JP2010141942A - 積層コア、積層コアの製造方法、ロータ、ステータおよびコア部材シート - Google Patents
積層コア、積層コアの製造方法、ロータ、ステータおよびコア部材シート Download PDFInfo
- Publication number
- JP2010141942A JP2010141942A JP2008312785A JP2008312785A JP2010141942A JP 2010141942 A JP2010141942 A JP 2010141942A JP 2008312785 A JP2008312785 A JP 2008312785A JP 2008312785 A JP2008312785 A JP 2008312785A JP 2010141942 A JP2010141942 A JP 2010141942A
- Authority
- JP
- Japan
- Prior art keywords
- core
- core member
- laminated core
- laminated
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【解決手段】積層コア1は、磁性板材101であるコア部材2を複数枚積層することによって構成されている。コア部材2の輪郭を形成する面は、エッチング処理にて形成されるエッチング加工面5と、輪郭を形成する面の複数箇所に点在するせん断切り口面6とから成る。そして、せん断切り口面6は、板厚方向の厚みが磁性板材101の板厚より薄くなるように形成されている。
【選択図】図1
Description
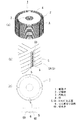
図1はこの発明の実施の形態1における積層コアの構造図である。図1(a)はこの発明の実施の形態1における積層コアの構造を示す斜視図、図1(b)は図1(a)に示すA部分の拡大図、図1(c)は図1(a)および(b)の平面図である。
図に示すように、積層コア1は厚さが約1mm以下の鉄板や電磁鋼板等の磁性板材であるコア部材2を複数枚積層することにより構成される。コア部材2は、中央に1個の円形穴3が設けられ、またこのコア部材2の外周側には、後述する磁石収納用の穴4が周方向等間隔に4個形成されている。コア部材2の輪郭を形成する面は、後述するエッチング処理にて形成されるエッチング加工面5と、輪郭を形成する面の複数箇所に点在するせん断切り口面6とから成る。エッチング加工面5は、コア部材2の輪郭を形成する面の大半を占めており、せん断切り口面6以外の部分はエッチング加工面5である。せん断切り口面6は隣り合う穴4間の中心線上の最外周面に配置され、本実施の形態1では全部で4箇所に設けられている。そして、せん断切り口面6の輪郭方向(周方向)両側には切欠き60が形成されている。また、せん断切り口面6の板厚方向の厚みは磁性板材の板厚より薄く、本実施の形態ではその厚みを磁性板材の80%以下と設定している。さらに図1(c)に示すように、せん断切り口面6は輪郭方向に隣接する両隣のエッチング加工面5より内側に形成されている(図1(c)紙面下側の拡大図参照)。
なお、本実施の形態1ではせん断切り口面6の位置を隣り合う穴4間の中心線上の最外周面に4箇所均等に配置して、より磁気特性等に影響を与えない設計としたが、せん断切り口面6の位置や場所は必ずしもこれに限られるものではなく、必要に応じて適宜変更してもよい。
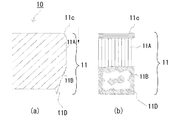
ここで、上記エッチング加工工程で使用されたエッチング描画パターンマスクは図3に示すコア部材シート7を形成するようなパターンマスクである。従って上述した磁性板材101上に残った必要な部分とは、コア部材シート7のコア部材2、支持部材8および枠部材9である。
エッチング加工では板厚以下の隙間を打ち抜いたり、板厚以下の幅を残すように打ち抜いたりする加工が可能であるため、本実施の形態1では支持部材8の長さを板厚以下に設定している。これにより磁性板材101の材料歩留まり率を向上させることができる。また、後述のとおり、支持部材8は、板厚が磁性板材101の板厚より薄くなるように、段付きのエッチング加工(ハーフエッチング加工)が施されている(図6参照)。
なお、コア部材シート7上でのコア部材2、支持部材8の配置は本実施の形態1の配置に限られるものではなく、複数のコア部材2を支持部材8で効率よく連結するような構成であれば配置場所や個数を変更してもよい。
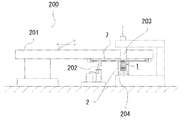
図7(b)に示すようにパンチ203が下降し、一方のコア部材2Aがコア部材2Bから切断される。その際、薄肉の支持部材8のパンチ203の逃げ側にはカエリ8Aが生じる。しかしコア部材2A側は、支持部材8の板厚がコア部材2Aの板厚より薄いため、コア部材2Aの板厚の中央部でカエリが吸収され、板厚外へはみ出るようなカエリは生じない。
なお、切断時に支持部材8の切断を、輪郭方向に隣接するエッチング加工面5より内側で切断することにより、せん断切り口面6を輪郭方向に隣接するエッチング加工面5より内側に形成する(図1(c)参照)。この時、せん断切り口面6の積層方向側に形成されているエッチング加工面5Aは(図1(b)参照)、支持部材8の輪郭方向に隣接するエッチング加工面5より内側になるようエッチング加工されている。
次に図7(c)に示すようにパンチ203が上昇し、他方のコア部材2Bに残っていた薄肉の支持部材8が切断される。その際、薄肉の支持部材8のパンチの進入側にはカエリ8Bが生じる。しかしコア部材2B側は、支持部材8の板厚がコア部材2Bの板厚より薄いため、コア部材2Bの板厚の中央部でカエリが吸収され、板厚外へはみ出るようなカエリは生じない。
結果として、切断されたコア部材2の輪郭を形成する面の大半はエッチング加工面5で占められ、薄肉の支持部材8と連結していたわずかな部分にのみ、カエリのないせん断切り口面6が存する。
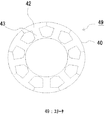
図に示すように、積層コア1の各穴4には磁石12が挿入されており、磁石内蔵型のロータ13が形成される。
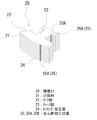
上記実施の形態1では、コア部材が略円形状の場合について説明したが、例えば略T字形状のコア部材においても本発明を適用することができる。
せん断切り口面25A、25Bの形状は実施の形態1と同様であるため省略する(図1(b)、図1(c)参照)。
図に示すように、コア部材シート26には複数の略T字形状のコア部材21が形成されている。コア部材21は薄肉の支持部材27を介して枠部材28および隣接するコア部材21とマトリクス的に連結されている。本実施の形態2では、コア部材21はほぼ一直線上のクシ歯状に複数列配置され、各列のクシ歯が噛み合うように向きを交互にして配置されている。薄肉の支持部材27Aは各コア部材21のティース部23側面に形成され、隣接するコア部材21のティース部23同士を連結している。薄肉の支持部材27Bは各コア部材21のヨーク部22においてティース部23と反対側の面に形成され、隣接するコア部材21のヨーク部同士、および枠部材28とコア部材21とを連結している。また、薄肉の支持部材27Cは各列の端に配置されるコア部材21のヨーク部22端面に形成され、枠部材28とコア部材21とを連結している。
なお、本実施の形態2でも、上記実施の形態1と同様、磁性板材の材料歩留まりを高くするため、支持部材27(27A〜27C)の長さをできるだけ短く設定している。コア部材21の配置により支持部材27の長さを板厚以下に設定することもでき、コア部材シート26上でのコア部材21、支持部材27の配置は本実施の形態2の配置に限られるものではない。
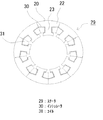
次に、この積層コア20の使用例を図11に示す。図11は積層コア20を用いたステータ29を示す平面図である。図に示すように、ステータ29は複数個の積層コア20のヨーク部22の両端部を合わせて環状に配列し、溶接、接着、または金属フレームへの焼きばめ等で各積層コアを固定することにより形成されている。各積層コア20のティース部23にはインシュレータ30が装着され、インシュレータ30を介してティース部23にコイル31(図中省略)が巻回されている。なお、本実施の形態2では略T字形状のコア部材21を9個使用してステータ29を形成したがこれに限られるものではない。
上記実施の形態2では、コア部材が略T字形状のコア部材の場合について説明したが、例えば、略T字形状をほぼ一直線上に複数連結したクシ歯形状のコア部材においても本発明を適用することができる。
せん断切り口面45A、45Bの形状は実施の形態1と同様であるため省略する(図1(b)、図1(c)参照)。
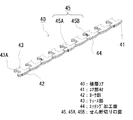
図に示すように、コア部材シート46には略T字形状をほぼ一直線上に複数連結したクシ歯形状のコア部材41が複数列形成されている。各コア部材41は薄肉の支持部材47を介して枠部材48および隣接するコア部材41と連結されている。本実施の形態3では、各コア部材41のクシ歯が噛み合うように、向きを交互にして配列されている。薄肉の支持部材47Aはコア部材41の所定のティース部43の側面に形成され、隣接するコア部材41のティース部43同士を連結している。薄肉の支持部材47Bは所定のヨーク部42においてティース部43と反対側の面に形成され、隣接するコア部材41のヨーク部同士、および枠部材48とコア部材41とを連結している。また、薄肉の支持部材47Cはコア部材41の端に位置するヨーク部42の端面に形成され、枠部材48とコア部材41とを連結している。
なお、本実施の形態3でも、上記実施の形態1、2と同様、磁性板材の材料歩留まりを高くするため、支持部材47(47A〜47C)の長さをできるだけ短く設定している。コア部材41の配置により支持部材47の長さを板厚以下に設定することもでき、コア部材シート46上でのコア部材41、支持部材47の配置は本実施の形態3の配置に限られるものではなく、配置場所や個数を変更してもよい。
次に、この積層コア40の使用例を図14に示す。図14は積層コア40を用いたステータ49を示す平面図である。図に示すように、ステータ49は積層コア40の複数の略T字形状を環状に折り曲げ、両端に配置されるヨーク部42の端面を合わせて、溶接、接着、または金属フレームへの焼きばめ等で各積層コアを固定することにより形成されている。図14中では記載を省略しているが、実施の形態2と同様に、積層コア40の各ティース部43にはそれぞれインシュレータ50が装着され、インシュレータ50を介して各ティース部43にコイル51が巻回されている。なお、本実施の形態3では略T字形状を9個連結したクシ歯形状のコア部材41を使用してステータを形成したが連結するT字形状の個数はこれに限られるものではない。
また、上記実施の形態1〜3では、エッチング加工工程で帯状の磁性板材をコア部材シート毎に切断しているが、切断せずにロール状に巻き取った状態でせん断加工工程、積層固定工程に供給してもよい。
5 エッチング加工面、6 せん断切り口面、60 切欠き、7 コア部材シート、
8 支持部材、12 磁石、13 ロータ、20 積層コア、21 コア部材、
22 ヨーク部、23 ティース部、24 エッチング加工面、
25,25A,25B せん断切り口面、26 コア部材シート、
27,27A,27B,27C 支持部材、29 ステータ、30 インシュレータ、
31 コイル、40 積層コア、41 コア部材、42 ヨーク部、43 ティース部、
44 エッチング加工面、45,45A,45B せん断切り口面、
46 コア部材シート、47,47A,47B,47C 支持部材、49 ステータ、
50 インシュレータ、51 コイル、101 磁性板材。
Claims (14)
- 磁性板材であるコア部材を複数枚積み重ねて形成する積層コアであって、上記コア部材の輪郭を形成する面は、エッチング処理にて形成されるエッチング加工面と、上記輪郭を形成する面の複数箇所に点在するせん断切り口面とから成り、上記せん断切り口面の板厚方向の厚みは、上記磁性板材の板厚より薄いことを特徴とする積層コア。
- 上記せん断切り口面の輪郭方向両側に切欠きを備えていることを特徴とする請求項1に記載の積層コア。
- 上記コア部材のせん断切り口面は、輪郭方向に隣接する上記エッチング加工面より内側に形成されていることを特徴とする請求項2に記載の積層コア。
- 上記せん断切り口面の板厚方向の厚みは、上記磁性板材の板厚の80%以下であることを特徴とする請求項1に記載の積層コア。
- 上記コア部材は、中央に配置される略円形穴と外周側に周方向等間隔に配置される複数個の穴とを有する円形状を成し、上記せん断切り口面は隣り合う上記穴間の中心線上最外周面に配置されていることを特徴とする請求項1ないし請求項4のいずれか1項に記載の積層コア。
- 上記コア部材は、ヨーク部と、上記ヨーク部から突出したティース部とを有する略T字形状を成し、上記せん断切り口面は、上記ヨーク部において上記ティース部と反対側の面に配置されていることを特徴とする請求項1ないし請求項4のいずれか1項に記載の積層コア。
- 上記コア部材は、ヨーク部と、上記ヨーク部から突出したティース部とを有する略T字形状を成し、上記せん断切り口面は、上記ティース部の側面に配置されていることを特徴とする請求項1ないし請求項4のいずれか1項に記載の積層コア。
- 上記コア部材は、ヨーク部と、上記ヨーク部から突出したティース部とを有する略T字形状をほぼ一直線状に複数連結したクシ歯形状を成し、上記せん断切り口面は、上記ヨーク部において上記ティース部と反対側の面に配置されていることを特徴とする請求項1ないし請求項4のいずれか1項に記載の積層コア。
- 上記コア部材は、ヨーク部と、上記ヨーク部から突出したティース部とを有する略T字形状をほぼ一直線状に複数連結したクシ歯形状を成し、上記せん断切り口面は、上記ティース部の側面に配置されていることを特徴とする請求項1ないし請求項4のいずれか1項に記載の積層コア。
- 上記複数個の穴に挿入配置される磁石を備えたことを特徴とする請求項5の積層コアで形成されるロータ。
- 請求項6又は請求項7に記載の積層コアのティース部にインシュレータを介して装着されるコイルを備え、この積層コアを環状に配列して形成されることを特徴とするステータ。
- 請求項8又は請求項9に記載の積層コアの各ティース部にインシュレータを介して装着されるコイルを備え、この積層コアのクシ歯形状に連結された略T字形状部を環状に折り曲げ配置されて形成されることを特徴とするステータ。
- 磁性板材であるコア部材を複数枚積み重ねて形成する積層コアの製造方法において、磁性板材に複数個のコア部材を各コア部材を支持する支持部材を介して複数列に連結させた形状にエッチングするエッチング加工工程と、上記各コア部材を支持部材にて上記磁性板材から切断するせん断加工工程と、切断された上記各コア部材を積層・固定する積層固定工程とを備えた積層コアの製造方法。
- 磁性板材にエッチング加工を施して形成されるコア部材シートであって、複数個のコア部材と各コア部材を支持する支持部材とを備え、上記各コア部材を上記支持部材を介して複数列に連結させたことを特徴とするコア部材シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008312785A JP5234955B2 (ja) | 2008-12-09 | 2008-12-09 | 積層コア、ロータおよびステータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008312785A JP5234955B2 (ja) | 2008-12-09 | 2008-12-09 | 積層コア、ロータおよびステータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010141942A true JP2010141942A (ja) | 2010-06-24 |
| JP5234955B2 JP5234955B2 (ja) | 2013-07-10 |
Family
ID=42351567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008312785A Expired - Fee Related JP5234955B2 (ja) | 2008-12-09 | 2008-12-09 | 積層コア、ロータおよびステータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5234955B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012034432A (ja) * | 2010-07-28 | 2012-02-16 | Toyota Motor Corp | 回転電機 |
| JP2012223036A (ja) * | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の積層鉄心部材 |
| JP2012223038A (ja) * | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の製造方法 |
| JP2013021838A (ja) * | 2011-07-12 | 2013-01-31 | Mitsui High Tec Inc | 巻積層鉄心に用いる帯状鉄心片の製造方法 |
| EP3156150A1 (en) * | 2015-10-16 | 2017-04-19 | General Electric Technology GmbH | Stacker and method for stacking a stator core of an electric machine |
| JP2019041474A (ja) * | 2017-08-24 | 2019-03-14 | 株式会社山田ドビー | 積層体の製造方法及び積層体の製造ライン |
| JP2024074866A (ja) * | 2014-07-30 | 2024-05-31 | キーンレ ウント シュピース ゲーエムベーハー | 積層鉄心の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5478413A (en) * | 1977-12-05 | 1979-06-22 | Citizen Watch Co Ltd | Making of magnet for rotor |
| JPS61189938A (ja) * | 1985-02-19 | 1986-08-23 | 株式会社雪ケ谷制御研究所 | 金属薄板の積層法 |
| JP2003143814A (ja) * | 2001-10-30 | 2003-05-16 | Nidec Shibaura Corp | 洗濯機用モータの製造方法 |
-
2008
- 2008-12-09 JP JP2008312785A patent/JP5234955B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5478413A (en) * | 1977-12-05 | 1979-06-22 | Citizen Watch Co Ltd | Making of magnet for rotor |
| JPS61189938A (ja) * | 1985-02-19 | 1986-08-23 | 株式会社雪ケ谷制御研究所 | 金属薄板の積層法 |
| JP2003143814A (ja) * | 2001-10-30 | 2003-05-16 | Nidec Shibaura Corp | 洗濯機用モータの製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012034432A (ja) * | 2010-07-28 | 2012-02-16 | Toyota Motor Corp | 回転電機 |
| JP2012223036A (ja) * | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の積層鉄心部材 |
| JP2012223038A (ja) * | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の製造方法 |
| JP2013021838A (ja) * | 2011-07-12 | 2013-01-31 | Mitsui High Tec Inc | 巻積層鉄心に用いる帯状鉄心片の製造方法 |
| JP2024074866A (ja) * | 2014-07-30 | 2024-05-31 | キーンレ ウント シュピース ゲーエムベーハー | 積層鉄心の製造方法 |
| EP3156150A1 (en) * | 2015-10-16 | 2017-04-19 | General Electric Technology GmbH | Stacker and method for stacking a stator core of an electric machine |
| CN106849534A (zh) * | 2015-10-16 | 2017-06-13 | 通用电器技术有限公司 | 用于堆叠电机的定子核心的堆垛机和方法 |
| US10658909B2 (en) | 2015-10-16 | 2020-05-19 | General Electric Technology, GmbH | Stacker for stacking a stator core of an electric machine |
| CN106849534B (zh) * | 2015-10-16 | 2020-07-24 | 通用电器技术有限公司 | 用于堆叠电机的定子铁芯的堆垛机和方法 |
| JP2019041474A (ja) * | 2017-08-24 | 2019-03-14 | 株式会社山田ドビー | 積層体の製造方法及び積層体の製造ライン |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5234955B2 (ja) | 2013-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5234955B2 (ja) | 積層コア、ロータおよびステータ | |
| KR101501862B1 (ko) | 회전 전기 기기용 나선 코어의 제조 방법 및 회전 전기 기기용 나선 코어의 제조 장치 | |
| KR101951823B1 (ko) | 적층 철심용의 펀칭 가공 방법 및 적층 철심의 제조 방법 | |
| US10284062B2 (en) | Method for manufacturing workpiece and method for manufacturing laminated core | |
| JP5485926B2 (ja) | 固定子鉄心の製造方法 | |
| KR20130118955A (ko) | 회전 전기의 스테이터, 및 그 제조 방법 | |
| JP2006353001A (ja) | 積層鉄心とその製造方法及び製造装置 | |
| JP2013121226A (ja) | 回転電機及び回転電機の製造方法 | |
| JP3313965B2 (ja) | アモルファス合金の箔板条材を用いた積層鉄心の製造方法 | |
| JP2021175240A (ja) | 鉄心の製造方法、鉄心、および固定子 | |
| CN106849535B (zh) | 层叠铁芯及其制造方法 | |
| CN110800190B (zh) | 层叠铁芯及其制造方法 | |
| JP5144238B2 (ja) | 積層鉄心の製造方法および帯状鉄心片 | |
| JP2012217279A (ja) | 回転電機用ステータコア、回転電機、および、回転電機用ステータコアの製造方法 | |
| JP6392089B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| JP6395028B2 (ja) | 回転電機用コアの製造方法 | |
| JP2003284268A (ja) | 鉄心装置及び鉄心装置の製造方法及び永久磁石形電動機及び密閉形圧縮機 | |
| JP7154264B2 (ja) | コアエレメントの製造方法と製造装置 | |
| JP2010161872A (ja) | コアシート | |
| JPH11318059A (ja) | モータステータの積層鉄心の製造方法 | |
| JP2011151923A (ja) | 積層鉄心及びその製造方法 | |
| JP2020078121A (ja) | 回転電機の電機子 | |
| CN111864925B (zh) | 定子芯体的分割式芯体的制造方法及制造装置 | |
| JP2013207805A (ja) | 積層固定子鉄心、積層固定子鉄心の製造方法 | |
| JP5335633B2 (ja) | 回転電機および回転電機の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130322 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5234955 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |