JP2010052921A - 半自動平盤打抜機 - Google Patents
半自動平盤打抜機 Download PDFInfo
- Publication number
- JP2010052921A JP2010052921A JP2008221441A JP2008221441A JP2010052921A JP 2010052921 A JP2010052921 A JP 2010052921A JP 2008221441 A JP2008221441 A JP 2008221441A JP 2008221441 A JP2008221441 A JP 2008221441A JP 2010052921 A JP2010052921 A JP 2010052921A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- semi
- punching machine
- flat plate
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004080 punching Methods 0.000 title claims abstract description 56
- 239000000463 material Substances 0.000 claims description 17
- 230000032258 transport Effects 0.000 claims description 5
- 238000012545 processing Methods 0.000 claims description 3
- 239000002783 friction material Substances 0.000 claims description 2
- 230000007246 mechanism Effects 0.000 abstract description 19
- 238000006073 displacement reaction Methods 0.000 abstract 1
- 239000000123 paper Substances 0.000 description 18
- 230000007723 transport mechanism Effects 0.000 description 9
- 210000001061 forehead Anatomy 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 229910000639 Spring steel Inorganic materials 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 238000007599 discharging Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- TVEXGJYMHHTVKP-UHFFFAOYSA-N 6-oxabicyclo[3.2.1]oct-3-en-7-one Chemical compound C1C2C(=O)OC1C=CC2 TVEXGJYMHHTVKP-UHFFFAOYSA-N 0.000 description 1
- 125000002066 L-histidyl group Chemical group [H]N1C([H])=NC(C([H])([H])[C@](C(=O)[*])([H])N([H])[H])=C1[H] 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images







Landscapes
- Delivering By Means Of Belts And Rollers (AREA)
- Discharge By Other Means (AREA)
Abstract
【解決手段】 見当合わせが行われたシート7は、搬送機構3のスパイクピン14によって打抜機構4の定位置に搬送されるが、装置の作動速度が非常に高くなった場合、同期調整の微少なずれ等によって上下可動板が下方に待避しきらないうちにシート7の搬送が開始されてしまうことがある。しかしながら、本実施形態では、前当31の上部にローラ34が装着されているため、回転するローラ34によってシート7が上方に逃がされ、シート7の下面が傷付けられることがない。
【選択図】図8
Description
<半自動平盤打抜機の全体構成>
図1に示すように、実施形態に係る半自動平盤打抜機1は、プレス成形された多数枚の鋼板を組み立ててなるフレーム2(装置本体)を有している。フレーム2には、搬送機構3と打抜機構4とが内装されるとともに、その前部に給紙リフト5が設置され、後部に排紙リフト6が設置されている。給紙リフト5上には多数枚のシート7が積層され、作業者がシート7を1枚ずつフレーム2の給紙部20に手差しすると、搬送機構3によってシート7が間欠的に打抜機構4に搬送され、打抜きが行われたシート7が搬送機構3によって排紙リフト6上に排出される。
図2に示すように、給紙部20には、フレーム2の前部に固定されたテーブル21と、テーブル21の後方に配置されて上下に往復動する前当ホルダ22(上下可動部材)と、テーブル21の左前部に固定された左定規23と、テーブル21の右前部に固定された右ガイド24と、駆動ロッド25に4つのシート押え26を固着してなるシート押えアセンブリ27と、シート押えアセンブリ27を駆動するカム機構28とが設置されている。
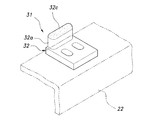
図3にも示すように、前当ホルダ22には、複数(本実施形態では、4つ)の前当31が締結されている。前当31は、側方視で略L字形状を呈する前当本体32と、前当本体32にピン33を介して回転自在に保持されたローラ34とから構成されている。ローラ34は、前当本体32の立上部32aに形成されたコ字形状の凹部32bに収容されており、その上部が立上部32aの上端から突出している。本実施形態の場合、ローラ34の左右端34a,34bには、角を無くすためのR面取りが施されている。
図4に示すように、右ガイド24は、フレーム2に固定される鋼板溶接構造品のガイドベース41と、ガイドベース41の縦壁41aに基端42aが締結された略J字断面形状のガイドプレート42と、ガイドプレート42のガイド部42bを左右方向に変位させるアジャストボルト43等から構成されている。ガイドプレート42は、比較的薄い鋼板(ばね鋼板等)を素材としており、手差しされたシート7を定位置に案内すべく、後方に向かうに従ってガイド部42bがガイドベース41から離間する形状となっている。なお、ガイドベース41には、フレーム2に対して右ガイド24の位置を左右に調整可能とすべく、左右に長い取付長孔41bが形成されている。
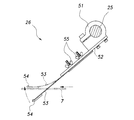
図5に示すように、シート押え26は、駆動ロッド25に外嵌/固定されたロッドクランプ51と、ロッドクランプ51の下面に締結されたベースプレート52と、ベースプレート52の下面に締結されたスプリングプレート53と、スプリングプレート53の先端下面に貼着された摩擦パッド54等から構成されている。スプリングプレート53は、比較的薄いばね鋼板を素材としており、シート押え26の作動時に弾性変形することで摩擦パッド54を介してシート7を押圧する。また、摩擦パッド54は、摩擦係数が比較的高いゴム等を素材としており、シート7を所定の摩擦力をもって係止する。なお、スプリングプレート53は、一対のウイングナット55によってベースプレート52に締結されている。したがって、作業者は、ウイングナット55を緩めることにより、ベースプレート52に対してスプリングプレート53を長手方向に容易に相対動させることができる。
半自動平盤打抜機1が稼働すると、作業者は、給紙リフト5の最上部のシート7を給紙部20に手差しで送り込む。送り込まれたシート7は、図6に示すように、右ガイド24に設けられたガイドプレート42の弾性力によって左方に付勢されることで、左定規23側に押し付けられた状態でテーブル21上を進行する(後方に移動する)。これにより、熟練していない作業者が差し込み時に手ぶれを起こしたり、装置の作動速度が高められたりしたような場合にも、シート7の左右方向の見当合わせの精度が確保される。
2 フレーム
3 搬送機構
4 打抜機構
5 給紙リフト
6 排紙リフト
7 シート
20 給紙部
23 左定規
24 右ガイド
31 前当
32 前当本体
34 ローラ
42 ガイドプレート
54 摩擦パッド
Claims (4)
- 装置本体の定位置に手差しされたシート材を打抜手段に搬送し、当該打抜手段内で打抜加工を施したシート材を装置本体から排出する半自動平盤打抜機であって、
前記シート材の先端を複数の前当によって前記定位置に係止する上下可動部材を備え、
前記前当が、
前記シート材の先端が当接する前当本体と、
当該前当本体の上端部に前記搬送方向と略直交する回転軸を介して回転自在に保持され、当該前当の上端面より上方に突出したローラと
を備えたことを特徴とする半自動平盤打抜機。 - 前記ローラの両端にR面取りが施されたことを特徴とする、請求項1に記載された半自動平盤打抜機。
- 装置本体の定位置に手差しされたシート材を打抜手段に搬送し、当該打抜手段内で打抜加工を施したシート材を装置本体から排出する半自動平盤打抜機であって、
前記シート材の先端を複数の前当によって前記定位置に係止する上下可動部材を備え、
前記前当の上端が凸曲面によって形成されたことを特徴とする半自動平盤打抜機。 - 前記凸曲面に低摩擦材のコーティングが施されたことを特徴とする、請求項3に記載された半自動平盤打抜機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221441A JP2010052921A (ja) | 2008-08-29 | 2008-08-29 | 半自動平盤打抜機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221441A JP2010052921A (ja) | 2008-08-29 | 2008-08-29 | 半自動平盤打抜機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010052921A true JP2010052921A (ja) | 2010-03-11 |
Family
ID=42069246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008221441A Pending JP2010052921A (ja) | 2008-08-29 | 2008-08-29 | 半自動平盤打抜機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010052921A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63123740A (ja) * | 1986-11-11 | 1988-05-27 | Ricoh Co Ltd | 自動原稿送り装置 |
| JPH0196448U (ja) * | 1987-12-18 | 1989-06-27 | ||
| JPH04173669A (ja) * | 1990-11-07 | 1992-06-22 | Ricoh Co Ltd | 原稿自動給送装置 |
| JP2001106349A (ja) * | 1999-10-13 | 2001-04-17 | Asaoka Tekkosho:Kk | シート打抜き装置における給紙装置 |
-
2008
- 2008-08-29 JP JP2008221441A patent/JP2010052921A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63123740A (ja) * | 1986-11-11 | 1988-05-27 | Ricoh Co Ltd | 自動原稿送り装置 |
| JPH0196448U (ja) * | 1987-12-18 | 1989-06-27 | ||
| JPH04173669A (ja) * | 1990-11-07 | 1992-06-22 | Ricoh Co Ltd | 原稿自動給送装置 |
| JP2001106349A (ja) * | 1999-10-13 | 2001-04-17 | Asaoka Tekkosho:Kk | シート打抜き装置における給紙装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5773908B2 (ja) | シート折り畳み装置および製函機 | |
| JP5364174B2 (ja) | 加工機械の送込みステーション内において板状要素を位置決めする装置 | |
| KR101148284B1 (ko) | 평판 펀칭 장치 | |
| JP6532682B2 (ja) | 包装開梱処理装置 | |
| US20080169601A1 (en) | Back-edge braking system | |
| JP2008030188A (ja) | 打抜きまたは型押しの圧力を制御可能な枚葉紙打抜き・型押し機 | |
| US8079587B2 (en) | Sheet braking mechanism | |
| US12233567B2 (en) | Cutting system | |
| CN112936984A (zh) | 一种自动模切压痕机 | |
| KR20130136273A (ko) | 자동급지를 위한 급지조절기구 | |
| KR100959200B1 (ko) | 용지공급장치 | |
| CN110626849A (zh) | 接纸机构 | |
| JP2010052105A (ja) | 半自動平盤打抜機 | |
| JP6790106B2 (ja) | インサートシートを把持するためのデバイス、装填デバイス、ブランクを受け入れるためのステーション、及びシートの形態の要素を加工するための機械 | |
| JP2010052921A (ja) | 半自動平盤打抜機 | |
| US20090243208A1 (en) | Auxiliary drive device for the conveying of sheetson a feed table of a cutting press | |
| JP5537231B2 (ja) | 段ボールシート製函機におけるシート供給装置 | |
| KR100222301B1 (ko) | 보텀피더 | |
| KR20180001319A (ko) | 홈 커팅 장치 | |
| KR20100131594A (ko) | 로터리 다이커팅장치 | |
| JP2001347491A (ja) | 平盤打抜き機の木型保持機構 | |
| JPH0619918U (ja) | プレス用板状ワークの密着防止用突起加工装置 | |
| KR101484591B1 (ko) | 디지털 프린팅 머신 | |
| JP2012522699A (ja) | 異なる印刷ジョブを分割する装置及び方法 | |
| KR20190033982A (ko) | 역반전기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110526 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110905 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A02 | Decision of refusal |
Effective date: 20130205 Free format text: JAPANESE INTERMEDIATE CODE: A02 |