JP2010052641A - 自動車ドアのシール構造 - Google Patents
自動車ドアのシール構造 Download PDFInfo
- Publication number
- JP2010052641A JP2010052641A JP2008221528A JP2008221528A JP2010052641A JP 2010052641 A JP2010052641 A JP 2010052641A JP 2008221528 A JP2008221528 A JP 2008221528A JP 2008221528 A JP2008221528 A JP 2008221528A JP 2010052641 A JP2010052641 A JP 2010052641A
- Authority
- JP
- Japan
- Prior art keywords
- door frame
- bottom wall
- door
- glass run
- vehicle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000007789 sealing Methods 0.000 title abstract description 13
- 239000011521 glass Substances 0.000 claims abstract description 121
- 238000000465 moulding Methods 0.000 claims description 12
- 230000003028 elevating effect Effects 0.000 claims description 9
- 238000001125 extrusion Methods 0.000 claims description 8
- 229920002397 thermoplastic olefin Polymers 0.000 claims description 8
- 229920002943 EPDM rubber Polymers 0.000 claims description 5
- 239000000463 material Substances 0.000 description 7
- 229920002725 thermoplastic elastomer Polymers 0.000 description 6
- 229920003051 synthetic elastomer Polymers 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 239000005061 synthetic rubber Substances 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 3
- 239000012778 molding material Substances 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Landscapes
- Seal Device For Vehicle (AREA)
Abstract
【課題】自動車ドアのシール構造において、ドアフレームの上辺部の下面とディビジョンサッシュの上端との間におけるシールを確実にする。
【解決手段】昇降ドアガラスは、ガラスラン10によりシールされ、ディビジョンサッシュの先端に、ブラケットを設け、ブラケットはドアフレームの上辺部のガラスラン10が取付けられる側に取付けられ、ガラスラン10は、少なくとも車外側側壁13と、車内側側壁14と、底壁15とから断面略コ字形に形成され、ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部に取付けられるガラスラン10のコーナー部の底壁15の外面にブラケット32と当接する底壁シールリップ18を形成したことを特徴とする自動車ドアのシール構造である。
【選択図】図1
【解決手段】昇降ドアガラスは、ガラスラン10によりシールされ、ディビジョンサッシュの先端に、ブラケットを設け、ブラケットはドアフレームの上辺部のガラスラン10が取付けられる側に取付けられ、ガラスラン10は、少なくとも車外側側壁13と、車内側側壁14と、底壁15とから断面略コ字形に形成され、ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部に取付けられるガラスラン10のコーナー部の底壁15の外面にブラケット32と当接する底壁シールリップ18を形成したことを特徴とする自動車ドアのシール構造である。
【選択図】図1
Description
本発明は、自動車ドアのドアフレームとディビジョンサッシュとの接続部分の自動車ドアのシール構造に関する。
従来、自動車ドアは図6に示すように、ドア1のベルトラインの上部にドアフレーム2が形成され、リヤドア1bにおいては、ドアフレーム2の上辺部におけるリヤ側に寄った部位の下面から下方にディビジョンサッシュ30が延設されている。そして、リヤドア1bのディビジョンサッシュ30のリヤ側の部分には固定して装着されるクォータードアガラス6が装着され、ディビジョンサッシュ30のフロント側には昇降ドアガラス5が昇降自在に装着されている。
そして、クォータードアガラス6とドアフレーム2及びディビジョンサッシュ30との間には、クォーターウエザストリップ140が装着されてその間をシールしている。また、昇降ドアガラス5とドアフレーム2及びディビジョンサッシュ30との間には、ガラスラン110が装着されてその間をシールしている。
そして、ドアフレーム2の上辺部においては、図8に示すように、車外側側壁113と、車内側側壁114と底壁115とを有するガラスラン110が取付けられている。底壁115の裏面からは底壁シールリブ119が上方に形成され、ドアフレーム2との間のシール性を確保しているものがある(例えば、特許文献1参照。)
ディビジョンサッシュ30は、図7に示すように、上端にブラケット132が取付けられて、ブラケット132によりドアフレーム2の下面に接続されている。即ち、ブラケット132にブラケット孔133を開けて、ドアフレーム2にドアフレーム孔2bを形成し、ドアフレーム2の上面からドアフレーム孔2bとブラケット孔133をネジ止めして取付けていた(例えば、特許文献2及び3参照。)。
このディビジョンサッシュ30は、図9に示すように、ドアフレーム2の上面からネジを挿入して取付ける場合には、クォーターウエザストリップ140側とガラスラン110側のどちら側でも自由に選ぶことができる。しかしながら、車輌自体の高さが高い場合等において、ドアフレーム2の上面からネジ止めすることができない場合には、ドアフレーム2の下面側からネジを挿入してネジ止めする必要がある。この場合には、クォーターウエザストリップ140は、ディビジョンサッシュ30に組み付けられたままドアフレーム2に取付けられるため、後から取付け可能なガラスラン110側のドアフレーム2の下面側から取付ける必要がある。
その場合には、図10に示すように、ドアフレーム2に直接取付ける場合や、ドアフレーム2に取付けられたネジ受け部4にブラケット132を取付ける場合が多いが、ネジ受け部4を使用する場合には、ブラケット132とガラスラン110のコーナー部112との間の隙間Xは狭くなり、底壁シールリップの高さを充分に高くすることができず、シール性を確保することができなかった。
さらに、図11に示すように、ガラスラン110のコーナー部112の底壁115の外面に底壁シールリブ119を形成することも考えられるが、コーナー部112を熱可塑性エラストマー等の硬質の材料を使用して形成すると、組付け時のガラスラン10やドアフレーム2の寸法のバラツキを考慮すると、底壁シールリブ119との干渉を防止するため、底壁シールリブ119とブラケット132の間に所定の隙間を設ける必要が生じて、充分なシール性を確保することができなかった。
このため、この隙間を埋めるために、底壁115の裏面にスポンジ部材等の軟質部材を貼り付けることも考慮されるが、スポンジ部材の貼り付けに手間とコストが増加してしまうことになる。
特開2006−347355号公報
特開2007−203768号公報
特開2007−261438号公報
このため、ドアフレーム2の上辺部の下面とディビジョンサッシュ30の上端との間におけるシールを確実にする自動車ドアのシール構造が求められていた。
上記課題を解決するために請求項1の本発明は、自動車用ドアのドアフレームと、ドアフレームの上辺部の下面とドアパネルとの間に接続されたディビジョンサッシュと、ドアフレームとディビジョンサッシュの一方の側面の空間を昇降する昇降ドアガラスと、ドアフレームとディビジョンサッシュの他方の側面の空間に固定されるクォーター部材を有する自動車用ドアのシール構造において、
昇降ドアガラスは、ディビジョンサッシュの一方の側面とドアフレームに装着されるガラスランによりシールされ、クォーター部材は、クォーター部材の外周とドアフレーム及びディビジョンサッシュの他方の側面に装着されるクォーターウエザストリップによりシールされ、
ディビジョンサッシュの先端に、ブラケットを設け、ブラケットはドアフレームの上辺部のガラスランが取付けられる側に取付けられ、
ガラスランは、押出成形により成形されドアフレームの上辺部と縦辺部及びディビジョンサッシュに装着される直線部と、型成形により成形され直線部を接続し、ドアフレームのコーナー部及びドアフレームの上辺部とディビジョンサッシュの接続部分のコーナー部に装着されるコーナー部を有し、直線部とコーナー部は、少なくとも車外側側壁と、車内側側壁と、底壁とから断面略コ字形に形成され、車外側側壁と車内側側壁との先端から断面略コ字形の内部に向けて斜めにそれぞれ車外側シールリップと車内側シールリップを形成し、
ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部に取付けられるガラスランのコーナー部の底壁の外面にブラケットと当接する底壁シールリップを形成したことを特徴とする自動車ドアのシール構造である。
昇降ドアガラスは、ディビジョンサッシュの一方の側面とドアフレームに装着されるガラスランによりシールされ、クォーター部材は、クォーター部材の外周とドアフレーム及びディビジョンサッシュの他方の側面に装着されるクォーターウエザストリップによりシールされ、
ディビジョンサッシュの先端に、ブラケットを設け、ブラケットはドアフレームの上辺部のガラスランが取付けられる側に取付けられ、
ガラスランは、押出成形により成形されドアフレームの上辺部と縦辺部及びディビジョンサッシュに装着される直線部と、型成形により成形され直線部を接続し、ドアフレームのコーナー部及びドアフレームの上辺部とディビジョンサッシュの接続部分のコーナー部に装着されるコーナー部を有し、直線部とコーナー部は、少なくとも車外側側壁と、車内側側壁と、底壁とから断面略コ字形に形成され、車外側側壁と車内側側壁との先端から断面略コ字形の内部に向けて斜めにそれぞれ車外側シールリップと車内側シールリップを形成し、
ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部に取付けられるガラスランのコーナー部の底壁の外面にブラケットと当接する底壁シールリップを形成したことを特徴とする自動車ドアのシール構造である。
請求項1の本発明では、昇降ドアガラスは、ディビジョンサッシュの一方の側面とドアフレームに装着されるガラスランによりシールされ、クォーター部材は、クォーター部材の外周とドアフレーム及びディビジョンサッシュの他方の側面に装着されるクォーターウエザストリップによりシールされる。このため、昇降ドアガラスは、ガラスランにより昇降自在にシールされ、クォーター部材は、クォーターウエザストリップにより固定してシールされることができる。
ディビジョンサッシュの先端に、ブラケットを設け、ブラケットはドアフレームの上辺部のガラスランが取付けられる側に取付けられるため、ディビジョンサッシュをドアフレームの下面側からドアフレームに強固に取付けることができ、低い位置からディビジョンサッシュを取付けることができる。
ガラスランは、押出成形により成形されドアフレームの上辺部と縦辺部及びディビジョンサッシュに装着される直線部と、型成形により成形され直線部を接続し、ドアフレームのコーナー部及びドアフレームの上辺部とディビジョンサッシュの接続部分のコーナー部に装着されるコーナー部を有する。このため、ドアフレームとディビジョンサッシュの接続部分のコーナー部の形状に適合したガラスランのコーナー部を型成形により形成し、型成形と同時に直線部を接続することができる。
ガラスランは、少なくとも車外側側壁と、車内側側壁と、底壁とから断面略コ字形に形成され、車外側側壁と車内側側壁との先端から断面略コ字形の内部に向けて斜めにそれぞれ車外側シールリップと車内側シールリップを形成する。このため、ドアフレームとディビジョンサッシュに装着されたガラスランでは、車外側側壁と、車内側側壁と、底壁とからなる断面略コ字形の本体内においてドアガラスの端部を保持して摺動させ、昇降させることができる。また、車外側シールリップと車内側シールリップとで昇降ドアガラスの先端及び側端を挟持してシールすることができる。
ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部に取付けられるガラスランのコーナー部の底壁の外面にブラケットと当接する底壁シールリップを形成した。このため、底壁シールリップがリップ状に形成されて柔軟にブラケットに当接することができ、ブラケットとガラスランの組付け寸法がばらついても、ブラケットとガラスランのコーナー部との隙間を塞ぐことができる。したがって、ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部のシール性を確保することができる。また、ブラケットとガラスランの底壁が直接当接することがなく、車体の振動がガラスランに伝わり難く、異音の発生や、ガラスランがドアフレームから外れることを防止できる。
請求項2の本発明は、底壁シールリップは、底壁の外面に形成された底壁リブの外面から形成した自動車ドアのシール構造である。
請求項2の本発明では、底壁シールリップは、底壁の外面に形成された底壁リブの外面から形成したため、底壁シールリップを短く形成することができ、変形を防止しつつ、ブラケットに確実に当接して、シール性を確保することができる。
請求項3の本発明は、底壁シールリップは、底壁又は底壁リブの外面から斜めに形成された自動車ドアのシール構造である。
請求項3の本発明では、底壁シールリップは、底壁又は底壁リブの外面から斜めに形成されたため、ガラスランを組付けた後にブラケットに当接したときに、底壁シールリップの倒れ方向を一様にすることができ、シール性が高い。また、底壁シールリップを長く形成することができ、ドアフレームとガラスランの寸法バラツキを容易に吸収することができる。
請求項4の本発明は、底壁をディビジョンサッシュとの隙間が5mm以下になるように近接して形成し、その底壁の外面に底壁シールリップを形成した自動車ドアのシール構造である。
請求項4の本発明では、底壁をディビジョンサッシュとの隙間が5mm以下になるように近接して形成し、その底壁の外面に底壁シールリップを形成したため、底壁シールリップの長さを短くすることができ、底壁シールリップ部分にガラスランを成形する金型のパーティングラインを形成することなく、ガラスランを取出すことができ、金型構造を簡単にすることができる。
請求項5の本発明は、ガラスランは、車外側側壁の先端外面から車外側側壁と略平行に車外側側壁カバーリップを形成し、車内側側壁の先端外面から車内側側壁と略平行に車内側側壁カバーリップを形成し、車外側側壁と車外側カバーリップとでドアフレームのアウターパネルの先端を挟持し、車内側側壁と車内側カバーリップとでドアフレームのインナーパネルの先端を挟持した自動車ドアのシール構造である。
請求項5の本発明では、ガラスランは、車外側側壁の先端外面から車外側側壁と略平行に車外側側壁カバーリップを形成し、車内側側壁の先端外面から車内側側壁と略平行に車内側側壁カバーリップを形成し、車外側側壁と車外側カバーリップとでドアフレームのアウターパネルの先端を挟持し、車内側側壁と車内側カバーリップとでドアフレームのインナーパネルの先端を挟持した。このため、車外側側壁と車外側カバーリップ及び車内側側壁と車内側カバーリップとでそれぞれドアフレームのアウターパネルとインナーパネルの先端を強く挟持してガラスランをドアフレームに保持することができるとともに、ドアフレームの先端を覆い、見栄えを向上させている。
請求項6の本発明は、クォーター部材はクォータードアガラスであり、クォーターウエザストリップはクォータードアガラスの外周に取付けられたクォーターウエザストリップである自動車ドアのシール構造である。
請求項6の本発明では、クォータードアガラスの外周に、環状にクォーターウエザストリップを取付けたため、自動車のフロントドアやリヤドアにクォーターガラスを設けた場合、その周囲にクォーターウエザストリップを装着し、そのクォーターウエザストリップをドアフレームに固定するとともに、クォータードアガラスの外周をシールすることができる。
請求項7の本発明は、ガラスランのコーナー部は、オレフィン系熱可塑性エラストマーで形成され、直線部の本体は、EPDM又はオレフィン系熱可塑性エラストマーで形成された自動車ドアのシール構造である。
請求項7の本発明では、ガラスランのコーナー部は、オレフィン系熱可塑性エラストマーで形成され、直線部の本体は、EPDM又はオレフィン系熱可塑性エラストマーで形成されたため、ガラスランのコーナー部は成形が容易であり、直線部とコーナー部の接続が強固であるとともに、直線部とコーナー部を同時にリサイクルすることができる。
本発明は上記のように、ガラスランのコーナー部の底壁の外面にブラケットと当接する底壁シールリップを形成したため、底壁シールリップがリップ状に形成されて柔軟にブラケットに当接することができ、ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部のシール性を確保することができる。また、異音の発生や、ガラスランがドアフレームから外れることを防止できる。
本発明の実施の形態を図1〜図6に基づき説明する。
本発明を自動車のリヤドアで使用する場合を例に取り説明するが、本発明はフロントドアについても使用することができる。
図6は自動車のリヤドア1bの側面図である。フロントドアとリヤドア1bの両方のベルトラインよりも上部には、昇降ドアガラス5が昇降可能に設けられている。
リヤドア1bには、ディビジョンサッシュ30のフロント側に、上下方向に昇降して、ドア窓を開閉することができる昇降ドアガラス5と、ディビジョンサッシュ30のリヤ側のドアフレーム2とディビジョンサッシュ30で形成される三角形の部分に固定されたクォータードアガラス6が設けられている。
本発明を自動車のリヤドアで使用する場合を例に取り説明するが、本発明はフロントドアについても使用することができる。
図6は自動車のリヤドア1bの側面図である。フロントドアとリヤドア1bの両方のベルトラインよりも上部には、昇降ドアガラス5が昇降可能に設けられている。
リヤドア1bには、ディビジョンサッシュ30のフロント側に、上下方向に昇降して、ドア窓を開閉することができる昇降ドアガラス5と、ディビジョンサッシュ30のリヤ側のドアフレーム2とディビジョンサッシュ30で形成される三角形の部分に固定されたクォータードアガラス6が設けられている。
ディビジョンサッシュ30は、図6に示すように、ドアフレーム2の上辺部の下面から下方に延出され、リヤドア1bのドアパネル内の部分にまで延出されて装着されている。すなわち、ドアのベルトライン位置よりも上方部分では、外部に露出しており、ディビジョンサッシュ30の下端は、ドア1のドアパネルのパネル内部に固定され、上端はブラケット32によりドアフレーム2にネジにより取付けられている。
本発明の実施の形態においては、ディビジョンサッシュ30を取付けるときは、クォータードアガラス6の周囲に取付けられたクォーターウエザストリップ40をドアフレーム2に取付けるとともに、ディビジョンサッシュ30にクォーターウエザストリップ40の縦辺部を嵌め込み、ディビジョンサッシュ30をドアフレーム2に嵌め込む。そして、ディビジョンサッシュ30の上端に取付けられたブラケット32のブラケット孔33にブラケット32の下面からネジを挿入して、ドアフレーム2にネジ止めする。
このとき、ブラケット32の上部は、ドアフレーム2の上辺部においてガラスラン10が取付けられる側に向いて取付けられるため、ディビジョンサッシュ30をドアフレーム2の下面側のガラスラン10を取付ける側からドアフレーム2に強固に取付けることができ、作業者は低い位置からディビジョンサッシュ30を取付けることができる。
リヤドア1bにおいて、図6に示すように、ドアフレーム2の上辺部とフロント側の縦辺部及びディビジョンサッシュ30には、ガラスラン10が装着されて、昇降ドアガラス5の昇降を案内するとともに、昇降ドアガラス5とドアフレーム2およびディビジョンサッシュ30との間をシールしている。
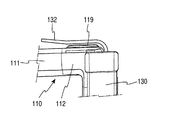
本発明の第1の実施の形態に使用するガラスラン10について、図1と図2に基づき説明する。図2は、ガラスラン10のコーナー部12の側面図であり、図1は図2のA−A線に沿った断面図である。
ガラスラン10は、全体として押出成形で形成された直線部11と、ドアフレーム2のコーナー部に取付けられ、上記の直線部11を接続し、型成形で形成されるコーナー部12からなる。
なお、直線部11は、上辺部に装着可能なように緩やかに湾曲されたものを含む概念のものである。また、直線部11は、主に押出成形によって形成されるが、射出成形によって直線状または略直線状に形成されたものでもよい。
ガラスラン10は、全体として押出成形で形成された直線部11と、ドアフレーム2のコーナー部に取付けられ、上記の直線部11を接続し、型成形で形成されるコーナー部12からなる。
なお、直線部11は、上辺部に装着可能なように緩やかに湾曲されたものを含む概念のものである。また、直線部11は、主に押出成形によって形成されるが、射出成形によって直線状または略直線状に形成されたものでもよい。
直線部11は、図2と図6に示すように、ドアフレーム2の上辺部に取付けられる部分と、ドアフレーム2のフロント側縦辺部に取付けられる部分と、ディビジョンサッシュ30のフロント側溝部に取付けられる部分とからなる。
これらの押出成形部分をドアフレーム2に対応した形状となるように、フロント側とリヤ側のそれぞれのコーナー部分において、型成形により成形して直線部11を接続してコーナー部12が形成されている。なお、ガラスラン10のコーナー部12は、ドアフレーム2のフロント側とリヤ側のそれぞれのコーナー部の部分に装着されるように、コーナー部12の角度等を規定して形成されている。
これらの押出成形部分をドアフレーム2に対応した形状となるように、フロント側とリヤ側のそれぞれのコーナー部分において、型成形により成形して直線部11を接続してコーナー部12が形成されている。なお、ガラスラン10のコーナー部12は、ドアフレーム2のフロント側とリヤ側のそれぞれのコーナー部の部分に装着されるように、コーナー部12の角度等を規定して形成されている。
リヤドア1bのディビジョンサッシュ30のフロント側と上辺部とでなすリヤ側のコーナー部に装着されるガラスラン10のコーナー部12を図2に示す。
ガラスラン10の直線部11の断面形状と、コーナー部12の断面形状とは基本的な形状は略同じである。即ち、その本体は、図1に示すように、車外側側壁13と、車内側側壁14と、底壁15とから断面略コ字状に形成されている。
ガラスラン10の直線部11の断面形状と、コーナー部12の断面形状とは基本的な形状は略同じである。即ち、その本体は、図1に示すように、車外側側壁13と、車内側側壁14と、底壁15とから断面略コ字状に形成されている。
さらに、車外側側壁13の先端付近から車外側シールリップ16が上記本体の断面略コ字状の内側に向けて延設されている。車外側シールリップ16により昇降ドアガラス5の車外側面をシールすることができ、直線部11とコーナー部12におけるシール性を確保している。
車内側側壁14の先端から車内側シールリップ17が、車外側シールリップ16と同様に、上記本体の断面略コ字状の内側に向けて延設されて、昇降ドアガラス5の車内側面をシールしている。
上辺部とリヤ側の縦辺部のそれぞれの直線部11の断面形状の相違をコーナー部12で連続的に変化させることにより接続している。
車内側側壁14の先端から車内側シールリップ17が、車外側シールリップ16と同様に、上記本体の断面略コ字状の内側に向けて延設されて、昇降ドアガラス5の車内側面をシールしている。
上辺部とリヤ側の縦辺部のそれぞれの直線部11の断面形状の相違をコーナー部12で連続的に変化させることにより接続している。
また、車外側側壁13の先端外面から車外側側壁13と略平行あるいは若干湾曲して車外側側壁に沿って車外側カバーリップ20が形成されている。さらに、車内側側壁14の先端外面から車内側側壁14と略平行あるいは若干湾曲して車内側カバーリップ21が形成されている。そして、車外側側壁13と車外側カバーリップ20との間にドアフレーム2のアウターパネル1dの先端を挿入し、車内側側壁14と車内側カバーリップ21との間にドアフレーム2のインナーパネル1cの先端を挿入している。
このため、車外側側壁13と車外側カバーリップ20及び車内側側壁と車内側カバーリップ21とでそれぞれドアフレーム2のアウターパネル1dとインナーパネル1cの先端を強く挟持してガラスラン10をドアフレーム2に保持して、ドアフレーム2から外れることを防止することができるとともに、ドアフレーム2の先端を覆い、先端部分の見栄えを向上させている。
第1に実施の形態のコーナー部12においては、図1に示すように、底壁15の外面には断面が略長方形の底壁リブ19が長手方向に連続して形成され、底壁リブ19の外面から底壁シールリップ18が同様に長手方向に連続して形成される。底壁シールリップ18はガラスラン10がドアフレーム2に取付けられたときには、ブラケット32に当接する。
底壁シールリップ18はリップ状に形成されたため、柔軟に変形して、ブラケット32に確実に当接することができる。また、底壁リブ19から底壁シールリップ18が形成されたため、底壁シールリップ18を短く形成することができ、底壁シールリップ18の異常変形を防止することができる。このため、底壁シールリップ18は、ブラケット32に確実に当接して、シール性を確保することができる。
次に、本発明の第2の実施の形態に使用するガラスラン10について、図3に基づき説明する。第2の実施の形態に使用するガラスラン10は、車外側側壁13、車内側側壁14、車外側シールリップ16、車内側シールリップ17、車外側カバーリップ20及び車内側カバーリップ21については、第1の実施の形態に使用するガラスラン10と同様であり、底壁シールリップ18の形状が異なるため、異なる部分を説明し、同様な部分については説明を省略する。
第2の実施の形態に使用するガラスラン10の底壁シールリップ18は、底壁15の外面から直接垂直にリップ状に形成されている。この場合には、底壁シールリップ18を長く、例えば、3mm〜10mm程度に、形成することができ、底壁シールリップ18の柔軟性を増加させて、確実にブラケット32に当接させることができる。また、ブラケット32とガラスラン10の組み付けのバラツキを容易に吸収することができる。
次に、本発明の第3の実施の形態に使用するガラスラン10について、図4に基づき説明する。第3の実施の形態に使用するガラスラン10は、第2の実施の形態に使用するガラスラン10と同様に、底壁シールリップ18の形状が異なるため、異なる部分を説明し、同様な部分については説明を省略する。
第3の実施の形態に使用するガラスラン10の底壁シールリップ18は、底壁15又は底壁リブ19の外面から斜めに形成されている。このため、ガラスラン10をドアフレーム2に組付けたときに、底壁シールリップ18はブラケット32に当接するが、底壁シールリップ18の倒れ方向を一定方向にすることができ、確実に当接して、隙間がなくシール性が高い。また、斜めに形成するため、底壁シールリップ18を長く形成することができ、ドアフレーム2とガラスラン10の製品寸法や組付け寸法のバラツキを容易に吸収することができる。
なお、底壁シールリップ18を車外方向に向かって斜め方向に傾斜させて形成する場合には、車外側からの水の浸入を確実に防止することができる。
なお、底壁シールリップ18を車外方向に向かって斜め方向に傾斜させて形成する場合には、車外側からの水の浸入を確実に防止することができる。
次に、本発明の第4の実施の形態に使用するガラスラン10について、図5に基づき説明する。第4の実施の形態に使用するガラスラン10は、第2の実施の形態に使用するガラスラン10と同様に、底壁シールリップ18の形状が異なるため、異なる部分を説明し、同様な部分については説明を省略する。
第4の実施の形態に使用するガラスラン10の底壁シールリップ18は、底壁15をディビジョンサッシュ30との隙間が5mm以下になるように近接して形成される場合に使用されるものである。この場合には、底壁シールリップ18を短く形成することができるため、ガラスラン10を金型で成形するときに、底壁シールリップ18の部分にガラスラン10の成形用の金型のパーティングラインを形成することなく、ガラスラン10を取出すことができ、金型構造を簡単にすることができる。
ガラスラン10の製造方法について説明する。
ガラスラン10は、まずその直線部11を押出成形により成形し、その後、コーナー部12を型成形する。
ガラスラン10の直線部11の成形においては、成形材料は、合成ゴム、熱可塑性エラストマー、軟質合成樹脂が使用され、例えば合成ゴムでは、EPDMゴム、熱可塑性エラストマーでは、オレフィン系エラストマー、軟質合成樹脂では、軟質塩化ビニル等が使用される。
合成ゴムの場合は、押出成形後に加硫槽に搬送されて、熱風や高周波等により加熱されて加硫が行われる。熱可塑性エラストマー、軟質合成樹脂の場合は、冷却され固化される。その後所定の長さに切断されて、押出成形部分は製造される。
ガラスラン10は、まずその直線部11を押出成形により成形し、その後、コーナー部12を型成形する。
ガラスラン10の直線部11の成形においては、成形材料は、合成ゴム、熱可塑性エラストマー、軟質合成樹脂が使用され、例えば合成ゴムでは、EPDMゴム、熱可塑性エラストマーでは、オレフィン系エラストマー、軟質合成樹脂では、軟質塩化ビニル等が使用される。
合成ゴムの場合は、押出成形後に加硫槽に搬送されて、熱風や高周波等により加熱されて加硫が行われる。熱可塑性エラストマー、軟質合成樹脂の場合は、冷却され固化される。その後所定の長さに切断されて、押出成形部分は製造される。
次に、ガラスラン10のコーナー部12の型成形部分の成形は、上記により製造された押出成形部材を所定寸法に切断して、その切断した押出部分の端部を、型成形部分を成形する金型に挟持して、その金型のキャビティーに、型成形部分を形成するソリッド材を注入する。型成形部分の断面形状は押出成形部分の断面形状と略同じである。また、この時、底壁シールリップ18は同時に形成される。成形材料は、押出成形部分に使用した材料と同じ種類のものを使用することが好ましい。熱可塑性エラストマー、軟質合成樹脂の場合は、金型に注入されたときに注入材料は溶融されているため、その熱と圧力とで押出成形部分と型成形部分は一体的に融着される。
ガラスラン10の直線部11がEPDMゴムまたはオレフィン系熱可塑性エラストマーで形成される場合は、ガラスラン10のコーナー部12は、オレフィン系熱可塑性エラストマーで形成することが好ましい。この場合は、同種の材料であり、ガラスラン10の直線部11とコーナー部12の接着性がよい。また、いずれもオレフィン系の材料であり、耐候性がよく、同時に粉砕処理ができ、リサイクル容易な製品を得ることができる。オレフィン系熱可塑性エラストマーの場合は、加硫が不要のため、製造が容易である。
合成ゴムの場合は、金型に注入した後に金型を加熱して加硫する。このとき、押出成形部分と型成形部分は同じ材料あるいは同種類の材料を使用しているため、加硫接着をすることができ、一体的に固着することができる。
合成ゴムの場合は、金型に注入した後に金型を加熱して加硫する。このとき、押出成形部分と型成形部分は同じ材料あるいは同種類の材料を使用しているため、加硫接着をすることができ、一体的に固着することができる。
1 ドア
2 ドアフレーム
5 昇降ドアガラス
10 ガラスラン
12 コーナー部
15 底壁
18 底壁シールリップ
19 底壁リブ
30 ディビジョンサッシュ
32 ブラケット
2 ドアフレーム
5 昇降ドアガラス
10 ガラスラン
12 コーナー部
15 底壁
18 底壁シールリップ
19 底壁リブ
30 ディビジョンサッシュ
32 ブラケット
Claims (7)
- 自動車用ドアのドアフレームと、該ドアフレームの上辺部の下面とドアパネルとの間に接続されたディビジョンサッシュと、上記ドアフレームとディビジョンサッシュの一方の側面の空間を昇降する昇降ドアガラスと、上記ドアフレームとディビジョンサッシュの他方の側面の空間に固定されるクォーター部材を有する自動車用ドアのシール構造において、
上記昇降ドアガラスは、上記ディビジョンサッシュの一方の側面と上記ドアフレームに装着されるガラスランによりシールされ、上記クォーター部材は、上記クォーター部材の外周と上記ドアフレーム及びディビジョンサッシュの他方の側面に装着されるクォーターウエザストリップによりシールされ、
上記ディビジョンサッシュの先端に、ブラケットを設け、該ブラケットは上記ドアフレームの上辺部の上記ガラスランが取付けられる側に取付けられ、
上記ガラスランは、押出成形により成形され上記ドアフレームの上辺部と縦辺部及びディビジョンサッシュに装着される直線部と、型成形により成形され該直線部を接続し、上記ドアフレームのコーナー部及び上記ドアフレームの上辺部とディビジョンサッシュの接続部分のコーナー部に装着されるコーナー部を有し、上記直線部とコーナー部は、少なくとも車外側側壁と、車内側側壁と、底壁とから断面略コ字形に形成され、上記車外側側壁と車内側側壁との先端から断面略コ字形の内部に向けて斜めにそれぞれ車外側シールリップと車内側シールリップを形成し、
上記ドアフレームの上辺部と上記ディビジョンサッシュとから形成されるコーナー部に取付けられる上記ガラスランのコーナー部の底壁の外面に上記ブラケットと当接する底壁シールリップを形成したことを特徴とする自動車ドアのシール構造。 - 上記底壁シールリップは、上記底壁の外面に形成された底壁リブの外面から形成した請求項1に記載の自動車ドアのシール構造。
- 上記底壁シールリップは、上記底壁又は底壁リブの外面から斜めに形成された請求項1又は請求項2に記載の自動車ドアのシール構造。
- 上記底壁を上記ディビジョンサッシュとの隙間が5mm以下になるように近接して形成し、その底壁の外面に上記底壁シールリップを形成した請求項1乃至請求項3のいずれかに記載の自動車ドアのシール構造。
- 上記ガラスランは、上記車外側側壁の先端外面から車外側側壁と略平行に車外側側壁カバーリップを形成し、上記車内側側壁の先端外面から車内側側壁と略平行に車内側側壁カバーリップを形成し、上記車外側側壁と車外側カバーリップとで上記ドアフレームのアウターパネルの先端を挟持し、上記車内側側壁と車内側カバーリップとで上記ドアフレームのインナーパネルの先端を挟持した請求項1乃至請求項4のいずれかに記載の自動車ドアのシール構造。
- 上記クォーター部材はクォータードアガラスであり、上記クォーターウエザストリップは上記クォータードアガラスの外周に取付けられたクォーターウエザストリップである請求項1乃至請求項5のいずれかに記載の自動車ドアのシール構造。
- 上記ガラスランのコーナー部は、オレフィン系熱可塑性エラストマーで形成され、上記直線部の本体は、EPDM又はオレフィン系熱可塑性エラストマーで形成された請求項1乃至請求項6のいずれかに記載の自動車ドアのシール構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221528A JP2010052641A (ja) | 2008-08-29 | 2008-08-29 | 自動車ドアのシール構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221528A JP2010052641A (ja) | 2008-08-29 | 2008-08-29 | 自動車ドアのシール構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010052641A true JP2010052641A (ja) | 2010-03-11 |
Family
ID=42069009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008221528A Withdrawn JP2010052641A (ja) | 2008-08-29 | 2008-08-29 | 自動車ドアのシール構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010052641A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013060097A (ja) * | 2011-09-13 | 2013-04-04 | Toyoda Gosei Co Ltd | 自動車用ガラスラン |
| CN114475185A (zh) * | 2021-12-30 | 2022-05-13 | 萨固密(中国)投资有限公司 | 三角窗用防漏密封条 |
-
2008
- 2008-08-29 JP JP2008221528A patent/JP2010052641A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013060097A (ja) * | 2011-09-13 | 2013-04-04 | Toyoda Gosei Co Ltd | 自動車用ガラスラン |
| CN114475185A (zh) * | 2021-12-30 | 2022-05-13 | 萨固密(中国)投资有限公司 | 三角窗用防漏密封条 |
| CN114475185B (zh) * | 2021-12-30 | 2024-02-06 | 萨固密(中国)投资有限公司 | 三角窗用防漏密封条 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6237391B2 (ja) | 自動車用ガラスラン | |
| JP6311553B2 (ja) | 自動車用ガラスラン | |
| JP5003384B2 (ja) | 自動車用ガラスラン | |
| JP4376211B2 (ja) | 自動車用ガラスラン | |
| JP2012076504A (ja) | 自動車用ガラスラン | |
| JP4398348B2 (ja) | 自動車用ガラスラン | |
| JP2013095363A (ja) | 自動車用ガラスラン | |
| JP2015067109A (ja) | 自動車用ガラスラン | |
| JP5572536B2 (ja) | ガラスラン | |
| CN104442322A (zh) | 机动车玻璃滑槽 | |
| JP5846447B2 (ja) | 自動車用ガラスラン | |
| JP4330564B2 (ja) | 自動車ドアのシール構造 | |
| JP2018192933A (ja) | 自動車用ガラスラン | |
| JP5013207B2 (ja) | 自動車用ガラスラン | |
| JP2010052641A (ja) | 自動車ドアのシール構造 | |
| JP2009001143A (ja) | 自動車用ガラスラン | |
| JP2018114798A (ja) | 自動車用ガラスラン | |
| JP4370574B2 (ja) | 自動車用ガラスラン | |
| JP4383266B2 (ja) | 自動車用ガラスラン | |
| JP2006096225A (ja) | 自動車用ガラスラン | |
| JP2010228725A (ja) | 自動車用ガラスラン | |
| JP4858230B2 (ja) | 自動車用ガラスラン | |
| JP2009227241A (ja) | ウエザストリップ | |
| JP4458484B2 (ja) | 自動車用ガラスラン | |
| JP5328582B2 (ja) | 自動車用ガラスランの取付構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20111101 |