JP2010214552A - 角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 - Google Patents
角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 Download PDFInfo
- Publication number
- JP2010214552A JP2010214552A JP2009065489A JP2009065489A JP2010214552A JP 2010214552 A JP2010214552 A JP 2010214552A JP 2009065489 A JP2009065489 A JP 2009065489A JP 2009065489 A JP2009065489 A JP 2009065489A JP 2010214552 A JP2010214552 A JP 2010214552A
- Authority
- JP
- Japan
- Prior art keywords
- grindstone
- silicon ingot
- grinding
- prismatic silicon
- cup wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 title claims abstract description 229
- 229910052710 silicon Inorganic materials 0.000 title claims abstract description 229
- 239000010703 silicon Substances 0.000 title claims abstract description 229
- 238000000034 method Methods 0.000 title claims description 31
- 238000000227 grinding Methods 0.000 claims abstract description 264
- 230000007246 mechanism Effects 0.000 claims description 88
- 229910003460 diamond Inorganic materials 0.000 claims description 68
- 239000010432 diamond Substances 0.000 claims description 68
- 238000005520 cutting process Methods 0.000 claims description 67
- 239000012530 fluid Substances 0.000 claims description 21
- 230000002093 peripheral effect Effects 0.000 claims description 15
- 238000003754 machining Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 9
- 230000001360 synchronised effect Effects 0.000 claims description 7
- 240000004282 Grewia occidentalis Species 0.000 claims description 4
- 238000007790 scraping Methods 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 17
- 238000004519 manufacturing process Methods 0.000 description 8
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 7
- 230000003028 elevating effect Effects 0.000 description 5
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 230000001965 increasing effect Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- 240000004050 Pentaglottis sempervirens Species 0.000 description 2
- 235000004522 Pentaglottis sempervirens Nutrition 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 229910021419 crystalline silicon Inorganic materials 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- -1 alicyclic hydrocarbon Chemical class 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000011044 quartzite Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【課題】フットプリントが小さく、スループット時間が短いシリコンインゴットの面取り加工装置の提供。
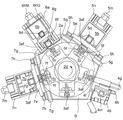
【解決手段】インデックス型ロータリーテーブル(2)に主軸台(3ar)の5台と心押台(3af)5台よりなる5基のクランプ装置(3)を縦方向に同一円周上に且つ等間隔に設けてインデックス型ロータリーテーブル(2)上をワークピースのローディング/アンローディングステージ(s1)、ワークピースのコーナー部円弧粗研削ステージ(s2)、ワークピースの両側平面粗研削ステージ(s3)、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)およびワークピースの両側平面仕上げ研削ステージ(s5)位置に区分けした面取り加工装置。
【選択図】図5
Description
本発明は、太陽電池の基板として用いられる正方形もしくは長方形基板の原材料の角柱状の多結晶シリコンインゴットや単結晶シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法に関する。シリコンインゴットをワイヤーカット方法で厚み200〜240μmにスライスして同時に多くの太陽電池用シリコン基板を得る際に、切断時のチッピングや割れのない角柱状シリコンインゴットを与えるためにシリコンインゴット表面(コーナー部表面および平面)を研削工具で均一に3〜5,000μm面取り加工する面取り加工するのに使用される。
太陽電池用シリコン基板を製造する工程において、円柱状インゴットの円断面4周片をバンドソウで切り取り、4コーナー部に円弧を残した角柱状シリコンインゴット(ワークピース)となし、ついで、横形円筒研削装置の主軸台と心押台よりなるクランプ装置で支架し、カップホイール型砥石で4側面の表面を所望厚み(8〜10mm)を面取りし、ついでスライスして厚み200〜330μmの正方形状シリコン基板を製造することが行われている(例えば、非特許文献1参照)。
また、角柱状シリコンインゴットとして、溶解した金属珪素(Si)溶湯を角柱状グラファイト容器内に注湯し一方向に凝固させた後、容器内面と接触汚染した下端面と側面を面取りして得られる多結晶シリコンインゴットや、半導体基板の生産が閑散な時期に、半導体基板製造用円柱状シリコンインゴットの四側面を一部R部分を残してスライサーにより切断し、ついで、両端面を面取り加工し、その後、柱状物インゴットのコーナーR面取り加工(取り代量は7.5〜8mm)したのち、四側面平面を面取り加工(取り代量は0.5〜1mm)して太陽電池用の角柱状単結晶シリコンインゴットとしたものが利用されている。多結晶シリコン基板に比較して単結晶シリコン基板の方が光変換率がより高いが、面取り加工は難しいと言われている。
例えば、ケイ石またはケイ砂を電気炉で還元して得た金属シリコン融液を、耐熱性柱状容器内に流し込み、容器下端から上端に向けて徐々に冷却することによって一方向凝固した角柱状多結晶シリコンインゴット棒とし、容器内面と接触汚染した下端面と側面を研削、研磨して面取りし、さらにフッ酸・硝酸混合水溶液でエッチングして多結晶シリコンインゴットを製造する方法が提案されている(例えば、特許文献1参照)。
角柱状多結晶シリコンインゴットを厚み200〜330μm厚の太陽電池用シリコン基板とするスライサーとしてワイヤーカットソウやバンドソウも提案されている(例えば、特許文献2参照)。
一方、半導体基板用シリコン基板の製造用の円柱状シリコンインゴットの表面を面取り加工する横形の円筒研削装置も知られている(例えば、特許文献3、特許文献4、特許文献5および特許文献6参照)。
これら特許文献3乃至特許文献6に開示される横形の円筒研削装置は、減速機構を介してサーボモータによりセンター軸を回転させる主軸台と左右方向に移動可能な心押台の一対よりなるクランプ機構と、このクランプ機構の主軸台シンターと心押台センターとによって円柱状シリコンインゴットの軸芯が水平(横)方向に、かつ、回転可能に支持された円柱状インゴットの円周上面部に円板状平砥石の円形平面が向くように砥石軸に軸承した研削ヘッドを昇降させる昇降機構と、前記研削ヘッドを円柱状インゴットの前記軸芯に対し平行に左右移動させるリニア移動機構よりなる。
円柱状シリコンインゴットの円筒研削は、回転する円柱状インゴットの円周上面部高さ位置の面取りする高さ位置に円板状平砥石の底面を昇降機構により下降させ、ついで、リニア移動機構により研削ヘッドを右方向に移動させて研削ヘッドの円板状平砥石を円柱状インゴットの円周上面に回転させながら円柱状インゴット当接させて切り込みを開始し、円板状平砥石が円柱状インゴットの右端位置に到達した後、円板状平砥石を昇降機構により切り込み量の高さ量下降させ、リニア移動機構により円板状平砥石の移動方向を左方向に反転させ、ついで、円板状平砥石が円柱状インゴットの左端位置に到達した後、円板状平砥石を昇降機構により切り込み量の高さ量下降させ、リニア移動機構により研削ヘッドを右方向に移動させ、円板状平砥石が円柱状インゴットの右端位置に到達した後、円板状平砥石を昇降機構により切り込み量の高さ量下降させ、リニア移動機構により円板状平砥石の移動方向を左方向に反転させ、ついで、円板状平砥石が円柱状インゴットの左端位置に到達後、以下同様にして円板状平砥石の下降、反転、面取り、下降、反転、面取りを繰り返し、所望の厚み(10μm〜5mm)の面取り加工を行う。
本発明者等は、この横形の円筒研削装置を用い、一辺が156mm、長さ250mmの角柱状シリコンインゴットを心押台センターと心押台センターとで支架し、角柱状シリコンインゴットの表面の面取り加工を試みたが、円板状平砥石の接触面積が大きく、円周外周面を面取りしても表面粗さが2〜5μmであり、表面粗さが1μm以下の面取り加工が困難であることが判明した。
角柱状シリコンインゴットの一辺の長さが50mmから125mm、156mm、200mm、240mmと長くなるに連れて、一辺が156mmm乃至240mmの角柱状シリコンインゴットをワイヤーカットソウで一度にスライスして厚み200〜330μmの太陽電池用シリコン基板を多量生産する際に角柱状シリコンインゴットのコーナー部でチッピングが発生することが往々にあり、シリコン基板の生産ロス率を高めていることが基板加工メーカーより指摘されている。
一辺が156mm、高さが250mmであり四隅にR部を残して切断された角柱状単結晶シリコンインゴットの面取り加工に現在では約95分、一辺が156mm、高さが500mmであり四隅にR部を残して切断された角柱状単結晶シリコンインゴットの面取り加工に約180分要しているのが実情である。
アース・グリーン・エコロジィの一環から太陽電池が注目され、その需要が大きく伸びているので、太陽電池用シリコン基板加工メーカーは、一辺が156〜330mmの角柱状シリコンインゴットの表面を面取り加工でき、かつ、機械設置面積が小さい面取り装置の出現を望んでいる。
株式会社ジェイシーエム、"太陽電池製造装置 単結晶 全自動ライン",〔オンライン〕、平成21年3月9日検索、インターネット<URL:http://www.e-jcm.co.jp/SolarCell/Mono/Auto/>
特開平8−73297号公報
米国公開特許第2008/0223351A1明細書
特開平4−322965号公報
特開平6−166600号公報
特開平6−246630号公報
特開2002−18711号公報
本発明者らは、横形の円筒研削装置を立て形の円筒研削装置として設置面積をコンパクト化させ、一連の面取り(研削)加工ステージをカップホイール型砥石を用いるコーナー部粗研削加工ステージ(s2)と、一対のカップホイール型砥石を用いる両側面同時平面粗研削加工ステージ(s3)と、円筒砥石車の外周面を用いるコーナー部仕上げ円筒研削加工ステージ(s4)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s5)の四ステージに分け、これにローディング/アンローディングステージ(s1)を加えることにより、太陽電池用シリコン基板加工メーカーの所望する角柱状シリコンインゴットの面取り加工装置を提供できることを見出し、本発明に至った。
本発明の請求項1に記載の面取り加工装置は、
上ロータリーテーブルと下ロータリーテーブルが中空筒固定材により一体に結合され、前記中空筒固定材を回転させる回転駆動機構が設けられたインデックス型ロータリーテーブル、
このインデックス型ロータリーテーブルの下ロータリーテーブルにサーボモータによりセンター軸を回転させる主軸台の5台を同一円周上に且つ72度の等間隔に設け、前記中空筒固定材壁に上ロータリーテーブルに向かって上下方向に移動可能な心押台5台を同一円周上に且つ72度の等間隔に前記主軸台のセンター軸の延長上に心押台のセンター軸が在るように設けた五対のクランプ機構を設け、この五対のクランプ機構の位置でインデックス型ロータリーテーブル上のワークピースのローディング/アンローディングステージ(s1)、ワークピースのコーナー部円弧粗研削ステージ(s2)、ワークピースの両側平面粗研削ステージ(s3)、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)およびワークピースの両側平面仕上げ研削ステージ(s5)位置に区分けたインデックス型ロータリーテーブル、
前記インデックス型ロータリーテーブルのコーナー部円弧粗研削ステージ(s2)のクランプ機構に向かってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッドを上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
前記インデックス型ロータリーテーブルのワークピースの両側平面粗研削ステージ(s3)のクランプ機構に向かい合ってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッド一対を上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
前記インデックス型ロータリーテーブルのワークピースのコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構に向かって円筒状砥石の外周面を向けて円筒状砥石を砥石軸に回転自在に軸承する研削ヘッドを上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
および、
前記インデックス型ロータリーテーブルのワークピースの両側平面仕上げ研削ステージ(s5)のクランプ機構に向かい合ってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッド一対を上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド、
を設けたことを特徴とする角柱状シリコンインゴットの面取り加工装置を提供するものである。
上ロータリーテーブルと下ロータリーテーブルが中空筒固定材により一体に結合され、前記中空筒固定材を回転させる回転駆動機構が設けられたインデックス型ロータリーテーブル、
このインデックス型ロータリーテーブルの下ロータリーテーブルにサーボモータによりセンター軸を回転させる主軸台の5台を同一円周上に且つ72度の等間隔に設け、前記中空筒固定材壁に上ロータリーテーブルに向かって上下方向に移動可能な心押台5台を同一円周上に且つ72度の等間隔に前記主軸台のセンター軸の延長上に心押台のセンター軸が在るように設けた五対のクランプ機構を設け、この五対のクランプ機構の位置でインデックス型ロータリーテーブル上のワークピースのローディング/アンローディングステージ(s1)、ワークピースのコーナー部円弧粗研削ステージ(s2)、ワークピースの両側平面粗研削ステージ(s3)、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)およびワークピースの両側平面仕上げ研削ステージ(s5)位置に区分けたインデックス型ロータリーテーブル、
前記インデックス型ロータリーテーブルのコーナー部円弧粗研削ステージ(s2)のクランプ機構に向かってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッドを上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
前記インデックス型ロータリーテーブルのワークピースの両側平面粗研削ステージ(s3)のクランプ機構に向かい合ってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッド一対を上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
前記インデックス型ロータリーテーブルのワークピースのコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構に向かって円筒状砥石の外周面を向けて円筒状砥石を砥石軸に回転自在に軸承する研削ヘッドを上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
および、
前記インデックス型ロータリーテーブルのワークピースの両側平面仕上げ研削ステージ(s5)のクランプ機構に向かい合ってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッド一対を上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド、
を設けたことを特徴とする角柱状シリコンインゴットの面取り加工装置を提供するものである。
請求項2に記載の発明は、請求項1に記載の面取り加工装置を用い、4周辺をスライス加工し、四円弧隅部が残された角柱状シリコンインゴット(w)を、次のA)乃至D)の工程を経て角柱状シリコンインゴットの面取り加工をする方法を提供するものである。
A)カップホイール型砥石を用いて四円弧隅部を粗研削加工により面取りを行う。
B)カップホイール型砥石を用いて四側面平面を粗研削加工により面取りを行う。
C)円筒状砥石の外周面を用い、前記粗研削加工された四円弧隅部を仕上げ研削加工により面取りを行う。
D)カップホイール型砥石を用いて前記粗研削加工された四側面平面を仕上げ研削加工により面取りを行う。
A)カップホイール型砥石を用いて四円弧隅部を粗研削加工により面取りを行う。
B)カップホイール型砥石を用いて四側面平面を粗研削加工により面取りを行う。
C)円筒状砥石の外周面を用い、前記粗研削加工された四円弧隅部を仕上げ研削加工により面取りを行う。
D)カップホイール型砥石を用いて前記粗研削加工された四側面平面を仕上げ研削加工により面取りを行う。
請求項3に記載の発明は、請求項1に記載の面取り加工装置(1)を用い、次の1)から28)の工程を経て角柱状シリコンインゴットの面取り加工をする方法を提供するものである。
1)インデックス型ロータリーテーブル(2)上のローディング/アンローディングステージ(s1)位置にある主軸台(3ar)のセンター軸を回転させて芯出しする。ついで、その主軸台(3ar)のセンター軸受け台上に角柱状シリコンインゴット(w)をその長手方向が上下方向となるように載置し、ついで、心押台のセンター軸受け台を下降させて角柱状シリコンインゴットの上下両端を固定(クランプ)する。
2)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧粗研削ステージ(s2)上の位置へと移動させる。
3)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行う。
4)主軸台のセンター軸を10〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させ、一方、研削ヘッド(4)の砥石軸(4c)に軸承された砥番500〜1,200のダイヤモンドカップホイール型砥石(4f)を研削開始待機位置まで昇降させ、ついで、砥石軸(4c)をその軸芯回りに800〜3,000rpmの回転速度で回転させつつ、ダイヤモンドカップホイール型砥石(4f)を左方向に移動させてダイヤモンドカップホイール型砥石(4f)の刃先を角柱状シリコンインゴット(w)のコーナー部に当接させて切り込みを開始する。
5)コーナー部円弧粗研削ステージ(s2)上で、角柱状シリコンインゴット(w)の前記回転移動と、前記回転しているダイヤモンドカップホイール型砥石(4f)の1〜15mm/分の昇降移動および0.1〜1mm量の切り込みのための左側移動の相対的な動きにより角柱状シリコンインゴット(w)の四隅を7〜10mm削り取るR面取り粗研削加工を行う。このR面取り粗研削加工の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(4f)の刃先が当接する加工作業点に向けて研削液が5〜100cc/分の供給量で供給される。
6)角柱状シリコンインゴット(w)の四隅の所望量のR面取り粗研削加工を終えたのち、ダイヤモンドカップホイール型砥石(4f)を右側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(4f)の回転を止め、ダイヤモンドカップホイール型砥石(4f)を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸の回転を停止させる。
7)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のワークピースの両側平面粗研削ステージ(s3)上の位置へと移動させる。
8)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
9)ワークピースの両側平面粗研削ステージ(s3)上位置の角柱状シリコンインゴット(w)に対する砥番800〜1,200のダイヤモンドカップホイール型砥石(5f,5f)を軸承する砥石軸(5c,5c)を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石(5f,5f)の砥石軸を回転速度100〜300rpmで同期制御回転させる。
10)前記砥石軸(5c,5c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(5c,5c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.1〜0.3mm量の切り込みを繰り返し、所望量(0.3〜0.8m)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(5f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
11)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(5f,5f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)の回転を止め、ダイヤモンドカップホイール型砥石(5f,5f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
12)前記砥石軸(5c,5c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(5c,5c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.1〜0.3mm量の切り込みを繰り返し、所望量(0.3〜0.8mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(5f,5f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
13)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(5f,5f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)の回転を止め、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)を昇降させて研削開始待機位置で停止させる。
14)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧仕上げ研削ステージ(s4)位置へと移動させる。
15)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
16)前記インデックス型ロータリーテーブル(2)のコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構(3)に固定される角柱状シリコンインゴット(w)の左横側に設けられた研削ヘッド(6)の砥石軸(6c)に軸承された円筒形状砥石(6f)を上方向または下方向に移動させて研削開始待機位置で停止させる。
17)クランプ機構により上下端を固定された角柱状シリコンインゴット(w)を主軸台(3ar)のセンター軸を30〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させる。一方、研削ヘッド(6)の砥石軸(6c)に軸承された砥番1,200〜4,000のダイヤモンド円筒形状砥石(6f)を研削開始待機位置まで昇降させ、ついで、砥石軸(6c)をその軸芯回りに1,200〜3,000rpmの回転速度で回転させつつ、円筒形状砥石(6f)を右方向に移動させて円筒形状砥石(6f)の外周面を角柱状シリコンインゴット(w)のコーナー部に線接触させて切り込みを開始する。
18)前記円筒状砥石(6f)の上方向または下方向の1〜15mm/分の昇降移動および左方向への切込み移動を行い円筒状砥石(6f)の外周面を角柱状シリコンインゴット(w)のコーナー部に摺擦して0.05〜0.1mm量の切り込みを行う作業を繰り返し、所望量(0.2〜0.6mm)のR面取り仕上げ研削加工を行う。この角柱状シリコンインゴット(w)の四隅R面取り仕上げ研削加工の際、角柱状シリコンインゴット(w)隅部と円筒状砥石(6f)の外周面が当接する加工作業点に向けて研削液が20〜2,000cc/分の供給量で供給される。
19)角柱状シリコンインゴット(w)の四隅の所望量のR面取り仕上げ研削加工を終えたのち、円筒状砥石(6f)を左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、円筒状砥石(6f)の砥石軸(6c)の回転を止め、円筒状砥石(6f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸の回転を停止させる。
20)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上の両側面同時平面仕上げ研削加工ステージ(s5)位置へと移動させる。
21)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
22)ワークピースの両側平面仕上げ研削ステージ(s5)上位置の角柱状シリコンインゴット(w)に対する砥番1,200〜3,000のダイヤモンドカップホイール型砥石(7f,7f)を軸承する砥石軸(7c,7c)を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石(7f,7f)の砥石軸を回転速度120〜350rpmで同期制御回転させる。
23)前記砥石軸(7c,7c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
24)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(7f,7f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(7f,7f)の砥石軸(7c)の回転を止め、ダイヤモンドカップホイール型砥石(7f,7f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
25)前記砥石軸(7c,7)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f,7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
26)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(7f,7f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(7f,7f)の砥石軸(7c)を昇降させて研削開始待機位置で停止させる。
27)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転、または逆方向に288度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のローディング/アンローディングステージ(s1)位置へと移動させる。
28)ローディング/アンローディングステージ(s1)位置にある心押台のセンター軸を上方に移動させ、前記センター軸下端に設けられた受け台を角柱状シリコンインゴット(w)上端面から遠ざける。ついで、面取り加工された角柱状シリコンインゴット(w)を主軸台(3ar)から取り外す。
1)インデックス型ロータリーテーブル(2)上のローディング/アンローディングステージ(s1)位置にある主軸台(3ar)のセンター軸を回転させて芯出しする。ついで、その主軸台(3ar)のセンター軸受け台上に角柱状シリコンインゴット(w)をその長手方向が上下方向となるように載置し、ついで、心押台のセンター軸受け台を下降させて角柱状シリコンインゴットの上下両端を固定(クランプ)する。
2)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧粗研削ステージ(s2)上の位置へと移動させる。
3)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行う。
4)主軸台のセンター軸を10〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させ、一方、研削ヘッド(4)の砥石軸(4c)に軸承された砥番500〜1,200のダイヤモンドカップホイール型砥石(4f)を研削開始待機位置まで昇降させ、ついで、砥石軸(4c)をその軸芯回りに800〜3,000rpmの回転速度で回転させつつ、ダイヤモンドカップホイール型砥石(4f)を左方向に移動させてダイヤモンドカップホイール型砥石(4f)の刃先を角柱状シリコンインゴット(w)のコーナー部に当接させて切り込みを開始する。
5)コーナー部円弧粗研削ステージ(s2)上で、角柱状シリコンインゴット(w)の前記回転移動と、前記回転しているダイヤモンドカップホイール型砥石(4f)の1〜15mm/分の昇降移動および0.1〜1mm量の切り込みのための左側移動の相対的な動きにより角柱状シリコンインゴット(w)の四隅を7〜10mm削り取るR面取り粗研削加工を行う。このR面取り粗研削加工の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(4f)の刃先が当接する加工作業点に向けて研削液が5〜100cc/分の供給量で供給される。
6)角柱状シリコンインゴット(w)の四隅の所望量のR面取り粗研削加工を終えたのち、ダイヤモンドカップホイール型砥石(4f)を右側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(4f)の回転を止め、ダイヤモンドカップホイール型砥石(4f)を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸の回転を停止させる。
7)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のワークピースの両側平面粗研削ステージ(s3)上の位置へと移動させる。
8)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
9)ワークピースの両側平面粗研削ステージ(s3)上位置の角柱状シリコンインゴット(w)に対する砥番800〜1,200のダイヤモンドカップホイール型砥石(5f,5f)を軸承する砥石軸(5c,5c)を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石(5f,5f)の砥石軸を回転速度100〜300rpmで同期制御回転させる。
10)前記砥石軸(5c,5c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(5c,5c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.1〜0.3mm量の切り込みを繰り返し、所望量(0.3〜0.8m)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(5f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
11)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(5f,5f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)の回転を止め、ダイヤモンドカップホイール型砥石(5f,5f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
12)前記砥石軸(5c,5c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(5c,5c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.1〜0.3mm量の切り込みを繰り返し、所望量(0.3〜0.8mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(5f,5f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
13)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(5f,5f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)の回転を止め、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)を昇降させて研削開始待機位置で停止させる。
14)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧仕上げ研削ステージ(s4)位置へと移動させる。
15)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
16)前記インデックス型ロータリーテーブル(2)のコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構(3)に固定される角柱状シリコンインゴット(w)の左横側に設けられた研削ヘッド(6)の砥石軸(6c)に軸承された円筒形状砥石(6f)を上方向または下方向に移動させて研削開始待機位置で停止させる。
17)クランプ機構により上下端を固定された角柱状シリコンインゴット(w)を主軸台(3ar)のセンター軸を30〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させる。一方、研削ヘッド(6)の砥石軸(6c)に軸承された砥番1,200〜4,000のダイヤモンド円筒形状砥石(6f)を研削開始待機位置まで昇降させ、ついで、砥石軸(6c)をその軸芯回りに1,200〜3,000rpmの回転速度で回転させつつ、円筒形状砥石(6f)を右方向に移動させて円筒形状砥石(6f)の外周面を角柱状シリコンインゴット(w)のコーナー部に線接触させて切り込みを開始する。
18)前記円筒状砥石(6f)の上方向または下方向の1〜15mm/分の昇降移動および左方向への切込み移動を行い円筒状砥石(6f)の外周面を角柱状シリコンインゴット(w)のコーナー部に摺擦して0.05〜0.1mm量の切り込みを行う作業を繰り返し、所望量(0.2〜0.6mm)のR面取り仕上げ研削加工を行う。この角柱状シリコンインゴット(w)の四隅R面取り仕上げ研削加工の際、角柱状シリコンインゴット(w)隅部と円筒状砥石(6f)の外周面が当接する加工作業点に向けて研削液が20〜2,000cc/分の供給量で供給される。
19)角柱状シリコンインゴット(w)の四隅の所望量のR面取り仕上げ研削加工を終えたのち、円筒状砥石(6f)を左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、円筒状砥石(6f)の砥石軸(6c)の回転を止め、円筒状砥石(6f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸の回転を停止させる。
20)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上の両側面同時平面仕上げ研削加工ステージ(s5)位置へと移動させる。
21)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
22)ワークピースの両側平面仕上げ研削ステージ(s5)上位置の角柱状シリコンインゴット(w)に対する砥番1,200〜3,000のダイヤモンドカップホイール型砥石(7f,7f)を軸承する砥石軸(7c,7c)を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石(7f,7f)の砥石軸を回転速度120〜350rpmで同期制御回転させる。
23)前記砥石軸(7c,7c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
24)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(7f,7f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(7f,7f)の砥石軸(7c)の回転を止め、ダイヤモンドカップホイール型砥石(7f,7f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
25)前記砥石軸(7c,7)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f,7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
26)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(7f,7f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(7f,7f)の砥石軸(7c)を昇降させて研削開始待機位置で停止させる。
27)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転、または逆方向に288度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のローディング/アンローディングステージ(s1)位置へと移動させる。
28)ローディング/アンローディングステージ(s1)位置にある心押台のセンター軸を上方に移動させ、前記センター軸下端に設けられた受け台を角柱状シリコンインゴット(w)上端面から遠ざける。ついで、面取り加工された角柱状シリコンインゴット(w)を主軸台(3ar)から取り外す。
本発明の角柱状シリコンインゴットの面取り加工装置は、面取りする切削工具(ツール)としてカップホイール型砥石と円筒状砥石を用いるので、角柱状シリコンインゴットと面取り切削工具との摺擦時の発熱が低く抑えられ、角柱状シリコンインゴットへの熱残留歪が極めて小さいものとなるので、表面うねりが少ない平滑(表面粗さが1μm以下と小さい)な面取り加工表面が得られる。また、主軸台と心押台よりなるクランプ機構を縦方向にインデックス型ロータリーテーブルに五基設ける構造とすることにより、面取り加工装置の設置面積を小さくできた。
本発明の角柱状シリコンインゴットの面取り加工方法は、角柱状シリコンインゴットの面取り加工を、角柱状シリコンインゴット隅部のR面取り粗研削加工(作業A)と、角柱状シリコンインゴット四側面の平面粗面取り加工(作業B)と、角柱状シリコンインゴット隅部のR面取り仕上げ研削加工(作業C)および角柱状シリコンインゴット四側面の平面仕上げ面取り加工(作業D)の4作業で実施するように分けたので、インデックス型ロータリーテーブル上でクランプされた5本の角柱状シリコンインゴットの内の4本を同時に面取り加工できるので、角柱状シリコンインゴット1本の面取り加工完成のスループット時間が律速作業工程である角柱状シリコンインゴット四側面の平面粗面取り加工時間とインデックス型ロータリーテーブルの72度回転時間の合計時間となり、短い。また、面取り加工の際の角柱状シリコンインゴットのクランプ機構への自動ローダー機械または人手による着脱がそれぞれ1回で済む。よって、一辺が156mm、高さが250mmであり四隅にR部を残してバンドソウで切断された角柱状単結晶シリコンインゴットの面取り加工をスループット加工時間約41分で生産でき、既存の横形の面取り加工装置複数を並列いて設置した面取り装置で面取り加工するスループット加工時間の約95分に対し、約1/2のスループット加工時間(約41分)で面取り加工された単結晶シリコンインゴット1本を生産できる。156mm辺、高さ500mmの角柱状シリコンインゴットの面取り加工のスループット加工時間は、約81分で行うことができる。
本発明の面取り加工装置(1)は、図1乃至図6に示されるように、上ロータリーテーブル(2a)と下ロータリーテーブル(2b)が中空筒固定材(2c)により一体に結合され、前記中空筒固定材内に回転軸(2d)を設け、この回転軸をサーボモータ(ベース下面に隠され図示されていない)で回転させる回転軸駆動機構が設けられたインデックス型ロータリーテーブル(2)、このインデックス型ロータリーテーブル(2)の下ロータリーテーブル(2b)にサーボモータ(図示されていない)によりセンター軸を回転させる主軸台の5台(3ar,3br,3cr,3dr,3er)を同一円周上に且つ72度の等間隔に設け、前記中空筒固定部材(2C)壁に上ロータリーテーブル(2a)に向かって上下方向に移動可能な心押台5台(3af,3bf,3cf,3df,3ef)を同一円周上に且つ72度の等間隔に前記主軸台のセンター軸の延長上に心押台のセンター軸が在るように設けた五のクランプ機構(3,3,3,3,3)を備える。
図1に示すように、この五対のクランプ機構(3,3,3,3,3)の位置は、インデックス型ロータリーテーブル(2)上のワークピース(w)のローディング/アンローディングステージ(s1)、ワークピースのコーナー部円弧粗研削ステージ(s2)、ワークピースの両側平面研削ステージ(s3)、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)およびワークピースの両側平面仕上げ研削ステージ(s5)位置に区分ける。
図6に示すように、前記クランプ機構(3)の主軸台(3ar)のセンター軸上端には、脂環式炭化水素系エポキシ樹脂製、加硫ゴム製、不飽和ポリエステル樹脂含浸フェルト製のクッション性の良好な受け台(3ad)が設けられ、および心押台(3af)のセンター軸下端にも前記と同一種の受け台(3ad)が設けられ、角柱状シリコンインゴットの両端がクランプ装置の支持応力により傷付くのを防止している。心押台(3af)を固定する基台(3x)はモータ(3xm)駆動により案内レール(3y)上を上下に滑走可能となっている。
図1、図2および図4に示すように、前記インデックス型ロータリーテーブル(2)の正面右横前側に、コーナー部円弧粗研削ステージ(s2)のクランプ機構(3)に向かい合ってベース(B)より起立させたコラム(4b)を設け、その後面に案内ガイド(4k)とこの案内ガイド上を上下に滑走する滑走体(4s)を設ける。この滑走体(4s)は、サーボモータ(4m)の回転駆動を受けて回転するボールネジに螺合された螺合体の上下移動により上下方向に昇降可能となっている。この滑走体(4s)の前面に横方向に別の案内ガイド(4x)を設け、その前に砥石軸固定ボックススライド(4y)を設ける。この砥石軸固定ボックススライドを左右方向に移動させるリニア移動機構(4h)は、サーボモータと、その回転駆動を受けるボールネジとボールネジにより螺合された螺合体よりなる。螺合体は、前記砥石軸固定ボックススライド(4y)裏面に固定される。
砥石軸固定ボックススライド(4y)の前面には、カップホイール型砥石(4f)を軸承する砥石軸(4c)箱体(4z)が設けられ、砥石軸(4c)は砥石軸(4c)を回転駆動させるサーボモータを含む回転機構(4g)に結合されている。よって、砥石軸(4c)に軸承されているカップホイール型砥石(4f)の上下の移動は、前記サーボモータ(4m)の回転駆動により行われ、カップホイール型砥石(4f)の左右の移動は、リニア移動機構(4h)のサーボモータの回転駆動により行われる。前記昇降機構やリニア移動機構は、案内ガイドに固定電磁子を滑走体に遊電磁子を備えさせたリニアモータ駆動であってもよい。
前記インデックス型ロータリーテーブル(2)の背面右横後側に、ワークピースの両側平面粗研削ステージ(s3)のクランプ機構(3)に向かい合ってリニア移動機構(5h)により前後方向に移動するツールテーブル(5a)を設け、そのツールテーブル(5a)上にコラム(5b)を起立させ、コラム前面に砥石軸固定板(5e)を昇降機構(5d)により上下移動可能に設け、この砥石軸固定板(5e)の前面に前記両側平面研削ステージ(s3)のクランプ機構(3)の左右両側にそれぞれカップホイール型砥石(5f,5f)の刃先が相対向するように砥石軸(5c,5c)を固定する左右方向に移動可能な砥石軸固定板を設け、前記砥石軸(5c,5c)に一対のカップホイール型砥石(5f,5f)を軸承する研削ヘッド(5,5)と前記砥石軸(5c,5c)の回転駆動機構(5g,5g)を設ける。
ワークピースのリニア移動機構(ガイド5nとサーボモータ5m)により前後方向に移動するツールテーブル(5a)を基台(B)上に設け、そのツールテーブル(5a)上にコラム(5b)を起立させ、コラム前面に砥石軸固定板(5e)を昇降機構(5d)により上下移動可能に設け、この砥石軸固定板(5e)の前面に前記両側平面研削ステージ(s3)のクランプ機構(3)の左右両側にそれぞれカップホイール型砥石(5f,5f)の刃先が相対向するように砥石軸(5c,5c)を固定する左右方向に移動可能な砥石軸固定板(5k,5k)を設け、前記砥石軸(5c,5c)に一対のカップホイール型砥石(5f,5f)を軸承させた研削ヘッド(5,5)と前記砥石軸(5c,5c)の回転駆動機構(5g,5g)を設ける。前記砥石軸固定板(5k,5k)は、サーボモータ(5h,5h)の回転駆動により左右方向に移動可能である。前記ツールテーブル(5a)は、サーボモータ(5m)の回転駆動を受けて回転するボールネジに螺合された螺合体の前後方向の移動力をツールテーブル(5a)に伝えることによりワークピース(w)に対しガイド(5n)上を前後方向に滑走可能となっている。
前記カップホイール型砥石(4f,5f,7f)は、例えば特開平9−38866号公報、特開2000―94342号公報や特開2004−167617号公報等に開示される有底筒状砥石台金の下部環状輪に砥石刃の多数を研削液が散逸する隙間間隔で環状に配置したカップホイール型砥石で、台金の内側に供給された研削液が前記隙間から散逸する構造のものが好ましい。カップホイール型砥石(4f,5f)の環状砥石刃の直径は、角柱状シリコンインゴットの一辺の長さの0.8〜1.5倍の直径であることが好ましい。カップホイール型砥石(4f)の環状砥石刃は、砥番500〜1,200番のダイヤモンドレジンボンド砥石、またはダイヤモンドビトリファイドボンド砥石が、カップホイール型砥石(5f)の環状砥石刃は、砥番800〜1,200番のダイヤモンドレジンボンド砥石、ダイヤモンドビトリファイドボンド砥石、またはダイヤモンドメタルボンド砥石が好ましい。
前記インデックス型ロータリーテーブル(2)の背面左横後側に、ワークピースの両側平面粗研削ステージ(s3)のクランプ機構(3)に向かい合ってリニア移動機構(6h)により左右方向に往復移動可能なツールテーブル(6a)上に起立して設けられたコラム(6b)右側面に円筒状砥石(6f)を軸承する砥石軸(6c)を上下方向に昇降機構(6d)により移動可能に、かつ、砥石軸(6c)を回転駆動機構(6g)により回転可能に備えた研削ヘッド(6)を設ける。
リニア移動機構(6h)は、サーボモーター(6hM)により回転駆動されるボールネジと、案内ガイド(6hG)と、この案内ガイド上を左右方向に滑走するツールテーブル(6a)の底面に固定された螺合体とから構成される。リニア移動機構(6h)は、案内ガイドに固定電磁子をツールテーブル(6a)の底面に遊電磁子を備えさせたリニアモータ駆動であってもよい。
前記円筒状砥石(6f)は、例えば円筒高さが25〜65mm、円筒直径が角柱状シリコンインゴットの一辺の長さの0.8〜1.5倍の直径であることが好ましい。砥石素材は、砥番1,200〜4,000のダイヤモンドビトリファイドボンド砥石、ダイヤモンドレジンボンド砥石、ダイヤモンドメタルボンド砥石が使用される。
前記インデックス型ロータリーテーブル(2)の正面左横前側に、ワークピースの両側平面仕上げ研削ステージ(s5)のクランプ機構(3)に向かい合ってリニア移動機構(7h)により前後方向に移動するツールテーブル(7a)を設け、そのツールテーブル(7a)上にコラム(7b)を起立させ、コラム前面に砥石軸固定板(7e)を昇降機構(7d)により上下移動可能に設け、この砥石軸固定板(7e)の前面に前記両側平面仕上げ研削ステージ(s5)のクランプ機構(3)の左右両側にそれぞれカップホイール型砥石(7f,7f)の刃先が相対向するように砥石軸(7c,7c)を固定する左右方向に移動可能な砥石軸固定板を設け、前記砥石軸(7c,7c)に一対のカップホイール型砥石(7f,7f)を軸承する研削ヘッド(7,7)と前記砥石軸(7c,7)の回転駆動機構(7g,7g)を設ける。
角柱状シリコンインゴットの四隅円弧コーナー(R)部面取り加工と側面の面取り加工は、図6に示すように、ローディング/アンローディングステージ(s1)での角柱状シリコンインゴットの着脱作業、インデックス型ロータリーテーブルの72度回転作業、ワークピースのコーナー部円弧粗研削ステージ(s2)での角柱状シリコンインゴット四隅のR粗研削加工、インデックス型ロータリーテーブルの72度回転作業、ワークピースの両側平面研削ステージ(s3)での角柱状シリコンインゴット四側面の平面粗研削加工、インデックス型ロータリーテーブルの72度回転作業、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)での角柱状シリコンインゴット四隅のR仕上げ研削加工、インデックス型ロータリーテーブルの72度回転作業、ワークピースの両側平面研削ステージ(s5)での角柱状シリコンインゴット四側面の平面仕上げ研削加工、およびインデックス型ロータリーテーブルの72度回転作業を繰り返すことにより実施される。必要により、各ステージ(s1,s2,s3,s4,s5)で主軸台のセンター軸の回転による芯出し作業が実施される。なお、s1ステージにおける作業には、人手では約10分要する。
具体的には、本発明の面取り装置を用い、ワークピースとして4周辺をスライス加工し、四円弧隅部が残された角柱状シリコンインゴット(w)を、カップホイール型砥石を用いて四円弧隅部を粗研削加工により面取りを行う作業工程(A)、カップホイール型砥石を用いて四側面平面を粗研削加工により面取りを行う作業工程(B)、円筒状砥石の外周面を用い、前記粗研削加工された四円弧隅部を仕上げ研削加工により面取りを行う作業工程(C)、およびカップホイール型砥石を用いて前記粗研削加工された四側面平面を仕上げ研削加工により面取りを行う作業工程(D)を経てインゴット面取り加工する工程は、次の1)乃至28)の工程を経て行われる。
先ずローディング/アンローディングステージ(s1)では、次の作業が行われる。
1)インデックス型ロータリーテーブル(2)上の面取り加工された角柱状シリコンインゴットを自動ローダーまたは人手で主軸台から取り外し、ついで、主軸台(3ar)のセンター軸を回転させて芯出した後、新しい角柱状シリコンインゴットを主軸台(3ar)のセンター軸受け台上に角柱状シリコンインゴット(w)の長手方向が上下方向となるように載置し、ついで、心押台のセンター軸受け台を下降させて角柱状シリコンインゴットの上下両端を固定(クランプ)する。
2)インデックス型ロータリーテーブル(2)を回転駆動機構(
2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧粗研削ステージ(s2)上の位置へと移動させる。
2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧粗研削ステージ(s2)上の位置へと移動させる。
次に、コーナー部円弧粗研削ステージ(s2)では、以下の作業(工程A)が行われる。
3)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行う。角柱状シリコンインゴットの隅(R)部陵線がカップホイール型砥石の刃先に一番近い定位置となるよう面取り加工ソフトプログラムに記憶されているときは、主軸台(3ar)のセンター軸の回転は45度とされ、芯出しが行われる。角柱状シリコンインゴットの側面がカップホイール型砥石の刃先に一番近い定位置となるよう面取り加工ソフトプログラムに記憶されているときは、この芯出し作業は省いてもよい。
4)主軸台のセンター軸を10〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させ、一方、研削ヘッド(4)の砥石軸(4c)に軸承された砥番500〜1,200のダイヤモンドカップホイール型砥石(4f)を研削開始待機位置まで昇降させ、ついで、砥石軸(4c)をその軸芯回りに800〜3,000rpmの回転速度で回転させつつ、ダイヤモンドカップホイール型砥石(4f)を左方向に移動させてダイヤモンドカップホイール型砥石(4f)の刃先を角柱状シリコンインゴット(w)のコーナー部に当接させて切り込みを開始する。
5)コーナー部円弧粗研削ステージ(s2)上で、角柱状シリコンインゴット(w)の前記回転移動と、前記回転しているダイヤモンドカップホイール型砥石(4f)の1〜15mm/分の昇降移動および0.1〜1mm量の切り込みのための左側移動の相対的な動きにより角柱状シリコンインゴット(w)の四隅を7〜10mm削り取る粗面取り加工を行う。この粗面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(4f)の刃先が当接する加工作業点に向けて研削液が5〜100cc/分の供給量で供給される。
6)角柱状シリコンインゴット(w)の四隅の所望量のR面取り加工を終えたのち、ダイヤモンドカップホイール型砥石(4f)を右側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(4f)の回転を止め、ダイヤモンドカップホイール型砥石(4f)を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸の回転を停止させる。
7)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のワークピースの両側平面研削ステージ(s3)上の位置へと移動させる。
続いて、ワークピースの両側平面粗研削ステージ(s3)では以下の作業(工程B)が行われる。
8)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。この芯出し作業は、前記3)工程で主軸台(3ar)のセンター軸の45度回転させたときは主軸台(3ar)のセンター軸を45度回転して芯出し作業が行われ、90度回転または芯出しを行わなかったときはこの芯出し作業は省いてもよい。
9)ワークピースの両側平面研削ステージ(s3)上位置の角柱状シリコンインゴット(w)に対する砥番800〜1,200のダイヤモンドカップホイール型砥石(5f,5f)を軸承する砥石軸(5c,5c)を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石(5f,5f)の砥石軸を回転速度100〜300rpmで同期制御回転させる。
10)前記砥石軸(5c,5c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(5c,5c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.1〜0.3mm量の切り込みを繰り返し、所望量(0.3〜0.8mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(5f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
11)角柱状シリコンインゴット(w)の両側面の所望量の粗平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(5f,5f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)の回転を止め、ダイヤモンドカップホイール型砥石(5f,5f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
12)前記砥石軸(5c,5c)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(5c,5c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.1〜0.3mm量の切り込みを繰り返し、所望量(0.3〜0.8mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(5f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
13)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(5f,5f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)の回転を止め、ダイヤモンドカップホイール型砥石(5f,5f)の砥石軸(5c)を昇降させて研削開始待機位置で停止させる。
14)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のコーナー部円弧仕上げ研削ステージ(s4)位置へと移動させる。
続いて、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)では、以下の作業(工程C)が行われる。
15)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出し作業を行ったのち、主軸台(3ar)のセンター軸回転を停止させる。この芯出し作業は、前記8)工程で主軸台(3ar)のセンター軸の45度回転させたときは主軸台(3ar)のセンター軸を45度回転して芯出し作業が行われ、90度回転または芯出しを行わなかったときはこの芯出し作業は省いてもよい。
16)前記インデックス型ロータリーテーブル(2)のコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構(3)に固定される角柱状シリコンインゴット(w)の左横側に設けられた研削ヘッド(6)の砥石軸(6c)に軸承された円筒形状砥石(6f)を上方向または下方向に移動させて研削開始待機位置で停止させる。
17)クランプ機構により上下端を固定された角柱状シリコンインゴット(w)を主軸台(3ar)のセンター軸を30〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させる。一方、研削ヘッド(6)の砥石軸(6c)に軸承された砥番1,200〜4,000のダイヤモンド円筒形状砥石(6f)を研削開始待機位置まで昇降させ、ついで、砥石軸(6c)をその軸芯回りに1,200〜3,000rpmの回転速度で回転させつつ、円筒形状砥石(6f)を右方向に移動させて円筒形状砥石(6f)の外周面を角柱状シリコンインゴット(w)のコーナー部に線接触させて切り込みを開始する。
18)前記円筒状砥石(6f)の上方向または下方向の1〜15mm/分の昇降移動および左方向への切込み移動を行い円筒状砥石(6f)の外周面を角柱状シリコンインゴット(w)のコーナー部に摺擦して0.05〜0.1mm量の切り込みを行う作業を繰り返し、所望量(0.2〜0.6mm)のR面取り仕上げ研削加工を行う。この角柱状シリコンインゴット(w)の四隅R面取り加工工程の際、角柱状シリコンインゴット(w)隅部と円柱状型砥石(6f)の外周面が当接する加工作業点に向けて研削液が20〜2,000cc/分の供給量で供給される。
19)角柱状シリコンインゴット(w)の四隅の所望量のR面取り仕上げ加工を終えたのち、円柱状型砥石(6f)を左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、円筒状砥石(6f)の砥石軸(6c)の回転を止め、円筒状砥石(6f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸の回転を停止させる。
20)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上の両側面同時平面仕上げ研削加工ステージ(s5)位置へと移動させる。
21)主軸台(3ar)のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台(3ar)のセンター軸回転を停止させる。
22)ワークピースの両側平面仕上げ研削ステージ(s5)上位置の角柱状シリコンインゴット(w)に対する砥番1,200〜3,000のダイヤモンドカップホイール型砥石(7f,7f)を軸承する砥石軸(7c,7c)を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石(7f,7f)の砥石軸を回転速度120〜350rpmで同期制御回転させる。
続いて、ワークピースの両側平面仕上げ研削ステージ(s5)では、以下の作業(工程E)が行われる。
23)前記砥石軸(7c,7c)に軸承されたカップホイール型砥石(7f,7f)を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
24)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(7f,7f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(7f,7f)の砥石軸(7c,7c)の回転を止め、ダイヤモンドカップホイール型砥石(7f,7f)を昇降させて研削開始待機位置で停止させる。その間に主軸台(3ar)のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
25)前記砥石軸
(7c,7)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f,7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
(7c,7)に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記砥石軸(7c,7c)の上方向または下方向の1〜15mm/分の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して0.05〜0.1mm量の切り込みを繰り返し、所望量(0.1〜0.2mm)の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とダイヤモンドカップホイール型砥石(7f,7f)の刃先が当接する加工作業点に向けて研削液が20〜1,000cc/分の供給量で供給される。
26)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記ダイヤモンドカップホイール型砥石(7f,7f)を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、ダイヤモンドカップホイール型砥石(7f,7f)の砥石軸(7c,7c)を昇降させて研削開始待機位置で停止させる。
27)インデックス型ロータリーテーブル(2)を回転駆動機構(2d)により72度回転、または逆方向に288度回転させ、前記クランプ機構(3)に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル(2)上のローディング/アンローディングステージ(s1)位置へと移動させる。
続いて、ワークピースのローディング/アンローディングステージ(s1)では、以下の作業が行われる。
28)ローディング/アンローディングステージ(s1)位置にある心押台のセンター軸を上方に移動させ、前記センター軸下端に設けられた受け台を角柱状シリコンインゴット(w)上端面から遠ざける。ついで、面取り加工された角柱状シリコンインゴット(w)を主軸台(3ar)から取り外す。
続いて、前述した1)工程のローディング/アンローディングステージ(s1)での新しい角柱状シリコンインゴットのクランプ機構への固定作業に戻る。
29)以下、前記の2)工程乃至28)工程の作業が続けて連続的に行われる。この連続する面取り加工工程の際、他のローディング/アンローディングステージ(s1)、ワークピースのコーナー部円弧粗研削ステージ(s2)、ワークピースの両側平面粗研削ステージ(s3)、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)およびワークピースの両側平面仕上げ研削ステージ(s5)では、ワークピースのアンローディング/ローディング、角柱状シリコンインゴットのR面取り粗研削加工、角柱状シリコンインゴットの両側面平面粗研削加工、角柱状シリコンインゴットのR面取り仕上げ研削加工および角柱状シリコンインゴットの両側面平面仕上げ研削加工が行われる。
図1に示す面取り加工装置を用い、研削液として純水を用い、ワークピース(w)として一辺が156mm、高さが500mmであり四隅にR部を残して切断された角柱状単結晶シリコンインゴットの面取り加工を、前記1)工程から28)工程を経て実施した。スループット加工時間は、約81分であった。面取りされた加工面の平均粗さは、0.51μmであった。
R部粗研削ステージ(s2)の7.5mm取り代量の面取り加工は、ワークピース(w)の回転速度を120rpm、直径200mm、砥番800のダイヤモンドカップホイール型砥石(4f)の回転数を2,000rpm、昇降速度を3mm/分で80分かけて行った。
両側面平面研削ステージ(s3)の0.5mm取り代量の面取り加工は、ワークピース(w)の回転は行わず、砥番1,500のダイヤモンドカップホイール型砥石(5f)の回転数を2,000rpm、昇降速度を5mm/分で60分かけて行った。
R部仕上げ研削ステージ(s4)の0.4mm取り代量の面取り加工は、ワークピース(w)の回転速度を150rpm、直径200mm、高さ35mm、砥番1,200のダイヤモンドビトリファイドボンド円筒状砥石(6f)の回転数を2,000rpm、昇降速度を8mm/分で15分かけて行った。
両側面平面研削ステージ(s5)の0.1mm取り代量の面取り加工は、ワークピース(w)の回転は行わず、砥番2,000のダイヤモンドカップホイール型砥石(7f)の回転数を2,000rpm、昇降速度を5mm/分で60分かけて行った。
この面取り加工された角柱状シリコンインゴットをワイヤーカットソウで厚み200μmに切断したところ、チッピングは見受けられず、不良品はなかった。
角柱状シリコンインゴットの面取り加工スループット時間が従来機械の約半分で行うことができ、かつ、面取り加工装置を立て形のインデックス型装置としたので、設置面積も大きくならずに設計できた。
1 面取り加工装置
w 角柱状シリコンインゴット
2 インデックス型ロータリーテーブル
s1 ローディング/アンローディングステージ
s2 ワークピースのコーナー部円弧粗研削ステージ
s3 ワークピースの両側平面粗研削ステージ
s4 ワークピースのコーナー部円弧仕上げ研削ステージ
s5 ワークピースの両側平面仕上げ研削ステージ
3 クランプ機構
3ar 主軸台
3af 心押台
4 研削ヘッド
4c 砥石軸
4f ダイヤモンドカップホイール型砥石
5 研削ヘッド
5c 砥石軸
5f ダイヤモンドカップホイール型砥石
6 研削ヘッド
6c 砥石軸
6f 円筒状砥石
7 研削ヘッド
7c 砥石軸
7f ダイヤモンドカップホイール型砥石
w 角柱状シリコンインゴット
2 インデックス型ロータリーテーブル
s1 ローディング/アンローディングステージ
s2 ワークピースのコーナー部円弧粗研削ステージ
s3 ワークピースの両側平面粗研削ステージ
s4 ワークピースのコーナー部円弧仕上げ研削ステージ
s5 ワークピースの両側平面仕上げ研削ステージ
3 クランプ機構
3ar 主軸台
3af 心押台
4 研削ヘッド
4c 砥石軸
4f ダイヤモンドカップホイール型砥石
5 研削ヘッド
5c 砥石軸
5f ダイヤモンドカップホイール型砥石
6 研削ヘッド
6c 砥石軸
6f 円筒状砥石
7 研削ヘッド
7c 砥石軸
7f ダイヤモンドカップホイール型砥石
Claims (3)
- 上ロータリーテーブルと下ロータリーテーブルが中空筒固定材により一体に結合され、前記中空筒固定材を回転させる回転駆動機構が設けられたインデックス型ロータリーテーブル、
このインデックス型ロータリーテーブルの下ロータリーテーブルにサーボモータによりセンター軸を回転させる主軸台の5台を同一円周上に且つ72度の等間隔に設け、前記中空筒固定材壁に上ロータリーテーブルに向かって上下方向に移動可能な心押台5台を同一円周上に且つ72度の等間隔に前記主軸台のセンター軸の延長上に心押台のセンター軸が在るように設けた五対のクランプ機構を設け、この五対のクランプ機構の位置でインデックス型ロータリーテーブル上のワークピースのローディング/アンローディングステージ(s1)、ワークピースのコーナー部円弧粗研削ステージ(s2)、ワークピースの両側平面粗研削ステージ(s3)、ワークピースのコーナー部円弧仕上げ研削ステージ(s4)およびワークピースの両側平面仕上げ研削ステージ(s5)位置に区分けたインデックス型ロータリーテーブル、
前記インデックス型ロータリーテーブルのコーナー部円弧粗研削ステージ(s2)のクランプ機構に向かってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッドを上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
前記インデックス型ロータリーテーブルのワークピースの両側平面粗研削ステージ(s3)のクランプ機構に向かい合ってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッド一対を上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
前記インデックス型ロータリーテーブルのワークピースのコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構に向かって円筒状砥石の外周面を向けて円筒状砥石を砥石軸に回転自在に軸承する研削ヘッドを上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
および、
前記インデックス型ロータリーテーブルのワークピースの両側平面仕上げ研削ステージ(s5)のクランプ機構に向かい合ってカップホイール型砥石を砥石軸に回転自在に軸承する研削ヘッド一対を上下方向に昇降可能、左右方向に直線移動可能に設けた研削ヘッド
を設けたことを特徴とする角柱状シリコンインゴットの面取り加工装置。
- 請求項1に記載の面取り加工装置を用い、4周辺をスライス加工し、四円弧隅部が残された角柱状シリコンインゴット(w)を、次のA)乃至D)の工程を経て角柱状シリコンインゴットの面取り加工をする方法。
A)カップホイール型砥石を用いて四円弧隅部を粗研削加工により面取りを行う。
B)カップホイール型砥石を用いて四側面平面を粗研削加工により面取りを行う。
C)円筒状砥石の外周面を用い、前記粗研削加工された四円弧隅部を仕上げ研削加工により面取りを行う。
D)カップホイール型砥石を用いて前記粗研削加工された四側面平面を仕上げ研削加工により面取りを行う。
- 請求項1に記載の面取り加工装置を用い、次の1)から28)の工程を経て角柱状シリコンインゴットの面取り加工をする方法。
1)インデックス型ロータリーテーブル上のローディング/アンローディングステージ(s1)位置にある主軸台のセンター軸を回転させて芯出しする。ついで、その主軸台のセンター軸受け台上に角柱状シリコンインゴット(w)をその長手方向が上下方向となるように載置し、ついで、心押台のセンター軸受け台を下降させて角柱状シリコンインゴットの上下両端をクランプする。
2)インデックス型ロータリーテーブルを72度回転させ、前記クランプ機構に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル上のコーナー部円弧粗研削ステージ(s2)上の位置へと移動させる。
3)主軸台のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行う。
4)主軸台のセンター軸を10〜300rpmの回転速度で回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させ、一方、研削ヘッドの砥石軸に軸承されたカップホイール型砥石を研削開始待機位置まで昇降させ、ついで、砥石軸をその軸芯回りに回転させつつ、前記カップホイール型砥石を左方向に移動させてカップホイール型砥石の刃先を角柱状シリコンインゴット(w)のコーナー部に当接させて切り込みを開始する。
5)コーナー部円弧粗研削ステージ(s2)上で、角柱状シリコンインゴット(w)の前記回転移動と、前記回転している前記カップホイール型砥石の昇降移動および切り込みのための左側移動の相対的な動きにより角柱状シリコンインゴット(w)の四隅を削り取るR面取り粗研削加工を行う。このR面取り粗研削加工の際、角柱状シリコンインゴット(w)と前記カップホイール型砥石の刃先が当接する加工作業点に向けて研削液が供給される。
6)角柱状シリコンインゴット(w)の四隅の所望量のR面取り粗研削加工を終えたのち、前記カップホイール型砥石を右側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、カップホイール型砥石の回転を止め、カップホイール型砥石を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸の回転を停止させる。
7)インデックス型ロータリーテーブルを72度回転させ、前記クランプ機構に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル上のワークピースの両側平面粗研削ステージ(s3)上の位置へと移動させる。
8)主軸台のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台のセンター軸回転を停止させる。
9)ワークピースの両側平面粗研削ステージ(s3)上位置の角柱状シリコンインゴット(w)に対するカップホイール型砥石を軸承する一対の砥石軸を昇降させて研削開始待機位置で停止させ、ついで、カップホイール型砥石の一対の砥石軸を同期制御回転させる。
10)前記一対の砥石軸に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記一対の砥石軸の上方向または下方向の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦して切り込みを繰り返し、所望量の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)と前記カップホイール型砥石の刃先が当接する加工作業点に向けて研削液が供給される。
11)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記一対のカップホイール型砥石を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、前記一対のカップホイール型砥石の砥石軸の回転を止め、ダイヤモンドカップホイール型砥石を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
12)前記一対の砥石軸に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記一対の砥石軸の上方向または下方向の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦する切り込みを繰り返し、所望量の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とカップホイール型砥石の刃先が当接する加工作業点に向けて研削液が供給される。
13)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記一対のカップホイール型砥石を右側または左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、カップホイール型砥石の砥石軸の回転を止め、カップホイール型砥石の砥石軸を昇降させて研削開始待機位置で停止させる。
14)インデックス型ロータリーテーブルを72度回転させ、前記クランプ機構に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル上のコーナー部円弧仕上げ研削ステージ(s4)位置へと移動させる。
15)主軸台のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台のセンター軸回転を停止させる。
16)前記インデックス型ロータリーテーブルのコーナー部円弧仕上げ研削ステージ(s4)のクランプ機構に固定される角柱状シリコンインゴット(w)の左横側に設けられた研削ヘッドの砥石軸に軸承された円筒形状砥石を上方向または下方向に移動させて研削開始待機位置で停止させる。
17)クランプ機構により上下端を固定された角柱状シリコンインゴット(w)を主軸台のセンター軸を回転させて角柱状シリコンインゴット(w)をその軸芯回りに回転させる。一方、研削ヘッドの砥石軸に軸承された円筒形状砥石を研削開始待機位置まで昇降させ、ついで、前記砥石軸をその軸芯回りに回転させつつ、円筒状砥石を右方向に移動させて円筒状砥石の外周面を角柱状シリコンインゴット(w)のコーナー部に線接触させて切り込みを開始する。
18)前記円筒形状砥石の上方向または下方向の昇降移動および左方向への切込み移動を行い前記円筒状型砥石の外周面を角柱状シリコンインゴット(w)のコーナー部に摺擦して切り込みを行う作業を繰り返し、所望量のR面取り仕上げ研削加工を行う。この角柱状シリコンインゴット(w)の四隅R面取り仕上げ研削加工の際、角柱状シリコンインゴット(w)隅部と円筒状型砥石の外周面が当接する加工作業点に向けて研削液が供給される。
19)角柱状シリコンインゴット(w)の四隅の所望量のR面取り仕上げ研削加工を終えたのち、前記円筒状砥石を左側へ後退させて角柱状シリコンインゴット(w)より遠ざけ、ついで、円筒状砥石の砥石軸の回転を止め、円筒状砥石を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸の回転を停止させる。
20)インデックス型ロータリーテーブルを72度回転させ、前記クランプ機構に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル上の両側面同時平面仕上げ研削加工ステージ(s5)位置へと移動させる。
21)主軸台のセンター軸を回転させて、角柱状シリコンインゴットの芯出しを行ったのち、主軸台のセンター軸回転を停止させる。
22)ワークピースの両側平面仕上げ研削ステージ(s5)上位置の角柱状シリコンインゴット(w)に対する一対のカップホイール型砥石を軸承する砥石軸を昇降させて研削開始待機位置で停止させ、ついで、一対のカップホイール型砥石の砥石軸を同期制御回転させる。
23)前記一対の砥石軸に軸承されたカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記一対の砥石軸の上方向または下方向の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦する切り込みを繰り返し、所望量の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とカップホイール型砥石の刃先が当接する加工作業点に向けて研削液が供給される。
24)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記一対のカップホイール型砥石を右側または左側へ後退させることにより角柱状シリコンインゴット(w)より遠ざけ、ついで、前記一対のカップホイール型砥石の砥石軸の回転を止め、カップホイール型砥石を昇降させて研削開始待機位置で停止させる。その間に主軸台のセンター軸を90度旋回させて、角柱状シリコンインゴット(w)の芯出しを行う。
25)前記一対の砥石軸に軸承された一対のカップホイール型砥石を同期制御左移動または右移動させて角柱状シリコンインゴット(w)の両側平面に当接させてカップホイール型砥石の刃先による切り込みを開始するとともに、前記一対の砥石軸の上方向または下方向の昇降移動を行いつつ、カップホイール型砥石の刃先を角柱状シリコンインゴット(w)の側平面に摺擦する切り込みを繰り返し、所望量の面取り加工を行う。この側面平面取り加工工程の際、角柱状シリコンインゴット(w)とカップホイール型砥石の刃先が当接する加工作業点に向けて研削液が供給される。
26)角柱状シリコンインゴット(w)の両側面の所望量の平面取り加工を終えたのち、前記一対のカップホイール型砥石を右側または左側へ後退させることにより角柱状シリコンインゴット(w)より遠ざけ、ついで、カップホイール型砥石の砥石軸を昇降させて研削開始待機位置で停止させる。
27)インデックス型ロータリーテーブルを72度回転、または逆方向に288度回転させ、前記クランプ機構に固定された角柱状シリコンインゴット(w)をインデックス型ロータリーテーブル上のローディング/アンローディングステージ(s1)位置へと移動させる。
28)ローディング/アンローディングステージ(s1)位置にある心押台のセンター軸を上方に移動させ、前記センター軸下端に設けられた受け台を角柱状シリコンインゴット(w)上端面から遠ざける。ついで、面取り加工された角柱状シリコンインゴット(w)を主軸台から取り外す。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009065489A JP2010214552A (ja) | 2009-03-18 | 2009-03-18 | 角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009065489A JP2010214552A (ja) | 2009-03-18 | 2009-03-18 | 角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010214552A true JP2010214552A (ja) | 2010-09-30 |
Family
ID=42973944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009065489A Pending JP2010214552A (ja) | 2009-03-18 | 2009-03-18 | 角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010214552A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011121122A (ja) * | 2009-12-08 | 2011-06-23 | Disco Abrasive Syst Ltd | 研削装置 |
| CN102554730A (zh) * | 2010-12-07 | 2012-07-11 | 株式会社冈本工作机械制作所 | 硅铸锭块的复合倒角加工装置及将圆筒状硅铸锭块倒角加工成棱柱状硅铸锭块的方法 |
| CN102626890A (zh) * | 2012-04-24 | 2012-08-08 | 安徽合一电气科技有限公司 | 双面自动磨光机 |
| TWI461276B (zh) * | 2011-07-26 | 2014-11-21 | Okamoto Machine Tool Works | A four-sided stripping and cutting device for a cylindrical ingot and a method of cutting off a workpiece into a quadrangular cylindrical workpiece |
| CN108044808A (zh) * | 2017-12-08 | 2018-05-18 | 苏州大学 | 一种用于加工金属多面扫描棱镜的夹具 |
| KR101974593B1 (ko) * | 2017-11-06 | 2019-05-03 | 최시헌 | 외경면에 돌기를 가지는 원통형 제품의 가공 장치 |
| CN114986333A (zh) * | 2022-06-07 | 2022-09-02 | 上海航天设备制造总厂有限公司 | 一种复杂结构箱体自动回转分度机构及其使用方法 |
-
2009
- 2009-03-18 JP JP2009065489A patent/JP2010214552A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011121122A (ja) * | 2009-12-08 | 2011-06-23 | Disco Abrasive Syst Ltd | 研削装置 |
| CN102554730A (zh) * | 2010-12-07 | 2012-07-11 | 株式会社冈本工作机械制作所 | 硅铸锭块的复合倒角加工装置及将圆筒状硅铸锭块倒角加工成棱柱状硅铸锭块的方法 |
| KR101486113B1 (ko) | 2010-12-07 | 2015-01-23 | 가부시키가이샤 오카모도 코사쿠 기카이 세이사쿠쇼 | 원통 형상 단결정 실리콘 잉곳 블록을 사각기둥 형상 블록으로 가공하는 방법 및 거기에 사용하는 복합 모따기 가공 장치 |
| TWI461276B (zh) * | 2011-07-26 | 2014-11-21 | Okamoto Machine Tool Works | A four-sided stripping and cutting device for a cylindrical ingot and a method of cutting off a workpiece into a quadrangular cylindrical workpiece |
| CN102626890A (zh) * | 2012-04-24 | 2012-08-08 | 安徽合一电气科技有限公司 | 双面自动磨光机 |
| KR101974593B1 (ko) * | 2017-11-06 | 2019-05-03 | 최시헌 | 외경면에 돌기를 가지는 원통형 제품의 가공 장치 |
| CN108044808A (zh) * | 2017-12-08 | 2018-05-18 | 苏州大学 | 一种用于加工金属多面扫描棱镜的夹具 |
| CN108044808B (zh) * | 2017-12-08 | 2019-06-28 | 苏州大学 | 一种用于加工金属多面扫描棱镜的夹具 |
| CN114986333A (zh) * | 2022-06-07 | 2022-09-02 | 上海航天设备制造总厂有限公司 | 一种复杂结构箱体自动回转分度机构及其使用方法 |
| CN114986333B (zh) * | 2022-06-07 | 2023-08-15 | 上海航天设备制造总厂有限公司 | 一种复杂结构箱体自动回转分度机构及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5406126B2 (ja) | インゴットブロックの複合面取り加工装置および加工方法 | |
| JP2010214550A (ja) | シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| JP2010263025A (ja) | シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| JP2010262955A (ja) | シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| JP5517156B2 (ja) | インゴットブロックの複合面取り加工装置 | |
| JP2011255454A5 (ja) | ||
| JP2010207949A (ja) | 角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| JP2011136382A (ja) | シリコンインゴットの面取り加工装置 | |
| CN102164710B (zh) | 多棱柱状部件的研磨装置及其研磨方法 | |
| JP2010214552A (ja) | 角柱状シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| JP5129319B2 (ja) | 円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置 | |
| JP5856245B2 (ja) | インゴットブロックの複合面取り加工装置および面取り加工方法 | |
| JP2009233794A (ja) | シリコンブロックの研削研磨機及びシリコンウエハの加工方法 | |
| JP2023059932A (ja) | ツルーイング方法及び面取り装置 | |
| JP2012250332A (ja) | 直動案内装置の直線案内レールの両面仕上げ研削装置および両面仕上げ研削方法 | |
| CN112706046B (zh) | 硅棒研磨机及硅棒研磨方法 | |
| CN211490756U (zh) | 硅棒研磨机 | |
| JP2011140091A (ja) | シリコンインゴットの円筒研削装置および円筒研削方法 | |
| CN109773638B (zh) | 一种刀具、单晶碳化硅材料的加工方法及加工设备 | |
| JP2009178984A (ja) | シリコンインゴット用角切断バンドソー装置及びシリコンインゴットの加工方法 | |
| JP2012066310A (ja) | インゴットブロックの複合面取り加工装置および加工方法 | |
| CN112706012B (zh) | 硅棒研磨机及硅棒研磨方法 | |
| JP2011173179A (ja) | シリコンインゴットの円筒研削方法または円弧研削方法 | |
| CN212095576U (zh) | 一种单晶刀自动研磨设备 | |
| JP2013035079A (ja) | 四角柱状インゴットの四隅r面の円筒研削方法 |