周溝とし、且つ、軸方向に連続的に設けたことにより、負極と集電子との接触面積を増加する効果に加え、加工が容易で生産性に優れ、また、封口ガスケットと集電子との嵌着性が向上した乾電池を提供することができる。
本発明の第6の発明においては、溝を集電子の外周部における全周溝とし、且つ、軸方向に断続的に設けたことにより、負極と集電子との接触面積を増加する効果に加え、軸方向に断続的に配置された溝の間隔を変えることにより集電子の部位により集電性を調整することができ、より効率的な集電が可能な乾電池を提供することができる。
本発明の第7の発明においては、溝を集電子の外周部に少なくとも一本の螺旋状に形成したことにより、負極と集電子との接触面積を増加する効果に加え、封口ガスケットと集電子との嵌着時に集電子を回転させながら挿入するねじ込み効果が得られ、封口ガスケットと集電子間の嵌着性向上を向上させた乾電池を提供することができる。
本発明の第8の発明においては、溝を集電子の外周部に少なくとも二本の交差する螺旋状の溝で形成したことにより、負極と集電子との接触面積を増加する効果に加え、封口ガスケットと集電子との嵌着時に集電子を回転させながら挿入するねじ込み効果と封止剤の優れた保持効果が得られた乾電池を提供することができる。
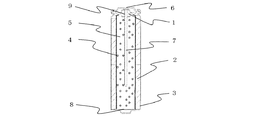
以下、本発明を実施するための最良の形態について図面を参照しながら説明する。図1は、本発明の一実施の形態として単3形アルカリ乾電池(LR6)の断面図である。正極端子と正極集電体を兼ねた有底円筒形の電池ケース3には、中空円筒状の正極2が2個積層されて内接するように収納されている。正極2の中空部にはセパレータ4と底部絶縁板8を介して負極としてのゲル状の負極5が配置されている。
電池ケース3の開口部は、正極2、負極5等の発電要素を収納した後、釘型の外周に図2で示す溝10を形成した集電子7と電気的に接続された封口板6と封口ガスケット1を一体化した組立封口体により封口される。この時、集電子7が負極5の中心部に所定の長さだけ挿入される。電池ケース3の外表面は、外装ラベル(図示せず)により被覆されている。なお、集電子7と封口ガスケット1との間には封止剤9が設けられている。正極2、セパレータ4および負極5には、アルカリ電解液が含まれている。アルカリ電解液は、水酸化カリウムを30〜40重量%、酸化亜鉛を1〜3重量%含有する水溶液が用いられる。
電池ケース3は、例えば、ニッケルメッキ鋼板を所定の寸法、形状にプレス成形して得られる。また、セパレータ4および/または底部絶縁板8には、例えば、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布が用いられる。
正極2には、例えば、二酸化マンガン粉末およびオキシ水酸化ニッケル粉末の少なくとも一方を含む正極活物質、黒鉛粉末などの導電剤、およびアルカリ電解液の混合物が用いられる。また適宜、ポリエチレン粉末等の結着剤やステアリン酸塩等の滑沢剤を添加しても差し支えない。
負極5は、例えば、アルカリ電解液にポリアクリル酸ナトリウム等のゲル化剤を添加してゲル状に加工し、負極活物質の亜鉛合金粉末を混合分散させたものが用いられる。耐食
性を向上させるために、インジウムやビスマス等の水素過電圧の高い金属化合物や、リン酸エステル系の界面活性剤等を適宜添加するとよい。また亜鉛デンドライトの抑制のために、微量のケイ酸やその塩などのケイ素化合物を適宜添加するとよい。負極5の亜鉛合金粉末は耐食性に優れたものを用いるのが好ましく、さらには、環境に配慮して水銀、カドミウム、もしくは鉛、またはそれら全てが無添加であるものがより好ましい。亜鉛合金としては、例えば、0.01〜0.1重量%のインジウム、0.005〜0.02重量%のビスマスおよび0.001〜0.005重量%のアルミニウムを含むものが挙げられる。これらの合金成分を1種類のみ含有してもよく、2種類以上を含有しても構わない。
封口板6は、概帽子状の形状を有し、その周縁鍔部に封口ガスケット1の安全弁が作動した際の圧力を逃がすガス孔が複数個設けてある。例えば、ニッケルメッキ鋼板、スズメッキ鋼板などを所定の寸法、形状にプレス成形して得られる。封口ガスケット1は中央に集電子7を圧入する貫通孔を設け、その周囲に安全弁として働く環状薄肉部を設け、環状薄肉部の外周部に外周縁部が連続して形成されている。例えば、ナイロン、ポリプロピレンなどを所定の寸法、形状に射出成形して得られる。
集電子7は銀、銅、真鍮等の線材を所定の寸法の釘型に加工して得られる。なお、加工時の不純物の排除と隠蔽効果を得るためにその表面にスズやインジウムでメッキを施すことが好ましい。封止剤9は、例えば、シリコン樹脂またはフッ素樹脂またはエポキシ樹脂を添加したポアミドアミンなどを用いることができる。
図2(a)は、本発明の一実施の形態における集電子7の断面詳細を示している。集電子7の断面の外周面は複数の溝10が形成されており、集電子7の表面積を増加させている。また、集電子7の外周面の溝10が封口ガスケット1との接合時にアンカー効果を生じ、集電子7と封口ガスケット1との嵌着性を向上させている。さらに嵌着部の封止性を向上させるため一般的に集電子7と封口ガスケット1との嵌着部に封止剤9を塗布するが、その封止剤9の保持量も集電子7の表面に形成された溝10は向上させている。図2(b)は、本発明の一実施の形態における溝10の拡大図を示している。
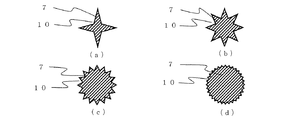
図3(a)〜(d)は、本発明の一実施の形態における集電子7の外周面に断続した溝10が形成された図を示している。図3(a)は集電子7の外周面に溝10を3箇所に形成しており、それぞれの溝10の間には集電子7の外周面の円弧で接続されて形成されている。図3(b)は集電子7の外周面に溝10を4箇所に形成している。図3(c)は集電子7の外周面に溝10を8箇所に形成している。図3(d)は集電子7の外周面に溝10を12箇所に形成している。
図4(a)〜(d)は、本発明の一実施の形態における集電子7の外周面に連続した溝10が形成された図を示している。図4(a)は集電子7の外周面に溝10を4箇所に形成している。図4(b)は集電子7の外周面に溝10を8箇所に形成している。図4(c)は集電子7の外周面に溝10を16箇所に形成している。図4(d)は集電子7の外周面に溝10を32箇所に形成している。
図5(a)、(b)は、本発明における一実施の形態に係わる集電子7の溝10を外周面に全周の溝10を連続的に形成された図を示している。図5(a)は集電子7の外周面の全周に軸方向に対し垂直に連続した溝10を形成している。図5(b)は集電子7の外周面の全周に軸方向に対し角度を有し連続した溝10を形成している。
図6(a)、(b)は、本発明における一実施の形態に係わる集電子7の溝10を外周面に全周の溝10を断続的に形成された図を示している。図6(a)は集電子7の外周面の全周に軸方向に対し垂直に断続配置した溝10を形成している。図6(b)は集電子7
の外周面の全周に軸方向に対し角度を有し断続配置した溝10を形成している。
図7は、本発明における一実施の形態に係わる集電子7の溝10を螺旋状に形成した図を示している。図8は、本発明における一実施の形態に係わる集電子7の溝10を2本の交差する螺旋状に形成した図を示している。図9(a)〜(f)は、本発明の一実施の形態における溝10の形状を示している。図9(a)は、溝10の形状をV型で形成している。図9(b)は、溝10の形状をレ型で形成している。図9(c)は、溝10の形状を凹型で形成している。図9(d)は、溝10の形状を半円で形成している。図9(e)は、溝10の形状を半長円で形成している。図9(f)は、溝10の形状を楕円で形成している。
以下、具体的な実施例について図を用いてさらに詳しく説明する。まず、正極2として、二酸化マンガンと黒鉛とを94:6の重量比で混合し、さらに、この混合物と、アルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液とを100:2の重量比で混合し、充分に攪拌した後、フレーク状に圧縮成形した。ついで、フレーク状の正極合剤を粉砕して顆粒状とし、これを篩によって分級し、10〜100メッシュのものを中空円筒状に加圧成形してペレット状の正極2を得た。
一方、ゲル状の負極5として、ゲル化剤には、ポリアクリル酸ナトリウム粉末を用い、アルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液と、亜鉛合金粉末とを0.8:33.6:65.6の重量比で混合し、ゲル状の負極5を得た。なお、亜鉛合金粉末は、0.020重量%のインジウムと、0.010重量%のビスマスと、0.004重量%のアルミニウムとを含有し、体積平均粒子径が150μmで、75μm以下の粒子を35%含むものを用いた。
さらに、図1に示したように、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さが0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35.0mm、胴部の直径が1.5mmとなるように加工した。
さらに、図3(a)に示したように集電子7の表面に3箇所の断続した溝10を形成した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。このとき、封止剤9を集電子7と封口ガスケット1の嵌着面に塗布した。
さらに上記で得られた約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガスケット1を嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を実施例1とした。
なお、実施例1においては、集電子7の表面に3箇所の断続した溝10を形成したが、
これに限定されるものではなく、図3(b)に示す4箇所の断続した溝10を形成した集電子7および図3(c)に示す8箇所の断続した溝10を形成した集電子7や、図3(d)に示す12箇所の断続した溝10を形成した集電子7においても同様の効果を得ることができる。また、これら溝10の数は、本発明における実施の形態のものに限定されるものではない。
まず、実施例1と同様にして正極2およびゲル状の負極5を作製した。次に、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さが0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35mm、胴部の直径が1.5mmとなるように加工した。
さらに、図4(a)に示したように集電子7の表面に4箇所の連続した溝10を形成した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。このとき、封止剤9を集電子7と封口ガスケット1の嵌着面に塗布した。さらに約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガスケット1を嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を実施例2とした。
なお、実施例2においては、集電子7の表面に4箇所の連続した溝10を形成したが、これに限定されるものではなく、図4(b)に示す8箇所の連続した溝10を形成した集電子7および図4(c)に示す16箇所の連続した溝10を形成した集電子7や、図4(d)に示す32箇所の連続した溝10を形成した集電子7においても同様の効果を得ることができる。また、これら溝10の数は、本発明における実施の形態のものに限定されるものではない。
まず、実施例1と同様にして正極2およびゲル状の負極5を作製した。次に、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さが0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35mm、胴部の直径が1.5mmとなるように加工した。
さらに、図5(a)に示したように集電子7の外周面の全周に連続した溝10を集電子7の軸方向に垂直に形成した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。このとき、封止剤9を集電子7と封口ガスケット1の嵌着面に塗布した。さらに約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガスケット1を嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を実施例3とした。
まず、実施例1と同様にして正極2およびゲル状の負極5を作製した。次に、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さ0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35mm、胴部の直径が1.5mmとなるように加工した。
さらに、図6(a)に示したように集電子7の外周面の全周に断続した溝10を集電子7の軸方向に垂直に形成した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。このとき、封止剤9を集電子7と封口ガスケット1の嵌着面に塗布した。さらに約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガスケット1を嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を実施例4とした。
まず、実施例1と同様にして正極2およびゲル状の負極5を作製した。次に、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さ0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35mm、胴部の直径が1.5mmとなるように加工した。
さらに、図7に示したように集電子7の外周に螺旋状の溝10を形成した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。このとき、封止剤9を集電子7と封口ガスケット1の嵌着面に塗布した。さらに約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガ
スケット1を嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を実施例5とした。
まず、実施例1と同様にして正極2およびゲル状の負極5を作製した。次に、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さ0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35mm、胴部の直径が1.5mmとなるように加工した。
さらに、図8に示したように集電子7の外周に2本の交差した螺旋状の溝10を形成した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。このとき、封止剤9を集電子7と封口ガスケット1の嵌着面に塗布した。さらに約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガスケット1を嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を実施例6とした。
(比較例1)
まず、実施例1と同様にして正極2およびゲル状の負極5を作製した。次に、封口ガスケット1は、6・12ナイロンを所定の寸法、形状に射出成形して得た。封口板6は、厚さ0.5mmのニッケルメッキ鋼板を所定の寸法、形状にプレス加工して得た。集電子7は、64×10-3μΩ・mの体積抵抗率を有する、銅を66重量%含有した真鍮線条を用い、釘型に全長が35mm、胴部の直径が1.5mmとなるように加工した。その後、集電子7の表面にスズメッキを施した。これらについて、まず封口板6に集電子7を電気溶接した後、封口ガスケット1の中心の貫通孔に嵌着した。さらに約5gの正極2を電池ケース3内に2個挿入し、加圧治具により正極2を加圧して電池ケース3の内壁に密着させた。電池ケース3の内壁に密着させた正極2の底に底部絶縁板8を配置した。
また、正極2の中央に円筒形のセパレータ4を配置した。セパレータ4内にアルカリ電解液として35重量%の水酸化カリウム、および2重量%の酸化亜鉛を含有する水溶液を約2g注入した。所定時間経過した後、上記で得られたゲル状の負極5をセパレータ4内に6.5g充填した。なお、セパレータ4には、ポリビニルアルコール繊維およびレーヨン繊維を主体として混抄した不織布を用いた。電池ケース3の開口端部を上述した封口ガスケット1を実施例1、2と同様に嵌着させた封口板6をカシメ封口した後、外装ラベル(図示せず)で電池ケース3の外表面を被覆したアルカリ乾電池を比較例1とした。
これら実施例1〜6、比較例1のアルカリ乾電池の強放電特性に関する評価として、各々100個ずつのアルカリ乾電池を21±2℃の恒温環境の中で、1.5Wで2秒間放電した後、0.65Wで28秒間放電するサイクルを繰り返すパルス放電を1時間あたり10サイクル行い続け、1.05Vに達するまでの累計サイクル数を測定した。その平均値を(表1)に示す。なお、サイクル数が比較例を100としたときに、比較例に対して10%以上の向上が図れる110サイクル以上であれば強放電特性が良好であると判断した
。
また、耐漏液性の評価として実施例1〜2、比較例のアルカリ乾電池を各1000個使用し、80℃で12時間キープした後−20℃で12時間キープするヒートショック試験を4週間繰り返し実施した後、その電池を分解し、集電子7と封口ガスケット1の嵌着部分からの漏液を確認した。その結果も同様に(表1)に示す。
(表1)の結果より明らかなように、本発明の実施例1〜6においては、放電特性(サイクル)評価において比較例1と比べ10%以上の向上が図れる良好な強放電特性が得られた。これは、実施例1〜6の集電子7の表面積が比較例1に対し、表面に溝10を形成したことにより、ゲル状の負極5との接触面積が増加したことによるものと考えられる。また、封口ガスケット1と集電子7との嵌着部分からの漏液ついても、比較例1と比べて良好な結果が得られた。これは、集電子7と封口ガスケット1との嵌着部分に塗布している封止剤9が集電子7の表面に溝10が形成されたことにより、塗布量が増加し、且つ、塗布された封止剤9が溝10により保持されやすくなったためと思われる。これらの効果は、図9(a)〜(f)の溝10の形状においても同様の結果が得られる。
なお、上述の実施例では単3形アルカリ乾電池(LR6)について説明したが、単1形(LR20)や単4形(LR03)など、他のサイズのアルカリ乾電池に本発明を適用できることは言うまでもない。また、上述の実施例では正極に二酸化マンガンを単独で使用した場合について説明したが、オキシ水酸化ニッケル単独で用いたり、二酸化マンガンとオキシ水酸化ニッケルを併用したりする場合に本発明を適用することも勿論可能である。
本発明の乾電池は、集電子の外周に連続または断続に形成した溝を形成することにより、集電子表面積を増加したことで、優れた強放電特性とシール性を有したデジタルスチールカメラなどに好適に用いられる。
本発明における一実施の形態に係わる乾電池の構成を示した断面図
(a)本発明における一実施の形態に係わる乾電池の集電子の詳細断面図、(b)本発明における一実施の形態に係わる乾電池の溝部の拡大図
(a)本発明における一実施の形態に係わる集電子の溝を外周面に断続的に配置した例を示す断面図、(b)本発明における別の一実施の形態に係わる集電子の溝を外周面に断続的に配置した例を示す断面図、(c)本発明における別の一実施の形態に係わる集電子の溝を外周面に断続的に配置した例を示す断面図、(d)本発明における別の一実施の形態に係わる集電子の溝を外周面に断続的に配置した例を示す断面図
(a)本発明における一実施の形態に係わる集電子の溝を外周面に連続的に配置した断面図、(b)本発明における別の一実施の形態に係わる集電子の溝を外周面に連続的に配置した断面図、(c)本発明における別の一実施の形態に係わる集電子の溝を外周面に連続的に配置した断面図、(d)本発明における別の一実施の形態に係わる集電子の溝を外周面に連続的に配置した断面図
(a)本発明における一実施の形態に係わる集電子の溝を外周面に全周溝を連続的に配置した模式図、(b)本発明における一実施の形態に係わる集電子の溝を外周面に角度を有した全周溝を連続的に配置した模式図
(a)本発明における一実施の形態に係わる集電子の溝を外周面に全周溝を断続的に配置した模式図、(b)本発明における一実施の形態に係わる集電子の溝を外周面に角度を有した全周溝を断続的に配置した模式図
本発明における一実施の形態に係わる集電子の溝を螺旋状に形成した集電子の模式図
本発明における一実施の形態に係わる集電子の溝を2本の交差する螺旋状に形成した集電子の模式図
(a)本発明の一実施の形態における集電子の外周面に配置した溝の形状を示した断面図、(b)本発明の別の一実施の形態に係わる集電子の外周面に配置した溝の形状を示した断面図、(c)本発明の別の一実施の形態に係わる集電子の外周面に配置した溝の形状を示した断面図、(d)本発明の別の一実施の形態に係わる集電子の外周面に配置した溝の形状を示した断面図、(e)本発明の別の一実施の形態に係わる集電子の外周面に配置した溝の形状を示した断面図、(f)本発明の別の一実施の形態に係わる集電子の外周面に配置した溝の形状を示した断面図
従来技術におけるアルカリ乾電池の構成を示した断面図
(a)従来技術における集電子の断面図、(b)従来技術における乾電池の半断面図
従来技術における乾電池の断面図
符号の説明
1 封口ガスケット
2 正極
3 電池ケース
4 セパレータ
5 負極
6 封口板
7 集電子
8 底部絶縁板
9 封止剤
10 溝