JP2011002012A - Pipe joint structure - Google Patents
Pipe joint structure Download PDFInfo
- Publication number
- JP2011002012A JP2011002012A JP2009145024A JP2009145024A JP2011002012A JP 2011002012 A JP2011002012 A JP 2011002012A JP 2009145024 A JP2009145024 A JP 2009145024A JP 2009145024 A JP2009145024 A JP 2009145024A JP 2011002012 A JP2011002012 A JP 2011002012A
- Authority
- JP
- Japan
- Prior art keywords
- resin pipe
- resin
- joint
- pipe member
- inner layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Joints Allowing Movement (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
Abstract
【課題】主に、樹脂製管継手の熱伸縮による耐疲労破壊強度の向上を図り得るようにする。
【解決手段】短管状の継手本体2と、継手本体2の端部に設けられた複数の接着受口部3とを有すると共に、接着受口部3が、樹脂製管部材4の端部を挿入接着固定可能に構成された管継手部構造であって、接着受口部3は、その内層12に、樹脂製管部材4と接着接合可能な樹脂材料14を有する複合受口部11とされ、複合受口部11の外層13と、継手本体2とは、樹脂製管部材4の熱伸縮応力を吸収可能な樹脂材料18で構成されるようにしている。
【選択図】図1An object of the present invention is to make it possible to improve fatigue fracture resistance mainly by thermal expansion and contraction of a resin pipe joint.
A short tubular joint body 2 and a plurality of adhesive receiving portions 3 provided at the end of the joint main body 2, and the adhesive receiving portion 3 at the end of the resin pipe member 4 are provided. It is a pipe joint part structure configured to be capable of being inserted and fixed, and the adhesive receiving part 3 is a composite receiving part 11 having a resin material 14 that can be adhesively bonded to the resin pipe member 4 on its inner layer 12. The outer layer 13 of the composite receiving part 11 and the joint body 2 are made of a resin material 18 that can absorb the thermal expansion and contraction stress of the resin pipe member 4.
[Selection] Figure 1
Description
この発明は、管継手部構造に関するものである。 The present invention relates to a pipe joint part structure.
樹脂配管の接続などには、例えば、図6に示すような樹脂製管継手1が、一般的に用いられている。このような樹脂製管継手1は、ほぼ短管状の継手本体2と、この継手本体2の端部に設けられた接着受口部3(または受口部3)とを有している。そして、樹脂製管継手1の接着受口部3に対して、樹脂製管部材4(図7参照)の端部を挿入接着固定することにより、樹脂製管部材4の接続を容易に行い得るよう構成している。このような樹脂製管継手1には、例えば、図示のようなLT型のもの(接着受口部3を3箇所有するもの)や、特に図示しないL型のもの(接着受口部3を2箇所有するもの)など、各種のものが存在している。
For example, a
そして、通常の樹脂製管継手1は、樹脂製管部材4を接着固定できるようにするために、樹脂製管部材4と同種の樹脂材料からなる単層構造の樹脂材料によって構成されている。
And the normal
このような樹脂製管部材4や樹脂製管継手1を、例えば、住宅やマンションなどの建築物の排水設備や給水給湯設備などの配管部に用いた場合、内部を流れる流体の温度や、外気温の影響などによって、樹脂製管継手1は樹脂製管部材4と共に熱伸縮を繰返すことになる。
When such a
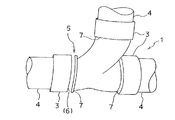
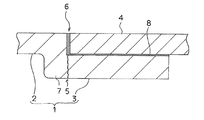
すると、樹脂製管継手1は、熱伸縮による繰返し応力によって、図7に示すように、疲労破壊を起こすおそれがある(疲労破壊部5)。このような樹脂製管継手1の疲労破壊は、図8に示すように、接着受口部3の内部における樹脂製管部材4の先端の位置6の周辺に多く生じる傾向がある。これは、上記位置6が、継手本体2と接着受口部3との境界部分に存在するフランジ部7(拡径部)と、樹脂製管部材4と接着受口部3との(接着剤による)接着部分8との間に挟まれることにより、全体としての肉厚が局所的に急減する形状(肉厚急減形状部)となっているため、応力集中が起こり易いことによるものと考えられる。
Then, as shown in FIG. 7, the
このような繰返しの熱伸縮による疲労破壊を防止するために、従来、受口部3の内部にゴムパッキンを備えて、このゴムパッキンにより、樹脂製管部材4を軸線方向へ移動自在に挿通保持しつつ止水可能となるようにした樹脂製管継手1が各種提案されている(例えば、特許文献1ないし特許文献4参照)。
In order to prevent such fatigue failure due to repeated thermal expansion and contraction, conventionally, a rubber packing has been provided inside the receiving
また、このようなゴムパッキンを備えた樹脂製管継手1に対して、樹脂製管部材4の挿入位置を規定可能なストッパ部を備えることにより、受口部3に対する樹脂製管部材4の挿入過剰や挿入不足を起こさずに確実に施工し得るようにすることも行われている。更に、上記したストッパ部を、樹脂製管部材4の伸長時に樹脂製管部材4の先端が乗越可能となるように構成することなども行われている(特許文献3参照)。
In addition, the
しかしながら、従来の管継手には、以下のような問題があった。 However, the conventional pipe joint has the following problems.
即ち、上記したような、単層構造の樹脂材料として構成された通常の接着接合型の樹脂製管継手1は、構造及び施工が簡単で安価である反面、樹脂製管部材4と同種の樹脂材料のみによって構成されていたため、上記した繰返しの熱伸縮を受ける肉厚急減形状部での疲労破壊を根本的に防止することができないという問題があった。
That is, the above-described ordinary adhesive-bonding type
また、ゴムパッキンやストッパ部などを備えることにより、繰返しの熱伸縮による疲労破壊に耐え得るようにした樹脂製管継手1は、上記した単層構造の樹脂材料からなる接着接合型の樹脂製管継手1と比べて、構造が複雑となり、価格も高価であると共に、ゴムパッキンの経年劣化による止水性低下が生じるという問題があった。
The
上記課題を解決するために、請求項1に記載された発明は、短管状の継手本体と、継手本体の端部に設けられた複数の接着受口部とを有すると共に、該接着受口部が、樹脂製管部材の端部を挿入接着固定可能に構成された管継手部構造において、前記接着受口部は、その内層に、前記樹脂製管部材と接着接合可能な樹脂材料を有する複合受口部とされ、該複合受口部の外層と、前記継手本体とは、前記樹脂製管部材の熱伸縮応力を吸収可能な樹脂材料で構成されていることを特徴としている。
In order to solve the above-mentioned problem, the invention described in
上記において、請求項2に記載された発明は、前記複合受口部の内層と外層とは、アンカー構造部を介して固定されていることを特徴としている。
In the above, the invention described in
請求項1の発明によれば、上記構成によって、以下のような作用効果を得ることができる。即ち、接着受口部を複合受口部としたことにより、接着受口部の内層と外層とにそれぞれ異なる機能を持たせることが可能となる。また、複合受口部は、見掛上、通常の単層構造を有する接着受口部と全く同様の形状に仕上げることができるので、一般的な樹脂製管継手と同じに取扱ったり施工したりすることが可能となる。即ち、特別な取扱いや施工が不要となる。複合受口部は、その内層を構成する樹脂材料によって、樹脂製管部材を接着接合することが可能となる。
According to invention of
また、複合受口部の外層と、継手本体とを構成する樹脂材料によって、樹脂製管部材の熱伸縮応力を吸収することが可能となる。即ち、樹脂製管部材の熱伸縮に追随して、複合受口部や継手本体を伸縮または変形させることができるようになる。これにより、ゴムパッキンやストッパ部などを備えた複雑な構造とすることなく、単純な構成で、繰返しの熱伸縮による疲労破壊を防止することが可能となる。 Moreover, it becomes possible to absorb the thermal expansion-contraction stress of a resin pipe member by the resin material which comprises the outer layer of a composite opening part, and a coupling main body. That is, following the thermal expansion and contraction of the resin pipe member, the composite receiving portion and the joint main body can be expanded and contracted or deformed. Accordingly, it is possible to prevent fatigue failure due to repeated thermal expansion and contraction with a simple configuration without using a complicated structure including a rubber packing and a stopper portion.
請求項2の発明によれば、上記構成によって、以下のような作用効果を得ることができる。即ち、複合受口部の内層と外層とが、アンカー構造部を介して固定されていることにより、内層と外層との間に、一体的強度を保持することが可能となる。また、内層と外層との間の止水性を確保することも可能となる。
According to invention of
本発明は、主に、樹脂製管継手の熱伸縮による耐疲労破壊強度の向上を図り得るようにすることを目的としている。 An object of the present invention is to make it possible to improve the fatigue fracture resistance due to thermal expansion and contraction of a resin pipe joint.
以下、本発明を具体化した実施例について、図示例と共に説明する。 Hereinafter, embodiments embodying the present invention will be described together with illustrated examples.
図1〜図5は、この発明の実施例およびその変形例を示すものである。 1 to 5 show an embodiment of the present invention and a modification thereof.
<構成>まず、構成について説明する。 <Configuration> First, the configuration will be described.
図1に示すような、樹脂製管継手1は、図2に示すように、樹脂製管部材4の接着接続(接着剤による接着部分8参照)に使用可能なものである。この樹脂製管継手1は、短管状の継手本体2と、継手本体2の端部に設けられた複数の接着受口部3とを有している。そして、樹脂製管継手1の接着受口部3に対して、樹脂製管部材4の端部を挿入接着固定することにより、樹脂製管部材4の接続を容易に行い得るように構成する。
As shown in FIG. 2, the
ここで、接着受口部3は、継手本体2に対し、フランジ部7(拡径部)を介して拡径形成される。継手本体2は、その内径が、樹脂製管部材4の内径とほぼ等しくなるように構成される。また、接着受口部3は、全体として、その内径が、樹脂製管部材4の外径とほぼ等しくなるように構成される。
Here, the diameter of the
このような樹脂製管継手1には、例えば、図示のようなLT型のもの(接着受口部3を3箇所有するもの)や、特に図示しないL型のもの(接着受口部3を2箇所有するもの)など、各種のものが存在している。上記したLT型の樹脂製管継手1は、継手本体2に、直線部分と分岐・合流部分とを有している。また、L型の樹脂製管継手1は、継手本体2に、屈曲部分を有している。
Examples of such a
このような樹脂製管部材4や樹脂製管継手1は、例えば、住宅やマンションなどの建築物の排水設備や給水給湯設備などの配管部などに用いられる。この場合、配管部の内部を流れる流体の温度や、外気温の影響などにより、樹脂製管継手1は樹脂製管部材4と共に熱伸縮を繰返すことになる。この樹脂製管部材4や樹脂製管継手1の熱伸縮は、配管部の上流側に設けられるもの程、大きくなる傾向にある。
Such a
そして、以上のような基本的な構成に対し、この実施例のものでは、以下のような構成を備えるようにしている。 In addition to the basic configuration as described above, the present embodiment has the following configuration.
(1)接着受口部3は、その内層12に、樹脂製管部材4と接着接合可能な樹脂材料14(以下、必要に応じて接着用樹脂材料14という)を有すると共に、その外層13に、上記樹脂材料14とは異なる樹脂材料15(以下、必要に応じて異種樹脂材料15という)を有する複合受口部11とされる。そして、特に、この複合受口部11の外層13と、継手本体2とが、樹脂製管部材4の熱伸縮応力を吸収可能な樹脂材料18(以下、必要に応じて伸縮性樹脂材料18という)で構成される。
(1) The
ここで、内層12を構成する接着用樹脂材料14は、樹脂製管部材4と同種の樹脂材料を用いるのが好ましい。
Here, it is preferable to use the same kind of resin material as that of the
例えば、樹脂製管部材4が塩化ビニル樹脂製である場合、接着用樹脂材料14は、同じく塩化ビニル樹脂製とする。より具体的には、例えば、接着用樹脂材料14を、塩化ビニル重合体、または、塩化ビニルを主体とする共重合体などによって構成する。
For example, when the
この内層12を構成する接着用樹脂材料14は、その内径が、樹脂製管部材4の外径とほぼ等しく、その外径が、外層13の内径とほぼ等しい短筒状のものとなるように構成する。また、短筒状の内層12の内方端には、応力低減構造部として、上記したフランジ部7の内面部分を構成する(内向き)フランジ部16などを設けるようにしても良い。
The
そして、外層13を構成する異種樹脂材料15を、樹脂製管部材4の熱伸縮に追随して伸縮または変形可能な伸縮性樹脂材料18とする。
The dissimilar resin material 15 constituting the outer layer 13 is made an
ここで、伸縮性樹脂材料18は、弾性率が低く、引張破断歪が大きい樹脂材料を用いるのが好ましい。このように、弾性率の低い樹脂材料を用いることにより、熱伸縮によって発生する応力を、構造的に低減させることが可能となる。弾性率については、概ね、一般的な単層構造の樹脂材料からなる樹脂製管継手1の1/3程度以下となるようにするのが、有効に機能させる上では好ましい。また、引張破断歪の大きい樹脂材料を用いることにより、変形や変位に対する追随性を構造的に向上させることが可能となる。引張破断歪については、概ね、一般的な単層構造の樹脂材料からなる樹脂製管継手1の2倍以上となるようにするのが、有効に機能させる上では好ましい。
Here, the
例えば、樹脂製管部材4が塩化ビニル樹脂製である場合、伸縮性樹脂材料18は、ポリプロピレン樹脂やポリエチレン樹脂などとする。より具体的には、例えば、伸縮性樹脂材料18を、プロピレン重合体、または、プロピレンを主体とする共重合体などで構成する。
For example, when the
そして、伸縮性樹脂材料18が、樹脂製管部材4の熱伸縮に追随して、有効に伸縮または変形し得るようにするためには、伸縮性樹脂材料18は、樹脂製管部材4の伸縮量と等しいか、それ以上の伸縮量を有するものとする。樹脂製管部材4の伸縮量は、樹脂製管部材4の長さと、熱膨張(熱収縮)係数との積を基準として求めることができる。
In order for the
より具体的には、例えば、塩化ビニル樹脂製の場合、樹脂製管部材4の長さを、樹脂製管部材4の規格寸法の1つである4mに想定した場合、樹脂製管部材4の伸縮量は、約20mmとなる。そのため、継手本体2の直線部分の両端に、対向する2箇所の複合受口部11を有するT型やLT型の樹脂製管継手1の場合、2箇所合わせて最大約40mmの伸縮量を有することが必要となる。よって、伸縮性樹脂材料18は、引抜試験による破壊時の伸縮量が40mm以上となるように構成するのが好ましい。そして、40mm以上の伸縮量を得るためには、複合受口部11の外層13だけでは伸縮量が不足するので、継手本体2の直線部分の伸縮量も利用し得るようにする。そのために、上記したように、複合受口部11の外層13と継手本体2とフランジ部7とを含めた樹脂製管継手1のほぼ全体(但し、内層12を除く)を伸縮性樹脂材料18によって構成する。この場合、継手本体2と複合受口部11との境界となるフランジ部7には、応力集中が生じ難いようにするために、上記とは別の応力低減構造部として、通常のものよりも大きめの(即ち、応力集中を有効に低減できる程度の曲率の)アール部21(大型アール部)などを形成しておくようにするのが好ましい。このような構成とすることにより、最も熱伸縮の激しい上流側の樹脂製管継手1として採用することなども可能となる。
More specifically, for example, in the case of a product made of vinyl chloride resin, when the length of the
(2)更に、上記した複合受口部11の内層12と外層13とは、固定部25を介して固定される。
(2) Furthermore, the
ここで、固定部25は、内層12の外周面と、外層13の内周面との間を、軸線方向および周方向に対して、固定し得るようにするものである。
Here, the fixing | fixed part 25 can fix between the outer peripheral surface of the
また、固定部25は、内層12にフランジ部16を設けた場合には、上記したフランジ部7の内面と、フランジ部16の外面との間に対して、設けることができる。この場合、固定部25は、フランジ部7の内面と、フランジ部16の外面とを、軸線方向および周方向に対して、固定し得るようにするものとなる。
Further, when the
そして、この固定部25を、上記したアンカー構造部28とする。このアンカー構造部28は、例えば、内層12と外層13との間に、凹凸形状部29を設けることによって構成する。凹凸形状部29は、アンカー構造部28として有効に機能可能な形状や凹凸量(または突出量)を有するものとされる。
The fixing portion 25 is referred to as the anchor structure portion 28 described above. The anchor structure portion 28 is configured by, for example, providing an
このような、凹凸形状部29は、例えば、図2に示すように、複合受口部11の周方向へ延びる環状凹部32と、この環状凹部32に隙間なく嵌合可能な環状凸部33との組合せとすることができる。この環状凹部32と、環状凸部33とは、複合受口部11の軸線方向に対し、最適な間隔を有して複数段に設けることができる。この場合、外層13に環状凹部32が設けられ、図3に示すように、内層12に環状凸部33が設けられるようにしている。但し、これらは、反対に設けても良い。即ち、外層13に環状凸部33を設けて、内層12に環状凹部32を設けるようにしても良い。
For example, as shown in FIG. 2, the
同様の凹凸形状部29は、フランジ部7の内面と、フランジ部16の外面との間に設けることができる。この場合、フランジ部7の内面に環状凸部33が設けられ、フランジ部16の外面に環状凹部32が設けられるようにしている。但し、これらは、反対に設けても良い。即ち、フランジ部7の内面に環状凹部32が設けられ、フランジ部16の外面に環状凸部33が設けられるようにしても良い。なお、凹凸形状部29の凹凸の向き(突出方向)は、構造上、内層12と外層13との間では、半径方向となるのに対し、フランジ部7とフランジ部16との間では、軸線方向となる。
The same
この場合、環状凸部33は、環状凹部32が設けられる部材(内層12または外層13、フランジ部16)の肉厚のほぼ半分程度の突出量を有するものなどとされている。なお、フランジ部7周辺の強度低下を防止し得るようにするために、環状凸部33または環状凹部32は、継手本体2と複合受口部11との境界となるフランジ部7から(強度低下防止に必要な距離だけ)軸線方向に離して設けるようにするのが好ましい(強度低下防止用距離または軸線方向距離34)。
In this case, the annular
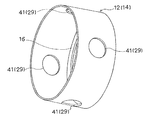
また、凹凸形状部29は、例えば、図4に示したものからも分かるように、開口部41と、この開口部41に対して隙間なく嵌合可能な嵌合凸部(図示せず)とすることができる。この開口部41と嵌合凸部とは、複合受口部11の周方向に対し、最適な間隔を有して複数個設けることができる。この場合、外層13に嵌合凸部が設けられ、内層12に開口部41が設けられるようにしている。但し、開口部41と嵌合凸部とは、反対に設けても良い。即ち、外層13に開口部41を設け、内層12に嵌合凸部を設けるようにしても良い。また、各開口部41と嵌合凸部との設置個数や大きさなどは、最適に設定することができる。
In addition, as shown in FIG. 4, for example, the
この場合、嵌合凸部は、開口部41が設けられる部材(内層12または外層13)の肉厚とほぼ等しい突出量を有するものとされている。また、開口部41と嵌合凸部とは、複合受口部11の周方向に対し、90度の位相を有して4箇所設けられている。各開口部41と嵌合凸部とは、円形状をしている。但し、各開口部41と嵌合凸部とは、円形状以外の形状することができる。
In this case, the fitting convex part has a protruding amount substantially equal to the thickness of the member (
また、凹凸形状部29は、例えば、図5に示したものからも分かるように、嵌合凹部と、この嵌合凹部に隙間なく嵌合可能な嵌合凸部43とすることができる。この嵌合凹部と嵌合凸部43とは、複合受口部11の周方向に対し、最適な間隔を有して複数個設けることができる。この場合、外層13に嵌合凹部が設けられ、内層12に嵌合凸部43が設けられるようにしている。但し、嵌合凹部と嵌合凸部43とは、反対に設けても良い。即ち、外層13に嵌合凸部43を設け、内層12に嵌合凹部を設けるようにしても良い。また、各嵌合凹部と嵌合凸部43との設置個数や大きさなどについては、最適に設定することができる。
Moreover, the uneven | corrugated shaped
この場合、嵌合凸部43は、嵌合凹部が設けられる部材(内層12または外層13)の肉厚のほぼ半分程度の突出量を有するものとされている。この嵌合凹部と嵌合凸部43とは、複合受口部11の周方向に対し、90度の位相を有して4箇所設けられている。各嵌合凹部と嵌合凸部43とは、矩形状をしている。但し、各嵌合凹部と嵌合凸部43とは、矩形状以外の形状としても良い。
In this case, the fitting
更に、凹凸形状部29は、特に図示しないが、ネジ孔と、ネジ溝との組合せなどとすることもできる。或いは、凹凸形状部29は、特に図示しないが、網目状やローレット加工模様などにすることもできる。
Furthermore, although the
更にまた、アンカー構造部28は、接着と組合せることもできる。この場合、接着は、接着剤を用いるもの(接着剤による接着)や、製造時(成形時)に発生する熱を利用するもの(熱接着)などが利用できる。 Furthermore, the anchor structure 28 can also be combined with adhesion. In this case, the bonding can be performed using an adhesive (adhesion using an adhesive) or using heat generated during manufacturing (molding) (thermal bonding).
(3)樹脂製管継手1の製造について
上記した複合受口部11の内層12と、継手本体2および複合受口部11の外層13とは、それぞれ射出成形によって成形されるようにする。
(3) Production of
この場合において、樹脂製管継手1は、インサート成形によって成形することができる。インサート成形の場合には、予め射出成形された接着用樹脂材料14による内層12を金型にセットしてから、金型に伸縮性樹脂材料18を注入して継手本体2および外層13を射出成形する。
In this case, the resin pipe joint 1 can be formed by insert molding. In the case of insert molding, the
また、樹脂製管継手1は、二色成形(多色成形)によって成形することができる。二色成形(多色成形)とする場合には、一種類の金型に対し、別々に樹脂を射出可能な複数の射出ノズルを用いて、上記した内層12と、継手本体2および外層13とを同時に射出形成する。
The resin pipe joint 1 can be molded by two-color molding (multicolor molding). In the case of two-color molding (multicolor molding), the
或いは、内層12と、継手本体2および外層13とを別々に射出成形しておき、後工程で両者を嵌合または強制嵌合するなどにより組合せて固定し、樹脂製管継手1を構成することなども可能である。
Alternatively, the
なお、樹脂製管継手1を、上記したインサート成形や二色成形(多色成形)で製造する場合には、アンカー構造部28に対し、熱接着が行われることになる。また、樹脂製管継手1を上記した嵌合または強制嵌合で製造する場合には、アンカー構造部28に対し、接着剤で接着するようにしても良い。なお、上記したインサート成形の場合には、内層12に接着剤を塗布して置くことも可能である。
When the resin pipe joint 1 is manufactured by the above-described insert molding or two-color molding (multicolor molding), the anchor structure portion 28 is thermally bonded. Further, when the resin pipe joint 1 is manufactured by the above-described fitting or forced fitting, it may be bonded to the anchor structure portion 28 with an adhesive. In the case of the insert molding described above, an adhesive can be applied to the
(4)樹脂製管継手1の着色について
上記した内層12と、継手本体2および外層13とは、どちらか一方または両方を、非透明または透明のものとすることができる。内層12と、継手本体2および外層13との両方を透明とした場合には、樹脂製管継手1の内部の様子を外側から観察し得るものとなる。これにより、透明な樹脂製管継手1によって、樹脂製管部材4の施工状況や配管部の使用状況を確認することが可能となる。また、内層12と、継手本体2および外層13との両方を非透明とした場合には、通常の単層構造の樹脂製管継手1と外観上同じように仕上げることが可能となる。また、目的や用途によって、内層12と、継手本体2および外層13との一方を非透明とし、他方を透明とすることなども可能となる。
(4) Coloring of the resin pipe joint 1 Either or both of the
<作用>次に、この実施例の作用について説明する。 <Operation> Next, the operation of this embodiment will be described.
接着受口部3が複合受口部11とされた樹脂製管継手1は、上記したように、インサート成形や、二色成形(多色成形)や、内層12と、外層13との嵌合または強制嵌合などによって製造される。
As described above, the resin pipe joint 1 in which the adhesive receiving
そして、この樹脂製管継手1は、例えば、住宅やマンションなどの建築物の排水設備や給水給湯設備などの配管部に用いられる。 And this resin pipe joint 1 is used for piping parts, such as a drainage facility of buildings, such as a house and a condominium, and a water supply hot-water supply equipment, for example.
即ち、この樹脂製管継手1の接着受口部3に対して、樹脂製管部材4の端部を挿入接着固定することにより、樹脂製管部材4の接続が行われる。この際、樹脂製管部材4の端部は、複合受口部11の内層12の接着用樹脂材料14に対して挿入接着固定される。
That is, the
この実施例によれば、以下のような作用効果を得ることができる。 According to this embodiment, the following operational effects can be obtained.
(1)接着受口部3を複合受口部11としたことにより、接着受口部3の内層12と外層13とにそれぞれ異なる機能を持たせることが可能となる。また、複合受口部11は、見掛上、通常の単層構造を有する接着受口部と全く同様の形状に仕上げることができるので、一般的な樹脂製管継手と同じに取扱ったり施工したりすることが可能となる。即ち、特別な取扱いや施工が不要となる。複合受口部11は、その内層12を構成する樹脂材料14(接着用樹脂材料14)によって、樹脂製管部材4を接着接合することが可能となる。
(1) By using the adhesive receiving
また、複合受口部11の外層13と、継手本体2とを構成する樹脂材料18(伸縮性樹脂材料18)によって、樹脂製管部材4の熱伸縮応力を吸収することが可能となる。即ち、樹脂製管部材4の熱伸縮に追随して、複合受口部11や継手本体2を伸縮または変形させることができるようになる。これにより、ゴムパッキンやストッパ部などを備えた複雑な構造とすることなく、単純な構成で、繰返しの熱伸縮による疲労破壊を防止することが可能となる。
Further, the resin material 18 (stretchable resin material 18) constituting the outer layer 13 of the composite receiving
(2)複合受口部11の内層12と外層13とが、アンカー構造部28を介して固定されていることにより、内層12と外層13との間に、一体的強度を保持することが可能となる。また、内層12と外層13との間の止水性を確保することも可能となる。
(2) Since the
例えば、住宅やマンションなどの建築物の排水設備や給水給湯設備などの配管部に対し、熱伸縮による耐疲労破壊強度の高い樹脂製管継手を提供することができるようになる。 For example, it becomes possible to provide a resin pipe joint having a high fatigue resistance against fatigue due to thermal expansion and contraction for piping parts such as a drainage facility and a hot water supply facility for buildings such as houses and condominiums.
2 継手本体
3 接着受口部
4 樹脂製管部材
11 複合受口部
12 内層
13 外層
14 樹脂材料(接着用樹脂材料)
15 樹脂材料(伸縮性樹脂材料または異種樹脂材料)
18 樹脂材料(伸縮性樹脂材料)
28 アンカー構造部
2
15 Resin material (stretchable resin material or dissimilar resin material)
18 Resin material (stretchable resin material)
28 Anchor structure
Claims (2)
前記接着受口部は、その内層に、前記樹脂製管部材と接着接合可能な樹脂材料を有する複合受口部とされ、
該複合受口部の外層と、前記継手本体とは、前記樹脂製管部材の熱伸縮応力を吸収可能な樹脂材料で構成されていることを特徴とする管継手部構造。 It has a short tubular joint body and a plurality of adhesive receiving portions provided at the end of the joint main body, and the adhesive receiving portion is configured so that the end of the resin pipe member can be inserted, bonded and fixed. In the pipe joint structure,
The adhesive receiving portion is a composite receiving portion having a resin material that can be adhesively bonded to the resin pipe member on the inner layer thereof,
An outer layer of the composite receiving part and the joint body are made of a resin material capable of absorbing thermal expansion and contraction stress of the resin pipe member.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009145024A JP2011002012A (en) | 2009-06-18 | 2009-06-18 | Pipe joint structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009145024A JP2011002012A (en) | 2009-06-18 | 2009-06-18 | Pipe joint structure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011002012A true JP2011002012A (en) | 2011-01-06 |
Family
ID=43560135
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009145024A Pending JP2011002012A (en) | 2009-06-18 | 2009-06-18 | Pipe joint structure |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011002012A (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018169005A (en) * | 2017-03-30 | 2018-11-01 | 積水化学工業株式会社 | Pipe joint |
| KR20190007174A (en) * | 2017-07-12 | 2019-01-22 | 박순형 | Freezing prevent type drainwater pipe connector structure |
| JP2019065949A (en) * | 2017-09-29 | 2019-04-25 | 積水化学工業株式会社 | Joint, piping structure, and manufacturing method of joint |
| JP2019065953A (en) * | 2017-09-29 | 2019-04-25 | 積水化学工業株式会社 | Joint, piping structure, and manufacturing method of joint |
| JP2020165449A (en) * | 2019-03-28 | 2020-10-08 | 積水化学工業株式会社 | Fitting and plumbing system |
| JP2020165528A (en) * | 2019-03-28 | 2020-10-08 | 積水化学工業株式会社 | Fittings and plumbing systems |
| JP2021148277A (en) * | 2020-03-23 | 2021-09-27 | 積水化学工業株式会社 | Pipe joint, piping and piping system |
| JP2021167655A (en) * | 2020-04-13 | 2021-10-21 | 積水化学工業株式会社 | Pipe joint, piping and piping system |
| JP2022049982A (en) * | 2020-09-17 | 2022-03-30 | 積水化学工業株式会社 | Pipe joint, piping and piping system |
| JP2022052227A (en) * | 2020-09-23 | 2022-04-04 | 積水化学工業株式会社 | Receptacle member for multilayer joint, multilayer joint and piping system |
| JP2022056949A (en) * | 2020-09-30 | 2022-04-11 | 積水化学工業株式会社 | Multilayer joint and piping system |
| US11530309B2 (en) | 2017-09-29 | 2022-12-20 | Sekisui Chemical Co., Ltd. | Foamed resin molded article |
-
2009
- 2009-06-18 JP JP2009145024A patent/JP2011002012A/en active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018169005A (en) * | 2017-03-30 | 2018-11-01 | 積水化学工業株式会社 | Pipe joint |
| KR102037574B1 (en) * | 2017-07-12 | 2019-10-28 | 박순형 | Freezing prevent type drainwater pipe connector structure |
| KR20190007174A (en) * | 2017-07-12 | 2019-01-22 | 박순형 | Freezing prevent type drainwater pipe connector structure |
| US11530309B2 (en) | 2017-09-29 | 2022-12-20 | Sekisui Chemical Co., Ltd. | Foamed resin molded article |
| JP2019065949A (en) * | 2017-09-29 | 2019-04-25 | 積水化学工業株式会社 | Joint, piping structure, and manufacturing method of joint |
| JP2019065953A (en) * | 2017-09-29 | 2019-04-25 | 積水化学工業株式会社 | Joint, piping structure, and manufacturing method of joint |
| JP2020165449A (en) * | 2019-03-28 | 2020-10-08 | 積水化学工業株式会社 | Fitting and plumbing system |
| JP2020165528A (en) * | 2019-03-28 | 2020-10-08 | 積水化学工業株式会社 | Fittings and plumbing systems |
| JP7538594B2 (en) | 2019-03-28 | 2024-08-22 | 積水化学工業株式会社 | Fittings and Piping Systems |
| JP7453746B2 (en) | 2019-03-28 | 2024-03-21 | 積水化学工業株式会社 | fittings and piping systems |
| JP2021148277A (en) * | 2020-03-23 | 2021-09-27 | 積水化学工業株式会社 | Pipe joint, piping and piping system |
| JP7642316B2 (en) | 2020-03-23 | 2025-03-10 | 積水化学工業株式会社 | Pipe fittings, piping and piping systems |
| JP2021167655A (en) * | 2020-04-13 | 2021-10-21 | 積水化学工業株式会社 | Pipe joint, piping and piping system |
| JP2022049982A (en) * | 2020-09-17 | 2022-03-30 | 積水化学工業株式会社 | Pipe joint, piping and piping system |
| JP7530255B2 (en) | 2020-09-17 | 2024-08-07 | 積水化学工業株式会社 | Pipe fittings, piping and piping systems |
| JP2022052227A (en) * | 2020-09-23 | 2022-04-04 | 積水化学工業株式会社 | Receptacle member for multilayer joint, multilayer joint and piping system |
| JP7480006B2 (en) | 2020-09-23 | 2024-05-09 | 積水化学工業株式会社 | Socket member for multi-layer joint, multi-layer joint and piping system |
| JP2022056949A (en) * | 2020-09-30 | 2022-04-11 | 積水化学工業株式会社 | Multilayer joint and piping system |
| JP7628411B2 (en) | 2020-09-30 | 2025-02-10 | 積水化学工業株式会社 | Multi-layer fittings and piping systems |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011002012A (en) | Pipe joint structure | |
| ES2366746T3 (en) | INTEGRATED ASSEMBLY OF HOSE AND COUPLING OF POLYMER MATERIAL AND METHOD OF MANUFACTURING IT. | |
| JP5113181B2 (en) | Cylindrical joint | |
| EP2775190B1 (en) | Pipe connection | |
| KR100995106B1 (en) | Joint pipe for connecting sewer and its manufacturing method | |
| RU2589974C1 (en) | Fitting, system containing such fitting, and airtight connection with such fitting | |
| IL153222A (en) | Pipe clamp inner seal | |
| US11767936B2 (en) | Pipe connection | |
| KR101059130B1 (en) | Reinforcement method of connecting pipe having expansion pipe and connecting pipe having expansion pipe reinforced by the reinforcement method | |
| ITTO960811A1 (en) | SPACER WASHER | |
| KR100995105B1 (en) | Joint pipe for connecting sewer and its manufacturing method | |
| KR100261854B1 (en) | Pe polyethylene saddle lean water pipe | |
| KR102028180B1 (en) | Pipe assembly | |
| US11767935B2 (en) | Connecting element and pipe connection comprising the same | |
| CA2458710C (en) | Improved pipe clamp inner seal | |
| US11060644B2 (en) | Sliding sleeve connection | |
| KR100543135B1 (en) | Hose Clamping Structure | |
| KR101375487B1 (en) | Rubber rings for plastic pipes having moving prevention | |
| RU2256115C2 (en) | Joining member | |
| FI112275B (en) | A pipe joint | |
| KR200448884Y1 (en) | Synthetic Resin Pipe Packing | |
| KR200411386Y1 (en) | Upper, sewer pipe connection device | |
| KR200465667Y1 (en) | Pipe joint for boiler distributor | |
| KR200299131Y1 (en) | jointing unit of pipe | |
| JP4785086B2 (en) | Tube connection method in piping box |