JP2010249600A - 接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体 - Google Patents
接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体 Download PDFInfo
- Publication number
- JP2010249600A JP2010249600A JP2009098000A JP2009098000A JP2010249600A JP 2010249600 A JP2010249600 A JP 2010249600A JP 2009098000 A JP2009098000 A JP 2009098000A JP 2009098000 A JP2009098000 A JP 2009098000A JP 2010249600 A JP2010249600 A JP 2010249600A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- adhesive layer
- reflective layer
- thickness
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000012790 adhesive layer Substances 0.000 title claims abstract description 78
- 238000000034 method Methods 0.000 title abstract description 41
- 239000010410 layer Substances 0.000 claims abstract description 110
- 238000004458 analytical method Methods 0.000 claims abstract description 4
- 230000003287 optical effect Effects 0.000 claims description 20
- 238000005259 measurement Methods 0.000 claims description 14
- 238000000691 measurement method Methods 0.000 claims description 9
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 230000008569 process Effects 0.000 abstract description 9
- 230000015572 biosynthetic process Effects 0.000 abstract 1
- 238000002310 reflectometry Methods 0.000 abstract 1
- 239000010408 film Substances 0.000 description 14
- 238000012360 testing method Methods 0.000 description 13
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 238000001228 spectrum Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 238000009751 slip forming Methods 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000001055 reflectance spectroscopy Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images









Landscapes
- Length Measuring Devices By Optical Means (AREA)
Abstract
【課題】接合体における各構成の屈折率差の大小に関係なく、好適に接着層の厚さを測定することができる、接合体における接着層の厚さの測定方法を提供する。
【解決手段】第1層と、第1層と同等の屈折率を有し、第1層に接合される接着層とを有する接合体の接着層の厚さを測定するための測定方法は、第1層と接着層との界面に、界面よりも高い反射率を有する反射層を形成する反射層形成工程S10と、反射層に測定光を照射する測定光照射工程S20と、測定光が反射層で反射された反射光を取得する反射光取得工程S30と、取得された反射光に基づいて接着層の厚さを算出する反射光解析工程S40とを備えることを特徴とする。
【選択図】図3
【解決手段】第1層と、第1層と同等の屈折率を有し、第1層に接合される接着層とを有する接合体の接着層の厚さを測定するための測定方法は、第1層と接着層との界面に、界面よりも高い反射率を有する反射層を形成する反射層形成工程S10と、反射層に測定光を照射する測定光照射工程S20と、測定光が反射層で反射された反射光を取得する反射光取得工程S30と、取得された反射光に基づいて接着層の厚さを算出する反射光解析工程S40とを備えることを特徴とする。
【選択図】図3
Description
本発明は、接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体に関する。より詳しくは、接着剤等によって接合された光学素子等の接合体における接着層の厚さの測定方法、及び当該測定方法の適用可能な接合レンズ並びに接合体に関する。
光学製品の分野では、重ね合わせた二枚のレンズの間に膜状の接着剤を介在させることによって、それら二枚のレンズが一体に固定された接合レンズが広く用いられている。
このような接合レンズでは、レンズの間に介在する接着剤の厚さ寸法の均一性が性能を決定する大きな要素の一つである。したがって、接合レンズの性能を一定水準以上に保つためには接着剤の厚さを高精度で測定できることが重要である。
このような接合レンズでは、レンズの間に介在する接着剤の厚さ寸法の均一性が性能を決定する大きな要素の一つである。したがって、接合レンズの性能を一定水準以上に保つためには接着剤の厚さを高精度で測定できることが重要である。
このような目的に適用可能な厚さ測定方法として、特許文献1に記載の透明フィルムの厚み測定方法が知られている。この方法は、ピークバレー法とも呼ばれる。以下、図8及び図9を参照して本方法について簡潔に説明する。
図8に示すように、白色の平行光線201をフィルム202に照射すると、フィルム202の表面で直接反射される反射光R21の他に、フィルム202内に進入して両表面の間を何回か反射した後にフィルム202外に出て行く反射光R22、R23・・・が存在する。フィルム202内で反射する反射光R22、R23等は互いに干渉し合い、その結果、特定の波長の光が強く、また特定の波長の光が弱くなる。つまりフィルム202に入る前の光の放射エネルギーの波長強度分布(以下、「光のスペクトル」と称する。)がフィルム202内で反射されることにより図9に示すように変化する。
図8に示すように、白色の平行光線201をフィルム202に照射すると、フィルム202の表面で直接反射される反射光R21の他に、フィルム202内に進入して両表面の間を何回か反射した後にフィルム202外に出て行く反射光R22、R23・・・が存在する。フィルム202内で反射する反射光R22、R23等は互いに干渉し合い、その結果、特定の波長の光が強く、また特定の波長の光が弱くなる。つまりフィルム202に入る前の光の放射エネルギーの波長強度分布(以下、「光のスペクトル」と称する。)がフィルム202内で反射されることにより図9に示すように変化する。
この変化は図8に示す平行光線201の入射角θが一定ならば、フィルム202の厚さdおよび屈折率nに依存する。したがって、フィルム202に白色の平行光線201を照射し、フィルム202により反射された光のスペクトルを測定すれば、これと予め測定したフィルム202の屈折率nとからフィルム202の厚さdを求めることが可能となる。
特許文献1に記載の測定方法を実行するためには、一定の光量の反射光を取得する必要がある。反射光の光量を決定する反射率は、フレネルの公式によって定義されており、図10において、媒質131の屈折率をn1、媒質132の屈折率をn2とすると、反射率Rは以下の数1で表すことができる。
この数1より、n1値とn2の値の差が小さい、すなわち隣接する媒質の屈折率差が小さいと、2つの媒質の界面における反射率Rの値が小さくなり、その結果反射光量が少なくなることがわかる。
この数1より、n1値とn2の値の差が小さい、すなわち隣接する媒質の屈折率差が小さいと、2つの媒質の界面における反射率Rの値が小さくなり、その結果反射光量が少なくなることがわかる。

しかしながら、通常接合レンズにおいては、接合されるレンズと接合する接着剤とを一体の光学素子として機能させるために、レンズと接着剤との屈折率差が小さくなるようにそれぞれの材料が選択、調整されていることが多い。その結果、特許文献1の方法を用いて接合レンズの接着剤層の厚さを測定しようとしても、レンズと接着剤層との界面における反射率が小さいために十分な反射光が得られず、測定が困難である場合が多いという問題がある。
本発明は上記事情に鑑みて成されたものであり、接合体における各構成の屈折率差の大小に関係なく、好適に接着層の厚さを測定することができる、接合体における接着層の厚さの測定方法を提供することを目的とする。
本発明の他の目的は、各構成の屈折率差が小さくても接着層の厚さを好適に測定可能な接合レンズ及び接合体を提供することである。
本発明の他の目的は、各構成の屈折率差が小さくても接着層の厚さを好適に測定可能な接合レンズ及び接合体を提供することである。
本発明の第一の態様である厚さの測定方法は、第1層と、前記第1層と同等の屈折率を有し、前記第1層に接合される接着層とを有する接合体の前記接着層の厚さを測定するための測定方法であって、前記第1層と前記接着層との界面に、前記界面よりも高い反射率を有する反射層を形成する反射層形成工程と、前記反射層に測定光を照射する測定光照射工程と、前記測定光が前記反射層で反射された反射光を取得する反射光取得工程と、取得された前記反射光に基づいて前記接着層の厚さを算出する反射光解析工程とを備えることを特徴とする。
本発明の第二の態様である接合レンズは、第1レンズ部材と第2レンズ部材とが接着層を間に挟んで接合された接合レンズであって、前記接着層に対向する前記第1レンズ部材の面上に形成された第1の反射層と、前記接着層に対向する前記第2レンズ部材の面上に形成された第2の反射層とを備え、前記第1の反射層と、前記第2の反射層とは、前記接合レンズの光軸方向において、少なくとも一部が重畳することを特徴とする。
このとき、前記第1の反射層及び前記第2の反射層は、周方向に連続して環状に形成されてもよい。
このとき、前記第1の反射層及び前記第2の反射層は、周方向に連続して環状に形成されてもよい。
本発明の第三の態様である接合体は、第1の部材と第2の部材とが接着層を間に挟んで接合された接合体であって、前記接着層に対向する前記第1の部材の面上に形成された第1の反射層と、前記接着層に対向する前記第2の部材の面上に形成された第2の反射層とを備え、前記第1の反射層と、前記第2の反射層とは、前記接合体の光軸方向において、少なくとも一部が重畳することを特徴とする。
本発明の部材の厚さの測定方法によれば、接合体における各構成の屈折率差の大小に関係なく、好適に接着層の厚さを測定することができる。
本発明の接合レンズ及び接合体によれば、各構成の屈折率差が小さくても接着層の厚さを好適に測定可能とすることができる。
本発明の接合レンズ及び接合体によれば、各構成の屈折率差が小さくても接着層の厚さを好適に測定可能とすることができる。
本発明の第1実施形態の接合体及び本発明の一実施形態に係る、接合体における接着層の厚さの測定方法(以下、単に「厚さ測定方法」と称する。)について、図1から図5を参照して説明する。
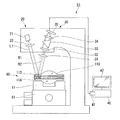
図1は、本実施形態の厚さ測定方法を実行する測定装置1の一例を示す図である。測定装置1は、上述の特許文献1に記載のように、反射分光を用いて膜厚等を測定する装置であり、被検物としての接合レンズ100を保持する保持部10と、保持部10に保持された被検物に光を射出する光源部20と、被検物からの反射光を受光する受光部30と、受光部30と接続されたパソコン40とを備えている。
図1は、本実施形態の厚さ測定方法を実行する測定装置1の一例を示す図である。測定装置1は、上述の特許文献1に記載のように、反射分光を用いて膜厚等を測定する装置であり、被検物としての接合レンズ100を保持する保持部10と、保持部10に保持された被検物に光を射出する光源部20と、被検物からの反射光を受光する受光部30と、受光部30と接続されたパソコン40とを備えている。
保持部10は、被検物が載置されるホルダ11と、ホルダ11に載置された被検物の一部を把持するためのアーム12とを備える。アーム12はZステージ等からなる操作部13を有し、操作部13を操作することにより、アーム12を上下に移動させることができる。
光源部20は、白色光源21と、白色光源21から発生される白色光を平行光にするレンズ系22とを備えている。光源部20は図示しない機構により、位置及び角度を調整可能であり、保持部10に取り付けられた被検物の所望の位置に所望の入射角で平行光となった白色光を照射可能である。
受光部30は、被検物からの反射光を調整するレンズ系31及び32と、反射光を分光するプリズム33と、プリズム33で分光された光を集光する集光レンズ34と、集光された反射光を受光する受光素子35とを備えている。レンズ系の個数や具体的構成は、適宜変更することができる。また、プリズム33に代えて回折格子が使用されてもよい。
パソコン40は受光素子35が受け取った反射光の画像を処理する画像処理ボード41と、反射光の情報等を表示するためのモニタ42とを備えている。
図2は、被検物の一例である接合レンズ(接合体)100を示す図である。接合レンズ100は、一方の面に光学面を構成する曲面101Aを有し、他方が平坦に加工された平面101Bとなっている一対のレンズ部材101を備えており、一対のレンズ部材101を、平面101Bを対向させつつ接着剤で一体に接合して形成されている。したがって、一対のレンズ部材101の間には、接着層102が形成されている。
接合レンズ100を1個の光学素子として機能させるため、一対のレンズ部材101と接着層102を形成する接着剤は、屈折率差が小さくなるように選択されている、したがって、そのままではレンズ部材101と接着層102との界面における反射光の量が少なく、接着層102の厚さを測定装置1で好適に測定することはできない。
そこで、一対のレンズ部材101のそれぞれに反射層が形成されている。具体的には、図2において上側に位置するレンズ部材(第1レンズ部材)101の平面101B上には、ハーフミラーとして機能するハーフミラー層(第1の反射層)103が形成され、図2において下側に位置するレンズ部材(第2レンズ部材)101の平面101B上には、ハーフミラー層103と対向する位置、すなわち、完成した接合レンズ100の光軸方向においてハーフミラー層103と重畳する位置に反射層104(第2の反射層)が形成されている。
そこで、一対のレンズ部材101のそれぞれに反射層が形成されている。具体的には、図2において上側に位置するレンズ部材(第1レンズ部材)101の平面101B上には、ハーフミラーとして機能するハーフミラー層(第1の反射層)103が形成され、図2において下側に位置するレンズ部材(第2レンズ部材)101の平面101B上には、ハーフミラー層103と対向する位置、すなわち、完成した接合レンズ100の光軸方向においてハーフミラー層103と重畳する位置に反射層104(第2の反射層)が形成されている。
ハーフミラー層103及び反射層104は、スパッタリング等によって単層又は多層の薄膜を成膜することにより容易に形成することができる。なお、ハーフミラー層103及び反射層104の厚さはナノメートル(nm)オーダーであり、接着層102の厚さに対して十分薄く、実際には視認は困難であるが、本明細書では、理解をしやすくするために、実際の寸法と異ならせてこれらの反射層を示している。
一対のレンズ部材101は、それぞれ周縁にフランジ101Cを有しており、ハーフミラー層103及び反射層104は、接合レンズ100の光軸方向において、フランジ101Cと重畳する位置に形成されている。すなわち、ハーフミラー層103及び反射層104は、接合レンズ100の有効径の外側に位置している。
上記の測定装置1を用いて、接合レンズ100の接着層102の厚さを、本実施形態の厚さ測定方法により測定する場合の手順について説明する。
図3は、本実施形態の厚さ測定方法を含む接合レンズ100の製造の流れを示すフローチャートである。本実施形態の厚さ測定方法は、図3に示すように、被検物に反射層を形成する反射層形成工程S10と、被検物に対して測定光を照射する測定光照射工程S20と、被検物から反射された反射光を取得する反射光取得工程S30と、取得された反射光を解析して接着層の厚さを算出する反射光解析工程S40とを備えている。
図3は、本実施形態の厚さ測定方法を含む接合レンズ100の製造の流れを示すフローチャートである。本実施形態の厚さ測定方法は、図3に示すように、被検物に反射層を形成する反射層形成工程S10と、被検物に対して測定光を照射する測定光照射工程S20と、被検物から反射された反射光を取得する反射光取得工程S30と、取得された反射光を解析して接着層の厚さを算出する反射光解析工程S40とを備えている。
まずユーザは、ステップS10において、接合レンズ100の製造時に、一対のレンズ部材101の一方にハーフミラー層103を、他方に反射層104をそれぞれスパッタリング等により各々の平面101B上かつレンズ部材101の厚さ方向においてフランジ101Cと重畳する位置に形成する。次に、ステップS11において、各々の平面101Bに接着層102を形成する紫外線(UV)硬化性の接着剤を塗布し、ステップS12において、ハーフミラー層103と反射層104とが、製造される接合レンズの光軸方向において重畳するように一対のレンズ部材101を接合して、接合レンズ100を得る。
ステップS13において、ユーザは図1に示すように、接合レンズ100を、ハーフミラー層103が上側(光源部20側)となるように測定装置1のホルダ11に設置する。このとき、上側のレンズ部材101をアーム12で把持しておく。そして、ステップS20において、光源部20の位置や角度、及び必要に応じてハーフミラー層103及び反射層104の位置を調節してから、白色光源21から白色光(測定光)L1を射出する。発せられた白色光L1はレンズ系22を通って平行光となり、保持部10に取り付けられた接合レンズ100のハーフミラー層103に向かって照射される。
ステップS30において、白色光L1は、上側のレンズ部材101と接着層102との界面に位置するハーフミラー層103で一部が反射され、反射光R1となる。残りはハーフミラー層103を透過して下側のレンズ部材101と接着層102との界面に位置する反射層104で反射され、反射光R2となる。
反射光R1と、反射光R2とは互いに干渉し、受光部30のレンズ系31及び32で十分に拡がった平行光線となった後、プリズム33を通って分光される。分光された反射光R1、R2は集光レンズ34により波長ごとに異なった位置へ集光され、受光素子35の上に写し出されて取得される。
ステップS40において、受光素子35に取得された反射光は画像処理ボード41を通してパソコン40に取り込まれ、解析される。この解析は、上述の特許文献1に記載されたピークバレー法を用いて行われるが、以下、本実施形態に沿って詳細に説明する。
図4は、白色光L1が反射しているときの接合レンズ100の拡大断面図である。反射光R1と反射光R2とは互いに干渉し、反射光R2に含まれる波長が、接着層102の中を通過する光路長すなわち反射光R1と反射光R2との光路差Δの整数倍と一致したとき光量は増加し、光路差の半分Δ/2の奇数倍と一致したとき光量は減少する。
接着層102の屈折率をn、接着層102の厚さをd、白色光L1の入射角度をθとすると、反射光R1と反射光R2との光路差Δは、下記数2で表される。
また、干渉の次数をm、波長をλとすると、Δが下記数3で示される条件を満たすような波長の光について反射光は極大となり、数4で示されるような条件を満たす波長については反射光が極小となる。
ここで、m次の極大を示す波長をλj、m+1次の極大を示す波長をλj+1とすると、厚さdとλj及びλj+1との間には、下記数5及び数6に示すような関係が成り立つ。
数5及び数6より、接着層102の厚さdは以下の数7によって求められる。したがって、パソコン40は、取得した反射光のデータのうち、極大を示した波長を数7に従って解析して接着層102の厚さdを算出する。測定結果はモニタ42に表示されて一連の測定が終了する。
その後、ステップS41において、ステップS40で取得された測定結果に基づき、接着層102の厚さが設定範囲(たとえば、接合レンズ100の規格幅)内にあるかどうかが判定される。判定はユーザがモニタ42の表示を確認して行ってもよいし、パソコン40に自動で行わせてもよい。この判定がNoの場合、処理は後述するステップS42に進み、Yesの場合は後述するステップS43に進む。
ステップS42において、ユーザは操作部13を操作してアーム12及び把持されたレンズ部材101を上下させて接着層102の厚さdが適切な値となるように調整を行う。調整後、処理はステップS20に戻り、再度接着層102の厚さが測定される。アーム12を駆動する機構をパソコン40と接続しておけば、ステップS42の工程をパソコン40に行わせて調整精度を向上させることも可能である。
ステップS43において、図示しない紫外線照射機構から、接合レンズ100に紫外線が照射される(UV照射)。UV照射によって接着層102は瞬時に硬化され、接着層102が設定した厚さで固化される。こうして接合レンズ100の製造が終了する。
なお、ステップS41からS43の厚さ調整が行われない場合は、必ずしもステップS11において接着層102を形成する接着剤としてUV硬化性のものを用いたり、ステップS13においてアーム12でレンズ部材101を把持したりしなくてもよい。
なお、ステップS41からS43の厚さ調整が行われない場合は、必ずしもステップS11において接着層102を形成する接着剤としてUV硬化性のものを用いたり、ステップS13においてアーム12でレンズ部材101を把持したりしなくてもよい。
本実施形態の厚さ測定方法によれば、ステップS10の反射層形成工程において、一対のレンズ部材101と接着層102との界面にそれぞれハーフミラー層103及び反射層104が形成される。そのため、レンズ部材101と接着層102との屈折率差が小さくても、光源部20から発せられる白色光L1がレンズ部材101と接着層102との界面で好適に反射され、十分な量の反射光が反射光取得工程S30で受光素子35に取得される。その結果、接合レンズ100としての光学特性に影響を与えることなく、接着層102の厚さを良好に測定して、接合レンズ100の品質を正確に評価することができる。
また、レンズ部材101にフランジ101Cが設けられ、ハーフミラー層103及び反射層104は、接合レンズ100の光軸方向においてフランジ101Cと重畳する位置に形成されているので、ハーフミラー層103及び反射層104が接合レンズ100の有効径の外側に位置し、接合レンズ100の視野に影響を与えることがない。
また、本実施形態の厚さ測定方法を実行する測定装置1においては、レンズ部材101を把持可能なアーム12を備えているので、接着層102の厚さの寸法結果に応じて、一対のレンズ部材101間の距離を調節して接着層102の厚さを適正な範囲に調節することができる。
次に本発明の第2実施形態について、図6及び図7を参照して説明する。本実施形態と上述の第1実施形態との異なるところは、保持部の構成及びその使用方法である。なお、以降の説明において、上述の第1実施形態と共通する構成については、同一の符号を付して重複する説明を省略する。
図6は本実施形態で使用される測定装置51の一例を示す図である。保持部60は、ホルダ11と、ホルダ11の下方に設けられたステージ61とを備えている。ステージ61は、公知のXYZステージであり、ホルダ11及びホルダ11に取り付けられた接合レンズ110(後述)を、光源部20及び受光部30に対して相対移動させることができる。
図7は、本実施形態における被検物である接合レンズ110を示す図である。一対のレンズ部材101がフランジ101Cを有する点は接合レンズ100と同様であるが、接合レンズ110においては、ハーフミラー層113及び反射層114が、フランジ101Cの全周にわたって連続して形成されている。
上述の測定装置51を用いて接合レンズ110の接着層102の厚さを測定する際の流れについて説明する。
ステップS10において、ハーフミラー層113及び反射層114がレンズ部材101のフランジ101Cの平面101B側の面に全周にわたって形成されて接合レンズ110が形成される。
ステップS10において、ハーフミラー層113及び反射層114がレンズ部材101のフランジ101Cの平面101B側の面に全周にわたって形成されて接合レンズ110が形成される。
続いて、ハーフミラー層113及び反射層114上の一領域(第1の領域)に白色光L1が照射され、ステップS20からステップS40の各工程が第1実施形態と同様に行われ、当該領域における接着層102の厚さが算出される。
次に、ユーザは、第1の領域と接合レンズ110の中心からの距離が同一となる他の領域(第2の領域)を設定し、光源部20、受光部30、及びステージ61を調節して、当該第2の領域に白色光L1を照射し、第1の領域と同様の手順で接着層102の厚さを測定する。
さらに、ユーザは、第1の領域と接合レンズ110の中心からの距離が同一となる他の領域(第3の領域)を設定し、第2の領域と同様の操作によって、接着層102の厚さを算出する。
3つの領域における接着層102の厚さが計測できたところで、ユーザは各領域における厚さを比較し、接着層102全体の均一性が所望の範囲内にあるかどうかを判定して(判定工程)、一連の工程を終了する。
上述の判定工程においては、3箇所以上の厚さデータに基づいて、接着層102の界面の推定形状を算出させ、この平坦度を評価することによって接着層の均一性が判定されてもよい。また、この場合、必ずしも厚さを測定する領域すべてが接合レンズ110の中心から等距離に位置していなくてもよい。
上述の判定工程においては、3箇所以上の厚さデータに基づいて、接着層102の界面の推定形状を算出させ、この平坦度を評価することによって接着層の均一性が判定されてもよい。また、この場合、必ずしも厚さを測定する領域すべてが接合レンズ110の中心から等距離に位置していなくてもよい。
本実施形態の厚さ測定方法においても、レンズ部材101と屈折率差の小さい接着層102の厚さを正確に計測することができる。また、複数箇所の接着層102の厚さが測定され、これらが判定工程で比較等されることによって、選択された箇所における接着層102の厚さに加えて、接着層102全体としての均一性についても評価することができる。したがって、より高精度に接着層102の評価を行い、接合レンズ110等の接合体の品質をより好適に管理することができる。
また、接合レンズ110においては、ハーフミラー層113及び反射層114がフランジ101Cの全周にわたって連続して形成されているので、保持部60に取り付ける際に、周方向の位置合わせをする必要がなく、光源部20等との位置合わせを容易に行うことができ、第1の領域と中心から等距離にある第2及び第3の領域の設定も容易に行うことができる。また、接合レンズ110の製造時においても、一対のレンズ部材101を接合する際に、ハーフミラー層113と反射層114との周方向における位置合わせをする必要がなく、接合レンズの製造効率を向上させることができる。
さらに、測定装置51においては、保持部60にステージ61が設けられているので、光源部20や受光部30のみを動かして位置合わせを行うのに比べて、白色光L2の照射位置の位置合わせがより容易となる。
本実施形態では、ハーフミラー層113及び反射層114の3つの領域の厚さが測定される例を説明したが、測定箇所の数は判定方法、要求精度等を考慮してユーザが適宜設定してよい。
また、保持部がホルダ11を軸線回りに回転可能な駆動部を有し、かつ当該駆動部の回転軸とホルダ11に取り付けられた被検物の中心軸との軸合わせが可能に構成されると、軸合わせの後、ホルダ11及び接合体を回転させるだけで、第1の領域と等距離の第2、第3の領域等に容易に位置合わせを行うことができる。
また、保持部がホルダ11を軸線回りに回転可能な駆動部を有し、かつ当該駆動部の回転軸とホルダ11に取り付けられた被検物の中心軸との軸合わせが可能に構成されると、軸合わせの後、ホルダ11及び接合体を回転させるだけで、第1の領域と等距離の第2、第3の領域等に容易に位置合わせを行うことができる。
以上、本発明の各実施形態について説明したが、本発明の技術範囲は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、上述の各実施形態においては、接合体としての接合レンズの有効径の外側にフランジを有し、光軸方向においてフランジと重畳するように反射層としてのハーフミラー層及び反射層が設けられる例を説明したが。本発明の接合体はこれには限定されない。一例として、接合されるレンズ部材の有効径を必要な値よりも大きく設定し、ハーフミラー層及び反射層を必要な有効径の外側に位置するように形成することによって、接合レンズとしては所望の有効径を確保しつつ、反射層が球面の一部と光軸方向において重畳するように設けられてもよい。
例えば、上述の各実施形態においては、接合体としての接合レンズの有効径の外側にフランジを有し、光軸方向においてフランジと重畳するように反射層としてのハーフミラー層及び反射層が設けられる例を説明したが。本発明の接合体はこれには限定されない。一例として、接合されるレンズ部材の有効径を必要な値よりも大きく設定し、ハーフミラー層及び反射層を必要な有効径の外側に位置するように形成することによって、接合レンズとしては所望の有効径を確保しつつ、反射層が球面の一部と光軸方向において重畳するように設けられてもよい。
また、接合体も、上述の接合レンズには限定されず、互いの屈折率差が小さい複数の部材及び接着層からなる接合体であれば、適宜位置を調節して反射層を設けることによって、本発明の厚さ測定方法を適用可能な接合体とすることが可能である。このような例としては、カメラに使用する、CCDとローパスフィルタとの接合体等を挙げることができる。
さらに、上述の各実施形態では、接合レンズの反射層の一方がハーフミラー層であり、他方が反射層である例を説明したが、測定光の光量等を調節して十分な光量の反射光が取得できるようにすれば、すべての反射層がハーフミラー層で構成されてもよい。このようにすると、一対のレンズ部材に同一の反射層を形成すればよいため、部品点数が減少して製造効率が向上されるとともに、測定装置に設置する際もいずれの面を上側にするかについて考慮する必要がないので、さらに効率よく測定を行うことができる。
100、110 接合レンズ(接合体)
101 レンズ部材
102 接着層
103、113 ハーフミラー層(第1の反射層)
104、114 反射層(第2の反射層)
L1 白色光(測定光)
R1、R2 反射光
S10 反射層形成工程
S20 測定光照射工程
S30 反射光取得工程
S40 反射光解析工程
101 レンズ部材
102 接着層
103、113 ハーフミラー層(第1の反射層)
104、114 反射層(第2の反射層)
L1 白色光(測定光)
R1、R2 反射光
S10 反射層形成工程
S20 測定光照射工程
S30 反射光取得工程
S40 反射光解析工程
Claims (4)
- 第1層と、前記第1層と同等の屈折率を有し、前記第1層に接合される接着層とを有する接合体の前記接着層の厚さを測定するための測定方法であって、
前記第1層と前記接着層との界面に、前記界面よりも高い反射率を有する反射層を形成する反射層形成工程と、
前記反射層に測定光を照射する測定光照射工程と、
前記測定光が前記反射層で反射された反射光を取得する反射光取得工程と、
取得された前記反射光に基づいて前記接着層の厚さを算出する反射光解析工程と、
を備えることを特徴とする測定方法。 - 第1レンズ部材と第2レンズ部材とが、接着層を間に挟んで接合された接合レンズであって、
前記接着層に対向する前記第1レンズ部材の面上に形成された第1の反射層と、
前記接着層に対向する前記第2レンズ部材の面上に形成された第2の反射層と、
を備え、
前記第1の反射層と、前記第2の反射層とは、前記接合レンズの光軸方向において、少なくとも一部が重畳することを特徴とする接合レンズ。 - 前記第1の反射層及び前記第2の反射層は、周方向に連続して環状に形成されていることを特徴とする請求項2に記載の接合レンズ。
- 第1の部材と第2の部材とが、接着層を間に挟んで接合された接合体であって、
前記接着層に対向する前記第1の部材の面上に形成された第1の反射層と、
前記接着層に対向する前記第2の部材の面上に形成された第2の反射層と、
を備え、
前記第1の反射層と、前記第2の反射層とは、前記接合体の光軸方向において、少なくとも一部が重畳することを特徴とする接合体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009098000A JP2010249600A (ja) | 2009-04-14 | 2009-04-14 | 接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009098000A JP2010249600A (ja) | 2009-04-14 | 2009-04-14 | 接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010249600A true JP2010249600A (ja) | 2010-11-04 |
Family
ID=43312109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009098000A Withdrawn JP2010249600A (ja) | 2009-04-14 | 2009-04-14 | 接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010249600A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012216466A (ja) * | 2011-04-01 | 2012-11-08 | Denso Corp | 有機el装置およびその製造方法 |
| CN109541779A (zh) * | 2017-09-21 | 2019-03-29 | 日本电产三协株式会社 | 透镜单元 |
-
2009
- 2009-04-14 JP JP2009098000A patent/JP2010249600A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012216466A (ja) * | 2011-04-01 | 2012-11-08 | Denso Corp | 有機el装置およびその製造方法 |
| CN109541779A (zh) * | 2017-09-21 | 2019-03-29 | 日本电产三协株式会社 | 透镜单元 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6377218B2 (ja) | 計測システムおよび計測方法 | |
| KR100947464B1 (ko) | 두께 측정장치 | |
| KR102286356B1 (ko) | 반사 및 투과형 나노포톤 디바이스를 위한 고 처리량, 고 해상도 광학 기법 | |
| JP6044315B2 (ja) | 変位計測方法および変位計測装置 | |
| TWI298824B (en) | Lithographic apparatus, device manufacturing method, and device manufactured thereby | |
| US8947673B2 (en) | Estimating thickness based on number of peaks between two peaks in scanning white light interferometry | |
| JP5424143B2 (ja) | 反射度分布曲線のモデリング方法及びこれを利用した厚さ測定方法、ならびに厚さ測定反射計 | |
| JP6546172B2 (ja) | 反射光学素子、特にマイクロリソグラフィの光学特性を測定する測定構成体 | |
| CN103579037B (zh) | 利用数字光学技术的厚度检测装置及方法 | |
| JP4100330B2 (ja) | 薄膜測定方法及び薄膜測定装置 | |
| KR102229881B1 (ko) | 광열반사 스펙트럼 측정장치 및 이의 동작 방법 | |
| JP2011174764A (ja) | 検査方法および検査装置 | |
| JP4142552B2 (ja) | 形状プロファイル測定装置およびそれを用いた半導体デバイスの製造方法 | |
| JP2010249600A (ja) | 接合体における接着層の厚さの測定方法及び接合レンズ並びに接合体 | |
| JP5038963B2 (ja) | 分光光学系および分光測定装置 | |
| JP2006337374A (ja) | 構造データを求める際の測定精度を改善する装置及び方法 | |
| JP5426901B2 (ja) | Duv−uv帯域の分光光学系およびそれを用いた分光測定装置 | |
| JPH1047926A (ja) | 膜厚測定装置および膜厚測定方法 | |
| JP2011214976A (ja) | 金型検査装置、金型検査方法、防眩製品ヘイズ予測方法および防眩製品反射像鮮明度予測方法 | |
| JP2010107355A (ja) | 光学フィルタ調整方法およびムラ検査装置 | |
| JP4807659B2 (ja) | セル内膜厚測定装置 | |
| JP2013122393A (ja) | 欠陥検査装置および欠陥検査方法 | |
| US20250231494A1 (en) | Comprehensive inspection equipment for euv exposure process | |
| KR20130021425A (ko) | 박막 두께 측정장치 및 방법 | |
| JP4639808B2 (ja) | 測定装置及びその調整方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120703 |