JP2010141209A - 基板検査装置及び基板検査方法 - Google Patents
基板検査装置及び基板検査方法 Download PDFInfo
- Publication number
- JP2010141209A JP2010141209A JP2008317541A JP2008317541A JP2010141209A JP 2010141209 A JP2010141209 A JP 2010141209A JP 2008317541 A JP2008317541 A JP 2008317541A JP 2008317541 A JP2008317541 A JP 2008317541A JP 2010141209 A JP2010141209 A JP 2010141209A
- Authority
- JP
- Japan
- Prior art keywords
- image information
- still image
- area
- board
- moving image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】本発明は、経時変化による部品実装基板の品質低下を容易に判別可能とした基板検査装置及び基板検査方法を提供するものである。
【解決手段】配線基板へ部品を実装する工程における配線基板の各領域の静止画像を静止画像情報出力手段11により撮像して、領域毎の静止画像情報を配線基板毎に出力し、静止画像情報出力手段11から出力される領域毎の静止画像情報に基づいて、領域毎の良否を良否判定手段12により判定する。また、静止画像情報出力手段11から出力される領域毎の静止画像情報を記憶手段15に記憶し、その後、記憶手段15に記憶した静止画像情報に基づいて領域毎の動画像情報を動画像情報生成手段16により生成し、領域毎の動画像情報を表示部に表示する。
【選択図】図2
【解決手段】配線基板へ部品を実装する工程における配線基板の各領域の静止画像を静止画像情報出力手段11により撮像して、領域毎の静止画像情報を配線基板毎に出力し、静止画像情報出力手段11から出力される領域毎の静止画像情報に基づいて、領域毎の良否を良否判定手段12により判定する。また、静止画像情報出力手段11から出力される領域毎の静止画像情報を記憶手段15に記憶し、その後、記憶手段15に記憶した静止画像情報に基づいて領域毎の動画像情報を動画像情報生成手段16により生成し、領域毎の動画像情報を表示部に表示する。
【選択図】図2
Description
本発明は、部品実装基板の製造工程において、当該製造工程の基板を撮像して製造不良を検出する基板検査装置及び基板検査方法に関する。
従来から、超小型の電子部品であるコンデンサ、抵抗、Tr及びIC等チップ部品をプリント配線基板(以下、「配線基板」とも呼ぶ。)上に実装するために、はんだ印刷工程、部品載置工程、リフロー工程を実行する基板実装ラインが用いられている。
そして、この基板実装ラインの上記各工程で発生する不良を検出するために、各工程における配線基板を撮像し、この撮像結果から配線基板上のはんだ塗布不良、実装部品の位置ずれや欠落等の検査を行う基板検査装置が採用されている。
この基板検査装置は、例えば、部品載置工程において部品を載置した基板を静止画像として撮影したのち、この部品載置基板の静止画像に基づいて部品位置を特定し、この特定した位置が許容値を超えると、当該部品が載置された配線基板を不良として検出する。
特開2007−214212号公報
ところで、基板実装ラインでは、多数枚の部品実装基板が製造されると、上記各工程を実行する製造装置の部材が消耗してしまい、部品実装基板の品質が低下することがある。この部材消耗による品質の低下は、時間が経つにつれて進行し、不良のレベルに達した段階で、初めて基板検査装置により発見されることになる。
しかしながら、基板検査装置では、部品実装基板の良否の判別はできるものの、その不良要因を特定するものではなく、突発的に発生した突発性不良であるか、経時変化による所定の傾向(製造装置の部材消耗等)から発生する傾向不良であるかの判断が難しい。
そのため、部品実装基板の不良の原因を突き止めるために時間がかかり、生産性や作業性が低下する場合があった。
本発明は、経時変化による部品実装基板の品質低下を容易に判別可能とした基板検査装置及び基板検査方法を目的とする。
かかる課題を解決するために、請求項1に記載の発明は、配線基板へ部品を実装する工程における前記配線基板の各領域の静止画像を撮像して、前記領域毎の静止画像情報を前記配線基板毎に出力する静止画像情報出力手段と、前記静止画像情報出力手段から出力される前記領域毎の静止画像情報に基づいて、前記領域毎の良否を判定する良否判定手段と、前記静止画像情報出力手段から出力される前記領域毎の静止画像情報を記憶手段に記憶する記憶処理手段と、前記記憶手段に記憶した静止画像情報に基づいて前記領域毎の動画像情報を生成する動画像情報生成手段と、前記領域毎の動画像情報を表示する表示部と、を備えた基板検査装置とした。
請求項2に記載の発明は、請求項1に記載の発明において、前記領域毎の動画像情報のうち前記表示部に表示する動画像情報を指定する指定手段を備えることとした。
請求項3に記載の発明は、請求項1又は請求項2に記載の発明において、前記動画像情報に基づいて、各前記領域の状態が一定の傾向で変化しているか否かを判定する判定手段を備え、前記判定手段により一定の傾向で変化していると判定された領域の情報を前記表示部に表示することとした。
請求項4に記載の発明は、請求項1〜3のいずれか1項に記載の発明において、前記領域は各部品の実装領域毎に設定されることとした。
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載の発明において、前記工程は、はんだ印刷工程、部品載置工程、リフロー工程のうち少なくとも一つの工程を含むこととした。
請求項6に記載の発明は、請求項5に記載の発明において、前記静止画像情報出力手段と、前記良否判定手段と、前記記憶処理手段と、前記動画像情報生成手段とが画像検査収集装置に備えられて、当該画像検査収集装置が前記はんだ印刷工程、前記部品載置工程、前記リフロー工程毎に配置され、前記表示部が画像表示装置に備えられ、前記画像検査収集装置と前記画像表示装置とが通信路を介して接続されて、前記動画像情報が前記画像検査収集装置から前記通信路を介して前記画像表示装置へ出力され、前記画像表示装置で前記動画像情報が表示されることとした。
請求項7に記載の発明は、配線基板へ部品を実装する工程における前記配線基板の各領域の静止画像を前記静止画像情報出力手段により撮像して、前記領域毎の静止画像情報を前記配線基板毎に出力する工程と、前記静止画像情報出力手段から出力される前記領域毎の静止画像情報に基づいて、前記領域毎の良否を良否判定手段により判定する工程と、前記静止画像情報出力手段から出力される前記領域毎の静止画像情報を記憶手段に記憶する工程と、前記記憶手段に記憶した静止画像情報に基づいて前記領域毎の動画像情報を動画像情報生成手段により生成する工程と、前記領域毎の動画像情報を表示部に表示する工程と、を備えることとした。
本発明によれば、経時変化による部品実装基板の品質低下を容易に判別できることが可能となり、部品実装基板の不良要因特定のために、基板実装工程での生産性や作業性が低下することを防止することができる。
以下、発明を実施するための最良の形態(以下、「実施形態」とする)について説明する。なお、説明は以下の順序で行う。
1.基板検査装置及び基板検査方法の概要
2.基板検査装置の具体的構成例及び基板検査方法の具体例
3.その他の基板検査装置及び基板検査方法
1.基板検査装置及び基板検査方法の概要
2.基板検査装置の具体的構成例及び基板検査方法の具体例
3.その他の基板検査装置及び基板検査方法
[1.基板検査装置及び基板検査方法の概要]
まず、本実施形態の基板検査装置及び基板検査方法の概要について説明する。図1は本実施形態の基板検査装置を配置した基板製造ラインの構成を示す図、図2は本実施形態の基板検査装置の概略構成例を示す図、図3は部品実装基板50上の撮像領域を示す平面図、図4は図3中の一部の領域の状態を示す平面図、図5は各部品実装基板上の一部の領域において、部品の載置の状態を示す模式図である。
まず、本実施形態の基板検査装置及び基板検査方法の概要について説明する。図1は本実施形態の基板検査装置を配置した基板製造ラインの構成を示す図、図2は本実施形態の基板検査装置の概略構成例を示す図、図3は部品実装基板50上の撮像領域を示す平面図、図4は図3中の一部の領域の状態を示す平面図、図5は各部品実装基板上の一部の領域において、部品の載置の状態を示す模式図である。
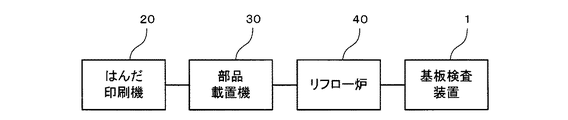
図1に示すように、基板製造ラインは、プリント配線基板(以下、「配線基板」とも呼ぶ。)上にはんだを印刷塗布するはんだ印刷機20と、配線基板上に各部品を実装する部品載置機30と、部品を実装した配線基板を加熱するリフロー炉40とを備えている。
はんだ印刷機20、部品載置機30、リフロー炉40は、それぞれの製造装置間を基板搬送用コンベア(図示せず)を介して一連に連結されており、配線基板は、はんだ印刷機20、部品載置機30、リフロー炉40の順に搬送される。
さらに、リフロー炉40の後段には、基板搬送用コンベア(図示せず)を介して基板検査装置1が設けられており、この基板検査装置1により、基板製造ラインで部品が実装された配線基板(以下、「部品実装基板」とも呼ぶ。)の製造不良が検査される。
この基板検査装置1は、図2に示すように、静止画像情報出力手段11、良否判定手段12、不良報知手段13、記憶処理手段14、記憶手段15、動画像情報生成手段16、表示部17、操作部18、判定手段19などを備えている。
そして、基板検査装置1は、次のように部品実装基板の検査を行って、製造不良を検出する。
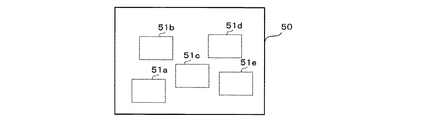
まず、リフロー炉40から基板搬送用コンベア(図示せず)を介して部品実装基板が基板検査装置1に搬送される。基板検査装置1は搬送された部品実装基板を所定位置にセットし、静止画像情報出力手段11の撮像手段11aにより、図3に示す部品実装基板50の各領域51a〜51eの静止画像を撮像し、領域51a〜51e毎の静止画像情報を良否判定手段12へ出力する。なお、静止画像情報として、ここではビットマップデータを用いるが、所定形式の圧縮画像データなどを用いるようにしてもよい。
良否判定手段12は、静止画像情報出力手段11から出力される領域51a〜51e毎の静止画像情報に基づいて、領域51a〜51eに実際の部品の実装位置を特定し、領域51a〜51e毎の良否を判定する。例えば、図4(a)に示すように、領域51aの電極パッド52a,52bにチップコンデンサ60を実装する設定になっているとき、良否判定手段12は、図4(b)に示すようにチップコンデンサ60の実装位置が実装許容範囲Wを超える部品実装基板50を不良品と判定する。一方、良否判定手段12は、チップコンデンサ60の実装位置が実装許容範囲Wを超えない部品実装基板50を良品と判定する。
良否判定手段12がリフロー炉40から搬送される部品実装基板50を不良品と判定すると、不良報知手段13はこの部品実装基板50が不良品である旨を音や表示で部品実装ラインの管理者に通知する。これにより、部品実装ラインの管理者は製造不良に対する対応を迅速に行うことが可能となる。
また、静止画像情報出力手段11から出力される領域毎の静止画像情報は、記憶処理手段14によって記憶手段15に記憶され、保存されることになる。静止画像情報出力手段11による静止画像の出力は部品実装基板50毎に行われるものであり、従って、記憶手段15は部品実装基板50毎の領域51a〜51eの静止画像情報が記憶され、保存されることになる。
このように、記憶手段15に記憶された領域51a〜51e毎の静止画像情報は、動画像情報生成手段16によって読み出され、領域51a〜51e毎に動画像情報が生成される。この動画像情報は、動き補償フレーム圧縮技術(例えば、MPEGなど)により圧縮して生成された圧縮動画データとしており、データ量の削減を図っている。
動画像情報生成手段16によって生成された領域51a〜51e毎の動画像情報は、例えば、指定手段としての操作部18を操作することで、選択的に表示部17に表示することができるようになっている。
従って、例えば、図4(b)に示すように部品実装基板50においてチップコンデンサ60の実装位置が実装許容範囲Wを超える不良が発生したとき、部品実装ラインの管理者が不良の要因の判断を迅速に行うことを補助することが可能となる。
特に、突発的に発生した突発性不良であるか、所定の傾向から発生する傾向不良であるかの判断を迅速に行うことができる。
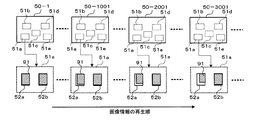
例えば、図5(a)に示すように、部品実装基板50−1,・・・,50−1001,・・・,50−2001,・・・,50−3001,・・・が生産されているとする。このとき、表示部17で表示する領域51aの動画像が図5(b)に示すようになるとき、チップコンデンサ60が少しずつずれているため、部品実装ラインの管理者はこの不良が傾向不良であることがわかる。従って、部品実装ラインの管理者は部品載置機30の構成部材の磨耗や制御値などを調査することで、この傾向不良の発生原因を突き止めることができる。
一方で、表示部17で表示する領域51aの動画像が図5(c)に示すようになるとき、チップコンデンサ60が突如ずれているため、部品実装ラインの管理者はこの不良が突発性不良であることがわかる。
さらに、基板検査装置1には、良否判定手段12が部品実装基板50を不良品と判定する前に、動画像情報に基づいて、各領域51a〜51eの状態が一定の傾向で変化しているか否かを判定する判定手段19を設けており、事前に不良の発生を予知できる。そのため、部品実装基板50を高品質に製造することができ、歩留まりも向上させることが可能となる。なお、判定手段19で状態が一定の傾向で変化している領域があるときに、不良報知手段13で部品実装ラインの管理者に知らせ、この領域の動画像情報を表示部17に表示することにより、より迅速に対応することができる。
なお、部品実装ラインの管理者自身で表示部17に動画像情報を表示して傾向不良とする場合、領域51a〜51eを各部品の実装領域毎に設定することで、その判定が容易となることから、このようにすることが望ましい。
このように基板検査装置1では、部品実装基板50を撮像した静止画像情報に基づき製造不良を検出すると共に、部品実装基板50毎に取得した静止画像情報を動画像情報に変換することにより、経時変化による部品実装基板の品質低下を判別可能としている。
従って、部品実装基板の不良要因特定のために、基板実装工程での生産性や作業性が低下することを防止することができる。
[2.基板検査装置の具体的構成例及び基板検査方法の具体例]
本実施形態の基板検査装置の具体的構成例及び基板検査方法の具体例について説明する。図6は本実施形態の基板検査装置を配置した基板製造ラインの構成を示す図、図7は画像検査収集装置の構成を示す図である。なお、以下において基板製造ラインで部品を実装する配線基板の一例として、図3に示すような、検査すべき領域51a〜51eを有する配線基板50を用いて説明することとする。
本実施形態の基板検査装置の具体的構成例及び基板検査方法の具体例について説明する。図6は本実施形態の基板検査装置を配置した基板製造ラインの構成を示す図、図7は画像検査収集装置の構成を示す図である。なお、以下において基板製造ラインで部品を実装する配線基板の一例として、図3に示すような、検査すべき領域51a〜51eを有する配線基板50を用いて説明することとする。
基板製造ラインは、配線基板50上にはんだを印刷塗布するはんだ印刷機20と、配線基板50上に各部品を載置する部品載置機30と、部品を載置した配線基板50を加熱するリフロー炉40とを備えている。
一方、基板検査装置70は、画像検査収集装置71A、71B、71Cと画像表示装置72とを備えて構成され、画像検査収集装置71A、71B、71Cと画像表示装置72とは、通信路である通信線6を介して互いに接続されている。
はんだ印刷機20の後段に画像検査収集装置71A、部品載置機30の後段に画像検査収集装置71B、リフロー炉40の後段に画像検査収集装置71Cがそれぞれ配置される。これらの装置間は基板搬送用コンベア(図示せず)を介して一連に連結されており、配線基板50は、はんだ印刷機20、画像検査収集装置71A、部品載置機30、画像検査収集装置71B、リフロー炉40、画像検査収集装置71Cの順に搬送される。なお、以下においては、画像検査収集装置71A,71B,71Cのうち任意の画像検査収集装置を表すときには、画像検査収集装置71と呼ぶことがある。
図7に示すように、各画像検査収集装置71A,71B,71Cはそれぞれ、制御部80、静止画カメラ81、画像入力部82、基板ステージ83、XYステージ制御部84、照明装置85、照明制御部86、通信I/F87を具備する。
制御部80は、中央演算処理装置としてのCPUやROM、RAMの他、HDDからなる記憶手段としての記憶部80aを備えている。制御部80は、XYステージ制御部84,照明制御部86を制御すると共に、良否判定手段12、記憶処理手段14、動画像情報生成手段16、判定手段19等の各種手段として機能する。
静止画カメラ81は、撮像手段11aとして機能し、CCD或はCMOS等の固体撮像素子で構成され、配線基板50(部品実装基板を含む)の上方等からこの配線基板50の各領域51a〜51eの静止画像を撮像する。
画像入力部82は、静止画カメラ81と制御部80の間に設けられており、静止画カメラ81で撮像した各領域51a〜51eの静止画像情報を制御部80に出力するための画像入力用のインターフェース回路である。
XYステージ制御部84は、制御部80からの指示に応じて静止画カメラ81の撮像領域内に配線基板50の撮像対象の領域が含まれるように基板ステージ83を移動させる制御を行うものである。また、照明制御部86は、配線基板50を照明するための照明装置85の点灯動作や光量を調整する。
制御部80は、配線基板50の各領域の静止画像を撮像するために、XYステージ制御部84に基板ステージ83上の配線基板50の各領域が静止画カメラ81の撮像範囲となるように順次基板ステージ83を移動する。基板ステージ83の移動が終了すると、制御部80は、静止画カメラ81を制御して、配線基板50の各領域を撮像する。このとき、制御部80は、周囲が暗く配線基板50が撮像しにくい場合には、照明装置85の光量を調整して、配線基板50を照射する。そして、画像入力部82は静止画カメラ81から出力される配線基板50の各領域の静止画像情報を制御部80へ出力する。制御部80は、画像入力部82から出力される静止画像情報を記憶部80aに記憶して、保存する。
このようにすることで、制御部80、静止画カメラ81、画像入力部82、基板ステージ83及びXYステージ制御部84により静止画像情報出力手段11として機能する。すなわち、各画像検査収集装置71A,71B,71Cは、配線基板50へ部品を実装する工程における配線基板50の各領域の静止画像を撮像して、領域毎の静止画像情報を配線基板50単位毎に出力する。
また、通信I/F87は、画像表示装置72との通信I/Fであり、通信線6に接続され、この通信線6を介して画像表示装置72と動画像情報や制御信号の送受信を行う。
以下、本実施形態に係る基板検査装置を用いた基板検査方法について、図8及び図9を用いて詳細に説明する。図8は本実施形態に係る基板検査装置を用いる基板検査方法の処理を示すフロー図、図9は各部品実装基板上の一部の座標の領域において、はんだ塗布の状態を示す模式図である。なお、以下においては、はんだ印刷機20、部品載置機30及びリフロー炉40は、単に製造装置と呼ぶことがある。
図8に示すように、画像検査収集装置71の制御部80は、製造装置による配線基板50の処理が終了して、基板ステージ83上に処理済みの配線基板50が搬入されるのを待つ(ステップS1:NO)。処理済みの配線基板50が搬入されると(ステップS1:YES)、制御部80は、配線基板50をXYステージ制御部84に制御信号を出力する。これにより、基板ステージ83がX軸方向、Y軸方向に移動し、基板ステージ83上の配線基板50が静止画カメラ81の撮影座標に移動する(ステップS2)。
次に、制御部80は、配線基板50の上方に固定した静止画カメラ81で、配線基板50の静止画像を撮像する(ステップS3)。例えば、ステップS2で静止画カメラ81が領域51a上に移動されたときには、領域51aの静止画像が撮像される。
次に、制御部80は、撮像した領域の静止画像に基づいて、計測処理を行って計測値を算出する(ステップS4)。例えば、画像検査収集装置71Aにおいての計測値は、図9に示す例では、画像入力部82から出力される静止画像情報を解析して算出される、電極パッド52a,52b上に塗布したはんだ91の面積である。また、例えば、画像検査収集装置71Bにおいての計測値は、図4に示す例では、画像入力部82から出力される静止画像情報を解析して算出される、配線基板50上に電極パッド52a,52bに載置されたチップコンデンサ60の座標範囲(実装座標範囲)である。
次に、制御部80は、算出した計測値が許容範囲内であるかを判定し(ステップS5)、配線基板が不良であるか否かを判定する(ステップS6)。例えば、図4(b)に示す例では、部品実装基板50においてチップコンデンサ60の実装位置と許容値としての実装許容範囲Wを比較し、実装許容範囲Wを超えるときに不良と判断される。また、例えば、図9に示す例では、電極パッド52a,52b上の塗布したはんだ91の面積が許容範囲よりも小さい(はんだ欠損量が大きい)ときに不良と判定される。
制御部80は、配線基板50が不良であると判定すると(ステップS6:YES)、後述するステップS10に処理を移行し、配線基板50が不良ではないと判定すると(ステップS6:NO)ステップS7に処理を移行する。
ステップS7において、制御部80は、直前のステップS3で撮像した静止画像情報を記憶部80aに保存する。
その後、制御部80は、配線基板50上の検査すべき領域51a〜51e全ての撮影が完了するまで、上記ステップS1〜ステップS7を繰り返し実行する(ステップS8:NO)。そして、配線基板50上の検査すべき領域51a〜51e全ての撮影が完了するとステップS9へ処理を移行する(ステップS8:YES)。このとき、検査終了の指示が行われていない場合には(ステップS9:NO)、処理をステップS1に移行する。これにより、制御部80は、検査終了の指示が行われるまで(ステップS9:YES)、基板ステージ83に搬入される配線基板50の検査を連続して行い、各配線基板50の各領域51a〜51eの静止画像情報を生成し、記憶部80aに記憶していく。
一方、配線基板50が不良でありステップS10に移行すると、制御部80は、記憶部80aに記憶した各配線基板50の各領域51a〜51eの静止画像情報のうち、不良であると判定した領域に対する全ての静止画像情報を抽出する。例えば、1枚目からN枚目の配線基板50−1,・・50−Nの静止画像情報が記憶部80aに記憶しており、N枚目の配線基板50−Nの領域51aが不良であるとき、配線基板50−1,・・50−N全ての領域51aの静止画像情報を抽出する。
次に、制御部80は、抽出した同じ領域の静止画像情報を、動画像情報(例えば、MPEG方式の圧縮動画データ)に変換し(ステップS11)、記憶部80aに記憶する(ステップS12)。さらに制御部80は、ステップS11で生成した動画像情報を通信I/F87を介して、画像表示装置72へ送信して、この画像表示装置72の表示部で不良と判定された領域の動画像情報を表示させる。
例えば、はんだ印刷機20の後段の画像検査収集装置71Aにより、図9に示すような配線基板50のはんだ欠損91の経時変化を画像表示装置72に動画像として表示できる。このとき、はんだ欠損91が少しずつ拡大しているため、部品実装ラインの管理者は傾向不良である判断を迅速に行うことができる。
また、例えば、部品載置機30の後段の画像検査収集装置71B,71Cにおいて、図5(b)に示すようなチップコンデンサ60の位置の経時変化を画像表示装置72に動画像として表示できる。このとき、チップコンデンサ60の位置が少しずつずれているため、部品実装ラインの管理者はこの不良が傾向不良であることがわかる。従って、部品実装ラインの管理者は部品載置機30の構成部材の磨耗や制御値などを調査することで、この傾向不良の発生原因を突き止めることができる。
特に、制御部80は、ステップS6において実装基板50が不良品と判定される前に、動画像情報に基づいて各領域51a〜51eの状態が一定の傾向で変化しているか否かを判定するようにすることで、事前に不良の発生を予知できる。このようにすることで、部品実装基板50を高品質に製造することができ、歩留まりも向上させることが可能となる。なお、制御部80は、配線基板50において状態が一定の傾向で変化している領域があるときに、例えば、図示しない報知手段(例えば、スピーカやディスプレイ)からその旨を報知して部品実装ラインの管理者に知らせ、この領域の動画像情報を表示部17に表示することにより、より迅速に対応することができる。
なお、動画像情報は、指定手段としての操作部(図示せず)を操作することで、選択的に画像表示装置72の表示部17に表示することもできる。この場合、画像検査収集装置71の制御部80は操作部への操作を検出し、記憶部80aから操作部で指定された領域の静止画像情報を通信I/F87を介して画像表示装置72へ送信し、画像表示装置72の表示部で表示されることになる。なお、この操作部は、画像表示装置72に設けてもよいし、各画像検査収集装置71A,71B,71Cに設けるようにしてもよい。
ステップS12の処理が終了すると、制御部80は、動画像情報を生成するために使用した所定領域の静止画像情報を記憶部80aから削除して(ステップS13)、処理をステップS9に移行する。
このように基板検査装置70では、各製造装置における製造不良を画像検査収集装置71A,71B,71Cにより静止画像を用いて検出しつつも、この静止画像情報から動画像情報を生成して画像表示装置72に表示して傾向不良を判別可能としている。
なお、上述においては、動画像情報の生成タイミングを、配線基板50の不良を検出したときとしたが、上記操作部への操作によって画像検査収集装置71の制御部80が記憶部80aに記憶した静止画像情報から動画像情報を生成するようにしてもよい。
また、上述における傾向不良をはんだの塗布位置のずれや部品の載置位置のずれを例に挙げて説明したがこれに限られず、はんだの塗布量なども含まれる。
また、上述では、画像検査収集装置71により静止画像情報から動画像情報への変換処理を行うこととしたが、画像表示装置72に記憶部及び画像処理部を設け、各画像検査収集装置71から静止画像情報を収集して動画像情報を生成するようにしてもよい。
[3.その他の基板検査装置及び基板検査方法]
なお、本実施形態において、部品載置機30の後段に画像検査収集装置71Bを設けるようにしたが、部品載置機30内に画像検査収集装置71Bを組み込むようにしてもよい。
なお、本実施形態において、部品載置機30の後段に画像検査収集装置71Bを設けるようにしたが、部品載置機30内に画像検査収集装置71Bを組み込むようにしてもよい。
なお、本実施形態において、静止画カメラ81は配線基板50の上方に設けることとしたが、プリント配線基板に対して横方向の側面に設けるようにしてもよい。また、静止画カメラ81は、複数台設けて、上方及び左右方向、前後方向から立体的にプリント配線基板を撮像するようにしてもよい。
記憶手段15としての記憶部80aは、制御部80内に設けたが、制御部80の外に設けるようにしてもよい。
本発明に係る実施の一形態について具体的に説明したが、本発明は、上述した実施の形態に限定されるものでなく、本発明の技術的思想に基づく各種の変形は可能である。
1,70 基板検査装置
11 静止画像情報出力手段
12 良否判定手段
13 不良報知手段
14 記憶処理手段
15 記憶手段
16 動画像情報生成手段
17 表示部
18 操作部(指定手段)
19 判定手段
20 はんだ印刷機
30 部品載置機
40 リフロー炉
71A,71B,71C 画像検査収集装置
80 制御部
11 静止画像情報出力手段
12 良否判定手段
13 不良報知手段
14 記憶処理手段
15 記憶手段
16 動画像情報生成手段
17 表示部
18 操作部(指定手段)
19 判定手段
20 はんだ印刷機
30 部品載置機
40 リフロー炉
71A,71B,71C 画像検査収集装置
80 制御部
Claims (7)
- 配線基板へ部品を実装する工程における前記配線基板の各領域の静止画像を撮像して、前記領域毎の静止画像情報を前記配線基板毎に出力する静止画像情報出力手段と、
前記静止画像情報出力手段から出力される前記領域毎の静止画像情報に基づいて、前記領域毎の良否を判定する良否判定手段と、
前記静止画像情報出力手段から出力される前記領域毎の静止画像情報を記憶手段に記憶する記憶処理手段と、
前記記憶手段に記憶した静止画像情報に基づいて前記領域毎の動画像情報を生成する動画像情報生成手段と、
前記領域毎の動画像情報を表示する表示部と、を備えた基板検査装置。 - 前記領域毎の動画像情報のうち前記表示部に表示する動画像情報を指定する指定手段を備えた請求項1に記載の基板検査装置。
- 前記動画像情報に基づいて、各前記領域の状態が一定の傾向で変化しているか否かを判定する判定手段を備え、
前記判定手段により一定の傾向で変化していると判定された領域の情報を前記表示部に表示する請求項1又は請求項2に記載の基板検査装置。 - 前記領域は各部品の実装領域毎に設定される請求項1〜3のいずれか1項に記載の基板検査装置。
- 前記工程は、はんだ印刷工程、部品載置工程、リフロー工程のうち少なくとも一つの工程を含む請求項1〜4のいずれか1項に記載の基板検査装置。
- 前記静止画像情報出力手段と、前記良否判定手段と、前記記憶処理手段と、前記動画像情報生成手段とが画像検査収集装置に備えられて、当該画像検査収集装置が前記はんだ印刷工程、前記部品載置工程、前記リフロー工程毎に配置され、
前記表示部が画像表示装置に備えられ、
前記画像検査収集装置と前記画像表示装置とが通信路を介して接続されて、前記動画像情報が前記画像検査収集装置から前記通信路を介して前記画像表示装置へ出力され、前記画像表示装置で前記動画像情報が表示される請求項5に記載の基板検査装置。 - 配線基板へ部品を実装する工程における前記配線基板の各領域の静止画像を前記静止画像情報出力手段により撮像して、前記領域毎の静止画像情報を前記配線基板毎に出力する工程と、
前記静止画像情報出力手段から出力される前記領域毎の静止画像情報に基づいて、前記領域毎の良否を良否判定手段により判定する工程と、
前記静止画像情報出力手段から出力される前記領域毎の静止画像情報を記憶手段に記憶する工程と、
前記記憶手段に記憶した静止画像情報に基づいて前記領域毎の動画像情報を動画像情報生成手段により生成する工程と、
前記領域毎の動画像情報を表示部に表示する工程と、を備えた基板検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008317541A JP2010141209A (ja) | 2008-12-12 | 2008-12-12 | 基板検査装置及び基板検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008317541A JP2010141209A (ja) | 2008-12-12 | 2008-12-12 | 基板検査装置及び基板検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010141209A true JP2010141209A (ja) | 2010-06-24 |
Family
ID=42351063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008317541A Pending JP2010141209A (ja) | 2008-12-12 | 2008-12-12 | 基板検査装置及び基板検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010141209A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180055674A (ko) * | 2016-11-17 | 2018-05-25 | 한화에어로스페이스 주식회사 | 전자 부품 실장 시스템 및 전자 부품 실장 방법 |
| JP2018093081A (ja) * | 2016-12-05 | 2018-06-14 | ハンファテクウィン株式会社Hanwha Techwin Co.,Ltd. | 電子部品実装システム及び電子部品実装方法 |
| JP2019129220A (ja) * | 2018-01-24 | 2019-08-01 | ヤマハ発動機株式会社 | 部品実装システム |
| JP2020120054A (ja) * | 2019-01-28 | 2020-08-06 | パナソニックIpマネジメント株式会社 | 部品実装装置及び部品実装方法 |
| JP2022086149A (ja) * | 2020-11-30 | 2022-06-09 | 株式会社リコー | 情報処理装置、外観検査装置、プリント基板製造システムおよびプログラム |
| JPWO2023286155A1 (ja) * | 2021-07-13 | 2023-01-19 |
-
2008
- 2008-12-12 JP JP2008317541A patent/JP2010141209A/ja active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180055674A (ko) * | 2016-11-17 | 2018-05-25 | 한화에어로스페이스 주식회사 | 전자 부품 실장 시스템 및 전자 부품 실장 방법 |
| KR102350923B1 (ko) * | 2016-11-17 | 2022-01-13 | 한화정밀기계 주식회사 | 전자 부품 실장 시스템 및 전자 부품 실장 방법 |
| JP7071050B2 (ja) | 2016-12-05 | 2022-05-18 | ハンファ精密機械株式会社 | 電子部品実装システム及び電子部品実装方法 |
| JP2018093081A (ja) * | 2016-12-05 | 2018-06-14 | ハンファテクウィン株式会社Hanwha Techwin Co.,Ltd. | 電子部品実装システム及び電子部品実装方法 |
| KR20180064267A (ko) * | 2016-12-05 | 2018-06-14 | 한화에어로스페이스 주식회사 | 전자 부품 실장 시스템 |
| KR102436660B1 (ko) * | 2016-12-05 | 2022-08-26 | 한화정밀기계 주식회사 | 전자 부품 실장 시스템 |
| JP2019129220A (ja) * | 2018-01-24 | 2019-08-01 | ヤマハ発動機株式会社 | 部品実装システム |
| JP7067938B2 (ja) | 2018-01-24 | 2022-05-16 | ヤマハ発動機株式会社 | 部品実装システム |
| JP2020120054A (ja) * | 2019-01-28 | 2020-08-06 | パナソニックIpマネジメント株式会社 | 部品実装装置及び部品実装方法 |
| JP7304505B2 (ja) | 2019-01-28 | 2023-07-07 | パナソニックIpマネジメント株式会社 | 部品実装装置及び部品実装方法 |
| JP2022086149A (ja) * | 2020-11-30 | 2022-06-09 | 株式会社リコー | 情報処理装置、外観検査装置、プリント基板製造システムおよびプログラム |
| JP7571504B2 (ja) | 2020-11-30 | 2024-10-23 | 株式会社リコー | 情報処理装置、外観検査装置、プリント基板製造システムおよびプログラム |
| JPWO2023286155A1 (ja) * | 2021-07-13 | 2023-01-19 | ||
| JP7650979B2 (ja) | 2021-07-13 | 2025-03-25 | ヤマハ発動機株式会社 | 表面実装機用のファイル管理装置、表面実装機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5820424B2 (ja) | 半田印刷検査装置 | |
| JP2010141209A (ja) | 基板検査装置及び基板検査方法 | |
| JP2018159705A (ja) | 自動光学検査システム及びその操作方法 | |
| JP4667681B2 (ja) | 実装検査システムおよび実装検査方法 | |
| JP4969664B2 (ja) | 半田印刷検査装置及び半田印刷システム | |
| KR20120065964A (ko) | 부품 실장 시스템 및 부품 실장 시스템에 있어서의 실장 상태 검사 방법 | |
| JP5124705B1 (ja) | はんだ高さ検出方法およびはんだ高さ検出装置 | |
| JP2006017474A (ja) | プリント回路基板検査装置とプリント回路基板組み立て検査ラインシステムおよびプログラム | |
| CN101106899A (zh) | 部件搭载位置校正方法及部件安装装置 | |
| KR20100039816A (ko) | 메인보드의 마크 검지 방법, 검지 장치 및 메인보드 배치 방법 | |
| JP6375512B2 (ja) | 部品実装ライン及び基板検査方法 | |
| JP4852456B2 (ja) | 実装ライン及び実装方法 | |
| JP4161884B2 (ja) | 半田検査装置 | |
| JP2005228949A (ja) | 検査装置、検査システム及び検査方法 | |
| TW202202015A (zh) | 網遮罩檢查裝置、焊料印刷檢查裝置及網遮罩的檢查方法 | |
| JP4263519B2 (ja) | 自動部品マウント装置の検査方法 | |
| JP5881237B2 (ja) | 検査装置、処理装置、情報処理装置、対象物製造装置及びその製造方法 | |
| JPH1086322A (ja) | クリームハンダ印刷検査方法およびその装置 | |
| JP5445540B2 (ja) | 部品実装システム及び部品実装システムにおける状態診断方法 | |
| JP5003610B2 (ja) | 基板検査方法 | |
| CN114667445A (zh) | 检查系统 | |
| JP4451192B2 (ja) | 検査用データの作成方法、スクリーン印刷用検査装置、及び、検査機能付きスクリーン印刷機 | |
| JP2004117276A (ja) | はんだ付け良否判定方法、はんだ付け良否判定装置、はんだ付け良否判定システム、プリント基板製造システム及びプログラム | |
| JP2013033793A (ja) | 部品実装システム及び部品実装システムにおける検査用画像の生成方法 | |
| JP4623957B2 (ja) | 半田検査方法 |