JP2010201621A - プラスチックレンズの製造方法およびプラスチックレンズ - Google Patents
プラスチックレンズの製造方法およびプラスチックレンズ Download PDFInfo
- Publication number
- JP2010201621A JP2010201621A JP2009046296A JP2009046296A JP2010201621A JP 2010201621 A JP2010201621 A JP 2010201621A JP 2009046296 A JP2009046296 A JP 2009046296A JP 2009046296 A JP2009046296 A JP 2009046296A JP 2010201621 A JP2010201621 A JP 2010201621A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- plastic lens
- adhesive resin
- plate
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Abstract
【課題】複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供する。
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
【選択図】図4
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
【選択図】図4
Description
本発明は、プラスチックレンズの製造方法およびこの方法によって製造されるプラスチックレンズに関する。
従来より、例えば携帯機器用の小型カメラモジュール、コンパクト・デジタルカメラ等や、CD、DVD用のレーザー・ピックアップモジュールには、光学部品としてプラスチックレンズが使用されている。プラスチックレンズの成形方法としては、例えば、熱可塑性樹脂を高温で溶融して型に充填したり、熱硬化性樹脂を加熱した型に充填することで成形する方法や、反応硬化性樹脂のモノマーを型に充填し、UV等の電磁波を照射する事で成形する方法、予め成形したレンズ上に光硬化性樹脂を塗布し、所望の形状に成形する方法などが知られている。しかし、これらの成形方法では、冷却や反応による固化に伴う体積の収縮により所望の形状が得られなかったり、収縮に伴う応力の発生により屈折率分布や複屈折が生じ、光学性能の低下をきたしたりする、という問題があった。このような問題に対しては、以下の様な提案がなされている。
特許文献1では、射出成型金型において鏡面を転写する転写面以外に開口を設け、空気圧を加えてその開口部に圧力差を作り、そこにヒケを作ることで転写面のヒケを防止する方法が提案されている。
また、特許文献2では、樹脂を金型内に充填した後、冷却時に金型に設けられた摺動自在なキャビティ駒を強制的に移動させて樹脂から離し、樹脂とキャビティ駒との間に空間を画成して樹脂面にヒケを生じさせることで、転写面のヒケを防止する方法が提案されている。
また、特許文献3では、溶融樹脂を金型のキャビティ内に充填して冷却し、樹脂が固化した後、軟化温度以上に加熱した同一の溶融樹脂をキャビティ内に補填することによって、最初に固化した樹脂の収縮により生じたヒケや反りを消失させる方法が提案されている。
また、特許文献4では、内部に加熱機構と冷却機構を備えた金型において、充填された樹脂をはじめに冷却し、その後、加熱機構によって軟化温度以上に加熱し、可動駒によって再圧縮することで精度の良い成形を行う方法が提案されている。
以上の特許文献1〜4は、熱可塑性樹脂を用いる成形の例であるが、熱硬化性樹脂やUV硬化性樹脂を用いる成形に関しては以下の提案がなされている。
特許文献5では、レンズを成形する際に硬化収縮によるヒケを防止するために、樹脂フィルムなどの薄片材で蓋をした状態で加熱し、硬化させることにより、ヒケのない成形品を製造する方法が提案されている。
また、特許文献6では、非球面を形成するレンズ基材の表面に液状の活性エネルギー線硬化型樹脂を供給し、非球面型体にて型締した後、活性エネルギー線を照射して硬化させてから型を開くまでの工程を繰り返すことで、硬化収縮した容積が補填され精度の良い成形品を製造できる、との提案がなされている。
特許文献1〜4の方法は、転写面以外にヒケを作る面が必要であり、光線が通過しない部位にヒケを形成できる形状でなければ適用できないという問題がある。例えば、レンズのような光学部品を成形する場合に、光線が通過するレンズの中央部分にはヒケを形成できない。また、特許文献4のように、樹脂の軟化点以上で再圧縮する場合、形状により再度応力が発生してしまう可能性がある。このような問題は、熱可塑性樹脂に限らず、熱硬化性樹脂やUV硬化性樹脂でも同様に生じる可能性がある。また、特許文献5の例では、薄片材で蓋をすることによって、硬化時の収縮応力が成形品であるレンズに残留し、光学特性を悪化させる恐れがある。また、特許文献3や特許文献6のように、樹脂を補填する方法では、プロセスが多重になり、その分コストが増加するという問題がある。
本発明の課題は、複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供することである。
上記課題を解決するため、本発明に係るプラスチックレンズの製造方法は、
a)曲面形状を有するキャビティ部を備えた開放型を準備し、液状の光硬化性または熱硬化性の樹脂を前記キャビティ部に充填する工程と、
b)前記樹脂を硬化させて前記キャビティ部の曲面形状が転写された転写面と前記開放型によって拘束されない開放面とを有する樹脂成形体を形成する工程と、
c)板状基材を準備する工程と、
d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層を間に介在させて、前記板状基材と前記樹脂成形体の開放面とを位置合わせした後、前記接着樹脂層を硬化させることによって前記板状基材と前記樹脂成形体とを融合一体化させてプラスチックレンズを形成する工程と、
e)前記開放型から、プラスチックレンズを離型する工程と、
を備えている。
a)曲面形状を有するキャビティ部を備えた開放型を準備し、液状の光硬化性または熱硬化性の樹脂を前記キャビティ部に充填する工程と、
b)前記樹脂を硬化させて前記キャビティ部の曲面形状が転写された転写面と前記開放型によって拘束されない開放面とを有する樹脂成形体を形成する工程と、
c)板状基材を準備する工程と、
d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層を間に介在させて、前記板状基材と前記樹脂成形体の開放面とを位置合わせした後、前記接着樹脂層を硬化させることによって前記板状基材と前記樹脂成形体とを融合一体化させてプラスチックレンズを形成する工程と、
e)前記開放型から、プラスチックレンズを離型する工程と、
を備えている。
本発明に係るプラスチックレンズの製造方法において、前記工程a〜eを行って前記板状基材の片側に前記樹脂成形体を形成した後、さらに前記工程a〜eを行うことにより前記板状基材の反対側の面にも、さらに樹脂成形体を形成することが好ましい。
また、本発明に係るプラスチックレンズの製造方法において、前記工程dを前記板状基材の両面で同時に行うことが好ましい。
また、本発明に係るプラスチックレンズの製造方法において、前記工程aにおける充填時の樹脂の粘度が100℃以下の温度で3000Pa・s以下の範囲内であり、前記工程dにおける硬化前の前記接着樹脂層の粘度が100℃以下の温度で0.1Pa・s以上5000Pa・s以下の範囲内であることが好ましい。
本発明に係るプラスチックレンズは、上記プラスチックレンズの製造方法により製造されてなるものである。
本発明のプラスチックレンズの製造方法によれば、開放型に樹脂を充填して硬化させ、開放面に積極的にヒケを形成させた後、この開放面に接着樹脂層を介して板状基材を張り合わせ、融合一体化させて開放面に生じたヒケを解消させることによって、光学特性に優れたプラスチックレンズを製造できる。従来技術では、光学的曲面を得るために、光線が通過しない部分にヒケを作る必要があったが、本発明方法では開放面にヒケを作ることで転写面の成形精度を維持しながら、ヒケを接着樹脂層との融合によって解消させる。従って、光線の通過面であるかどうかを問わずヒケを作ることが可能であり、製品のデザインの自由度が大きいとともに、成形型の構造を極めて簡素化できる。このように、本発明方法では、光線の通過部分であるかどうかを問わず、転写面以外の面に積極的にヒケを作る工程と、ヒケを解消させる工程を備えたことによって、構造が簡素な開放型を使用することが可能になり、複雑な機構の型を必要とせず、工程も単純であり、光学特性に優れたプラスチックレンズを低コストに製造できる。
本発明の実施の形態について図面を参照しながら説明する。
[第1の実施の形態]
本実施の形態のプラスチックレンズの製造方法は、例えば、下記の工程aから工程e、必要に応じて工程fを行うことにより実施される。以下、各工程の詳細について説明する。
[第1の実施の形態]
本実施の形態のプラスチックレンズの製造方法は、例えば、下記の工程aから工程e、必要に応じて工程fを行うことにより実施される。以下、各工程の詳細について説明する。
工程a:
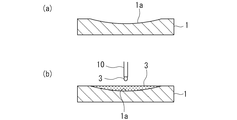
まず、図1(a)に示したように、開放型1を準備する。開放型1は、成形するプラスチックレンズの凸曲面に対応する曲面形状をなす鏡面研磨されたキャビティ部1aを有している。開放型1の材質は、例えば金属や、セラミックス、石英などを使用することができる。キャビティ部1aには、必要に応じて剥離性を高めるための表面処理を施しておいてもよい。
まず、図1(a)に示したように、開放型1を準備する。開放型1は、成形するプラスチックレンズの凸曲面に対応する曲面形状をなす鏡面研磨されたキャビティ部1aを有している。開放型1の材質は、例えば金属や、セラミックス、石英などを使用することができる。キャビティ部1aには、必要に応じて剥離性を高めるための表面処理を施しておいてもよい。
そして、図1(b)に示したように、開放型1のキャビティ部1aに対し、光硬化性または熱硬化性の液状樹脂3を充填する。液状樹脂3の充填方法は問われないが、例えばノズル10を使用してキャビティ部1a内に流し込めばよい。光硬化性樹脂としては、例えば紫外線硬化型エポキシ系樹脂、紫外線硬化型シリコーン系樹脂、紫外線硬化型アクリル系樹脂、紫外線硬化型ビニル系樹脂などを挙げることができる。また、熱硬化性の樹脂としては、例えば熱硬化型エポキシ系樹脂、熱硬化型シリコーン系樹脂、熱硬化型アクリル系樹脂、熱硬化型ビニル系樹脂などを挙げることができる。
工程aにおいて、液状樹脂3は、十分な流動性を持ち、開放型1のキャビティ部1a内に隙間なく広がる必要がある。このような観点から、液状樹脂3の粘度は、100℃以下の温度(例えば、40℃以上100℃以下)で3000Pa・s以下となるように調整しておくことが好ましく、300Pa・s以下の範囲内となるように調整しておくことがより好ましい。液状樹脂3の粘度が、100℃以下の温度で3000Pa・sより大きい場合には、キャビティ部1aの形状転写が不十分になるおそれがある。液状樹脂3の粘度は、溶媒の種類と濃度によって調節できる。なお、液状樹脂3の溶媒としては、特に制限はないが、好ましい溶媒として例えば酢酸エチル、トルエン、メチルエチルケトン、テトラヒドロフランなどを挙げることができる。また、アクリル酸、メタクリル酸、メタクリル酸メチル、酢酸ビニルなどの低分子ビニル系モノマー、シリコーン・モノマーなどの反応性希釈剤も使用することができる。
工程b:
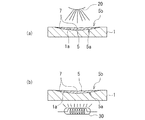
次に、図2(a)に示したように、開放型1のキャビティ部1aに充填した液状樹脂3に、紫外線光源20から紫外線を照射して硬化させ(紫外線硬化樹脂の場合)、樹脂成形体5を成形する。樹脂成形体5は、その断面形状が略半球状もしくは扇形をなし、開放型1のキャビティ部1aの形状が転写された転写面である凸曲面5aを有している。液状樹脂3を硬化させる際に、開放型1のキャビティ部1aに接している部分では、硬化する樹脂がキャビティ部1aによって拘束されるため、キャビティ部1aの形状が精密に転写されて凸曲面5aが成形される。それに対して、樹脂成形体5の凸曲面5aとは反対側(裏側)の面である開放面5bは、硬化時に開放型1によって拘束されない自由表面となるため、硬化時の収縮によってヒケ7が生じる。本発明方法では、開放型1を使用し、開放面5bに積極的にヒケ7を形成させることにより、硬化時の収縮による歪を開放面5bで吸収し、反対側の凸曲面5aにおけるヒケの発生を防止し、凸曲面5aの成形精度を保つように構成した。すなわち、従来技術では、プラスチックレンズの光学的曲面を得るためには、光線が通過しない部分にヒケ7を作る必要があったが、本発明方法では開放面5bに積極的にヒケ7を作ることで凸曲面5aの成形精度を維持することができる。開放面5bのヒケ7は、後の工程で解消させることができるため、光線の通過面であるかどうかを問わずヒケ7を作ることが可能であり、製品のデザインの自由度が大きいとともに、開放型1の構造を極めて簡素化できる。
次に、図2(a)に示したように、開放型1のキャビティ部1aに充填した液状樹脂3に、紫外線光源20から紫外線を照射して硬化させ(紫外線硬化樹脂の場合)、樹脂成形体5を成形する。樹脂成形体5は、その断面形状が略半球状もしくは扇形をなし、開放型1のキャビティ部1aの形状が転写された転写面である凸曲面5aを有している。液状樹脂3を硬化させる際に、開放型1のキャビティ部1aに接している部分では、硬化する樹脂がキャビティ部1aによって拘束されるため、キャビティ部1aの形状が精密に転写されて凸曲面5aが成形される。それに対して、樹脂成形体5の凸曲面5aとは反対側(裏側)の面である開放面5bは、硬化時に開放型1によって拘束されない自由表面となるため、硬化時の収縮によってヒケ7が生じる。本発明方法では、開放型1を使用し、開放面5bに積極的にヒケ7を形成させることにより、硬化時の収縮による歪を開放面5bで吸収し、反対側の凸曲面5aにおけるヒケの発生を防止し、凸曲面5aの成形精度を保つように構成した。すなわち、従来技術では、プラスチックレンズの光学的曲面を得るためには、光線が通過しない部分にヒケ7を作る必要があったが、本発明方法では開放面5bに積極的にヒケ7を作ることで凸曲面5aの成形精度を維持することができる。開放面5bのヒケ7は、後の工程で解消させることができるため、光線の通過面であるかどうかを問わずヒケ7を作ることが可能であり、製品のデザインの自由度が大きいとともに、開放型1の構造を極めて簡素化できる。
なお、工程bで液状樹脂3が熱硬化性樹脂である場合には、例えば図2(b)に示したように加熱ランプ30による加熱処理を行って硬化させることができる。
工程c:
工程cでは、板状基材11を準備する。図3(a)に示したように、板状基材11は、レンズの光軸方向に略直交する平面を持つ平板状の基部であり、その材質としては、例えばガラスや液状樹脂3と同様の樹脂材料を硬化させたものを用いることが好ましい。そして、本実施の形態では、板状基材11の少なくとも片面に接着樹脂13を適用し、一様な膜厚になるように展延することにより、図3(b)に示したように接着樹脂層15を形成する。接着樹脂13には、液状樹脂3と同様の液状の光硬化性または熱硬化性の樹脂を用いることができる。接着樹脂13を展延するための溶媒も、液状樹脂3と同様の溶媒を使用することができる。
工程cでは、板状基材11を準備する。図3(a)に示したように、板状基材11は、レンズの光軸方向に略直交する平面を持つ平板状の基部であり、その材質としては、例えばガラスや液状樹脂3と同様の樹脂材料を硬化させたものを用いることが好ましい。そして、本実施の形態では、板状基材11の少なくとも片面に接着樹脂13を適用し、一様な膜厚になるように展延することにより、図3(b)に示したように接着樹脂層15を形成する。接着樹脂13には、液状樹脂3と同様の液状の光硬化性または熱硬化性の樹脂を用いることができる。接着樹脂13を展延するための溶媒も、液状樹脂3と同様の溶媒を使用することができる。
接着樹脂13を板状基材11に適用する方法は特に制限されるものではなく、図3(a)では、塗布具40を例示したが、例えば、例えばダイ塗布、滴下、スピンコート等の方法で行うことができる。板状基材11の少なくとも片面に形成された接着樹脂層15の膜厚は、後述する工程dで樹脂成形体5の開放面5bと接合した際に、開放面5bに存在するヒケ7を消失させることができる厚みであれば特に制限はないが、例えば0.02mm〜1.0mmの範囲内とすることが好ましい。
工程d:
工程dでは、接着樹脂層15を間に介在させて、板状基材11と樹脂成型体5の開放面5bとを位置合わせした後、接着樹脂層15を硬化させることによって板状基材11と樹脂成型体5とを一体化させてプラスチックレンズを形成する。まず、図4(a)に示したように、板状基材11の接着樹脂層15と、開放型1のキャビティ部1a内で硬化した樹脂成形体5の開放面5bとが、互いに対面するように位置合わせして当接させる。このとき、例えば加熱ランプ30等を用いて接着樹脂層15を例えば40℃〜150℃の範囲内の温度まで加熱して接着樹脂層15を軟化させておくことが好ましい。この場合、接着樹脂層15の粘度が、例えば100℃以下の温度(例えば、40℃以上100℃以下)で0.1Pa・s以上5000Pa・s以下の範囲内になるように調整することが好ましく、10Pa・s以上3000Pa・s以下の範囲内になるように調整することがより好ましい。接着樹脂層15の粘度が、100℃以下の温度で0.1Pa・s未満では、液だれなどの問題が生じる場合があり、5000Pa・sを超えると、樹脂成形体5の開放面5bと接合させる際の接着性が不十分になるおそれがある。接着樹脂層15を十分に軟化させた状態で樹脂成形体5の開放面5bと接合させることにより、開放面5bに形成されていたヒケ7が接着樹脂層15との融合によって解消されるので、レンズとして十分な光学特性が得られる。
工程dでは、接着樹脂層15を間に介在させて、板状基材11と樹脂成型体5の開放面5bとを位置合わせした後、接着樹脂層15を硬化させることによって板状基材11と樹脂成型体5とを一体化させてプラスチックレンズを形成する。まず、図4(a)に示したように、板状基材11の接着樹脂層15と、開放型1のキャビティ部1a内で硬化した樹脂成形体5の開放面5bとが、互いに対面するように位置合わせして当接させる。このとき、例えば加熱ランプ30等を用いて接着樹脂層15を例えば40℃〜150℃の範囲内の温度まで加熱して接着樹脂層15を軟化させておくことが好ましい。この場合、接着樹脂層15の粘度が、例えば100℃以下の温度(例えば、40℃以上100℃以下)で0.1Pa・s以上5000Pa・s以下の範囲内になるように調整することが好ましく、10Pa・s以上3000Pa・s以下の範囲内になるように調整することがより好ましい。接着樹脂層15の粘度が、100℃以下の温度で0.1Pa・s未満では、液だれなどの問題が生じる場合があり、5000Pa・sを超えると、樹脂成形体5の開放面5bと接合させる際の接着性が不十分になるおそれがある。接着樹脂層15を十分に軟化させた状態で樹脂成形体5の開放面5bと接合させることにより、開放面5bに形成されていたヒケ7が接着樹脂層15との融合によって解消されるので、レンズとして十分な光学特性が得られる。
なお、接着樹脂層15を構成する樹脂材料として、応力により流動性を生じるチキソトロピー性の材料を使用する場合には、加熱によらず、圧着時の圧力のみによって十分にヒケ7を解消できる。
そして、図4(b)に示したように、好ましくは所定の圧力で加圧しながら紫外線光源20から紫外線を照射することによって(紫外線硬化樹脂の場合)、接着樹脂層15を硬化させ、板状基材11と樹脂成形体5とを一体化させる。このときの圧力は、0.01MPa〜10MPaの範囲内が好ましい。なお、硬化前の接着樹脂層15が十分に軟化した状態にあれば、加圧は必ずしも必須ではなく、例えば板状基材11の自重のみによる接合も可能である。
なお、接着樹脂層15が熱硬化性樹脂で構成される場合には、図4(c)に示したように、加熱ランプ30による加熱処理を行って硬化させてもよい。
工程dは、接着樹脂層15と樹脂成形体5との接合部分への気泡の混入を防止するため、図示しない真空チャンバ内において真空状態で行うことが好ましい。この場合、例えば10−1Pa以上10−6Pa以下の圧力条件で行うことが好ましい。
工程e:
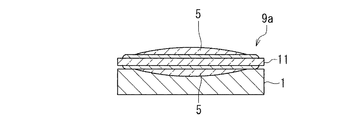
次に、図5に示したように、プラスチックレンズ9を開放型1から離型する。このようにして製造されるプラスチックレンズ9は、そのまま光学製品として用いることが可能であるが、必要に応じて、板状基材11の樹脂成形体5が接合されていない側にも、さらに上記工程a〜工程eを行うことにより、別の樹脂成形体5を形成してもよい。このようにすれば、図6に示したように、板状基材11の両側に樹脂成形体5を形成した両面凸レンズタイプのプラスチックレンズ9aを製造することができる。
次に、図5に示したように、プラスチックレンズ9を開放型1から離型する。このようにして製造されるプラスチックレンズ9は、そのまま光学製品として用いることが可能であるが、必要に応じて、板状基材11の樹脂成形体5が接合されていない側にも、さらに上記工程a〜工程eを行うことにより、別の樹脂成形体5を形成してもよい。このようにすれば、図6に示したように、板状基材11の両側に樹脂成形体5を形成した両面凸レンズタイプのプラスチックレンズ9aを製造することができる。
工程f:
本発明方法では、好ましい態様として、工程cの後、工程dの前に、工程fとして、板状基材11に形成した接着樹脂層15の粘度を調整する工程を設けることができる。工程fでは、接着樹脂層15の粘度を工程cの段階よりも高く調整する。工程fでは、接着樹脂層15の粘度を、例えば100℃以下の温度(例えば、40℃以上100℃以下)で0.1Pa・s以上5000Pa・s以下の範囲内に調整することが好ましく、10Pa・s以上3000Pa・s以下の範囲内に調整することがより好ましい。100℃以下の温度で接着樹脂層15の粘度が0.1Pa・s未満では、液だれなどの問題が生じる場合があり、5000Pa・sを超えると、工程dで接着樹脂層15の軟化が困難になり、樹脂成形体5の開放面5bと圧着させる際の接着性が不十分になるおそれがある。
本発明方法では、好ましい態様として、工程cの後、工程dの前に、工程fとして、板状基材11に形成した接着樹脂層15の粘度を調整する工程を設けることができる。工程fでは、接着樹脂層15の粘度を工程cの段階よりも高く調整する。工程fでは、接着樹脂層15の粘度を、例えば100℃以下の温度(例えば、40℃以上100℃以下)で0.1Pa・s以上5000Pa・s以下の範囲内に調整することが好ましく、10Pa・s以上3000Pa・s以下の範囲内に調整することがより好ましい。100℃以下の温度で接着樹脂層15の粘度が0.1Pa・s未満では、液だれなどの問題が生じる場合があり、5000Pa・sを超えると、工程dで接着樹脂層15の軟化が困難になり、樹脂成形体5の開放面5bと圧着させる際の接着性が不十分になるおそれがある。
工程fで接着樹脂層15の粘度を上記範囲内に調整する方法の一例として、接着樹脂層15を構成する光硬化性樹脂または熱硬化性樹脂を半硬化状態(いわゆるBステージ)にすることが挙げられる。この場合、図7(a)に示したように、例えば、紫外線光源20から紫外線を照射するか、同図(b)に示したように、加熱ランプ30による加熱処理を行って、接着樹脂層15を構成する光硬化性または熱硬化性の樹脂を半硬化状態にすることが可能である。
また、工程fで、接着樹脂層15の粘度を調整する方法の別の例として、接着樹脂層15中の溶媒濃度によって、粘度を上記範囲内に調整することも可能である。例えば、接着樹脂層15を乾燥させることにより、工程cの段階よりも粘度を上昇させることが可能になる。
さらに、板状基材11に塗布する接着樹脂13に予めゲル化剤を配合しておくことにより、接着樹脂層15を所望の粘度に調節することも可能である。
工程fで接着樹脂層15の粘度を上記範囲に調整しておくことにより、工程dにおける液だれなどを防止することができてハンドリング性が向上するとともに、工程dで樹脂成形体5との接合時における接着樹脂層15の加熱および/または加圧による再粘度調整(この場合は軟化)の度合いを管理しやすくなる。
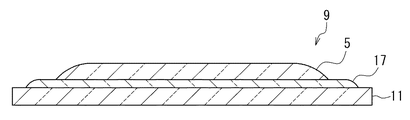
図8は、上記工程a〜e(必要に応じ、工程fを含む)によって製造されたプラスチックレンズ9の拡大断面図である。プラスチックレンズ9は、以上の工程を経ることにより、板状基材11と、接着樹脂層15が硬化した接着樹脂硬化層17と、樹脂成形体5とを備えたハイブリッドレンズである。ここで、板状基材11の屈折率をDA、接着樹脂硬化層17の屈折率をDB、樹脂成形体5の屈折率をDCとした場合、DAとDBとDCとがすべて異なる値であってもよいが、プラスチックレンズ9の光学特性上、少なくともDBとDCは同じであることが好ましく、DAとDBとDCとがすべて同じ値であることが、望ましい。図6に示したプラスチックレンズ9aについても同様である。
凸型のプラスチックレンズ9,9aにおける片側1つの樹脂成形体5の最も厚い部位(中央部)の厚みは、板状基材11と接着樹脂硬化層17と樹脂成形体5との合計の厚みの3%以上〜96%以下の範囲内とすることができる。一般に、成形体の厚みが大きいほど、硬化成形時にヒケが生じやすくなる。そのため、従来のハイブリッドレンズは、例えば球面ガラスの表面に、極薄い非球面プラスチック層を形成した構造が一般的であったのに対し、本発明方法では、工程途中でヒケ7を完全に解消できるので、樹脂成形体5の厚み比率を自由に調整可能であり、例えば上記範囲の上限値まで拡大することも容易である。そして、本発明方法では、レンズの曲面部分の全部もしくは大部分を占める樹脂成形体5を簡易な工程で形成できるとともに、大量加工が容易な平板の板状基材11をレンズの基部として使用することも可能であり、工業性・量産性に優れている。
以上のように、本発明方法では、光線の通過部位であるレンズの中心部にもヒケ7を作ることができるため、製品のデザインの自由度が大きい。また、開放型1を使用することが可能なため、複雑な機構の型を必要とせず、工程も単純である。従って、光学特性に優れたプラスチックレンズ9,9aを低コストで製造できるメリットがあり、工業上の価値が高いものである。
なお、本実施の形態においては、工程aおよび工程bと、工程c(および任意の工程f)とは同時並行で行ってもよいし、工程aおよび工程bより先に、工程c(および工程f)を行ってもよい。
また、工程cで、板状基材11の両面に接着樹脂層15を形成し、必要に応じ工程fを両側の接着樹脂層15について行った後、上記工程dおよび工程eを板状基材11の両面で同時に行ってもよい。
[第2の実施の形態]
次に、本発明の第2の実施の形態について説明する。本実施の形態に係るプラスチックレンズの製造方法は、第1の実施の形態とほぼ同様の工程手順で実施されるので、以下の説明では第1の実施の形態との相違点を中心に説明する。
次に、本発明の第2の実施の形態について説明する。本実施の形態に係るプラスチックレンズの製造方法は、第1の実施の形態とほぼ同様の工程手順で実施されるので、以下の説明では第1の実施の形態との相違点を中心に説明する。
まず、本実施の形態において、工程aおよび工程bは第1の実施の形態と同様に実施する。次に、工程cにおいて、板状基材11を準備する。ここで、第1の実施の形態では、板状基材11の片面に接着樹脂層15を形成したが、本実施の形態では、板状基材11ではなく、樹脂成形体5の開放面5bに接着樹脂13を適用して接着樹脂層15を形成する工程を設ける。すなわち、図9(a)に示したように、塗布具40を用いて樹脂成形体5の開放面5bに接着樹脂13を適用し、一様な膜厚になるように展延する。接着樹脂13としては、第1の実施の形態と同様のものを使用できる。また、接着樹脂13を樹脂成型体5の開放面5bに適用する方法も特に制限されるものではなく、第1の実施の形態と同様に種々の方法で行うことができる。そして、図9(b)に示したように、樹脂成型体5の開放面5bに接着樹脂層15を形成する。接着樹脂層15の膜厚は、第1の実施の形態と同様に、開放面5bに存在するヒケ7を消失させることができる厚みであれば特に制限はないが、例えば0.02mm〜1.0mmの範囲内とすることが好ましい。
以降の工程dおよび工程eは、工程dにおいて接着樹脂層15が樹脂成型体5の側に形成されている点を除き、第1の実施の形態と同様に行うことによって、プラスチックレンズ9,9aを製造できる。また、必要に応じて工程fと同様の工程を、樹脂成形体5上の接着樹脂層15について行うことができる。
本実施の形態では、樹脂成形体5の開放面5bに接着樹脂層15を形成するので、板状基材11の側には接着樹脂層15を形成する必要はないが、第1の実施の形態と同様に、板状基材11の側にも、接着樹脂層15を形成しておくことが可能である。
本実施の形態における他の構成および効果は、第1の実施の形態と同様である。
[第3の実施の形態]
次に、本発明の第3の実施の形態について説明する。本実施の形態に係るプラスチックレンズの製造方法は、第1の実施の形態とほぼ同様の工程手順で実施されるので、以下の説明では第1の実施の形態との相違点を中心に説明する。
次に、本発明の第3の実施の形態について説明する。本実施の形態に係るプラスチックレンズの製造方法は、第1の実施の形態とほぼ同様の工程手順で実施されるので、以下の説明では第1の実施の形態との相違点を中心に説明する。
まず、本実施の形態において、工程aおよび工程bは第1の実施の形態と同様に実施する。次に、工程cにおいて、板状基材11を準備する。ここで、第1の実施の形態では、板状基材11の片面に接着樹脂層15を形成したが、本実施の形態では、板状基材11とは別に、例えば光硬化性または熱硬化性の樹脂を含有する接着樹脂フィルム15aを準備しておく。接着樹脂フィルム15aは例えばBステージ状態の樹脂によって構成されていることが好ましいが、未硬化の樹脂フィルムを準備しておき、Bステージ状態とするための工程を別途設けてもよい。
そして、次の工程dでは、図10(a)に示したように、接着樹脂層としての接着樹脂フィルム15aを樹脂成形体5と板状基材11との間に介在させた状態で接合する。この際、例えば加熱ランプ30等を用いて接着樹脂フィルム15aを例えば40℃〜150℃の範囲内の温度まで加熱し、接着樹脂フィルム15aの粘度を第1の実施の形態の工程dにおける接着樹脂層15と同様の範囲に調整することが好ましい。そして、図10(b)に示したように、好ましくは所定の圧力で加圧しながら紫外線照射または加熱処理によって接着樹脂フィルム15aを硬化させ、板状基材11と樹脂成形体5とを一体化させる。この際の条件は、第1の実施の形態と同様に実施できる。なお、図10(a)、(b)では、紫外線光源20、加熱ランプ30は図示を省略した。
次に、工程eは、第1の実施の形態と同様に行うことによって、プラスチックレンズ9,9aを製造できる。
本実施の形態では、接着樹脂フィルム15aを使用するが、第1の実施の形態と同様に、板状基材11の側に接着樹脂層15を別途形成しておくことも可能であり、第2の実施の形態と同様に、樹脂成型体5の開放面5bに接着樹脂層15を別途形成しておくことも可能である。
本実施の形態では、接着樹脂フィルム15aを使用することにより、接着樹脂13の塗布工程を省略することができる。従って、塗布工程で液だれが発生する心配もなく、塗布膜の厚みの調整も不要であることから、簡易に実施できる。また、接着樹脂フィルム15aの厚みを調整しておくことにより、接着樹脂硬化層17の厚みを自由に調整可能であるという利点がある。なお、本実施の形態で使用する接着樹脂フィルム15aの厚みは、第1の実施の形態と同様に、開放面5bに存在するヒケ7を消失させることができる厚みであれば特に制限はないが、例えば0.02mm〜1.0mmの範囲内とすることが好ましい。
本実施の形態における他の構成および効果は、第1の実施および第2の実施の形態と同様である。
以上、本発明の実施の形態を述べたが、本発明は上記実施の形態に制約されることはなく、種々の変形が可能である。例えば、上記実施の形態では、凸曲面5aを有する凸レンズを例に挙げて本発明を説明したが、凹レンズやメニスカスレンズの成形にも本発明方法を適用することができる。
1…開放型、1a…キャビティ部、3…液状樹脂、5…樹脂成形体、5a…凸曲面、5b…開放面、11…板状基材、13…接着樹脂、15…接着樹脂層、15a…接着樹脂フィルム、17…接着樹脂硬化層、20…紫外線光源、30…加熱ランプ、40…塗布具
Claims (5)
- プラスチックレンズの製造方法であって、
a)曲面形状を有するキャビティ部を備えた開放型を準備し、液状の光硬化性または熱硬化性の樹脂を前記キャビティ部に充填する工程と、
b)前記樹脂を硬化させて前記キャビティ部の曲面形状が転写された転写面と前記開放型によって拘束されない開放面とを有する樹脂成形体を形成する工程と、
c)板状基材を準備する工程と、
d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層を間に介在させて、前記板状基材と前記樹脂成形体の開放面とを位置合わせした後、前記接着樹脂層を硬化させることによって前記板状基材と前記樹脂成形体とを一体化させてプラスチックレンズを形成する工程と、
e)前記開放型から、プラスチックレンズを離型する工程と、
を備えているプラスチックレンズの製造方法。 - 前記工程a〜eを行って前記板状基材の片側に前記樹脂成形体を形成した後、さらに前記工程a〜eを行うことにより前記板状基材の反対側の面にも、さらに樹脂成形体を形成することを特徴とする請求項1に記載のプラスチックレンズの製造方法。
- 前記工程dを前記板状基材の両面で同時に行うことを特徴とする請求項1に記載のプラスチックレンズの製造方法。
- 前記工程aにおける充填時の樹脂の粘度が100℃以下の温度で3000Pa・s以下の範囲内であり、前記工程dにおける硬化前の前記接着樹脂層の粘度が100℃以下の温度で0.1Pa・s以上5000Pa・s以下の範囲内であることを特徴とする請求項1から請求項3のいずれか1項に記載のプラスチックレンズの製造方法。
- 請求項1から請求項4のいずれか1項に記載の方法により製造されてなるプラスチックレンズ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009046296A JP2010201621A (ja) | 2009-02-27 | 2009-02-27 | プラスチックレンズの製造方法およびプラスチックレンズ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009046296A JP2010201621A (ja) | 2009-02-27 | 2009-02-27 | プラスチックレンズの製造方法およびプラスチックレンズ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010201621A true JP2010201621A (ja) | 2010-09-16 |
Family
ID=42963620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009046296A Withdrawn JP2010201621A (ja) | 2009-02-27 | 2009-02-27 | プラスチックレンズの製造方法およびプラスチックレンズ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010201621A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112243073A (zh) * | 2019-07-18 | 2021-01-19 | 宁波舜宇光电信息有限公司 | 摄像模组的制造方法及摄像模组 |
| JP2022511932A (ja) * | 2018-12-14 | 2022-02-01 | スマートレンズ, インコーポレイテッド | 眼圧を監視するためのウェアラブルコンタクトレンズための方法およびデバイス |
-
2009
- 2009-02-27 JP JP2009046296A patent/JP2010201621A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022511932A (ja) * | 2018-12-14 | 2022-02-01 | スマートレンズ, インコーポレイテッド | 眼圧を監視するためのウェアラブルコンタクトレンズための方法およびデバイス |
| JP2025022933A (ja) * | 2018-12-14 | 2025-02-14 | スマートレンズ, インコーポレイテッド | 眼圧を監視するためのウェアラブルコンタクトレンズための方法およびデバイス |
| US12390162B2 (en) | 2018-12-14 | 2025-08-19 | Smartlens, Inc. | Method and device for wearable contact lenses for remote optical monitoring of intraocular pressure |
| CN112243073A (zh) * | 2019-07-18 | 2021-01-19 | 宁波舜宇光电信息有限公司 | 摄像模组的制造方法及摄像模组 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2637846B1 (en) | Method of producing composite optical element | |
| JP2012529069A (ja) | レンズ及びその製造方法 | |
| JP2006337985A (ja) | ハイサグレンズの製作方法及びこれを利用し製作されたレンズ | |
| WO2009069940A1 (en) | Device and method for fabricating lens | |
| JP2849299B2 (ja) | 複合型精密成形品の製造方法 | |
| JP4401139B2 (ja) | パターン形成方法および光学素子 | |
| JP3731017B2 (ja) | 光学デバイス製造方法 | |
| JP2010201621A (ja) | プラスチックレンズの製造方法およびプラスチックレンズ | |
| KR101121276B1 (ko) | 편광 수지제 렌즈 및 그 제조 방법 | |
| JP2012252113A (ja) | ウェハレンズの製造方法 | |
| JP2000326348A (ja) | レンズ成形型,その作製方法,及びレンズ製造方法 | |
| JP2008296450A (ja) | 複合光学素子の成形方法 | |
| CN100395614C (zh) | 导光板制造方法 | |
| JP2009066827A (ja) | 光学素子の成形方法 | |
| JP6693077B2 (ja) | ナノ構造付き成形体 | |
| JP2005178236A (ja) | 微細形状物の成形方法及び成形機 | |
| JP5604054B2 (ja) | 光学レンズまたは光導波路もしくは光ファイバのコアの製造方法 | |
| TWM399992U (en) | Composite lens with high heat resistance | |
| JP4171936B2 (ja) | 樹脂接合型光学素子の樹脂成形用金型及び製造方法 | |
| JP3753372B2 (ja) | 複合非球面レンズの製造方法 | |
| JP2005205860A (ja) | 光学素子の製造方法 | |
| JP2006113340A (ja) | 複合型光学素子の製造方法および複合型光学素子 | |
| CN101746105B (zh) | 模仁的制造方法及专用模具 | |
| JP2757897B2 (ja) | 光学素子の製造法 | |
| JP2004042493A (ja) | 成形用型及び光学素子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120501 |