JP2010204094A - 非接触形状測定機および測定方法 - Google Patents
非接触形状測定機および測定方法 Download PDFInfo
- Publication number
- JP2010204094A JP2010204094A JP2010022702A JP2010022702A JP2010204094A JP 2010204094 A JP2010204094 A JP 2010204094A JP 2010022702 A JP2010022702 A JP 2010022702A JP 2010022702 A JP2010022702 A JP 2010022702A JP 2010204094 A JP2010204094 A JP 2010204094A
- Authority
- JP
- Japan
- Prior art keywords
- measured
- contact probe
- measuring
- contact
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 239000000523 sample Substances 0.000 claims abstract description 167
- 230000007246 mechanism Effects 0.000 claims abstract description 94
- 238000005259 measurement Methods 0.000 claims description 55
- 230000003287 optical effect Effects 0.000 claims description 25
- 238000009434 installation Methods 0.000 claims description 8
- 238000000691 measurement method Methods 0.000 claims description 8
- 230000020169 heat generation Effects 0.000 abstract description 5
- 238000006073 displacement reaction Methods 0.000 abstract description 2
- 238000001514 detection method Methods 0.000 description 19
- 230000004048 modification Effects 0.000 description 14
- 238000012986 modification Methods 0.000 description 14
- 230000036544 posture Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 4
- 238000004441 surface measurement Methods 0.000 description 4
- 230000006872 improvement Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000002452 interceptive effect Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003786 synthesis reaction Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000011900 installation process Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
Images















Landscapes
- Length Measuring Devices By Optical Means (AREA)
Abstract
【課題】駆動機構の発熱、プローブの重量増や大型化などの問題を解消できるとともに、能率的な測定を実現できる非接触形状測定機および測定方法を提供する。
【解決手段】非接触プローブ10と、被測定物W1,W2を載置するXYステージ2と、非接触プローブ10とXYステージ2とを相対移動させる相対移動機構とを備え、非接触プローブ10は、同軸上でかつ互いに離れる方向に測長光L2を出射し、その測長光L2が被測定物W1,W2によって反射した反射光を用いて、被測定物W1,W2までの距離を求める干渉計からなる一組の測長手段11A,11Bを含んで構成されている。
【選択図】図6
【解決手段】非接触プローブ10と、被測定物W1,W2を載置するXYステージ2と、非接触プローブ10とXYステージ2とを相対移動させる相対移動機構とを備え、非接触プローブ10は、同軸上でかつ互いに離れる方向に測長光L2を出射し、その測長光L2が被測定物W1,W2によって反射した反射光を用いて、被測定物W1,W2までの距離を求める干渉計からなる一組の測長手段11A,11Bを含んで構成されている。
【選択図】図6
Description
本発明は、非接触形状測定機および測定方法に関する。例えば、一対の金型の成形面を同時に測定することが可能な非接触形状測定機および測定方法に関する。
本出願人は、先に、1つのプローブで被測定物の表裏面を高精度に測定できる表裏面測定プローブ、表裏面測定装置および表裏面測定方法を提案している(特許文献1参照)。
この表裏面測定装置は、プローブ本体と、両端に接触子を有する検出軸と、この検出軸をプローブ本体に対して検出軸の軸方向へ移動可能に支持するガイド機構と、検出軸を軸方向へ移動させる駆動機構と、検出軸と同軸上において、検出軸の移動位置を検出する位置検出器とを有する表裏面測定プローブを備え、この表裏面測定プローブと被測定物を載置したテーブルとが、表裏面測定プローブの検出軸方向およびこれに直交する少なくとも1軸方向へ相対移動するように構成されている。
この表裏面測定装置は、プローブ本体と、両端に接触子を有する検出軸と、この検出軸をプローブ本体に対して検出軸の軸方向へ移動可能に支持するガイド機構と、検出軸を軸方向へ移動させる駆動機構と、検出軸と同軸上において、検出軸の移動位置を検出する位置検出器とを有する表裏面測定プローブを備え、この表裏面測定プローブと被測定物を載置したテーブルとが、表裏面測定プローブの検出軸方向およびこれに直交する少なくとも1軸方向へ相対移動するように構成されている。
この構成によれば、検出軸の一方の接触子が被測定物の表面に対向した状態において、駆動機構の作動により検出軸を軸方向へ進退させながら、検出軸の一方の接触子を被測定物の表面に接触させ、被測定物の表面形状を測定する。こののち、表裏面測定プローブと被測定物とを、その姿勢のまま相対移動させて、検出軸の他方の接触子を被測定物の裏面に対向させる。この状態において、駆動機構の作動により検出軸を軸方向へ進退させながら、検出軸の他方の接触子を被測定物の裏面に接触させ、被測定物の裏面形状を測定する。
従って、被測定物を反転させることなく、1本のプローブを用いて被測定物の表裏面を測定することができる。しかも、検出軸が被測定物の表裏面に対向した状態(例えば、略直交した状態)で、軸方向へ進退しながら測定が行われるため、被測定物の表裏面の形状にかかわらず、高精度な測定が期待できる。
従って、被測定物を反転させることなく、1本のプローブを用いて被測定物の表裏面を測定することができる。しかも、検出軸が被測定物の表裏面に対向した状態(例えば、略直交した状態)で、軸方向へ進退しながら測定が行われるため、被測定物の表裏面の形状にかかわらず、高精度な測定が期待できる。
しかしながら、特許文献1に記載された表裏面測定装置においては、検出軸の接触子を被測定物の表裏面に接触させながら測定を行うため、次のような課題が挙げられる。
つまり、検出軸の接触子を被測定物の表裏面に接触させるために、駆動機構を駆動させて検出軸を被測定物の表裏面形状に合わせて軸方向へ移動させなければならないため、測定速度に制限が生じるうえ、駆動機構からの発熱の問題が考えられる。
さらに、プローブの剛性を確保するためには、ガイド機構などが大掛かりになり、プローブの重量増や大型化が懸念される。
つまり、検出軸の接触子を被測定物の表裏面に接触させるために、駆動機構を駆動させて検出軸を被測定物の表裏面形状に合わせて軸方向へ移動させなければならないため、測定速度に制限が生じるうえ、駆動機構からの発熱の問題が考えられる。
さらに、プローブの剛性を確保するためには、ガイド機構などが大掛かりになり、プローブの重量増や大型化が懸念される。
本発明の目的は、駆動機構の発熱、プローブの重量増や大型化などの問題を解消できるとともに、能率的な測定を実現できる非接触形状測定機および測定方法を提供することにある。
本発明の非接触形状測定機は、非接触プローブと、被測定物を載置するテーブルと、 前記非接触プローブと前記テーブルとを相対移動させる相対移動機構とを備え、前記非接触プローブは、同軸上でかつ互いに離れる方向にレーザ光を出射し、そのレーザ光が被測定物によって反射した反射光を用いて、被測定物までの距離を求める一組の測長手段を含
んで構成されている、ことを特徴とする。
んで構成されている、ことを特徴とする。
このような構成によれば、同軸上でかつ互いに離れる方向にレーザ光を出射し、そのレーザ光が被測定物によって反射した反射光を用いて、被測定物までの距離を求める一組の測長手段を有しているから、この一組の測長手段からのレーザ光を利用して被測定物の表裏面の形状などを測定できる。つまり、一方の測長手段からのレーザ光が被測定物の表面に向けて出射した状態において、相対移動機構により、非接触プローブとテーブルとを相対移動させながら、被測定物の表面形状を測定する。こののち、非接触プローブと被測定物とを、その姿勢のまま相対移動させて、他方の測長手段からのレーザ光を被測定物の裏面に向けて出射し、この状態において、相対移動機構により、非接触プローブとテーブルとを相対移動させながら、被測定物の裏面形状を測定する。
本発明は、一組の測長手段を有する非接触プローブを用いているから、接触式プローブに比べ能率的な測定を実現できる。しかも、駆動機構やガイド機構などを不要にできるため、駆動機構の発熱、プローブの重量増や大型化の問題も全て解消できる。
本発明は、一組の測長手段を有する非接触プローブを用いているから、接触式プローブに比べ能率的な測定を実現できる。しかも、駆動機構やガイド機構などを不要にできるため、駆動機構の発熱、プローブの重量増や大型化の問題も全て解消できる。
本発明の非接触形状測定機において、前記非接触プローブは、前記測長手段を複数組備え、こられ複数組の測長手段が仮想点を中心として放射状に配置されている、ことが好ましい。
このような構成によれば、複数組の測長手段が仮想点を中心として放射状に配置されているから、例えば、被測定物の孔の内周面形状を短時間で測定できる。
このような構成によれば、複数組の測長手段が仮想点を中心として放射状に配置されているから、例えば、被測定物の孔の内周面形状を短時間で測定できる。
本発明の非接触形状測定機において、前記相対移動機構には、前記テーブルに対して略直交する軸を回転中心軸として、前記非接触プローブと前記被測定物とを相対回転させる回転機構が設けられる、ことが好ましい。
このような構成によれば、非接触プローブを用いて、例えば、被測定物の孔の内周に接触することなく、孔の内径などを測定できるため、測定の際に被測定物を損傷することを防止できる。また、非接触プローブと被測定物とを相対的に回転させるため、効率のいい測定を行うことができる。回転機構の構造も複雑、大型にする必要がなく、非接触形状測定機自体も小型化することができ、内径の小さな被測定物の測定にも利用できる。
このような構成によれば、非接触プローブを用いて、例えば、被測定物の孔の内周に接触することなく、孔の内径などを測定できるため、測定の際に被測定物を損傷することを防止できる。また、非接触プローブと被測定物とを相対的に回転させるため、効率のいい測定を行うことができる。回転機構の構造も複雑、大型にする必要がなく、非接触形状測定機自体も小型化することができ、内径の小さな被測定物の測定にも利用できる。
本発明の非接触形状測定機において、前記相対移動機構は、前記非接触プローブを前記テーブルに対して昇降させる昇降軸を有し、前記昇降軸の先端には、前記昇降軸を回転中心軸として回転する回転機構が設けられ、前記回転機構には、先端に前記非接触プローブを支持したオフセット部材の基端が支持されている、ことが好ましい。
このような構成によれば、非接触プローブが、オフセット部材とともに回転可能にオフセット部材に支持固定され、非接触プローブを被測定物の外形から外側に離れたところに配置可能となるため、非接触プローブを用いて、被測定物の外径などを非接触で測定できる。
このような構成によれば、非接触プローブが、オフセット部材とともに回転可能にオフセット部材に支持固定され、非接触プローブを被測定物の外形から外側に離れたところに配置可能となるため、非接触プローブを用いて、被測定物の外径などを非接触で測定できる。
本発明の非接触形状測定機において、前記測長手段は、レーザ光を発生するレーザ光発生手段と、このレーザ光発生手段からのレーザ光を参照光と測長光とに分割するレーザ光分割手段と、前記参照光を反射する反射ミラーと、前記測長光が被測定物によって反射した反射光と前記参照光が前記反射ミラーによって反射された反射光とを合成して干渉させるレーザ光合成手段と、このレーザ光合成手段によって合成されたレーザ光の干渉光を検出する検出器とを有する干渉計によって構成されている、ことが好ましい。このような構成とすれば、高精度な測定を実現できる。
なお、相対移動機構については、非接触プローブから出射されたレーザ光の光軸に対して直交する少なくとも2軸方向へ非接触プローブとテーブルとが相対移動する構成が好ましい。
なお、相対移動機構については、非接触プローブから出射されたレーザ光の光軸に対して直交する少なくとも2軸方向へ非接触プローブとテーブルとが相対移動する構成が好ましい。
本発明の測定方法は、前記一組の側長手段を有する非接触プローブ、テーブルおよび相対移動機構を備えた非接触形状測定機を用いて、被測定物の表裏面を測定する測定方法であって、前記テーブル上に前記被測定物を載置する被測定物載置工程と、前記非接触プローブの一方の測長手段から前記被測定物の表面に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸に対して直交する少なくとも1軸方向へ相対移動させながら前記被測定物の表面形状を測定する表面形状測定工程と、前記非接触プローブと前記テーブルとをその姿勢のまま前記レーザ光の光軸方向およびこれに直交する1軸方向へ相対移動させたのち、前記非接触プローブの他方の測長手段から前記被測定物の裏面に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸方向に対して直交する少なくとも1軸方向へ相対移動させながら前記被測定物の裏面形状を測定する裏面形状測定工程と、を備えることを特徴とする。
このような構成によれば、テーブル上に被測定物を載置したのち、非接触プローブの一方の測長手段から被測定物の表面に向けてレーザ光を出射し、非接触プローブと被測定物とをレーザ光の光軸に対して直交する少なくとも1軸方向へ相対移動させながら、被測定物の表面形状を測定する。こののち、非接触プローブと被測定物とをその姿勢のままレーザ光の光軸方向およびこれに直交する1軸方向へ相対移動させたのち、非接触プローブの他方の測長手段から被測定物の裏面に向けてレーザ光を出射し、非接触プローブと被測定物とをレーザ光の光軸方向に対して直交する少なくとも1軸方向へ相対移動させながら、
被測定物の裏面形状を測定する。
従って、本発明は、非接触プローブと被測定物とをその姿勢のまま相対移動させることにより、被測定物の表裏面を非接触で測定できるから、被測定物の表裏面を能率的にかつ高精度に測定することができる。
被測定物の裏面形状を測定する。
従って、本発明は、非接触プローブと被測定物とをその姿勢のまま相対移動させることにより、被測定物の表裏面を非接触で測定できるから、被測定物の表裏面を能率的にかつ高精度に測定することができる。
本発明の測定方法は、前記一組の側長手段を有する非接触プローブ、テーブルおよび相対移動機構を備えた非接触形状測定機を用いて、一対の被測定物の形状を同時に測定する測定方法であって、前記テーブル上に前記一対の被測定物を対向して載置する被測定物載置工程と、前記非接触プローブを前記一対の被測定物間に位置させる非接触プローブ設置工程と、前記非接触プローブの一対の測長手段から前記一対の被測定物に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸に対して直交する少なくとも1軸方向へ相対移動させながら前記一対の被測定物の形状を同時に測定する測定工程と、を備えることを特徴とする。
このような構成によれば、テーブル上に一対の被測定物を対向して載置したのち、非接触プローブを一対の被測定物間に位置させる。ついで、非接触プローブの一対の測長手段から一対の被測定物に向けてレーザ光を出射し、非接触プローブとテーブルとをレーザ光の光軸に対して直交する少なくとも1軸方向へ相対移動させると、一対の被測定物の形状が同時に測定される。
従って、一対の被測定物を同時に測定できるから、効率的な測定が可能であるとともに、同一条件下での形状評価を行うことができ、測定精度の更なる向上が期待できる。
従って、一対の被測定物を同時に測定できるから、効率的な測定が可能であるとともに、同一条件下での形状評価を行うことができ、測定精度の更なる向上が期待できる。
本発明の測定方法は、前記側長手段を複数組有する非接触プローブを備えた非接触形状測定機を用いて、被測定物の孔形状を測定する測定方法であって、前記テーブル上に前記被測定物を載置する被測定物載置工程と、前記非接触プローブを前記被測定物の前記孔内に位置させる非接触プローブ設置工程と、前記非接触プローブの複数組の測長手段から前記被測定物の孔内面に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸に対して直交しかつ前記孔の軸方向へ相対移動させながら前記被測定物の孔形状を測定する測定工程と、を備えることを特徴とする。
このような構成によれば、テーブル上に被測定物を載置したのち、非接触プローブを被測定物の孔内に位置させる。ついで、非接触プローブの複数組の測長手段から被測定物の孔内面に向けてレーザ光を出射し、非接触プローブと被測定物とをレーザ光の光軸に対して直交する1軸方向へ相対移動させると、被測定物の孔形状が測定される。
従って、被測定物の孔形状を能率的に測定することができる。しかも、例えば、一組の測長手段を備えた非接触プローブでは孔内面形状を測定しようとする場合、孔内で非接触プローブを回転させる必要があるが、本発明では、非接触プローブと被測定物とをレーザ光の光軸に対して直交する1軸方向へ相対移動させるだけでよいから、高精度な測定を実現できる。
従って、被測定物の孔形状を能率的に測定することができる。しかも、例えば、一組の測長手段を備えた非接触プローブでは孔内面形状を測定しようとする場合、孔内で非接触プローブを回転させる必要があるが、本発明では、非接触プローブと被測定物とをレーザ光の光軸に対して直交する1軸方向へ相対移動させるだけでよいから、高精度な測定を実現できる。
本発明の測定方法は、前記回転機構を有する相対移動機構を備えた非接触形状測定機を用いて、被測定物の孔形状を測定する測定方法であって、前記テーブル上に前記被測定物を載置する工程と、前記非接触プローブを前記被測定物の前記孔内に位置させる非接触プローブ設置工程と、前記非接触プローブの測長手段から前記被測定物の孔内面に向けてレーザ光を出射し、その状態で、前記非接触プローブと前記被測定物とを前記回転中心軸回りに相対的に回転させながら前記被測定物の孔形状を測定する測定工程と、を備えることを特徴とする。
このような構成によれば、非接触プローブと被測定物とを相対的に回転させながら被測定物の孔形状を測定するため、効率がよく且つ高精度な測定を実現できる。
このような構成によれば、非接触プローブと被測定物とを相対的に回転させながら被測定物の孔形状を測定するため、効率がよく且つ高精度な測定を実現できる。
本発明の測定方法は、前記昇降軸の先端にオフセット部材を介して非接触プローブを支持した非接触形状測定機を用いて、被測定物の外形形状を測定する測定方法であって、前記テーブル上に前記被測定物を載置する被測定物載置工程と、前記非接触プローブを前記被測定物の外形から外側に離れた位置に位置させる非接触プローブ設置工程と、前記非接触プローブの測長手段から前記被測定物の外表面に向けてレーザ光を出射し、その状態で、前記回転機構からの回転力によって、前記オフセット部材を介して前記非接触プローブを前記回転中心軸回りに回転させながら前記被測定物の外形形状を測定する測定工程とを備えることを特徴とする。
このような構成によれば、非接触プローブを用いて被測定物の外周に接触することなく、被測定物の外径などを効率よく測定できる。
このような構成によれば、非接触プローブを用いて被測定物の外周に接触することなく、被測定物の外径などを効率よく測定できる。
<全体構成の説明(図1および図2参照)>
図1は、本発明の第1実施形態に係る非接触形状測定機を示す正面図、図2は、同非接触形状測定機の側面図である。
本実施形態に係る非接触形状測定機は、基台1と、被測定物を載置するテーブルとしてのXYステージ2と、このXYステージ2を水平面内の互いに直交するXおよびY軸方向へ変位させるX軸駆動機構3およびY軸駆動機構4と、基台1の上面にXYステージ2を跨いで設けられた門形フレーム5と、この門形フレーム5のクロスレール5Aに設けられたZ軸スライダ6と、このZ軸スライダ6をXおよびY軸方向に対して直交するZ軸方向へ変位させるZ軸駆動機構7と、Z軸スライダ6の下端に取り付けられた非接触プローブ10とを含んで構成されている。
図1は、本発明の第1実施形態に係る非接触形状測定機を示す正面図、図2は、同非接触形状測定機の側面図である。
本実施形態に係る非接触形状測定機は、基台1と、被測定物を載置するテーブルとしてのXYステージ2と、このXYステージ2を水平面内の互いに直交するXおよびY軸方向へ変位させるX軸駆動機構3およびY軸駆動機構4と、基台1の上面にXYステージ2を跨いで設けられた門形フレーム5と、この門形フレーム5のクロスレール5Aに設けられたZ軸スライダ6と、このZ軸スライダ6をXおよびY軸方向に対して直交するZ軸方向へ変位させるZ軸駆動機構7と、Z軸スライダ6の下端に取り付けられた非接触プローブ10とを含んで構成されている。
XYステージ2は、上面に被測定物を載置する平坦な載置面2Aを有し、その載置面2Aと平行な面内において互いに直交するXおよびY軸方向へ移動可能に設けられている。
X軸駆動機構3およびY軸駆動機構4は、例えば、ボールねじ軸と、このボールねじ軸に螺合されたナット部材とを有する送りねじ機構によって構成されている。
Z軸駆動機構7も、X軸駆動機構3やY軸駆動機構4と同様に、例えば、ボールねじ軸と、このボールねじ軸に螺合されたナット部材とを有する送りねじ機構によって構成されている。
なお、これらX軸駆動機構3およびY軸駆動機構4、門形フレーム5、Z軸スライダ6、Z軸駆動機構7などは、非接触プローブ10とテーブルとしてのXYステージ2とを、非接触プローブ10の光軸方向(X軸方向)およびこれに直交する方向(Y軸方向、Z軸方向)、つまり、三次元方向へ相対移動させる相対移動機構を構成している。
X軸駆動機構3およびY軸駆動機構4は、例えば、ボールねじ軸と、このボールねじ軸に螺合されたナット部材とを有する送りねじ機構によって構成されている。
Z軸駆動機構7も、X軸駆動機構3やY軸駆動機構4と同様に、例えば、ボールねじ軸と、このボールねじ軸に螺合されたナット部材とを有する送りねじ機構によって構成されている。
なお、これらX軸駆動機構3およびY軸駆動機構4、門形フレーム5、Z軸スライダ6、Z軸駆動機構7などは、非接触プローブ10とテーブルとしてのXYステージ2とを、非接触プローブ10の光軸方向(X軸方向)およびこれに直交する方向(Y軸方向、Z軸方向)、つまり、三次元方向へ相対移動させる相対移動機構を構成している。
<非接触プローブの説明(図3参照)>
非接触プローブ10は、図3に示すように、同軸上でかつ互いに離れる方向にレーザ光を出射し、そのレーザ光が被測定物によって反射した反射光を用いて、被測定物までの距離を求める一組の測長手段11A,11Bを含んで構成されている。
各測長手段11A,11Bは、干渉計によって構成されている。干渉計は、レーザ光を発生するレーザ光発生手段12と、このレーザ光発生手段12からのレーザ光Lを参照光L1と測長光L2とに分割するレーザ光分割手段13と、参照光L1を反射する反射ミラー14と、測長光L2が被測定物によって反射した反射光と参照光L1が反射ミラー14によって反射された反射光とを合成して干渉させるレーザ光合成手段15と、このレーザ光合成手段15によって合成されたレーザ光の干渉光を検出する検出器16とを有する。レーザ光分割手段13およびレーザ光合成手段15は、ビームスプリッタ17によって構成されている。
非接触プローブ10は、図3に示すように、同軸上でかつ互いに離れる方向にレーザ光を出射し、そのレーザ光が被測定物によって反射した反射光を用いて、被測定物までの距離を求める一組の測長手段11A,11Bを含んで構成されている。
各測長手段11A,11Bは、干渉計によって構成されている。干渉計は、レーザ光を発生するレーザ光発生手段12と、このレーザ光発生手段12からのレーザ光Lを参照光L1と測長光L2とに分割するレーザ光分割手段13と、参照光L1を反射する反射ミラー14と、測長光L2が被測定物によって反射した反射光と参照光L1が反射ミラー14によって反射された反射光とを合成して干渉させるレーザ光合成手段15と、このレーザ光合成手段15によって合成されたレーザ光の干渉光を検出する検出器16とを有する。レーザ光分割手段13およびレーザ光合成手段15は、ビームスプリッタ17によって構成されている。
<表裏面形状測定の説明(図4および図5参照)>
最初に、被測定物Wの表面Waの測定を行う。
図4に示すように、非接触プローブ10において、一方の測長手段11Aのレーザ光発生手段12からレーザ光Lを被測定物Wの表面Waに向けて出射すると、そのレーザ光Lは、ビームスプリッタ17によって参照光L1と測長光L2とに分割される。参照光L1は、反射ミラー14で反射されたのち、ビームスプリッタ17へ戻る。測長光L2は、被測定物Wの表面Waに向かって進み、表面Waで反射されたのち、ビームスプリッタ17へ戻り、参照光L1と干渉される。この干渉光L3が検出器16で検出されることにより、被測定物Wの表面Waまでの距離が測定される。つまり、被測定物Wの表面形状(測長光L2が照射された位置の座標)を求めることができる。
また、必要に応じて、Z軸駆動機構7を駆動させたり、更に、X軸駆動機構3およびY軸駆動機構4を駆動させれば、被測定物Wの表面Waを面領域で測定することができる。
最初に、被測定物Wの表面Waの測定を行う。
図4に示すように、非接触プローブ10において、一方の測長手段11Aのレーザ光発生手段12からレーザ光Lを被測定物Wの表面Waに向けて出射すると、そのレーザ光Lは、ビームスプリッタ17によって参照光L1と測長光L2とに分割される。参照光L1は、反射ミラー14で反射されたのち、ビームスプリッタ17へ戻る。測長光L2は、被測定物Wの表面Waに向かって進み、表面Waで反射されたのち、ビームスプリッタ17へ戻り、参照光L1と干渉される。この干渉光L3が検出器16で検出されることにより、被測定物Wの表面Waまでの距離が測定される。つまり、被測定物Wの表面形状(測長光L2が照射された位置の座標)を求めることができる。
また、必要に応じて、Z軸駆動機構7を駆動させたり、更に、X軸駆動機構3およびY軸駆動機構4を駆動させれば、被測定物Wの表面Waを面領域で測定することができる。
次に、被測定物Wの裏面Wbの測定を行う。
図5に示すように、非接触プローブ10と被測定物Wとを、その姿勢のまま測長光L2の光軸方向およびこれに直交する1軸方向(ここでは、X軸駆動機構3およびZ軸駆動機構7の駆動によりX軸方向およびZ軸方向)へ相対移動させたのち、他方の測長手段11Bのレーザ光発生手段12からレーザ光Lを被測定物Wの裏面Wbに向けて出射する。すると、レーザ光Lは、ビームスプリッタ17によって参照光L1と測長光L2とに分割される。参照光L1は、反射ミラー14で反射されたのち、ビームスプリッタ17へ戻る。測長光L2は、被測定物Wの裏面Wbに向かって進み、裏面Wbで反射されたのち、ビームスプリッタ17へ戻り、参照光L1と干渉される。この干渉光L3が検出器16で検出されることにより、被測定物Wの裏面Wbまでの距離が測定される。つまり、被測定物Wの裏面形状(測長光L2が照射された位置の座標)を求めることができる。
また、同様にして、Z軸駆動機構7を駆動させたり、更に、X軸駆動機構3およびY軸駆動機構4を駆動させれば、被測定物Wの裏面Wbを面領域で測定することができる。
図5に示すように、非接触プローブ10と被測定物Wとを、その姿勢のまま測長光L2の光軸方向およびこれに直交する1軸方向(ここでは、X軸駆動機構3およびZ軸駆動機構7の駆動によりX軸方向およびZ軸方向)へ相対移動させたのち、他方の測長手段11Bのレーザ光発生手段12からレーザ光Lを被測定物Wの裏面Wbに向けて出射する。すると、レーザ光Lは、ビームスプリッタ17によって参照光L1と測長光L2とに分割される。参照光L1は、反射ミラー14で反射されたのち、ビームスプリッタ17へ戻る。測長光L2は、被測定物Wの裏面Wbに向かって進み、裏面Wbで反射されたのち、ビームスプリッタ17へ戻り、参照光L1と干渉される。この干渉光L3が検出器16で検出されることにより、被測定物Wの裏面Wbまでの距離が測定される。つまり、被測定物Wの裏面形状(測長光L2が照射された位置の座標)を求めることができる。
また、同様にして、Z軸駆動機構7を駆動させたり、更に、X軸駆動機構3およびY軸駆動機構4を駆動させれば、被測定物Wの裏面Wbを面領域で測定することができる。
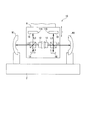
<一対の被測定物同時測定の説明(図6参照)>
まず、XYステージ2上に一対の被測定物W1,W2を対向して載置したのち(被測定物載置工程)、非接触プローブ10を一対の被測定物W1,W2間に位置させる(非接触プローブ設置工程)。
ついで、非接触プローブ10の一対の測長手段11A,11Bから一対の被測定物W1,W2に向けて測長光L2を出射しながら、非接触プローブ10とXYステージ2(被測定物)を測長光L2の光軸に対して直交する少なくとも1軸方向へ相対移動させる。すると、一対の被測定物W1,W2の形状が同時に測定される(測定工程)。
まず、XYステージ2上に一対の被測定物W1,W2を対向して載置したのち(被測定物載置工程)、非接触プローブ10を一対の被測定物W1,W2間に位置させる(非接触プローブ設置工程)。
ついで、非接触プローブ10の一対の測長手段11A,11Bから一対の被測定物W1,W2に向けて測長光L2を出射しながら、非接触プローブ10とXYステージ2(被測定物)を測長光L2の光軸に対して直交する少なくとも1軸方向へ相対移動させる。すると、一対の被測定物W1,W2の形状が同時に測定される(測定工程)。
従って、一対の被測定物W1,W2、例えば、金型の雄型と雌型、あるいは、上型と下型を同時に測定することができるから、効率的な測定が可能である。しかも、これらを同時測定できるから、同一条件下(例えば、温度や湿度などが同一環境条件下)での形状評価を行うことができ、測定精度の向上が期待できる。
ちなみに、これらの金型を組み合わせる位置に固定して1回の測定でお互いの評価を行うことは難しい。そこで、金型の一部にマーキング、もしくは、特異点を付けておけば、後からソフトウエアでの形状の照合(補正など)も行うことができる。
ちなみに、これらの金型を組み合わせる位置に固定して1回の測定でお互いの評価を行うことは難しい。そこで、金型の一部にマーキング、もしくは、特異点を付けておけば、後からソフトウエアでの形状の照合(補正など)も行うことができる。
<第1実施形態の効果>
本実施形態の非接触形状測定機によれば、同軸上でかつ互いに離れる方向に測長光L2を出射し、その測長光L2が被測定物W、W1,W2によって反射した反射光を用いて、被測定物W、W1,W2までの距離を求める一組の測長手段11A,11Bを有しているから、この一組の測長手段11A,11Bからの測長光L2を利用して被測定物W、W1,W2の表裏面の形状などを測定できる。
本実施形態の非接触形状測定機によれば、同軸上でかつ互いに離れる方向に測長光L2を出射し、その測長光L2が被測定物W、W1,W2によって反射した反射光を用いて、被測定物W、W1,W2までの距離を求める一組の測長手段11A,11Bを有しているから、この一組の測長手段11A,11Bからの測長光L2を利用して被測定物W、W1,W2の表裏面の形状などを測定できる。
つまり、一方の測長手段11Aからの測長光L2が被測定物Wの表面Waに向けて出射した状態において、相対移動機構により、非接触プローブ10とXYステージ2とを相対移動させながら、被測定物Wの表面Waの形状を測定する。こののち、非接触プローブ10と被測定物Wとを、その姿勢のまま相対移動させて、他方の測長手段11Bからの測長光L2を被測定物Wの裏面Wbに向けて出射し、この状態において、相対移動機構により、非接触プローブ10とXYステージ2とを相対移動させながら、被測定物Wの裏面Wbの形状を測定する。
また、一組の測長手段11A,11Bを有する非接触プローブ10を用いているから、接触式に比べ、高速測定ができる。しかも、駆動機構やガイド機構などを不要にできるため、駆動機構の発熱、プローブの重量増や大型化などの問題もすべて解消できる。
また、測長手段11A,11Bに干渉計を用いたので、高精度な測定が実現できる。
また、測長手段11A,11Bに干渉計を用いたので、高精度な測定が実現できる。
また、一組の測長手段11A,11Bを用いているから、これら測長手段11A,11Bからの測長光L2の光軸上で測定が行われるから、アッベ誤差の影響が軽減される。
また、測定例としては、被測定物Wの表面Waおよび裏面Wbの形状を測定することができるとともに、一対の被測定物W1,W2を同時に測定することもできる。従って、効率的な測定が可能である。
また、測定例としては、被測定物Wの表面Waおよび裏面Wbの形状を測定することができるとともに、一対の被測定物W1,W2を同時に測定することもできる。従って、効率的な測定が可能である。
<第1実施形態の変形例>
本発明は、前述の実施形態に限定されるものでなく、本発明の目的を達成できる範囲での変形、改良などは本発明に含まれる。
前記実施形態では、一組の測長手段11A,11Bによって非接触プローブ10が構成
されていたが、これに限られない。例えば、図7に示すように、2組の測長手段21A,21Bを十字状に配置してもよい。
このようにすれば、4つの被測定物を同時に測定することができる。例えば、2組の金型を同時に測定することができ、より効率的な測定を行える。
本発明は、前述の実施形態に限定されるものでなく、本発明の目的を達成できる範囲での変形、改良などは本発明に含まれる。
前記実施形態では、一組の測長手段11A,11Bによって非接触プローブ10が構成
されていたが、これに限られない。例えば、図7に示すように、2組の測長手段21A,21Bを十字状に配置してもよい。
このようにすれば、4つの被測定物を同時に測定することができる。例えば、2組の金型を同時に測定することができ、より効率的な測定を行える。
更に、図8(平面図)に示すように、3以上の複数組、例えば、6組の測長手段11A,11B、21A,21B〜25A,25Bを仮想点を中心として放射状に配置してもよい。このようにすれば、被測定物の孔の内周面形状を短時間で測定できる。
例えば、図9(A)(B)に示すように、XYステージ2上に被測定物Wを配置したのち、この被測定物Wの孔Wc内に非接触プローブ10を位置させる。ついで、非接触プローブ10の複数組の測長手段11A,11B、21A,21B〜25A,25Bから被測定物Wの孔Wc内面に向けて測長光L2を出射し、非接触プローブ10と被測定物Wとを測長光L2の光軸に対して直交する1軸方向、つまり、孔Wcの軸方向へ相対移動させると、被測定物Wの孔Wc形状が測定される。
例えば、図9(A)(B)に示すように、XYステージ2上に被測定物Wを配置したのち、この被測定物Wの孔Wc内に非接触プローブ10を位置させる。ついで、非接触プローブ10の複数組の測長手段11A,11B、21A,21B〜25A,25Bから被測定物Wの孔Wc内面に向けて測長光L2を出射し、非接触プローブ10と被測定物Wとを測長光L2の光軸に対して直交する1軸方向、つまり、孔Wcの軸方向へ相対移動させると、被測定物Wの孔Wc形状が測定される。
従って、このような構成にすれば、被測定物Wの孔Wcの内面形状を能率的に測定することができる。しかも、例えば、一組の測長手段11A,11Bを備えた非接触プローブ10では孔Wcの内面形状を測定しようとする場合、孔Wc内で非接触プローブ10を回転させる必要があるが、図8に示す構造では、非接触プローブ10と被測定物Wとを測長光L2の光軸に対して直交する1軸方向へ相対移動させるだけでよいから、高精度な測定を実現できる。
次に、本発明の第2実施形態および第3実施形態について説明するが、上記第1実施形態と同一の構成部分には、第1実施形態の構成部分と同じ符合を付すとともに、それらの説明を省略または簡略化する。
<第2実施形態(図10および図11参照)>
以下、本発明の第2実施形態について説明する。
図10と図11に示すように、本実施形態では、上記第1実施形態と異なり、Z軸スライダ6と非接触プローブ10との間に回転機構30が設けられている。
以下、本発明の第2実施形態について説明する。
図10と図11に示すように、本実施形態では、上記第1実施形態と異なり、Z軸スライダ6と非接触プローブ10との間に回転機構30が設けられている。
回転機構30はZ軸スライダ6の先端に設けられ、内部に駆動モータ31と駆動軸32を有し、先端部に支持板33が設けられている。非接触プローブ10は支持板33を介して、回転機構30に回転可能に支持される。
回転機構30の内部には、駆動モータ31による支持板33及び非接触プローブ10の回転量を検出するロータリエンコーダ等の図示しない回転検出器が設けられている。
駆動モータ31が駆動されると、その駆動力によって駆動軸32と支持板33がZ軸回りに回転され、支持板33の回転とともに非接触プローブ10が、回転中心軸であるZ軸回りに回転される。非接触プローブ10のZ軸回りの回転量は前記回転検出器によって検出される。
回転機構30の内部には、駆動モータ31による支持板33及び非接触プローブ10の回転量を検出するロータリエンコーダ等の図示しない回転検出器が設けられている。
駆動モータ31が駆動されると、その駆動力によって駆動軸32と支持板33がZ軸回りに回転され、支持板33の回転とともに非接触プローブ10が、回転中心軸であるZ軸回りに回転される。非接触プローブ10のZ軸回りの回転量は前記回転検出器によって検出される。
Z軸スライダ6の外周には図示しない光学式などのスケールが設けられ、Z軸駆動機構7の内部で前記スケールに対向する部分には、前記スケールのZ軸方向の位置を検出する検出部が設けられている。
Z軸スライダ6がZ軸駆動機構7によってZ方向に移動されると、前記スケール及び検出部からなる変位検出器によって、Z軸スライダ6のZ軸方向の位置が検出される。
Z軸スライダ6がZ軸駆動機構7によってZ方向に移動されると、前記スケール及び検出部からなる変位検出器によって、Z軸スライダ6のZ軸方向の位置が検出される。
<被測定物の孔形状測定の説明(図11参照)>
次に、本実施形態の非接触形状測定機を用いて、円筒などの被測定物Wの孔形状を測定する方法について説明する。
次に、本実施形態の非接触形状測定機を用いて、円筒などの被測定物Wの孔形状を測定する方法について説明する。
図11に示すように、XYステージ2上に被測定物Wを配置したのち、被測定物Wの孔Wc内の所定のZ軸方向の位置に非接触プローブ10を位置させる。ついで、非接触プローブ10の測長手段11A,11Bから孔Wc内面に向けて測長光L2を出射し、その状態で、駆動モータ31を駆動して非接触プローブ10をZ軸回りに回転させる。これにより、所定位置での孔Wcの内径と真円度が測定される。このとき、被測定物WはXYステージ2上に載置されて位置固定された状態である。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、別の位置での孔Wcの内径と真円度が測定される。この測定を複数のZ軸方向の位置で行うことにより、孔Wcの内径と真円度の複数のデータ(プロファイル)が得られる。この複数のデータに基づいて孔Wcの形状、すなわち被測定物Wの円筒度が算出される。
なお、本実施形態における回転機構30は前記相対移動機構を構成する。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、別の位置での孔Wcの内径と真円度が測定される。この測定を複数のZ軸方向の位置で行うことにより、孔Wcの内径と真円度の複数のデータ(プロファイル)が得られる。この複数のデータに基づいて孔Wcの形状、すなわち被測定物Wの円筒度が算出される。
なお、本実施形態における回転機構30は前記相対移動機構を構成する。
<第2実施形態の効果>
本実施形態の非接触形状測定機と上記測定方法によれば、非接触プローブ10を用いて、孔Wcの内径と真円度、被測定物Wの円筒度を非接触で測定できるため、測定の際に被測定物Wを損傷することを防止できる。また、複数位置での高精度な内径と真円度のデータに基づいて、被測定物Wの円筒度が算出されるため、円筒度についても高精度な測定ができる。さらに、非接触プローブ10が、回転機構30によってZ軸回りに回転させられ、Z軸駆動機構7によってZ軸方向へ移動させられるため、複数位置での測定において、効率のいい測定を行うことができる。回転機構30の構造も複雑、大型にする必要がなく、非接触形状測定機自体も小型化することができ、内径の小さな被測定物Wの孔Wcの測定にも利用できる。
本実施形態の非接触形状測定機と上記測定方法によれば、非接触プローブ10を用いて、孔Wcの内径と真円度、被測定物Wの円筒度を非接触で測定できるため、測定の際に被測定物Wを損傷することを防止できる。また、複数位置での高精度な内径と真円度のデータに基づいて、被測定物Wの円筒度が算出されるため、円筒度についても高精度な測定ができる。さらに、非接触プローブ10が、回転機構30によってZ軸回りに回転させられ、Z軸駆動機構7によってZ軸方向へ移動させられるため、複数位置での測定において、効率のいい測定を行うことができる。回転機構30の構造も複雑、大型にする必要がなく、非接触形状測定機自体も小型化することができ、内径の小さな被測定物Wの孔Wcの測定にも利用できる。
<第2実施形態の変形例(図12ないし図15参照)>
図12に示す変形例では、図11に示す構造とは異なり、駆動モータ31と駆動軸32とがZ軸スライダ6の先端部分の内部に収納配置されている。このため、図11に示す構造と比べて、Z軸スライダ6の長さを短くでき、孔Wcの内径などの測定において、非接触プローブ10をZ軸方向に移動させるときの移動誤差の影響を軽減することができる。
図12に示す変形例では、図11に示す構造とは異なり、駆動モータ31と駆動軸32とがZ軸スライダ6の先端部分の内部に収納配置されている。このため、図11に示す構造と比べて、Z軸スライダ6の長さを短くでき、孔Wcの内径などの測定において、非接触プローブ10をZ軸方向に移動させるときの移動誤差の影響を軽減することができる。
図13と図14に示す変形例では、図11や図12に示す構造とは異なり、XYステージ2の上に、Z軸回りに回転可能な回転機構として機能する回転台40が設けられている。回転台40は被測定物WをZ軸回りに回転させるもので、図示しない駆動部によって回転駆動される。
本変形例の非接触形状測定機を用いた場合には、図14に示すように、被測定物Wの孔Wc内の所定のZ軸方向の位置に非接触プローブ10を位置させ、非接触プローブ10の測長手段11A,11Bから孔Wc内面に向けて測長光L2を出射する。その後、その状態で、前記駆動部によって回転台40をZ軸回りに回転し、回転台40とともに被測定物WをZ軸回りに回転させて、所定位置での孔Wcの内径と真円度が測定される。このとき、非接触プローブ10は位置固定された状態である。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、複数位置での孔Wcの内径と真円度が測定され、複数のデータに基づいて孔Wcの形状、すなわち被測定物Wの円筒度が算出される。
本変形例の非接触形状測定機と上記測定方法によれば、図10や図11に示したものと同様の効果を得ることができる。また、回転台40の構造も複雑、大型にする必要がなく、非接触形状測定機自体も小型化することができる。なお、本変形例における回転台40は前記相対移動機構を構成する。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、複数位置での孔Wcの内径と真円度が測定され、複数のデータに基づいて孔Wcの形状、すなわち被測定物Wの円筒度が算出される。
本変形例の非接触形状測定機と上記測定方法によれば、図10や図11に示したものと同様の効果を得ることができる。また、回転台40の構造も複雑、大型にする必要がなく、非接触形状測定機自体も小型化することができる。なお、本変形例における回転台40は前記相対移動機構を構成する。
図10ないし図14に示すものにおいては、1組の測長手段11A,11Bを有する非接触プローブ10を用いたが、これには限られず、図7に示すような、2組の測長手段11A,11B,21A,21Bを十字状に配置した非接触プローブ10を用いてもよい。
このような非接触プローブ10を用いれば、より多くの箇所から複数の測長光L2を出射でき、非接触プローブ10又は回転台40を回転させる角度が少なくてすみ、回転による測定誤差を低減できる。また、非接触プローブ10又は回転台40を回転させる角度が少なくてすむため、レーザ光発生手段12などに接続されるケーブルの取り回しを考慮する必要が無く、ケーブル配置の自由度を高めることができる。
このような非接触プローブ10を用いれば、より多くの箇所から複数の測長光L2を出射でき、非接触プローブ10又は回転台40を回転させる角度が少なくてすみ、回転による測定誤差を低減できる。また、非接触プローブ10又は回転台40を回転させる角度が少なくてすむため、レーザ光発生手段12などに接続されるケーブルの取り回しを考慮する必要が無く、ケーブル配置の自由度を高めることができる。
次に、図13に示す変形例の非接触形状測定機を用いて、被測定物Wの外径を測定する方法を図15に基づいて説明する。
図15に示すように、非接触プローブ10を、被測定物Wの外形から外側に離れたところであって、所定のZ軸方向の位置に位置させ、非接触プローブ10において、一方の測長手段11Aのレーザ光発生手段12から側長光L2を被測定物Wの外表面Wdに向けて出射する。その状態で、回転台40を回転させて被測定物Wを回転させる。これにより、所定位置での被測定物Wの外径が測定される。
図15に示すように、非接触プローブ10を、被測定物Wの外形から外側に離れたところであって、所定のZ軸方向の位置に位置させ、非接触プローブ10において、一方の測長手段11Aのレーザ光発生手段12から側長光L2を被測定物Wの外表面Wdに向けて出射する。その状態で、回転台40を回転させて被測定物Wを回転させる。これにより、所定位置での被測定物Wの外径が測定される。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、別の位置での被測定物Wの外径が測定される。この測定を、前記スケールに基づいて複数のZ軸方向の位置で行うことにより、被測定物Wの外径を高精度に得られる。
前記第2実施形態の変形例では、XYステージ2上に回転台40を設け、その回転台40上に被測定物Wを載置し、回転台40を回転させることで被測定物Wを回転させている。しかし、回転台40を設けずに、XYステージ2内部に回転機構を設けてXYステージ2を回転可能とし、この回転可能なXYステージ2上に被測定物Wを載置して、XYステージ2を回転させることで被測定物Wを回転させてもよい。
<第3実施形態(図16参照)>
次に、本発明の第3実施形態について説明する。
図16に示すように、本実施形態では、図10ないし図14に示す上記第2実施形態と異なり、回転機構30の支持板33に板状のオフセット治具50が支持されている。また、図13に示すような回転台40も設けられていない。ここで、Z軸スライダ6は、非接触プローブ10をXYステージ2に対して昇降させる昇降軸として機能する。
次に、本発明の第3実施形態について説明する。
図16に示すように、本実施形態では、図10ないし図14に示す上記第2実施形態と異なり、回転機構30の支持板33に板状のオフセット治具50が支持されている。また、図13に示すような回転台40も設けられていない。ここで、Z軸スライダ6は、非接触プローブ10をXYステージ2に対して昇降させる昇降軸として機能する。
オフセット治具50は、基端部51が支持板33にほぼ水平に支持され、先端部52が、被測定物Wの外形から外側に離れたところに位置している。
非接触プローブ10は、オフセット治具50の先端部52に支持固定されている。駆動モータ31が駆動されると、支持板33と、支持板33に支持されたオフセット治具50とが、Z軸スライダ6を回転中心軸としてその回りを回転する。オフセット治具50の回転により、非接触プローブ10もオフセット治具50とともにZ軸スライダ6を回転中心軸としてその回りを回転する。
非接触プローブ10は、オフセット治具50の先端部52に支持固定されている。駆動モータ31が駆動されると、支持板33と、支持板33に支持されたオフセット治具50とが、Z軸スライダ6を回転中心軸としてその回りを回転する。オフセット治具50の回転により、非接触プローブ10もオフセット治具50とともにZ軸スライダ6を回転中心軸としてその回りを回転する。
<被測定物の外形形状測定の説明(図16参照)>
次に、本実施形態の非接触形状測定機を用いて、被測定物Wの外形形状、例えば被測定物Wの外径を測定する方法について説明する。
図16に示すように、所定のZ軸方向の位置に非接触プローブ10を位置させ、非接触プローブ10において、一方の測長手段11Aのレーザ光発生手段12から側長光L2を被測定物Wの外表面Wdに向けて出射する。なお、一方の測長手段11Aのみのレーザ光発生手段12から側長光L2を出射するのではなく、双方の測長手段11A,11Bから側長光L2を出射してもよい。
この状態で、駆動モータ31を駆動し、オフセット治具50を介して非接触プローブ10をZ軸回りに回転させる。これにより、所定位置での被測定物Wの外径が測定される。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、別の位置での被測定物Wの外径が測定される。
次に、本実施形態の非接触形状測定機を用いて、被測定物Wの外形形状、例えば被測定物Wの外径を測定する方法について説明する。
図16に示すように、所定のZ軸方向の位置に非接触プローブ10を位置させ、非接触プローブ10において、一方の測長手段11Aのレーザ光発生手段12から側長光L2を被測定物Wの外表面Wdに向けて出射する。なお、一方の測長手段11Aのみのレーザ光発生手段12から側長光L2を出射するのではなく、双方の測長手段11A,11Bから側長光L2を出射してもよい。
この状態で、駆動モータ31を駆動し、オフセット治具50を介して非接触プローブ10をZ軸回りに回転させる。これにより、所定位置での被測定物Wの外径が測定される。
その後、Z軸駆動機構7によって非接触プローブ10をZ軸方向へ移動させ、上記と同様の動作により、別の位置での被測定物Wの外径が測定される。
<第3実施形態の効果>
本実施形態の非接触形状測定機では、回転機構30と、回転機構30によって回転されるオフセット治具50とが設けられ、非接触プローブ10が、オフセット治具50とともに回転可能にオフセット治具50に支持固定され、被測定物Wの外形から外側に離れたところに位置する。このため、非接触プローブ10を用いて被測定物Wの外周に接触することなく、被測定物Wの外径を測定できる。また、本実施形態の非接触形状測定機を用いた被測定物Wの外径を測定する方法は、スペースなどの都合で、図15に示した場合のように回転台40を設けることができないときに有効である。
本実施形態の非接触形状測定機では、回転機構30と、回転機構30によって回転されるオフセット治具50とが設けられ、非接触プローブ10が、オフセット治具50とともに回転可能にオフセット治具50に支持固定され、被測定物Wの外形から外側に離れたところに位置する。このため、非接触プローブ10を用いて被測定物Wの外周に接触することなく、被測定物Wの外径を測定できる。また、本実施形態の非接触形状測定機を用いた被測定物Wの外径を測定する方法は、スペースなどの都合で、図15に示した場合のように回転台40を設けることができないときに有効である。
前記各実施形態では、非接触プローブ10を干渉計によって構成された一対の測長手段11A,11Bによって構成したが、これに限られない。
例えば、対物レンズおよび結像レンズを通過した被測定物からの反射光を分割するビームスプリッタと、このビームスプリッタにより分割された各反射光の合焦位置よりも前および後にそれぞれ配置された2つのピンホールと、各ピンホールを通過した反射光の光量をそれぞれ検出する受光素子と、この各受光素子の出力が等しくなるように対物レンズを被測定物に対して接近離反させる機構を備え、対物レンズの位置から被測定物の形状を求める、いわゆるピンホール方式の測長手段であってもよい。要は、非接触式で被測定物までの距離を測定できる構造であれば、どのような方式であってもよい。
例えば、対物レンズおよび結像レンズを通過した被測定物からの反射光を分割するビームスプリッタと、このビームスプリッタにより分割された各反射光の合焦位置よりも前および後にそれぞれ配置された2つのピンホールと、各ピンホールを通過した反射光の光量をそれぞれ検出する受光素子と、この各受光素子の出力が等しくなるように対物レンズを被測定物に対して接近離反させる機構を備え、対物レンズの位置から被測定物の形状を求める、いわゆるピンホール方式の測長手段であってもよい。要は、非接触式で被測定物までの距離を測定できる構造であれば、どのような方式であってもよい。
前記実施形態では、XYステージ2と非接触プローブ10とが、X,Y,Z軸方向へ相対移動する三次元の測定機を対象としたが、例えば、非接触プローブ10がZ軸方向へ移動可能で、XYステージ2がX,Y軸方向のいずれか一軸方向へ移動可能な構成、つまり、二次元の測定装置であってもよい。
また、前記実施形態では、門型の三次元測定機について説明したが、横型の測定機、及びロボットアーム等の多関節ロボットであってもよい。
また、前記実施形態では、門型の三次元測定機について説明したが、横型の測定機、及びロボットアーム等の多関節ロボットであってもよい。
本発明は、例えば、金型などの被測定物を測定する測定機に利用できる。
2…XYステージ(テーブル)、
3…X軸駆動機構(相対移動機構)、
4…Y軸駆動機構(相対移動機構)、
5…門形フレーム(相対移動機構)、
6…Z軸スライダ(相対移動機構)、
7…Z軸駆動機構(相対移動機構)、
10…非接触プローブ
11A,11B、21A,21B〜25A,25B…測長手段、
12…レーザ光発生手段、
13…レーザ光分割手段、
14…反射ミラー、
15…レーザ光合成手段、
16…検出器、
17…ビームスプリッタ、
30…回転機構
40…回転台(回転機構)
50…オフセット治具
51…基端部
52…先端部
L…レーザ光、
L1…参照光、
L2…測長光、
L3…干渉光、
W,W1,W2…被測定物、
Wa…表面、
Wb…裏面、
Wc…孔、
Wd…外表面
3…X軸駆動機構(相対移動機構)、
4…Y軸駆動機構(相対移動機構)、
5…門形フレーム(相対移動機構)、
6…Z軸スライダ(相対移動機構)、
7…Z軸駆動機構(相対移動機構)、
10…非接触プローブ
11A,11B、21A,21B〜25A,25B…測長手段、
12…レーザ光発生手段、
13…レーザ光分割手段、
14…反射ミラー、
15…レーザ光合成手段、
16…検出器、
17…ビームスプリッタ、
30…回転機構
40…回転台(回転機構)
50…オフセット治具
51…基端部
52…先端部
L…レーザ光、
L1…参照光、
L2…測長光、
L3…干渉光、
W,W1,W2…被測定物、
Wa…表面、
Wb…裏面、
Wc…孔、
Wd…外表面
Claims (10)
- 非接触プローブと、
被測定物を載置するテーブルと、
前記非接触プローブと前記テーブルとを相対移動させる相対移動機構とを備え、
前記非接触プローブは、同軸上でかつ互いに離れる方向にレーザ光を出射し、そのレーザ光が被測定物によって反射した反射光を用いて、被測定物までの距離を求める一組の測長手段を含んで構成されている、ことを特徴とする非接触形状測定機。 - 請求項1に記載の非接触形状測定機において、
前記非接触プローブは、前記測長手段を複数組備え、こられ複数組の測長手段が仮想点を中心として放射状に配置されている、ことを特徴とする非接触形状測定機。 - 請求項1に記載の非接触形状測定機において、
前記相対移動機構には、前記テーブルに対して略直交する軸を回転中心軸として、前記非接触プローブと前記被測定物とを相対回転させる回転機構が設けられる、ことを特徴とする非接触形状測定機。 - 請求項1に記載の非接触形状測定機において、
前記相対移動機構は、前記非接触プローブを前記テーブルに対して昇降させる昇降軸を有し、
前記昇降軸の先端には、前記昇降軸を回転中心軸として回転する回転機構が設けられ、
前記回転機構には、先端に前記非接触プローブを支持したオフセット部材の基端が支持されている、ことを特徴とする非接触形状測定機。 - 請求項1ないし請求項4のいずれかに記載の非接触形状測定機において、
前記測長手段は、レーザ光を発生するレーザ光発生手段と、このレーザ光発生手段からのレーザ光を参照光と測長光とに分割するレーザ光分割手段と、前記参照光を反射する反射ミラーと、前記測長光が被測定物によって反射した反射光と前記参照光が前記反射ミラーによって反射された反射光とを合成して干渉させるレーザ光合成手段と、このレーザ光合成手段によって合成されたレーザ光の干渉光を検出する検出器とを有する干渉計によって構成されている、ことを特徴とする非接触形状測定機。 - 請求項1に記載の非接触形状測定機を用いて、被測定物の表裏面を測定する測定方法であって、
前記テーブル上に前記被測定物を載置する被測定物載置工程と、
前記非接触プローブの一方の測長手段から前記被測定物の表面に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸に対して直交する少なくとも1軸方向へ相対移動させながら前記被測定物の表面形状を測定する表面形状測定工程と、
前記非接触プローブと前記テーブルとをその姿勢のまま前記レーザ光の光軸方向およびこれに直交する1軸方向へ相対移動させたのち、前記非接触プローブの他方の測長手段から前記被測定物の裏面に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸方向に対して直交する少なくとも1軸方向へ相対移動させながら前記被測定物の裏面形状を測定する裏面形状測定工程と、を備えることを特徴とする測定方法。 - 請求項1に記載の非接触形状測定機を用いて、一対の被測定物の形状を同時に測定する測定方法であって、
前記テーブル上に前記一対の被測定物を対向して載置する被測定物載置工程と、
前記非接触プローブを前記一対の被測定物間に位置させる非接触プローブ設置工程と、
前記非接触プローブの一対の測長手段から前記一対の被測定物に向けてレーザ光を出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸に対して直交する少なくとも1軸方向へ相対移動させながら前記一対の被測定物の形状を同時に測定する測定工程と、を備えることを特徴とする測定方法。 - 請求項2に記載の非接触形状測定機を用いて、被測定物の孔形状を測定する測定方法であって、
前記テーブル上に前記被測定物を載置する被測定物載置工程と、
前記非接触プローブを前記被測定物の前記孔内に位置させる非接触プローブ設置工程と、
前記非接触プローブの複数組の測長手段から前記被測定物の孔内面に向けてレーザ光を
出射し、前記非接触プローブと前記テーブルとを前記レーザ光の光軸に対して直交しかつ前記孔の軸方向へ相対移動させながら前記被測定物の孔形状を測定する測定工程と、を備えることを特徴とする測定方法。 - 請求項3に記載の非接触形状測定機を用いて、被測定物の孔形状を測定する測定方法であって、
前記テーブル上に前記被測定物を載置する工程と、
前記非接触プローブを前記被測定物の前記孔内に位置させる非接触プローブ設置工程と、
前記非接触プローブの測長手段から前記被測定物の孔内面に向けてレーザ光を出射し、
その状態で、前記非接触プローブと前記被測定物とを前記回転中心軸回りに相対的に回転させながら前記被測定物の孔形状を測定する測定工程と、を備えることを特徴とする測定方法。 - 請求項4に記載の非接触形状測定機を用いて、被測定物の外形形状を測定する測定方法であって、
前記テーブル上に前記被測定物を載置する被測定物載置工程と、
前記非接触プローブを前記被測定物の外形から外側に離れた位置に位置させる非接触プローブ設置工程と、
前記非接触プローブの測長手段から前記被測定物の外表面に向けてレーザ光を出射し、その状態で、前記回転機構からの回転力によって、前記オフセット部材を介して前記非接触プローブを前記回転中心軸回りに回転させながら前記被測定物の外形形状を測定する測定工程と、を備えることを特徴とする測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010022702A JP2010204094A (ja) | 2009-02-05 | 2010-02-04 | 非接触形状測定機および測定方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009024681 | 2009-02-05 | ||
| JP2010022702A JP2010204094A (ja) | 2009-02-05 | 2010-02-04 | 非接触形状測定機および測定方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010204094A true JP2010204094A (ja) | 2010-09-16 |
Family
ID=42965698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010022702A Pending JP2010204094A (ja) | 2009-02-05 | 2010-02-04 | 非接触形状測定機および測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010204094A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014508292A (ja) * | 2011-02-11 | 2014-04-03 | ルーフオス・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | 表面を高精度で測定する方法及び装置 |
| CN116295212A (zh) * | 2023-05-17 | 2023-06-23 | 中国科学院长春光学精密机械与物理研究所 | 一种辅助在位集成加工的轮廓检测装置和方法 |
-
2010
- 2010-02-04 JP JP2010022702A patent/JP2010204094A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014508292A (ja) * | 2011-02-11 | 2014-04-03 | ルーフオス・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | 表面を高精度で測定する方法及び装置 |
| CN116295212A (zh) * | 2023-05-17 | 2023-06-23 | 中国科学院长春光学精密机械与物理研究所 | 一种辅助在位集成加工的轮廓检测装置和方法 |
| CN116295212B (zh) * | 2023-05-17 | 2023-08-11 | 中国科学院长春光学精密机械与物理研究所 | 一种辅助在位集成加工的轮廓检测装置和方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7576836B2 (en) | Camera based six degree-of-freedom target measuring and target tracking device | |
| JP6385531B1 (ja) | 光学式スピンドル多自由度誤差測定装置及び方法 | |
| US7576847B2 (en) | Camera based six degree-of-freedom target measuring and target tracking device with rotatable mirror | |
| JP5695578B2 (ja) | ロボットアーム用位置情報測定装置及び方法 | |
| JP7204806B2 (ja) | ロボットアームの繰り返し位置決め精度測定の装置及び方法 | |
| Gao et al. | Precision measurement of two-axis positions and tilt motions using a surface encoder | |
| JP2008275624A (ja) | 座標測定方法および座標測定装置 | |
| JP7125215B2 (ja) | 計測システム | |
| EP2138803B1 (en) | Jig for measuring an object shape and method for measuring a three-dimensional shape | |
| JP2011208992A (ja) | 空間座標測定システムおよび空間座標測定方法 | |
| JPWO2014084131A1 (ja) | 形状測定装置、構造物製造システム、ステージシステム、形状測定方法、構造物製造方法、プログラムを記録した記録媒体 | |
| JP2009216548A (ja) | 測定装置 | |
| JP6830997B1 (ja) | 多軸加工装置及びその補償方法 | |
| CN107091608B (zh) | 一种基于曲面基准件的五自由度参数测量方法 | |
| JP2020051892A (ja) | 計測システムおよび穴付きシャフトの製造方法 | |
| JP2017150993A (ja) | 内壁測定装置及びオフセット量算出方法 | |
| CN109520417A (zh) | 机床几何误差及旋转台转角定位误差检定装置和方法 | |
| JP7120247B2 (ja) | 表面形状測定装置、表面形状測定方法、構造物製造システム、構造物製造方法、及び表面形状測定プログラム | |
| JP5059700B2 (ja) | 被測定物形状測定治具及び三次元形状測定方法 | |
| JP2018021831A (ja) | 追尾式レーザ干渉計による位置決め機械の検査方法及び装置 | |
| JP2010204094A (ja) | 非接触形状測定機および測定方法 | |
| JP2014219372A (ja) | 面形状測定装置 | |
| JP2012145550A (ja) | 追尾式レーザ干渉測定装置の標的間絶対距離計測方法および追尾式レーザ干渉測定装置 | |
| TWI326630B (ja) | ||
| JP2022145717A (ja) | 多軸レーザ干渉測長器、及び、変位検出方法 |