JP2010214399A - アーク溶接方法 - Google Patents
アーク溶接方法 Download PDFInfo
- Publication number
- JP2010214399A JP2010214399A JP2009062457A JP2009062457A JP2010214399A JP 2010214399 A JP2010214399 A JP 2010214399A JP 2009062457 A JP2009062457 A JP 2009062457A JP 2009062457 A JP2009062457 A JP 2009062457A JP 2010214399 A JP2010214399 A JP 2010214399A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- base material
- arc
- wire
- short
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 259
- 238000000034 method Methods 0.000 title claims abstract description 43
- 239000000463 material Substances 0.000 claims abstract description 54
- 230000008859 change Effects 0.000 claims abstract description 11
- 230000008569 process Effects 0.000 claims abstract description 11
- 230000007246 mechanism Effects 0.000 claims description 14
- 238000000926 separation method Methods 0.000 claims description 3
- 238000012840 feeding operation Methods 0.000 abstract description 4
- 238000001514 detection method Methods 0.000 description 21
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
Images





Landscapes
- Arc Welding Control (AREA)
Abstract
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接方法であって、溶接ワイヤ17と溶接母材Wとが短絡している短絡状態からアークが発生しているアーク発生状態に移行される際、溶接ワイヤ17と溶接母材Wとの間の橋絡部に生じるくびれを検出する工程を含み、この工程の経過中にくびれが検出されないとき、溶接ワイヤ17を溶接母材Wから離間させ短絡状態を解放する。このような方法によれば、たとえば溶接ワイヤ17の送給動作の変動によって短絡状態が継続したとしても、スパッタの発生を確実に抑制することができる。
【選択図】 図6
Description
まず、過渡的な溶接開始処理を経た後に、外部からの溶接開始信号St(図5参照)が入力されることにより、一般的には、定常溶接処理が開始される。定常溶接処理においては、動作制御回路21は、出力開始信号Onを出力制御回路31および送給制御回路34に出力するとともに、動作制御信号Mcを溶接ロボット1に出力する。これにより、溶接トーチ14は溶接開始位置Spに移動される。また、送給制御回路34は、送給制御信号Fcを送給モータ151に送る。これにより、溶接ワイヤ17は、溶接母材Wに向かって定常速度で送給される。これら定常溶接処理によって、時刻t1以前の期間においては、溶接ワイヤ17と溶接母材Wとの間には、アークが発生される。
出力制御回路31からの溶接電圧Vwおよび溶接電流Iwによって溶接ワイヤ17の先端部に溶滴51が形成される。時刻t1においては、(H1)に示すように、上記溶滴51と溶接母材Wの溶融池52とが接触し、溶接ワイヤ17と溶接母材Wとの間が短絡状態となる。このとき、出力制御回路31は、溶接電流Iwを一旦低下させる。これにより、アーク発生状態から短絡状態に移行したときのスパッタの発生を抑制する。その後、溶滴51は、溶融池52へと移行する((H2)参照)。
出力制御回路31は、時刻t2〜t3において溶接電流Iwを増加させる。この溶接電流Iwの増加は、溶滴51の溶融池52への移行を促進するとともに、その移行の後にくびれを生じさせるために行われる。くびれ検出回路33は、通常、時刻t2〜t3の期間において、くびれを検出し、出力制御回路31にくびれ検出信号Ndを出力する。図6に示す溶接電圧Vwおよび溶接電流Iwの波形は、長期的に短絡状態が継続し、くびれ検出回路33がくびれを長期間検出できない場合を示している。
溶接ワイヤ17送給時の瞬間的な変動などに起因して、くびれを生じさせることができずに、短絡状態が継続する場合には((H3)参照)、所定時間Ts経過後においても溶接電圧Vwの単位時間当たりの変化量が所定の閾値以下である。くびれ検出回路33は、時刻t4において、その状態を検出し、短絡継続信号を出力制御回路31に出力する。
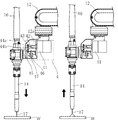
溶接トーチ14の移動がなされることにより、時刻t4〜t5において、溶接ワイヤ17と溶接母材Wとの短絡状態が解放され、(H5)に示すように、アーク53が発生される。この状態において、出力制御回路31は、溶接電流Iwを低下させる。これにより、アーク53が発生したときの溶融池52に加えられる圧力が弱められる。したがって、スパッタの発生を
抑制することができる。
時刻t6において、動作制御回路21は、復帰信号Rpを出力制御回路31および送給制御回路34に出力する。これにより、(K4),(K1)に示すようにドライブカム43が移動し、(H6)に示すように溶接トーチ14が溶接開始位置Spに移動される。
11 ベース部材
12,12a アーム
13 モータ
14 溶接トーチ
15 ワイヤ送給装置
151 送給モータ
16 コイルライナ
17 溶接ワイヤ
2 ロボット制御装置
21 動作制御回路
22 インターフェイス回路
3 溶接電源装置
31 出力制御回路
32 電圧検出回路
33 くびれ検出回路
34 送給制御回路
35 インターフェイス回路
41 モータ
42 偏芯シャフト
43 ドライブカム(カム機構)
44a,44b ベアリング
45 マウント
46 ブッシュ
47 シャフト
Fc 送給制御信号
Iw 溶接電流
Mc 動作制御信号
Nd くびれ検出信号
Rp 復帰信号
Sp 溶接開始位置
Vt 閾値電圧
Vw 溶接電圧
W 溶接母材
Claims (6)
- 溶接ワイヤと溶接母材との間にアークを発生させて溶接を行うアーク溶接方法であって、
上記溶接ワイヤと溶接母材とが短絡している短絡状態から上記アークが発生しているアーク発生状態に移行される際、上記溶接ワイヤと上記溶接母材との間の橋絡部に生じるくびれを検出する工程を含み、
上記工程の経過中に上記くびれが検出されないとき、上記溶接ワイヤを上記溶接母材から離間させ上記短絡状態を解放することを特徴とするアーク溶接方法。 - 上記工程の経過中に上記くびれが検出されないとき、上記溶接ワイヤから上記溶接母材に流れる溶接電流を低下させる、請求項1に記載のアーク溶接方法。
- 上記くびれが検出されないことの判別は、
上記短絡状態になってから所定時間が経過した後に、上記溶接ワイヤと上記溶接母材との間に供給する溶接電圧の単位時間当たりの変化量が所定の閾値以下であることにより行う、請求項1または2に記載のアーク溶接方法。 - 上記くびれが検出されないことの判別は、
上記短絡状態になってから所定時間が経過したことにより行う、請求項1または2に記載のアーク溶接方法。 - 上記溶接母材に対する上記溶接ワイヤの離間移動は、
上記溶接ワイヤを所定の溶接位置に導く溶接トーチを移動させることにより行う、請求項1ないし4のいずれかに記載のアーク溶接方法。 - 上記溶接母材に対する上記溶接トーチの離間移動は、上記溶接トーチを上記溶接母材に対して接近および離間させることができるカム機構により行われる、請求項5に記載のアーク溶接方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009062457A JP2010214399A (ja) | 2009-03-16 | 2009-03-16 | アーク溶接方法 |
| CN201010125970.6A CN101898272B (zh) | 2009-03-16 | 2010-02-25 | 电弧焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009062457A JP2010214399A (ja) | 2009-03-16 | 2009-03-16 | アーク溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010214399A true JP2010214399A (ja) | 2010-09-30 |
| JP2010214399A5 JP2010214399A5 (ja) | 2012-03-08 |
Family
ID=42973805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009062457A Pending JP2010214399A (ja) | 2009-03-16 | 2009-03-16 | アーク溶接方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2010214399A (ja) |
| CN (1) | CN101898272B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012071310A (ja) * | 2010-08-31 | 2012-04-12 | Daihen Corp | 消耗電極アーク溶接のくびれ検出制御方法 |
| JP2014121716A (ja) * | 2012-12-20 | 2014-07-03 | Yaskawa Electric Corp | アーク溶接用電源装置、アーク溶接システムおよびアーク溶接用電源装置の制御方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5908802B2 (ja) * | 2012-06-19 | 2016-04-26 | 株式会社ダイヘン | プラズマアーク溶接方法およびプラズマアーク溶接システム |
| CN103567603B (zh) * | 2012-07-18 | 2017-01-04 | 株式会社大亨 | 焊接电源的输出控制方法 |
| JP7499433B2 (ja) * | 2019-05-22 | 2024-06-14 | パナソニックIpマネジメント株式会社 | アーク溶接方法及びアーク溶接装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6064774A (ja) * | 1983-04-30 | 1985-04-13 | Kobe Steel Ltd | 短絡移行を伴なう溶接の電流制御方法 |
| JPS62134176A (ja) * | 1985-12-06 | 1987-06-17 | Matsushita Electric Ind Co Ltd | 消耗電極型ア−ク溶接方法および装置 |
| JP2004298924A (ja) * | 2003-03-31 | 2004-10-28 | Daihen Corp | 短絡を伴うアーク溶接の送給制御方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4739641B2 (ja) * | 2002-09-26 | 2011-08-03 | 株式会社ダイヘン | 短絡アーク溶接用電源装置及びロボット溶接装置 |
| JP4739874B2 (ja) * | 2005-09-12 | 2011-08-03 | 株式会社ダイヘン | 消耗電極アーク溶接のくびれ検出制御方法 |
-
2009
- 2009-03-16 JP JP2009062457A patent/JP2010214399A/ja active Pending
-
2010
- 2010-02-25 CN CN201010125970.6A patent/CN101898272B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6064774A (ja) * | 1983-04-30 | 1985-04-13 | Kobe Steel Ltd | 短絡移行を伴なう溶接の電流制御方法 |
| JPS62134176A (ja) * | 1985-12-06 | 1987-06-17 | Matsushita Electric Ind Co Ltd | 消耗電極型ア−ク溶接方法および装置 |
| JP2004298924A (ja) * | 2003-03-31 | 2004-10-28 | Daihen Corp | 短絡を伴うアーク溶接の送給制御方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012071310A (ja) * | 2010-08-31 | 2012-04-12 | Daihen Corp | 消耗電極アーク溶接のくびれ検出制御方法 |
| JP2014121716A (ja) * | 2012-12-20 | 2014-07-03 | Yaskawa Electric Corp | アーク溶接用電源装置、アーク溶接システムおよびアーク溶接用電源装置の制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101898272A (zh) | 2010-12-01 |
| CN101898272B (zh) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012066288A (ja) | アークスタート時のスパッタの発生を低減するアーク溶接方法 | |
| CN101821048A (zh) | 引弧控制方法 | |
| JP5933947B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| CN113825582A (zh) | 电弧焊接方法以及电弧焊接装置 | |
| JP5139587B2 (ja) | アーク溶接方法 | |
| JP2010214399A (ja) | アーク溶接方法 | |
| JP5596394B2 (ja) | アーク溶接方法 | |
| CN102441722B (zh) | 电弧焊接方法 | |
| JP4809014B2 (ja) | ロボット溶接のアークスタート制御方法 | |
| JP4745453B1 (ja) | アーク溶接装置 | |
| TWI516331B (zh) | Arc welding method and arc welding system | |
| JP5626866B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP5545996B2 (ja) | 消耗電極アーク溶接のくびれ検出制御方法 | |
| JP6320851B2 (ja) | 消耗電極式アーク溶接のアークスタート制御方法、溶接装置 | |
| JP4490011B2 (ja) | アークスタート制御方法 | |
| JP2009106984A (ja) | 2ワイヤ溶接の溶接開始方法 | |
| JP2008149361A (ja) | 消耗電極アーク溶接のアークスタート制御方法 | |
| JP5468841B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP2011036897A (ja) | アーク溶接の開始方法 | |
| JP5577210B2 (ja) | 2電極アーク溶接方法および2電極アーク溶接システム | |
| JP2007216303A (ja) | アークスタート制御方法 | |
| JP5090760B2 (ja) | 溶接トーチ及びロボットアーク溶接のアークスタート方法 | |
| JP2002178145A (ja) | アークスタート制御方法及び溶接電源装置 | |
| JP4698977B2 (ja) | 溶接ロボット制御システム | |
| JP2010221287A (ja) | アーク溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120123 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130528 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130717 |
|
| A02 | Decision of refusal |
Effective date: 20131224 Free format text: JAPANESE INTERMEDIATE CODE: A02 |