JP2011003665A - 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 - Google Patents
化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 Download PDFInfo
- Publication number
- JP2011003665A JP2011003665A JP2009144526A JP2009144526A JP2011003665A JP 2011003665 A JP2011003665 A JP 2011003665A JP 2009144526 A JP2009144526 A JP 2009144526A JP 2009144526 A JP2009144526 A JP 2009144526A JP 2011003665 A JP2011003665 A JP 2011003665A
- Authority
- JP
- Japan
- Prior art keywords
- mechanical polishing
- chemical mechanical
- aqueous dispersion
- polishing
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
配線材料、バリアメタル膜および層間絶縁膜に対する高研磨速度と高平坦化特性を同時に備えた化学機械研磨用水系分散体、およびこれを用いた化学機械研磨方法を提供することにある。
【解決手段】
本発明に係る化学機械研磨用水系分散体は、(A)砥粒と、(B)2つ以上のカルボニル基を有する化合物と、(C)複素環化合物と、を含有し、基板上にコバルト含有膜を有する基板を研磨する方法に用いる化学機械研磨用水系分散体であることを特徴とする。
【選択図】図1
Description
このようなダマシン配線では、一般的にバリアメタル膜の材料としてタンタル、窒化タンタル、チタン、窒化チタン等が用いられる。このため、前記第2研磨工程ではこれら特定のバリアメタル膜と、配線金属および絶縁膜の研磨速度比を最適化した化学機械研磨用水系分散体が検討されている。たとえば、特許文献1、2にはトリアゾール系化合物を用いて、タンタルやチタンなどのバリアメタル膜、配線金属および絶縁膜の研磨速度比を制御する技術が開示されている。
(A)砥粒と、
(B)2つ以上のカルボニル基を有する化合物と、
(C)複素環化合物と、
を含有し、半導体基板上に形成されたコバルト含有膜を有する基板を研磨する方法に用いる化学機械研磨用水分散体であることを特徴とする。
本実施形態に係る化学機械研磨用水系分散体は、(A)砥粒と、(B)2つ以上のカルボニル基を有する化合物と、(C)複素環化合物とを含有し、コバルト含有膜を有する基板を研磨する方法に用いる化学機械研磨用水分散体であることを特徴とする。
従来バリアメタルとして用いられているチタン系の材料やタンタル系の材料と、コバルトは例えば表1に示すように、機械的特性や化学的特性が異なる。たとえば、コバルトはイオン化エネルギーから判断するとタンタルと同等なイオン化傾向があるが、機械的強度の指針である硬度はチタン、タンタルより小さい。(コバルトの特殊性については特開2008−121110などに記載されている。)このため、従来のバリアメタル研磨用の水系分散体を使用すると機械的な研磨作用と化学的な研磨作用(エッチング作用など)のバランスが大きく異なり、従来の化学機械研磨用水系分散体を使用することはできない。
さらに、このような物理的・化学的特性としては示すことができないが、コバルト系の材料は絶縁膜や配線金属との密着性も、従来バリアメタルとして用いられているチタン系の材料やタンタル系の材料と大幅に異なり、密着性の違いに伴う研磨欠陥の発生をも抑制する必要がある。

本実施形態に係る化学機械研磨用水系分散体は、(A)砥粒を含有する。
(A)砥粒としては、気相中で塩化ケイ素等を、酸素および水素と反応させるヒュームド法により合成されたヒュームド法シリカ、金属アルコキシドから加水分解縮合して合成するゾルゲル法により合成されたシリカ、精製により不純物を除去した無機コロイド法等により合成されたコロイダルシリカ等が挙げられる。特に、(A)砥粒としては、精製により不純物を除去した無機コロイド法等により合成されたコロイダルシリカが好ましい。
(A)砥粒の形状は、球状であることが好ましい。ここで、球状とは、鋭角部分を有さない略球形のものを含み、必ずしも真球に近いものである必要はない。球状の砥粒を用いることにより、十分な研磨速度で研磨することができるとともに、被研磨面におけるスクラッチ等の発生も抑制できる。
本実施形態に係る化学機械研磨用水系分散体は、(B)2つ以上のカルボニル基を有する化合物を含有する。2つ以上のカルボニル基を有する化合物を含有することにより、コバルトおよび/または窒化コバルトからなるバリアメタル膜に対する研磨速度を高めることができる。
また、タンタルのように機械的強度が高い金属では、マレイン酸やリンゴ酸と溶解した後の錯体が、コバルトと比較すると硬度を有する錯体となるため、スクラッチ、ディッシングやコロージョンを引き起こし易いと推測される。
本実施形態に係る化学機械研磨用水系分散体は、(C)複素環化合物を含有する。複素環化合物を添加することにより、銅等の配線金属の研磨により水系分散体中に溶出された銅イオンと複素環化合物とが配位結合し、銅の析出を防ぐことができる。これにより、配線金属上のスクラッチ等の表面欠陥を抑制することができる。
(C)複素環化合物としては、ピロール、ピロリン、ピロリドン、インドール、インドレニン、インドリン、オキシインドール、ジオキシインドール、オキシルインドール、イサチン、インドキシル、ピラゾール、2H−1,2,3− トリアゾール、1,2,3− トリアゾール、4 H−1,2,4 − トリアゾール、1H−1,2,4− トリアゾール、1 H −1,2,3,4−トリアゾール、2H−1,2,3,4−トリアゾール、ベンゾイミダゾール、1,2−ベンゾピラゾール、2,1−ベンゾピラゾール、1 − ベンゾトリアゾール、2−ベンゾトリアゾール、ピリジン、2,2−ビピリジニル、キノリン、イソキノリン、ピリダジン、シンシノリン、フタラジン、フタラジノン、ピリミジン、プリン、プテリジン、キナゾリン、ピラジン、キノキサリン、トリアジン、テトラジン、テトラゾール及びそれらの化合物中の水素原子が、アルキル基、水酸基、アミノ基、カルボニル基またはアルデヒド基で置換された誘導体からなる群から選ばれる1 種以上である。
一方、(C)成分の含有量が上記範囲を超えると、銅膜に対して十分な研磨速度が得られない場合があり、研磨工程を終了するのに多大な時間を要する場合がある。
本実施形態に係る化学機械研磨用水系分散体のpHを調整するための手段としては、例えば水酸化カリウム、アンモニア、エチレンジアミン、TMAH(テトラメチルアンモニウムハイドロオキサイド)等の塩基性塩に代表されるpH調整剤を添加することにより、pHを調整することができる。
本実施形態に係る化学機械研磨用水系分散体は、酸化剤を含有することができる。酸化剤を含有することで、さらに研磨速度が向上する。酸化剤としては、広範囲の酸化剤を使用することができるが、適切な酸化剤として過酸化水素水、酸化性金属塩、酸化性金属錯体、非金属系酸化剤の例えば過酢酸や過ヨウ素酸、鉄系イオンの例えばニトレート、スルフェート、EDTA、シトレート、フェリシアン化カリウム等、アルミニウム塩、ナトリウム塩、カリウム塩、アンモニウム塩、第4アンモニウム塩、ホスホニウム塩、あるいは過酸化物のその他のカチオン塩、塩素酸塩、過塩素酸塩、硝酸塩、過マンガン酸塩、過硫酸塩およびこれらの混合物が挙げられる。
上記酸化剤の含有量は、使用時における化学機械研磨用水系分散体の全質量に対し、好ましくは0.1〜5質量%であり、より好ましくは0.55〜2質量%、特に好ましくは0.8〜1.2質量%である。酸化剤の含有量が0.1質量%未満であると、被研磨面に対して十分な研磨速度が得られない場合があり、研磨工程を終了するのに多大な時間を要する場合がある。一方、酸化剤の含有量が5質量%を超えると、銅等の配線材料やバリアメタル膜の腐食が発生する場合がある。
活性剤としては、例えば、三重結合を有する非イオン性界面活性剤が挙げられる。具体的
には、アセチレングリコールおよびそのエチレンオキサイド付加物、アセチレンアルコー
ルなどが挙げられる。また、シリコーン系界面活性剤、ポリビニルアルコール、シクロデ
キストリン、ポリビニルメチルエーテル、およびヒドロキシエチルセルロースなども挙げ
られる。上記アニオン界面活性剤としては、例えば、脂肪族せっけん、硫酸エステル塩、
およびリン酸エステル塩などが挙げられる。上記カチオン界面活性剤としては、例えば、
脂肪族アミン塩および脂肪族アンモニウム塩などが挙げられる。これらの界面活性剤は、
1種単独でまたは2種以上を組み合わせて使用することも可能である。
上記酸化剤の含有量は、使用時における化学機械研磨用水系分散体の全質量に対し、好ましくは0.01〜0.2質量%であり、より好ましくは0.01〜0.15質量%、特に好ましくは0.01〜0.1質量%である。界面活性剤の含有量が0.01質量%未満であると、被研磨面に対して十分に研磨速度を制御することができない場合がある。一方、界面活性剤の含有量が0.2質量%を超えると、水系分散体の保存安定性が損なわれる場合がある。
本実施形態に係る化学機械研磨用水系分散体は、銅膜、コバルト含有バリアメタル膜、および絶縁膜を同一条件により研磨した場合に、銅膜の研磨速度(RCu)とコバルト含有バリアメタル膜の研磨速度(Rco)との比(RCu/Rco)が0.1〜1.5であり、かつ、コバルトバリアメタル膜の研磨速度(Rco)と前記絶縁膜の研磨速度(RIn)との比(Rco/RIn)が0.5〜1.8であることを特徴とする。本実施形態に係る化学機械研磨用水系分散体は、上記のような特徴を有することから、ダマシン配線形成工程における第2研磨工程に用いることが望ましい。
前記研磨速度の「比」は、銅膜、コバルト含有バリアメタル膜、および絶縁膜を、上記の同一条件の下に別個に研磨し、各々の研磨速度の値から算出することができる。該研磨は、銅膜、コバルト含有バリアメタル膜、または絶縁膜を備えるウェハを用いて行うことができる。
コバルト含有バリアメタル膜の研磨速度(RCo)と絶縁膜の研磨速度(RIn)との比(Rco/RIn)は、0.2〜2であるが、好ましくは0.5〜1.8、より好ましくは0.7〜1.5である。この比(Rco/RIn)が0.5未満の場合、絶縁膜が過度に研磨され、良好なダマシン配線を形成することができない。一方、比(Rco/RIn)が2を超える場合、バリアメタル膜が過度に研磨されるため、ディッシング発生の原因となり、十分に平坦化された精度の高い仕上げ面とすることができない。
前記バリアメタル膜を形成する金属は、コバルト、タンタル、チタン等があり、またそれらの窒化物、酸化物であってもよい。窒化物として、例えば窒化コバルト、窒化タンタル、窒化チタンがある。また、コバルトやタンタル、チタンは、純コバルトや純タンタル、純チタンに限らず、例えばタンタル−ニオブ等の合金を含む。例えば、本願実施形態においてコバルト含有バリアメタル膜の単膜だけではなく、配線との密着性を考慮して複膜のバリアメタル膜とすることも可能である。そのとき、バリアメタル膜の積層順は設計時に適宜対応可能である。
本実施形態に係る化学機械研磨用水系分散体は、純水に直接(A)砥粒、(B)2つ以上のカルボニル基を有する化合物、(C)複素環化合物およびその他の添加剤、pH調整剤を添加して混合・撹拌することにより調製することができる。このようにして得られた化学機械研磨用水系分散体をそのまま使用してもよいが、各成分を高濃度で含有する(濃縮された)化学機械研磨用水系分散体を調製し、使用時に所望の濃度に希釈して使用してもよい。
本発明の一実施形態に係る化学機械研磨方法について、以下詳細に説明する。
2.1 被処理体
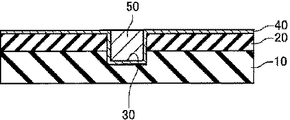
図1は、本実施形態に係る化学機械研磨方法に用いられる被処理体を示す断面図である。
(1)まず、低誘電率絶縁膜10を塗布法またはプラズマCVD法により形成する。低誘電率絶縁膜10として、無機絶縁膜および有機絶縁膜が挙げられる。無機絶縁膜としては、例えば、SiOF膜(k=3.5〜3.7)、Si−H含有SiO2膜(k=2.8〜3.0)などが挙げられる。有機絶縁膜としては、カーボン含有SiO2膜(k=2.7〜2.9)、メチル基含有SiO2膜(k=2.7〜2.9)、ポリイミド系膜(k=3.0〜3.5)、パリレン系膜(k=2.7〜3.0)、ポリテトラフルオロエチレン系膜(k=2.0〜2.4)、アモルファスカーボン(k=<2.5)などが挙げられる(上記のkは誘電率を表す。)。
(2)低誘電率絶縁膜10の上に、CVD法または熱酸化法を用いて絶縁膜20を形成する。キャップ層20は、低誘電率絶縁膜10を保護するためのキャップ層としての役割を担う。キャップ層20としては、例えば、TEOS膜等が挙げられる。
(3)低誘電率絶縁膜10およびキャップ層20を連通するようにエッチングして配線用凹部30を形成する。
(4)CVD法を用いてキャップ層20の表面ならびに配線用凹部30の底部および内壁面を覆うようにバリアメタル膜40を形成する。バリアメタル膜40は、銅膜との接着性および銅膜に対する拡散バリア性に優れる観点から、コバルト、窒化コバルト、またはコバルト合金である事が好ましい。このとき、コバルト含有バリア膜の単層でも良いが、その他の材料との組合せで複数層であってもよい。
(5)バリアメタル膜40の上に銅を堆積させて銅膜50を形成することにより、被処理体100が得られる。
2.2 化学機械研磨方法
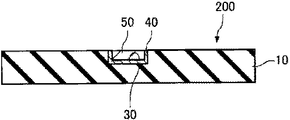
図2ないし図4は、本実施形態に係る化学機械研磨方法の研磨工程を模式的に示す断面図である。本研磨工程では、主に銅膜を研磨する第1研磨工程と、不要な銅、バリアメタル膜および絶縁膜を研磨する第2研磨工程と、が行われる。
まず、被処理体100のバリアメタル膜40の上に堆積した銅膜50を除去するために、銅膜用の化学機械研磨用水系分散体を用いて化学機械研磨を行う。図2に示すように、第1研磨工程では、バリアメタル膜40が表出した時点で化学機械研磨をストップさせる。なお、第1研磨工程は、堆積させた銅膜50をバリアメタル膜40が露出する直前まで高速で研磨するバルク研磨工程と、バルク研磨工程において残留した銅膜50をバリアメタル膜40が露出するまで研磨するファイン研磨工程と、に分けて実施することができる。
次いで、本発明に係る化学機械研磨用水系分散体を用いて、バリアメタル膜40および銅膜50を同時に化学機械研磨する。図3に示すように、キャップ層20が表出した後も、なお引き続き化学機械研磨を進めてキャップ層20を除去する。低誘電率絶縁膜10が表出した時点で化学機械研磨をストップさせることにより、図4に示すような半導体装置200が得られる。本発明に係る化学機械研磨用水系分散体は、キャップ層20、バリアメタル膜40、銅膜50に対する研磨速度をほぼ同等とすることができるため、一工程で半導体装置を仕上げることができる。
本実施形態に係る化学機械研磨方法では、市販の化学機械研磨装置を用いることができる。市販の化学機械研磨装置として、例えば、荏原製作所社製、型式「EPO−112」、「EPO−222」;ラップマスターSFT社製、型式「LGP−510」、「LGP−552」;アプライドマテリアル社製、型式「Mirra」「Reflexion LK」等が挙げられる。
好ましい研磨条件としては、使用する化学機械研磨装置により適宜設定されるべきであるが、例えば化学機械研磨装置として「Reflexion LK」を使用する場合には下記の条件とすることができる。
・定盤回転数;好ましくは30〜120rpm、より好ましくは40〜100rpm
・ヘッド回転数;好ましくは30〜120rpm、より好ましくは40〜100rpm
・定盤回転数/ヘッド回転数比;好ましくは0.5〜2、より好ましくは0.7〜1.5
・研磨圧力;好ましくは60〜450gf/cm2、より好ましくは200〜400gf/cm2
・化学機械研磨用水系分散体供給速度;好ましくは50〜400mL/分、より好ましくは100〜300mL/分
以下、本発明を実施例により説明するが、本発明はこれらの実施例により何ら限定されるものではない。
3.2.1 分散体の調製
化学機械研磨用水分散体の全質量を100質量%とした場合に、リンゴ酸、マレイン酸もしくはグリシンを1質量%、ベンゾトリアゾール(BTA)、5−メチルベンゾトリアゾールもしくはキナルジン酸を0.03もしくは0質量%、コロイダルシリカ水分散体を固形分として5質量%、水酸化カリウムを0.9質量%、全構成成分の量が100質量%となるようにイオン交換水をポリエチレン製の瓶に加えて1時間撹拌した後、孔径1μmのフィルターでろ過し、水酸化カリウムでpHを任意の値に調整し、過酸化水素に換算して1質量%に相当する量の30質量%過酸化水素水を順次入れ、表2(下記)に記載の分散体S1〜C8を得た。
化学機械研磨用水系分散体S1〜C8は、(B)または(C)成分の種類もしくは含有量、pHを表2に記載の通りに変更したこと以外は、上記の化学機械研磨用水系分散体実施例1と同様にして作製した。
化学機械研磨装置(アプライドマテリアルズ社製、型式「Reflexion LK」)に多孔質ポリウレタン製研磨パッド(富士紡績社製、品番「H800-type1(3−1S)775」)を装着し、化学機械研磨用水系分散体S1を供給しながら、下記の各種研磨速度測定用基板につき、下記の研磨条件にて1分間研磨処理を行い、下記の手法によって研磨速度、平坦性および欠陥の有無を評価した。
また、化学機械研磨用水系分散体S2〜C8についても上記と全く同様の操作を行い評価した。これらの結果を表2に示す。
(1)研磨速度測定用基板
・膜厚15,000オングストロームの銅膜が積層された12インチ熱酸化膜付きシリコン基板。
・膜厚2,000オングストロームのコバルト膜が積層された12インチ熱酸化膜付きシリコン基板。
・膜厚20,000オングストロームのPETEOSが積層された12インチシリコン基板。
(2)研磨条件
・ヘッド回転数:87rpm
・ヘッド荷重:350gf/cm2
・テーブル回転数:98rpm
・化学機械研磨水系分散体の供給速度:300mL/分
この場合における化学機械研磨用水系分散体の供給速度とは、全供給液の供給量の合計を単位時間当たりで割り付けた値をいう。
(3)研磨速度の算出方法
銅膜およびコバルト膜については、電気伝導式膜厚測定器(ケーエルエー・テンコール社製、形式「オムニマップRS100」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
PETEOS膜については、光干渉式膜厚測定器(ケーエルエー・テンコール社製、形式「ASET・F5X」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。ここで、銅膜に対する研磨速度(RCu)とコバルトバリアメタル膜に対する研磨速度(RCo)との比(RCu/RCo)は、好ましくは0.2〜1であり、より好ましくは0.5〜0.8である。また、コバルトバリアメタル膜に対する研磨速度(RCo)とPETEOS膜に対する研磨速度(RIn)との比(RCo/RIn)は、好ましくは0.5〜1.8であり、より好ましくは0.7〜1.5である。また、コバルトバリアメタル膜に対する研磨速度(RCo)とタンタル膜に対する研磨速度(RTa)との比(RCo/RTa)は、好ましくは0.4〜1であり、より好ましくは0.5〜0.9である。
上記ブランケットウェハの評価で算出される銅膜、コバルト膜およびPETEOS膜の研磨速度とその比率を算出することにより、本実施例に係る化学機械研磨用水系分散体の基本的研磨特性を確認することができる。しかしながら、配線パターンとなる溝が形成されたパターンウェハのCMPでは、局所的に過剰に研磨される箇所が発生することが知られている。これは、CMP前のパターンウェハ表面には配線パターンとなる溝を反映した凹凸が金属膜の表面に生じており、CMPを行う場合にパターン密度に応じて局所的に高い圧力がかかり、その部分の研磨速度が速くなるためである。そこで、半導体基板に模したパターンウェハを研磨して評価することにより、本実施例に係る化学機械研磨用水系分散体の実際に使用する状態における研磨特性を確認することができる。
(1)パターン付きウェハ
シリコン基板上にPETEOS膜を5,000オングストローム順次積層させた後、「SEMATECH 854」マスクパターン加工し、その上に125オングストロームのコバルト膜、125オングストロームのタンタル膜、1,000オングストロームの銅シード膜および10,000オングストロームの銅膜を順次積層させたテスト用の基板を用いて、
被研磨物とした。
(2)研磨条件
・化学機械研磨装置 アプライドマテリアルズ社製、型式「Mirra」
・ヘッド回転数:67rpm
・ヘッド荷重:350gf/cm2
・テーブル回転数:73rpm
・化学機械研磨水系分散体の供給速度:200mL/分
この場合における化学機械研磨用水系分散体の供給速度とは、全供給液の供給量の合計を単位時間当たりで割り付けた値をいう。
研磨時間を研磨開始からテーブル上から発する赤外線によって検知した終点に到るまでの時間の1.2倍とした。
研磨処理工程後のパターン付きウェハの被研磨面につき、1cm×1cmの銅の領域について、欠陥検査装置(KLAテンコール社製、形式「2351」)を使用して10nm2〜100nm2の大きさの欠陥数を評価した。表2において、○はコロージョンの数が0〜〜100個であり好ましい状態である。×は101個以上のコロージョンが存在する状態であり、研磨性能不良と判断される。
膜厚2,000オングストロームの1cm×1cmコバルトカットウェハーを、過酸化水素に換算して1質量%に相当する量の30質量%過酸化水素水を加えた化学機械研磨用水系分散体S1〜C8に1分間浸漬した。1分後、カットウェハーを取り出し、蒸留水で洗浄、乾燥させた後、カットウェハー表面を観察した。○はコバルト膜表面に異常酸化、腐食がない好ましい状態である。×は異常酸化や腐食が見られ、コバルトバリア膜の溶出があり研磨性能不良と判断される。
研磨処理後のパターン付き基板の被研磨面につき、高解像度プロファイラー(KLAテンコール社製、形式「HRP240」)を用いて、銅配線幅(ライン、L)/絶縁膜幅(スペース、S)がそれぞれ100μm/100μmの銅配線部分におけるディッシング量(nm)を測定した。ここで、「ディッシング」とは、研磨後の被研磨面において、測定位置の銅配線を挟むPETEOS膜の上面と測定位置の銅配線の最低部位との高低差をいう。なお、ディッシング量は、銅配線上面が基準面(絶縁膜上面)よりも上に凸である場合はマイナスで表示した。ディッシング量は、0〜30nmであることが好ましく、0〜20nmであることがより好ましい。表2の評価欄において、ディッシング量が0〜30nmである場合には「○」と表記し、上記範囲外である場合には「×」と表記した。
実施例S1〜S8に係る化学機械研磨用水系分散体を用いた場合には、いずれもRCu/RCoおよびRCo/RInの値が好ましい範囲内にあるため、銅膜、コバルト膜、およびPETEOS膜(以下、「三膜」ともいう。)の存在する被研磨面を一工程で研磨できる。また、実施例S1〜S8に係る化学機械研磨用水系分散体を用いてパターン付き基板を研磨した場合には、ディッシング等の表面欠陥を抑制することができ、被研磨面の良好な平坦性を実現することができた。
Claims (7)
- (A)砥粒と、
(B)2つ以上のカルボニル基を有する化合物と、
(C)複素環化合物と、
を含有し、基板上にコバルト含有膜を有する基板を研磨する方法に用いる化学機械研磨用水系分散体。 - 前記(B)成分がリンゴ酸および/またはマレイン酸である請求項1に記載の化学機械的研磨用水系分散体。
- 前記(C)成分が含窒素複素環化合物である請求項1〜2のいずれか一項に記載の化学機械的研磨用水系分散体。
- 前記(C)成分がベンゾトリアゾールおよび/またはベンゾトリアゾール誘導体である請求項1〜3のいずれか一項に記載の化学機械的研磨用水系分散体。
- pHが7〜9である請求項1〜4のいずれか一項に記載の化学機械研磨水系分散体。
- 前記(A)成分がシリカである請求項1〜5に記載の化学機械研磨用水系分散体。
- 請求項1〜6のいずれかに記載の化学機械研磨用水系分散体を用いて、半導体基板上に形成された銅膜、絶縁膜及びコバルト含有膜を有する基板を研磨する方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009144526A JP2011003665A (ja) | 2009-06-17 | 2009-06-17 | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009144526A JP2011003665A (ja) | 2009-06-17 | 2009-06-17 | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011003665A true JP2011003665A (ja) | 2011-01-06 |
Family
ID=43561411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009144526A Pending JP2011003665A (ja) | 2009-06-17 | 2009-06-17 | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011003665A (ja) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012182158A (ja) * | 2011-02-08 | 2012-09-20 | Hitachi Chem Co Ltd | 研磨液、及びこの研磨液を用いた基板の研磨方法 |
| US20130186850A1 (en) * | 2012-01-24 | 2013-07-25 | Applied Materials, Inc. | Slurry for cobalt applications |
| WO2013112587A1 (en) * | 2012-01-24 | 2013-08-01 | Applied Materials, Inc. | Slurry for planarizing photoresist |
| JP2014509064A (ja) * | 2011-07-05 | 2014-04-10 | フーダン・ユニバーシティー | コバルトの化学機械研磨用スラリー |
| WO2014132641A1 (ja) * | 2013-02-28 | 2014-09-04 | 株式会社フジミインコーポレーテッド | コバルト除去のための研磨スラリー |
| WO2015068823A1 (ja) | 2013-11-08 | 2015-05-14 | 和光純薬工業株式会社 | 半導体基板用洗浄剤および半導体基板表面の処理方法 |
| CN104745085A (zh) * | 2013-12-25 | 2015-07-01 | 安集微电子(上海)有限公司 | 一种用于钴阻挡层抛光的化学机械抛光液 |
| JP2015130439A (ja) * | 2014-01-08 | 2015-07-16 | 株式会社荏原製作所 | エッチング液、エッチング方法、およびはんだバンプの製造方法 |
| WO2015129342A1 (ja) * | 2014-02-26 | 2015-09-03 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| JP2016017158A (ja) * | 2014-07-10 | 2016-02-01 | 日立化成株式会社 | 研磨液及び研磨方法 |
| CN105400434A (zh) * | 2014-09-05 | 2016-03-16 | 富士胶片平面解决方案有限公司 | 抛光组合物及抛光钴膜的方法 |
| WO2016038995A1 (ja) * | 2014-09-08 | 2016-03-17 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| WO2016102279A1 (en) * | 2014-12-22 | 2016-06-30 | Basf Se | Use of a chemical mechanical polishing (cmp) composition for polishing of cobalt and / or co-balt alloy comprising substrates |
| KR20160077645A (ko) * | 2014-12-24 | 2016-07-04 | 솔브레인 주식회사 | 화학적 기계적 연마 슬러리 조성물 및 이를 이용하는 반도체 소자의 제조방법 |
| JP2017538285A (ja) * | 2014-10-21 | 2017-12-21 | キャボット マイクロエレクトロニクス コーポレイション | コバルト研磨促進剤 |
| KR101846607B1 (ko) * | 2011-07-20 | 2018-04-06 | 히타치가세이가부시끼가이샤 | 연마제 및 기판의 연마 방법 |
| US10170335B1 (en) | 2017-09-21 | 2019-01-01 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing method for cobalt |
| US10377921B2 (en) | 2017-09-21 | 2019-08-13 | Rohm and Haas Electronics Materials CMP Holdings, Inc. | Chemical mechanical polishing method for cobalt |
| WO2019239555A1 (ja) * | 2018-06-14 | 2019-12-19 | 日立化成株式会社 | 研磨液及び研磨方法 |
| WO2021095415A1 (ja) * | 2019-11-15 | 2021-05-20 | Jsr株式会社 | 化学機械研磨用組成物及び化学機械研磨方法 |
| WO2021095412A1 (ja) * | 2019-11-15 | 2021-05-20 | Jsr株式会社 | 化学機械研磨用組成物及び化学機械研磨方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005117046A (ja) * | 2003-10-10 | 2005-04-28 | Air Products & Chemicals Inc | 研磨組成物及びその使用 |
| JP2007273910A (ja) * | 2006-03-31 | 2007-10-18 | Fujifilm Corp | 研磨用組成液 |
| JP2009087968A (ja) * | 2007-09-27 | 2009-04-23 | Fujifilm Corp | 金属用研磨液、及び化学的機械的研磨方法 |
-
2009
- 2009-06-17 JP JP2009144526A patent/JP2011003665A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005117046A (ja) * | 2003-10-10 | 2005-04-28 | Air Products & Chemicals Inc | 研磨組成物及びその使用 |
| JP2007273910A (ja) * | 2006-03-31 | 2007-10-18 | Fujifilm Corp | 研磨用組成液 |
| JP2009087968A (ja) * | 2007-09-27 | 2009-04-23 | Fujifilm Corp | 金属用研磨液、及び化学的機械的研磨方法 |
Cited By (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012182158A (ja) * | 2011-02-08 | 2012-09-20 | Hitachi Chem Co Ltd | 研磨液、及びこの研磨液を用いた基板の研磨方法 |
| JP2014509064A (ja) * | 2011-07-05 | 2014-04-10 | フーダン・ユニバーシティー | コバルトの化学機械研磨用スラリー |
| KR101846607B1 (ko) * | 2011-07-20 | 2018-04-06 | 히타치가세이가부시끼가이샤 | 연마제 및 기판의 연마 방법 |
| US20130186850A1 (en) * | 2012-01-24 | 2013-07-25 | Applied Materials, Inc. | Slurry for cobalt applications |
| WO2013112587A1 (en) * | 2012-01-24 | 2013-08-01 | Applied Materials, Inc. | Slurry for planarizing photoresist |
| WO2013112490A1 (en) * | 2012-01-24 | 2013-08-01 | Applied Materials, Inc. | Slurry for cobalt applications |
| KR20150125930A (ko) * | 2013-02-28 | 2015-11-10 | 가부시키가이샤 후지미인코퍼레이티드 | 코발트 제거를 위한 연마 슬러리 |
| CN105144354A (zh) * | 2013-02-28 | 2015-12-09 | 福吉米株式会社 | 用于去除钴的研磨浆料 |
| JPWO2014132641A1 (ja) * | 2013-02-28 | 2017-02-02 | 株式会社フジミインコーポレーテッド | コバルト除去のための研磨スラリー |
| WO2014132641A1 (ja) * | 2013-02-28 | 2014-09-04 | 株式会社フジミインコーポレーテッド | コバルト除去のための研磨スラリー |
| US9576818B2 (en) | 2013-02-28 | 2017-02-21 | Fujimi Incorporated | Polishing slurry for cobalt removal |
| KR102160024B1 (ko) * | 2013-02-28 | 2020-09-25 | 가부시키가이샤 후지미인코퍼레이티드 | 코발트 제거를 위한 연마 슬러리 |
| WO2015068823A1 (ja) | 2013-11-08 | 2015-05-14 | 和光純薬工業株式会社 | 半導体基板用洗浄剤および半導体基板表面の処理方法 |
| CN104745085A (zh) * | 2013-12-25 | 2015-07-01 | 安集微电子(上海)有限公司 | 一种用于钴阻挡层抛光的化学机械抛光液 |
| CN104745085B (zh) * | 2013-12-25 | 2018-08-21 | 安集微电子(上海)有限公司 | 一种用于钴阻挡层抛光的化学机械抛光液 |
| JP2015130439A (ja) * | 2014-01-08 | 2015-07-16 | 株式会社荏原製作所 | エッチング液、エッチング方法、およびはんだバンプの製造方法 |
| US10059860B2 (en) | 2014-02-26 | 2018-08-28 | Fujimi Incorporated | Polishing composition |
| TWI656203B (zh) * | 2014-02-26 | 2019-04-11 | 福吉米股份有限公司 | Grinding composition |
| WO2015129342A1 (ja) * | 2014-02-26 | 2015-09-03 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| JPWO2015129342A1 (ja) * | 2014-02-26 | 2017-03-30 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| JP2016017158A (ja) * | 2014-07-10 | 2016-02-01 | 日立化成株式会社 | 研磨液及び研磨方法 |
| CN105400434A (zh) * | 2014-09-05 | 2016-03-16 | 富士胶片平面解决方案有限公司 | 抛光组合物及抛光钴膜的方法 |
| US9735031B2 (en) | 2014-09-05 | 2017-08-15 | Fujifilm Planar Solutions, LLC | Polishing compositions and methods for polishing cobalt films |
| US9735030B2 (en) | 2014-09-05 | 2017-08-15 | Fujifilm Planar Solutions, LLC | Polishing compositions and methods for polishing cobalt films |
| JP2018093204A (ja) * | 2014-09-05 | 2018-06-14 | フジフィルム プラナー ソリューションズ、エルエルシーFujifilm Planar Solutions, Llc | 研磨用組成物及びコバルト膜の研磨方法 |
| JP2016058730A (ja) * | 2014-09-05 | 2016-04-21 | フジフィルム プラナー ソリューションズ、エルエルシーFujifilm Planar Solutions, Llc | 研磨用組成物及びコバルト膜の研磨方法 |
| CN105400434B (zh) * | 2014-09-05 | 2019-03-29 | 富士胶片平面解决方案有限公司 | 抛光组合物及抛光钴膜的方法 |
| CN106661432A (zh) * | 2014-09-08 | 2017-05-10 | 福吉米株式会社 | 研磨用组合物 |
| JP2016056254A (ja) * | 2014-09-08 | 2016-04-21 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| WO2016038995A1 (ja) * | 2014-09-08 | 2016-03-17 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| JP2017538285A (ja) * | 2014-10-21 | 2017-12-21 | キャボット マイクロエレクトロニクス コーポレイション | コバルト研磨促進剤 |
| KR20170098293A (ko) * | 2014-12-22 | 2017-08-29 | 바스프 에스이 | 코발트 및/또는 코발트 합금 포함 기판의 연마를 위한 화학적 기계적 연마 (cmp) 조성물의 용도 |
| JP2018506607A (ja) * | 2014-12-22 | 2018-03-08 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | コバルト及び/又はコバルト合金含有の基板の研磨のための化学機械研磨(cmp)組成物の使用 |
| KR102588042B1 (ko) | 2014-12-22 | 2023-10-11 | 바스프 에스이 | 코발트 및/또는 코발트 합금 포함 기판의 연마를 위한 화학적 기계적 연마 (cmp) 조성물의 용도 |
| US10738219B2 (en) | 2014-12-22 | 2020-08-11 | Basf Se | Use of a chemical mechanical polishing (CMP) composition for polishing of cobalt and / or cobalt alloy comprising substrates |
| WO2016102279A1 (en) * | 2014-12-22 | 2016-06-30 | Basf Se | Use of a chemical mechanical polishing (cmp) composition for polishing of cobalt and / or co-balt alloy comprising substrates |
| KR20160077645A (ko) * | 2014-12-24 | 2016-07-04 | 솔브레인 주식회사 | 화학적 기계적 연마 슬러리 조성물 및 이를 이용하는 반도체 소자의 제조방법 |
| KR102418496B1 (ko) * | 2014-12-24 | 2022-07-08 | 솔브레인 주식회사 | 화학적 기계적 연마 슬러리 조성물 및 이를 이용하는 반도체 소자의 제조방법 |
| US10170335B1 (en) | 2017-09-21 | 2019-01-01 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing method for cobalt |
| US10377921B2 (en) | 2017-09-21 | 2019-08-13 | Rohm and Haas Electronics Materials CMP Holdings, Inc. | Chemical mechanical polishing method for cobalt |
| KR20210005261A (ko) * | 2018-06-14 | 2021-01-13 | 쇼와덴코머티리얼즈가부시끼가이샤 | 연마액 및 연마 방법 |
| JPWO2019240235A1 (ja) * | 2018-06-14 | 2021-06-10 | 昭和電工マテリアルズ株式会社 | 研磨液及び研磨方法 |
| WO2019240235A1 (ja) * | 2018-06-14 | 2019-12-19 | 日立化成株式会社 | 研磨液及び研磨方法 |
| JP7115541B2 (ja) | 2018-06-14 | 2022-08-09 | 昭和電工マテリアルズ株式会社 | 研磨液及び研磨方法 |
| US11584868B2 (en) | 2018-06-14 | 2023-02-21 | Showa Denko Materials Co., Ltd. | Polishing liquid and polishing method |
| WO2019239555A1 (ja) * | 2018-06-14 | 2019-12-19 | 日立化成株式会社 | 研磨液及び研磨方法 |
| KR102607889B1 (ko) | 2018-06-14 | 2023-11-28 | 가부시끼가이샤 레조낙 | 연마액 및 연마 방법 |
| TWI863913B (zh) * | 2018-06-14 | 2024-12-01 | 日商力森諾科股份有限公司 | 研磨液及研磨方法 |
| WO2021095415A1 (ja) * | 2019-11-15 | 2021-05-20 | Jsr株式会社 | 化学機械研磨用組成物及び化学機械研磨方法 |
| WO2021095412A1 (ja) * | 2019-11-15 | 2021-05-20 | Jsr株式会社 | 化学機械研磨用組成物及び化学機械研磨方法 |
| JP6892033B1 (ja) * | 2019-11-15 | 2021-06-18 | Jsr株式会社 | 化学機械研磨用組成物及び化学機械研磨方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011003665A (ja) | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 | |
| JP5472585B2 (ja) | 化学機械研磨用水系分散体および化学機械研磨方法 | |
| KR101330956B1 (ko) | Cmp 연마액 및 연마 방법 | |
| TWI286157B (en) | Bicine/tricine containing composition and method for chemical-mechanical planarization | |
| US20100323522A1 (en) | Polishing composition and polishing method | |
| WO2003036705A1 (en) | Polishing compound, method for production thereof and polishing method | |
| JP2012033887A (ja) | Cmp研磨液及び研磨方法 | |
| JP6620597B2 (ja) | Cmp研磨液及び研磨方法 | |
| EP2161737A1 (en) | Polishing composition and method for manufacturing semiconductor integrated circuit device | |
| JP5333744B2 (ja) | 化学機械研磨用水系分散体、化学機械研磨方法および化学機械研磨用水系分散体の製造方法 | |
| US20080171441A1 (en) | Polishing compound and method for producing semiconductor integrated circuit device | |
| TW201723139A (zh) | 一種化學機械拋光液及其應用 | |
| WO2011093195A1 (ja) | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体調製用キット | |
| EP1909312A1 (en) | Abrasive and process for producing semiconductor integrated-circuit unit | |
| KR102492098B1 (ko) | 연마제, 연마제용 저장액 및 연마 방법 | |
| JP2010041027A (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| WO2011016323A1 (ja) | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法 | |
| TW202106846A (zh) | 研磨液、分散體、研磨液的製造方法及研磨方法 | |
| JP2009272418A (ja) | 研磨剤組成物および半導体集積回路装置の製造方法 | |
| JP2008124377A (ja) | 化学機械研磨用水系分散体および化学機械研磨方法、ならびに化学機械研磨用水系分散体を調製するためのキット | |
| JP2009224771A (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP2010153790A (ja) | 化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに化学機械研磨用水系分散体の製造方法 | |
| JP5413571B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP5413569B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 | |
| JP5333742B2 (ja) | 化学機械研磨用水系分散体およびその製造方法、ならびに化学機械研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130611 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130730 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130730 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140402 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140411 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20140620 |