JP2010202247A - 物品投入システム - Google Patents
物品投入システム Download PDFInfo
- Publication number
- JP2010202247A JP2010202247A JP2009049294A JP2009049294A JP2010202247A JP 2010202247 A JP2010202247 A JP 2010202247A JP 2009049294 A JP2009049294 A JP 2009049294A JP 2009049294 A JP2009049294 A JP 2009049294A JP 2010202247 A JP2010202247 A JP 2010202247A
- Authority
- JP
- Japan
- Prior art keywords
- container
- input
- charging
- unit
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Basic Packing Technique (AREA)
Abstract
【解決手段】物品投入システム10は、容器12を搭載する容器搭載部36と容器搭載部36を移動させることによって容器12を所定の投入位置Pに搬送する駆動部32とを有する搬送装置16と、投入位置Pにおいて容器12の内部に物品14を投入する投入部Mを有する投入装置18と、投入部Mを昇降させる昇降装置20と、容器12の最上点Q1の高さが基準高さHを超えたことを投入位置Pよりも搬送方向Yの上流側において検出する高さ検出装置24と、容器12の最上点Q1の高さが基準高さHを超えたことを高さ検出装置24が検出したとき、昇降装置20を駆動して投入部Mの最下点Q2が容器12の最上点Q1よりも上方に位置するように投入部Mを上昇させる昇降制御装置とを備える。
【選択図】図6
Description
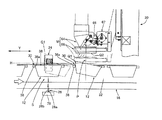
図1は、本発明の実施形態に係る物品投入システム10の構成を示す正面図であり、図2は、物品投入システム10の構成を示す右側面図であり、図3は、物品投入システム10の構成を示す一部省略平面図である。
制御装置28は、各種の演算処理を実行する中央処理装置(CPU)と、各種のデータおよびプログラムを記憶する記憶装置(ROM、RAM)とを有しており、制御装置28によって、搬送装置16、投入装置18、昇降装置20および警報装置22の動作が制御される。つまり、本実施形態では、1つの制御装置28が、搬送装置16の搬送動作を制御する「搬送制御装置」、投入装置18(投入部M)の投入動作を制御する「投入制御装置」、昇降装置20の昇降動作を制御する「昇降制御装置」、および警報装置22の警報動作を制御する「警報制御装置」として機能する。本実施形態では、1つの制御装置28に搬送制御機能、投入制御機能、昇降制御機能および警報制御機能を持たせているが、これらの制御機能を物理的に独立した複数の制御装置に持たせるようにしてもよい。なお、制御装置28の各制御機能については、後述する。
搬送装置16は、図3に示すように、投入列方向Xに並ぶ8つの投入位置Pのそれぞれに対して、搬送方向Yから容器12を搬送するものであり、複数(本実施形態では8つ)の容器12を搭載する複数の搭載プレート30と、複数の搭載プレート30を投入位置Pに向けて移動させる駆動部32と、複数の搭載プレート30および駆動部32を支持するフレーム34とを有している。
投入装置18は、図1および図2に示すように、2つの組合せ秤40A,40Bのそれぞれの集合ホッパ42から排出された物品14を、8つの投入位置Pにおいて8つの容器12のそれぞれの内部に同時に投入するものであり、一方の組合せ秤40Aから排出された物品14を4つの容器12に分配する第1分配ユニット44Aと、他方の組合せ秤40Bから排出された物品14を他の4つの容器12に分配する第2分配ユニット44Bと、第1分配ユニット44Aおよび第2分配ユニット44Bを支持するフレーム45とを備えている。
昇降装置20は、図4および図5に示すように、投入装置18におけるフレーム本体45a(図2)に上下方向に延びて配設された2本のガイドレール70と、ガイドレール70に対して摺動自在に取り付けられた摺動体72と、摺動体72を上下方向へ移動させるエアシリンダ装置74(図4)と、摺動体72に固定された固定部材76とを有している。そして、固定部材76に対して、2つの3次集合ホッパ64と、開閉装置67(図5)と、2つのスピルカバー68とが一体的に取り付けられている。したがって、エアシリンダ装置74を駆動して摺動体72を上下方向へ移動させると、摺動体72の移動に伴って2つの投入部Mが上下方向へ同時に移動されることになる。
警報装置22は、図1に示すように、複数の投入部Mのそれぞれに対応する複数(本実施形態では8つ)の発光部22aを有する「シグナルタワー」であり、「複数の発光部22aの色を変えること」または「複数の発光部22aの点滅周期を変えること」等によって、いずれの投入部Mに対応する発光部22aであるかを目視で判別できるように構成されている。そして、警報装置22には、「警報制御装置」としての制御装置28が電気的に接続されている。なお、警報装置22の種類は、特に限定されるものではなく、たとえば、「警報音発生装置」または「音声発生装置」等が用いられてもよい。
高さ検出装置24は、「容器12の最上点Q1の高さが基準高さHを超えたこと」を投入位置Pよりも搬送方向Yの上流側において検出するものであり、図3に示すように、光を出射する投光部24aと、投光部24aから出射された光を受光して電気信号に変換する受光部24bと、受光部24bから出力された電気信号を検出する高さ検出回路(図示省略)とを有している。そして、投光部24aおよび受光部24bが、搬送装置16における投入列方向Xの両側に位置する上部フレーム34aの上面に取り付けられており、高さ検出回路が制御装置28に対して一体的に組み込まれている。
容器検出装置26は、容器搭載部36における容器12の有無を検出するものであり、図6に示すように、光を出射する投光部26aと、投光部26aから出射された光のうち容器12で反射された反射光を受光して電気信号に変換する受光部26bと、受光部26bから出力された電気信号を検出する容器検出回路(図示省略)とを有している。そして、投光部26aおよび受光部26bが、搬送装置16における搭載プレート30の下方に配設された支持部材78に取り付けられており、容器検出回路が制御装置28に対して一体的に組み込まれている。
物品投入システム10を製造ラインLに組み込んだ後、物品投入動作を開始すると、図3に示すように、搬送装置16によって、投入列方向Xに並ぶ8つの投入位置Pのそれぞれに対して容器12が搬送される。一方、投入装置18では、図1に示すように、2つの組合せ秤40A,40Bのそれぞれの集合ホッパ42から排出された物品14が、第1分配ユニット44Aおよび第2分配ユニット44Bによって8つの投入位置Pに対応する8つの3次集合ホッパ64(図4、図5)に分配され、全ての3次集合ホッパ64に物品14が溜められるまで、排出ゲート66(図5)の閉状態(すなわち待機状態)が保持される。本実施形態では、組合せ秤40Aまたは40Bの一方で計量された物品14が、4つの3次集合ホッパ64に分配されるため、少なくとも4回の計量動作を完了させるのに要する時間が「待機時間」となっている。そして、8つの3次集合ホッパ64の全てに物品14が溜められると、開閉装置67によって排出ゲート66が一斉に開かれ、3次集合ホッパ64の内部に溜められた物品14が重力により落下されて、容器12の内部に同時に投入される。物品投入動作においては、投入部Mが最下位置に位置しているので、落下時の衝撃による物品14の型崩れを防止することができる。
L… 製造ライン
M… 投入部
P… 投入位置
Q1… 容器の最上点
Q2… 投入部の最下点
S… 収容空間
X… 投入列方向
Y… 搬送方向
10… 物品投入システム
12… 容器
14… 物品
16… 搬送装置
18… 投入装置
20… 昇降装置
22… 警報装置
22a… 発光部
24… 高さ検出装置
26… 容器検出装置
28… 制御装置
30… 搭載プレート
32… 駆動部
34… フレーム
36… 容器搭載部
38… 開口
64… 3次集合ホッパ
68… スピルカバー
Claims (6)
- 容器を搭載する容器搭載部と前記容器搭載部を移動させることによって前記容器を所定の投入位置に搬送する駆動部とを有する搬送装置と、
前記投入位置において前記容器の内部に物品を投入する投入部を有する投入装置と、
前記投入部を昇降させる昇降装置と、
前記容器の最上点の高さが基準高さを超えたことを前記投入位置よりも搬送方向の上流側において検出する高さ検出装置と、
前記容器の最上点の高さが前記基準高さを超えたことを前記高さ検出装置が検出したとき、前記昇降装置を駆動して前記投入部の最下点が前記容器の最上点よりも上方に位置するように前記投入部を上昇させる昇降制御装置とを備える、物品投入システム。 - 前記容器搭載部における前記容器の有無を検出する容器検出装置と、
前記容器搭載部に前記容器が無いことを前記容器検出装置が検出したとき、前記投入部の投入動作を停止させる投入制御装置とをさらに備える、請求項1に記載の物品投入システム。 - 警報動作を実行する警報装置と、
前記容器搭載部に前記容器が無いことを前記容器検出装置が検出したとき、前記警報装置を駆動させる警報制御装置とをさらに備える、請求項2に記載の物品投入システム。 - 前記投入装置は、複数の前記投入部を有しており、
前記搬送装置は、複数の前記投入部のそれぞれに対応する複数の前記容器搭載部を有しており、
前記投入制御装置は、複数の前記容器搭載部のいずれかに前記容器が無いことを前記容器検出装置が検出したとき、当該容器搭載部に対応する前記投入部の投入動作を停止させる、請求項1ないし3のいずれかに記載の物品投入システム。 - 前記警報装置は、複数の前記投入部のそれぞれに対応する複数の発光部を有しており、
前記警報制御装置は、複数の前記容器搭載部のいずれかに前記容器が無いことを前記容器検出装置が検出したとき、投入動作が停止される前記投入部に対応する前記発光部を発光させる、請求項4に記載の物品投入システム。 - 前記容器搭載部の上面よりも下方には、前記容器の少なくとも一部を収容する収容空間が構成されており、前記容器搭載部の上面には、前記収容空間の開口が形成されており、前記開口の内周部によって前記容器の外周面が支持される、請求項1ないし5のいずれかに記載の物品投入システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009049294A JP5281928B2 (ja) | 2009-03-03 | 2009-03-03 | 物品投入システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009049294A JP5281928B2 (ja) | 2009-03-03 | 2009-03-03 | 物品投入システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010202247A true JP2010202247A (ja) | 2010-09-16 |
| JP5281928B2 JP5281928B2 (ja) | 2013-09-04 |
Family
ID=42964150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009049294A Active JP5281928B2 (ja) | 2009-03-03 | 2009-03-03 | 物品投入システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5281928B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022093500A (ja) * | 2018-03-27 | 2022-06-23 | 日清食品ホールディングス株式会社 | コンベアシステム |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101854374B1 (ko) * | 2016-03-07 | 2018-05-03 | 이운선 | 회전체 타이밍분배기가 마련된 분배장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04114837A (ja) * | 1990-08-31 | 1992-04-15 | Showa Alum Corp | 角型カップ状容器の包装機械 |
| JPH06729A (ja) * | 1992-06-23 | 1994-01-11 | Pola Chem Ind Inc | パレット式ラインシステムにおける自動組立装置 |
| JPH11178530A (ja) * | 1997-12-24 | 1999-07-06 | Myojo Food Co Ltd | 一列化されて搬送されるカップ入り即席麺へスープ、具類を供給充填する方法、及びその装置 |
| JPH11278403A (ja) * | 1998-03-26 | 1999-10-12 | Nakakin:Kk | 液体充填方法 |
| JP3079828U (ja) * | 2001-02-26 | 2001-08-31 | みづほ工業株式会社 | 液体充填機 |
-
2009
- 2009-03-03 JP JP2009049294A patent/JP5281928B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04114837A (ja) * | 1990-08-31 | 1992-04-15 | Showa Alum Corp | 角型カップ状容器の包装機械 |
| JPH06729A (ja) * | 1992-06-23 | 1994-01-11 | Pola Chem Ind Inc | パレット式ラインシステムにおける自動組立装置 |
| JPH11178530A (ja) * | 1997-12-24 | 1999-07-06 | Myojo Food Co Ltd | 一列化されて搬送されるカップ入り即席麺へスープ、具類を供給充填する方法、及びその装置 |
| JPH11278403A (ja) * | 1998-03-26 | 1999-10-12 | Nakakin:Kk | 液体充填方法 |
| JP3079828U (ja) * | 2001-02-26 | 2001-08-31 | みづほ工業株式会社 | 液体充填機 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022093500A (ja) * | 2018-03-27 | 2022-06-23 | 日清食品ホールディングス株式会社 | コンベアシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5281928B2 (ja) | 2013-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7790990B2 (en) | Combination weigher with peripheral annular recycling table | |
| JP7195954B2 (ja) | インライン製品検査システムのための回収箱、およびインライン製品検査システム | |
| EP1176405B1 (en) | Combination weighing apparatus having a supply unit | |
| CN1525889A (zh) | 分类物品的系统、方法及程序 | |
| US8525048B2 (en) | Combination weigher having improved combination hopper access | |
| US6605785B1 (en) | Combinatorial weighing and counting device with multi-part collecting chute | |
| JP6570899B2 (ja) | 物品検査装置 | |
| KR102504509B1 (ko) | 과일 크기별 안정적 이송이 가능한 과일 선별장치 | |
| CN107336424A (zh) | 用于利用作为松散物料的物体给再加工设备装料的装置 | |
| JP5281928B2 (ja) | 物品投入システム | |
| KR102115081B1 (ko) | 중량 측정 장치 및 이를 포함하는 선별 시스템 | |
| JP2012078303A (ja) | X線検査装置 | |
| JP5278295B2 (ja) | 色彩選別機 | |
| US20190071194A1 (en) | Transport and feed unit for preforms | |
| CN108349665B (zh) | 用于自动货物存储系统的货物转移装置的货物升降机 | |
| KR20200060918A (ko) | 중량 측정 장치 및 이를 포함하는 선별 시스템 | |
| JP6881446B2 (ja) | 搬送システム、及び薬剤調剤システム | |
| JP4276889B2 (ja) | 自動箱詰め装置 | |
| JP2010023981A (ja) | 振分装置および振分方法 | |
| CN213274500U (zh) | 自动静态检重秤 | |
| JP2024125756A (ja) | 組合せ計量装置 | |
| KR20190004623A (ko) | 과일 포장장치 | |
| JP5278282B2 (ja) | 小型光選別機 | |
| JP2020012760A (ja) | 組合せ計量装置 | |
| JP2024031448A (ja) | 組合せ計量装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130527 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5281928 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |