JP2011027571A - 配管減肉検査装置および配管減肉検査方法 - Google Patents
配管減肉検査装置および配管減肉検査方法 Download PDFInfo
- Publication number
- JP2011027571A JP2011027571A JP2009174136A JP2009174136A JP2011027571A JP 2011027571 A JP2011027571 A JP 2011027571A JP 2009174136 A JP2009174136 A JP 2009174136A JP 2009174136 A JP2009174136 A JP 2009174136A JP 2011027571 A JP2011027571 A JP 2011027571A
- Authority
- JP
- Japan
- Prior art keywords
- thinning
- ultrasonic
- pipe
- wave
- thickness reduction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 74
- 238000000034 method Methods 0.000 title claims abstract description 33
- 230000009467 reduction Effects 0.000 title abstract description 15
- 230000007547 defect Effects 0.000 claims abstract description 31
- 238000010586 diagram Methods 0.000 claims abstract description 31
- 238000011156 evaluation Methods 0.000 claims abstract description 30
- 238000011088 calibration curve Methods 0.000 claims abstract description 9
- 230000007274 generation of a signal involved in cell-cell signaling Effects 0.000 claims abstract description 7
- 239000000523 sample Substances 0.000 claims description 59
- 238000001514 detection method Methods 0.000 description 28
- 230000005540 biological transmission Effects 0.000 description 13
- 230000007246 mechanism Effects 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 210000001015 abdomen Anatomy 0.000 description 5
- 238000012360 testing method Methods 0.000 description 4
- 239000010883 coal ash Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000008439 repair process Effects 0.000 description 3
- 238000001228 spectrum Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 230000001902 propagating effect Effects 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000003745 diagnosis Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000001028 reflection method Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images







Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
【課題】超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できる配管減肉検査装置及び配管減肉検査方法を提供することにある。
【解決手段】
超音波アレイセンサ11は、配管12に超音波を送信及び受信する。超音波探傷装置21は、超音波アレイセンサ11にフェーズドアレイ方式により超音波の送受信を行う。画面表示及び欠陥判別装置23は、超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する。校正曲線データベース24には、減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図が記憶される。画面表示及び欠陥判別装置23は、レイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求める。
【選択図】図1
【解決手段】
超音波アレイセンサ11は、配管12に超音波を送信及び受信する。超音波探傷装置21は、超音波アレイセンサ11にフェーズドアレイ方式により超音波の送受信を行う。画面表示及び欠陥判別装置23は、超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する。校正曲線データベース24には、減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図が記憶される。画面表示及び欠陥判別装置23は、レイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求める。
【選択図】図1
Description
本発明は、超音波を用いた非破壊検査装置及び方法に係り、特に、配管などの管体の管外表面に発生する減肉欠陥を検査するに好適な配管減肉検査装置および配管減肉検査方法に関する。
発電プラント、石油プラントなどを構成する配管は、長期間運転している間に、配管内面及び外面を流れる流体などの影響を受けて、腐食あるいは磨耗に起因した減肉を生じる場合がある。例えば、石炭火力発電所においては、石炭灰を含んだ燃焼ガスが炉内を構成する配管の外面を通過する。この配管は、外部にある支持構造物で支えているが、運転条件により配管が振動するため、接合などによる固定はせず、若干の隙間がある状態で保持している。ここで、ごく微量の石炭灰が配管と支持構造物との間に入り込み、配管と支持構造物との間で固着する場合がある。また、運転条件によっては、配管は振動するため、固着した石炭灰が研磨材となり、配管表面を削り、磨耗減肉が生じる場合がある。
配管に生じた磨耗減肉が進展すると、貫通穴が形成される場合がある。この場合、液体や蒸気といった配管内部流体が漏洩しプラントの正常な運転が確保できなくなるため、長時間にわたり運転停止をせざるを得ない。そのため、定期的な監視および検査あるいは適切な補修が必要である。そこで、配管の板厚、材料の状態を管理する非破壊検査手法により配管の健全性を評価し、必要に応じて配管の交換や補修などの対策を施す必要がある。
非破壊検査手法の代表的なものとして、非特許文献1に規定されている超音波パルス反射法による厚さ測定方法がある。これは超音波探触子と送受信器から構成される超音波厚さ計を用いる方法が一般的である。超音波厚さ計は、検査対象配管の板厚方向に超音波を送信し、配管内面で反射した超音波を超音波探触子で受信したときの超音波伝播時間と既知である材料中の音速を用いて板厚を求める原理で、高精度で配管の板厚を測定することができるが、その有効検査範囲は超音波探触子と配管の接触面積に限定される。
ここで、上記の板厚測定方法は、減肉が予想される箇所の法線方向に超音波探触子を設置する必要がある。しかし、先に例として示した配管の減肉部は、支持構造物で外部を覆っているため、減肉が予想される箇所の法線方向に超音波探触子を設置することができない。そのため、支持構造物を避けた位置に超音波探触子などのセンサ類を設置し、遠方から減肉部を検査する必要がある。
一方で、遠方からき裂状の欠陥を検出する方法として、材料表面を伝播する超音波であるレイリー波を利用した非破壊検査方法がある(例えば、特許文献1や特許文献2参照)。
特許文献1記載のものは、検査対象範囲を透過する透過レイリー波の到達時間に計測することにより、減肉の有無を判別する方法である。そのため、表面波を発信する送信用超音波探触子と受信用超音波探触子は検査対象箇所を挟むように設置する。例えば、減肉がある場合、レイリー波は減肉部表面に沿って伝播するため、減肉がない場合に比べてレイリー波の伝播経路が長くなる。このため、減肉の大きさと到達時間は比例関係となることから、到達時間を計測することによって減肉の有無を判定できるとしている。
また、特許文献2記載のものは、表面波を発信する送信用超音波探触子と受信用超音波探触子を、検査対象箇所を挟むように設置し、検査対象範囲を透過する透過レイリー波を用いて欠陥の有無を判定する方法である。また、この手法では透過波のパワースペクトルを積分し、予備試験で得た校正積分値と比較することにより、欠陥の深さを算出できるとしている。
日本工業規格 JIS Z 2355:2005
超音波探傷試験III、pp.211−213
しかしながら、上述の減肉検査手法では、次のような問題点が挙げられる。
まず、特許文献1記載のものでは、検査対象範囲を挟むように2つの探触子を設置する必要があり、探触子の設置に制約が生じることが挙げられる。また、大きな減肉に対しては到達時間差が明瞭に現れるが、小さな減肉の場合には減肉有無の判別は難しいことが挙げられる。また、減肉の大小は判別できるが、急峻な減肉であるか、なだらかな減肉であるかという減肉性状は判らない。ここで、減肉性状の把握は、その部材の残存寿命を評価する上で重要な情報となる。
また、特許文献2記載のものでは、やはり検査対象範囲を挟むように2つの探触子を設置する必要があり、探触子の設置に制約が生じることが挙げられる。また、欠陥開口部(根元)と欠陥先端部があり形状変化が明瞭なき裂状欠陥ではパワースペクトルの変化が顕著に現れるが、磨耗減肉のように明瞭な形状変化点を有しない場合は、配管表面に沿って伝播するレイリー波の特性上、パワースペクトルの変化が顕著に現れにくいと考えられる。
つまり、従来の検査方法の課題は、配管表面に発生する減肉の有無を判別すること、かつ減肉性状、減肉の大きさを推定することが同時にできないことである。
本発明の目的は、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できる配管減肉検査装置及び配管減肉検査方法を提供することにある。
(1)上記目的を達成するために、本発明は、配管に超音波を送信及び受信する超音波アレイセンサと、該超音波アレイセンサにフェーズドアレイ方式により超音波の送受信を行う超音波探傷装置と、該超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する画面表示及び欠陥判別装置と、減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図を記憶する校正曲線データベースを備えるようにしたものである。
かかる構成により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
かかる構成により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
(2)上記(1)において、好ましくは、前記画面表示及び欠陥判別装置は、前記超音波探傷装置により、前記超音波アレイセンサを用いて、前記配管表面に超音波を入射したとき得られるレイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めるようにしたものである。
(3)上記(1)において、好ましくは、前記超音波アレイセンサにくさびをつけたものである。
(4)また、上記目的を達成するために、本発明は、配管に超音波を送信及び受信する少なくとも2つ以上の超音波探触子と、該超音波探触子により超音波の送受信を行う超音波探傷装置と、該超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する画面表示及び欠陥判別装置と、減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図を記憶する校正曲線データベースを備えるようにしたものである。
かかる構成により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
かかる構成により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
(5)上記(4)において、好ましくは、前記超音波探触子は、1個のレイリー波探触子と、少なくとも2個の異なる角度に超音波を送信する横波斜角探触子であり、前記画面表示及び欠陥判別装置は、前記超音波探傷装置により、前記超音波探触子を用いて、前記配管表面に超音波を入射したとき得られるレイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めるようにしたものである。
(6)さらに、上記目的を達成するために、本発明は、配管表面に設置したアレイセンサから超音波を入射し、反射レイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めるようにしたものである。
かかる方法により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
かかる方法により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
(7)また、上記目的を達成するために、本発明は、配管表面に設置した少なくとも2つ以上の超音波探触子から超音波を入射し、反射レイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めるようにしたものである。
かかる方法により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
かかる方法により、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
本発明によれば、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できるものとなる。
以下、図1〜図7を用いて、本発明の一実施形態による配管減肉検査装置の構成及び動作について説明する。
最初に、図1を用いて、本実施形態による配管減肉検査装置の全体構成及び動作について説明する。
図1は、本発明の一実施形態による配管減肉検査装置の構成を示すブロック図である。
最初に、図1を用いて、本実施形態による配管減肉検査装置の全体構成及び動作について説明する。
図1は、本発明の一実施形態による配管減肉検査装置の構成を示すブロック図である。
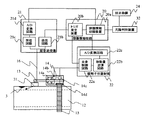
本実施形態の配管減肉検査装置は、超音波アレイセンサ11と、探傷情報収録装置20と、超音波探傷装置21と、探触子位置制御装置22と、画面表示及び欠陥判別装置23と、校正曲線データベース24とを備えている。
探傷情報収録装置20は、探傷情報収録装置20aと、トリガ信号を発生するトリガ信号発生装置20bとで主に構成される。探傷情報収録装置20aは、超音波探傷装置21で得た超音波探傷情報の収録および記憶、探触子位置制御装置22で得た超音波アレイセンサ11の位置情報の取得および収録を行う。
超音波探傷装置21は、本発明の実施形態の超音波の発信および受信を行う装置である。主な構成要素は、遅延回路21aと、送信回路21bと、受信回路21cと、A/D変換回路21dである。遅延回路21aは、超音波アレイセンサ11を構成する振動子から超音波信号の発信時間を制御する。送信回路21bは、超音波アレイセンサ11に入力信号を送信する。受信回路21cは、超音波アレイセンサ11からの出力信号を受信する。A/D変換回路21dは、超音波の入出力信号をアナログ信号からデジタル信号に変換する。
探触子位置制御装置22は、超音波アレイセンサ11の移動を制御する走査制御回路22aと、またそのときの超音波アレイセンサ11の位置から移動量を計算する移動量計算回路22bと、データをアナログ信号からデジタル信号に変換するA/D変換回路22cとから構成される。
超音波探傷装置21及び探触子位置制御装置22は、トリガ信号発生装置20bからのトリガ信号により動作する。超音波探傷装置21の遅延回路21aは、超音波アレイセンサ11を構成する振動子(素子)に電圧を印加するタイミング(遅延時間)を制御する。この遅延時間は、探傷情報収録装置20aに予め記憶された情報を読み込んで動作する。そして、送信回路21bは、入力信号を発生し、超音波アレイセンサ11に送られる。
配管12の外表面に配置した超音波アレイセンサ11は、入力信号を受けて超音波を配管12内に送信する。超音波アレイセンサ11は配管12上を移動して、減肉からの反射信号を受信する。受信した超音波信号は、受信回路21cに送られ、受信波形はA/D変換回路21dでデジタル信号に変換され、探傷情報収録装置20aに収録される。
一方、アーム13で保持した超音波アレイセンサ11は、超音波探触子移動装置14により移動される。アーム13は、超音波探触子移動装置14の車輪14aと車輪の回転を制御するアーム送り制御機構14bにより配管長手方向へ走査される。超音波探触子移動装置14は、配管に固定したガイドレール15のレール上に設置する。配管周方向へは、超音波探触子移動装置14内の歯車14cと、ガイドレール15の溝を噛み合わせて移動される。歯車14bの回転制御は、周方向送り制御機構14dにより行なわれる。ガイドレール15は、配管に設置できるように分割構造とする。
走査制御回路22aは、トリガ信号発生装置20bからのトリガ信号を受けると、移動量相当の信号をアーム送り制御機構14b及び周方向送り制御機構14dに伝達する。また、走査制御回路22aの情報は移動量計算回路22bに送られ、移動量が計算され、A/D変換回路22cを介して探傷情報収録装置20aに記憶される。ある探傷位置での受信波形情報と移動量が記憶されると、探傷情報収録装置20aからトリガ信号発生装置22bにトリガ信号発信命令が送られ、次の探傷位置での測定が行われる。
探傷情報記憶装置20に記憶された探傷情報は、画面表示及び欠陥判別装置23で探傷結果の画像表示がされる。また、画面表示及び欠陥判別装置23は、校正曲線データベース24と接続している。なお、これらの装置はケーブル16で接続されている。
ここで、図2を用いて、本実施形態による配管減肉検査装置に用いる超音波アレイセンサによるフェーズドアレイ法について説明する。
図2は、本発明の一実施形態による配管減肉検査装置に用いる超音波アレイセンサによるフェーズドアレイ法の説明図である。なお、図1と同一符号は、同一部分を示している。
図2は、本発明の一実施形態による配管減肉検査装置に用いる超音波アレイセンサによるフェーズドアレイ法の説明図である。なお、図1と同一符号は、同一部分を示している。
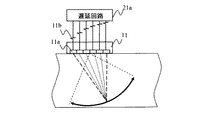
超音波アレイセンサ11は、複数の振動子(素子)11aなどから構成される。フェーズドアレイ法では、各振動子11aへの電気信号11bを送るときに遅延回路21aにより印加電圧発信時間を制御し、各振動子から発生する超音波の位相の重ね合わせ位置を制御することにより、送信角度を可変するセクタスキャンを行うようにしている。ここで、超音波ビーム形態の制御は遅延時間を設定することで行う。一般に、検査対象部位が単一材料であるため、ビームの集束点と各振動子間の超音波伝播時間は(直線的幾何学経路)/(材料音速)として算出し、各振動子までの伝播時間の差を用いて、アレイセンサの遅延時間を決定することができる。また、このときの遅延時間を活用して受信波を合成することにより、検査結果が2次元的に表示することができる。
次に、図3を用いて、本実施形態による配管減肉検査装置における減肉評価の原理について説明する。
図3は、本発明の一実施形態による配管減肉検査装置における減肉評価の原理説明図である。なお、図1と同一符号は、同一部分を示している。
図3は、本発明の一実施形態による配管減肉検査装置における減肉評価の原理説明図である。なお、図1と同一符号は、同一部分を示している。
本実施形態による配管減肉検査装置では、図3に示す経路の超音波を用いて、減肉の評価を行う。超音波アレイセンサ11から配管12に超音波を入射するとき、強い反射波として、経路1で示す減肉の淵からの反射波であるレイリー波と、経路2で示す減肉の腹からの反射波である横波反射波が得られる。
破線で示す経路1は、被検体である配管12の、超音波アレイセンサ11が設置される表面(配管の外表面)を伝播するレイリー波である。このレイリー波は、減肉部3の淵で反射して、レイリー波として経路1に沿って伝播し、超音波アレイセンサ11にて受信される。このため、レイリー波は、減肉の有無を検出するために用いられる。
実線で示す経路2は、被検体である配管12の内部を、所定の角度で、配管12の内表面及び外表面で順次反射し、伝播する横波である。この横波は、減肉部3の腹で反射して、横波として経路2に沿って伝播し、超音波アレイセンサ11にて受信される。なお、図3は、減肉3がなだらかな減肉の場合を示している。そのため、横波は、減肉の形状がなだらかか、急峻かを判別するために用いられる。
次に、図4〜図7を用いて、本実施形態による配管減肉検査装置の画面表示及び欠陥判別装置23の動作及び処理内容について説明する。
図4は、本発明の一実施形態による配管減肉検査装置の画面表示及び欠陥判別装置の動作及び処理内容を示すフローチャートである。図5は、本発明の一実施形態による配管減肉検査装置における減肉評価の原理説明図である。図6及び図7は、本発明の一実施形態による配管減肉検査装置にて用いる判定線図の説明図である。
図4は、本発明の一実施形態による配管減肉検査装置の画面表示及び欠陥判別装置の動作及び処理内容を示すフローチャートである。図5は、本発明の一実施形態による配管減肉検査装置における減肉評価の原理説明図である。図6及び図7は、本発明の一実施形態による配管減肉検査装置にて用いる判定線図の説明図である。
初めに、ステップS101において、図1に示した装置を用いて、フェーズドアレイ法による超音波探傷を実施する。なお、以降の説明では、配管材料の横波音速に基づいて送信及び受信処理および画像表示をした結果について記す。また、以下に示す探傷画像は、扇状に表示されるセクタ走査によって得られた画像で説明を行う。
次に、ステップS102において、ステップS101により得られた受信信号に基づき、レイリー波成分の出現の有無によって減肉の診断を行う。レイリー波の特性上、減肉部からのレイリー波の反射信号が得られる場合、探傷画像において表示角度θが80°〜90°成分(図5の画像の右上)を確認する。通常、レイリー波の音速は、横波音速の約90%である。そこで、超音波アレイセンサ11と検査範囲との距離をLとしたとき、L/0.9となる範囲に出現する成分が対象となる。ここで、このときのレイリー波の最大反射エコー強度Aが予め設定した反射強度のしきい値A0を超えた場合に、減肉が有ると判断する。
レイリー波反射エコー強度Aがしきい値A0を超えない場合は、ステップS103において、”減肉無し”と判断し、検査終了となる。一方、ステップS102において、レイリー波反射強度Aがしきい値A0を超える信号が有る場合、ステップ104において、“減肉あり”と判断し、ステップS105の判定に移行する。
ここで、横波反射波は、減肉の腹に対して直角な方向に入射した場合に発生する反射波の強度が最も高くなる。よって、横波反射エコーの出現位置である表示角度θを測定することで、その減肉が急峻なのか、なだらなかなのかという概略形状を把握することができ、これは重要である。例えば、急峻な減肉である場合、減肉進展速度が速いため、早急な補修あるいは監視強化などの必要な対策を検討することができる。
<ここまで>
そこで、ステップS105では、減肉の横波反射波の出現の有無および出現位置によって減肉の程度を判断する。つまり、横波反射エコーの強度Bが予め設定した横波反射エコー強度のしきい値B0より小さい場合は、ステップS106において、評価基準深さh0より浅い減肉であると判断する。また、横波反射エコーの強度Bがしきい値B0より大きい場合は深い減肉であると判断する。さらに、深い減肉においても、表示角度θが小さい場合(例えば、θ<θ0)は、ステップ107において、“なだらかな減肉”であると判断する。また、横波反射エコーの強度Bがしきい値B0より大きく、表示角度θが大きい場合(例えば、θ≧θ0)は、ステップS108において、図5に示すような“急峻な減肉”であると判断する。ここで、θ0は、例えば、70°とする。
そこで、ステップS105では、減肉の横波反射波の出現の有無および出現位置によって減肉の程度を判断する。つまり、横波反射エコーの強度Bが予め設定した横波反射エコー強度のしきい値B0より小さい場合は、ステップS106において、評価基準深さh0より浅い減肉であると判断する。また、横波反射エコーの強度Bがしきい値B0より大きい場合は深い減肉であると判断する。さらに、深い減肉においても、表示角度θが小さい場合(例えば、θ<θ0)は、ステップ107において、“なだらかな減肉”であると判断する。また、横波反射エコーの強度Bがしきい値B0より大きく、表示角度θが大きい場合(例えば、θ≧θ0)は、ステップS108において、図5に示すような“急峻な減肉”であると判断する。ここで、θ0は、例えば、70°とする。
ステップS107あるいはS108において判定された減肉は、ステップS109〜S111に示す手順で減肉深さの推定を行う。ここでは、上記検討で得られた減肉形状に基づいたエコー強度Bと信号の発生位置(路程)Wに基づいて作成した減肉深さ評価線図を用いて、減肉深さhを評価する。この減肉深さ評価線図は予備試験を行って作成し、図1に示す校正曲線データベース24に格納しておく。また、減肉深さ評価線図は、θによる判定基準に応じて複数の減肉深さ評価線図を用意しておく。以下の説明では、2種類の減肉深さ評価線図で判定した場合の結果を記す。
ここで、減肉深さ評価線図の作成に当たっての考え方を示す。まず、図3に破線で表示した減肉面に垂直に入射し反射した横波は反射効率が最も強く、横波反射エコー強度Bを減肉深さ評価線図のパラメータの1つとする。また、超音波は伝播距離が長くなると減衰して弱くなるため、伝播距離を示す路程Wを減肉深さ評価線図のもう一つのパラメータとする。そして、減肉が大きくなると、破線で表示した減肉面が大きくなるため、横波反射エコー強度Bは大きくなる。よって、この強度の差を利用して、減肉の大きさ、つまり減肉深さを評価することができる。図6および図7は、このような考えに基づいて作成した減肉深さ評価線図の例を示している。減肉深さ評価線図には、減肉深さに応じて複数本の基準線を設定しておくことが望ましい。
次に、減肉深さを評価する手順を示す。ステップS107で判定されたなだらかな減肉の場合には、ステップS109において、図6に示す減肉深さ評価線図Iと測定データを比較する。また、ステップS108で判定されたなだらかな減肉の場合には、ステップS110において、図7に示す減肉深さ評価線図IIと測定データを比較する。これにより、ステップS111において、減肉深さを評価する。
例えば、表示角度がθ’(<θ0)の位置に、横波反射エコー強度B’(>B0)の信号が検出されたとする。この場合は、ステップS107に示す“なだらかな減肉”と評価し、ステップ109に示す減肉深さ評価線図II(図6)を用いて減肉深さを求める。図6から路程W’の位置に横波反射エコー強度B’が検出されたとすると、その交差点から減肉深さは2t/4であると求められる。ここで、tは板厚である。
以上の手順により、減肉の有無の判断、また減肉深さの評価が可能になる。また、本手法においては、2種類の減肉深さ評価線図で判定を行った例で説明したが、減肉深さ評価線図の種類が多いほど、減肉深さの精度は向上する。例えば、ステップS107,S108では、角度θ0(例えば、70°)に対する大小で減肉の形状を判定したが、角度50°及び角度65°に対する大小で減肉の性状を判定するようにしてもよいものである。
ここで、図1にて説明したように、超音波アレイセンサ11は、超音波探触子移動装置14のアーム送り制御機構14b及び周方向送り制御機構14dによって、配管12の軸方向及び周方向に移動可能である。図3や図5に示したように、横波が減肉の腹の部分に当たって反射する場合、反射横波の強度は、減肉の腹の中央部付近に当たった場合が最大となる。それに対して、減肉の頂部に当たった場合には、反射横波の強度が低下する。減肉深さを精度良く評価するには、入射した横波が減肉の腹の中央部付近に当たるようにすることが望ましい。そこで、ステップS105の横波反射エコー成分の検出の際には、アーム送り制御機構14bにより超音波アレイセンサ11の配管12の軸方向に移動させ、横波反射エコーの強度が最大となる点を用いて、横波反射エコー成分を検出するようにする。
また、アレイセンサで屈折角度が大きい方向に横波を入射する場合、アレイセンサの探傷面にくさびを設置することで、屈折角度が大きい方向に横波を効果的に入射できる。くさびの材料には、アクリル、ポリスチレンなどを用いるのが一般である。図2に示した例では、超音波アレイセンサ11の底面(配管12への接触面)と、アレイ状に配置された振動子11aの面は一致しているが、超音波アレイセンサ11の底面(配管12への接触面)と、アレイ状に配置された振動子11aの面との間に、所定角度のくさびを設置する。また、超音波アレイセンサ11の底面と配管12の接触面の間に、くさびを設置することもできる。
用いるくさびの角度は、例えば、図4のステップS107,S108におけるθ0を70°とした場合、横波70°のくさびとする。くさびを用いない場合、屈折角度の大きな超音波を配管に入射させると、グレーティングローブが探傷角度範囲内に表示されることになるため、減肉からの反射波とグレーティングローブとを識別する必要があるが、例えば、横波70°のくさびを用いることで、グレーティングローブの表示位置が探傷角度範囲を外れるため、容易に減肉からの反射波のみを検出することができる。また、くさびを用いない場合は、入射が大きい横波の入射強度が小さくなるため、減肉の検出ができないことが考えられる。そこで、くさびを用いることで入射強度を大きくし、減肉からの反射波強度を大きくして、減肉の検出を容易にすることができる。
以上説明したように、本実施形態によれば、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を検出することができ、減肉性状と減肉深さを求めることができる。特に、構造物等により、人、センサが減肉部へ接近することが難しい箇所に対して、非破壊検査を実施する場合に有効である。
次に、図8及び図9を用いて、本発明の他の実施形態による配管減肉検査装置の構成及び動作について説明する。
最初に、図8を用いて、本実施形態による配管減肉検査装置の全体構成及び動作について説明する。
図8は、本発明の他の実施形態による配管減肉検査装置の構成を示すブロック図である。なお、図1と同一符号は、同一部分を示している。
最初に、図8を用いて、本実施形態による配管減肉検査装置の全体構成及び動作について説明する。
図8は、本発明の他の実施形態による配管減肉検査装置の構成を示すブロック図である。なお、図1と同一符号は、同一部分を示している。
本実施形態の配管減肉検査装置は、図1に示した配管減肉検査装置とは以下の点で相違している。すなわち、本実施形態では、図1にて用いていたアレイセンサに代わって複数個の超音波探触子を用いて実施する。このため、図1にて用いた超音波アレイセンサ11に代わり超音波探触子31を用い、図1にて用いた画面表示及び欠陥判別装置23に代わり欠陥判別装置32を用いている。また、図1にて用いた超音波探傷装置21の遅延回路21aは用いないものである。
超音波探触子31は、1個のレイリー波探触子と、2個の横波斜角探触子を備えている。レイリー波探触子は、横波90°の超音波を被検体である配管12に送信し、そして、減肉部からの反射レイリー波を受信するものである。レイリー波探触子として、ガイド波を用いる探触子を用いることもできる。2個の横波斜角探触子は、例えば、横波45°を送受信する探触子と、横波70°を送受信する探触子からなる。レイリー波探触子により、減肉の有無を検出する。そして、例えば、横波45°を送信する探触子は、図3に示したなだらかな減肉部の深さの評価に用いられる。また、横波70°を送信する探触子は、図5に示した急峻な減肉部の深さの評価に用いられる。
欠陥判別装置32は、レイリー波探触子の受信信号により減肉の有無を判定し、2個の横波斜角探触子の受信信号により減肉の性状(なだらか、急峻)及び深さを評価するものである。欠陥判別装置32の動作については、図9を用いて後述する。
また、図1にて用いた超音波探傷装置21の遅延回路21aを用いない理由は、超音波探触子として図1にて用いたアレイ探触子を用いないためである。
次に、図9を用いて、本実施形態による配管減肉検査装置の画面表示及び欠陥判別装置32の動作及び処理内容について説明する。
図9は、本発明の他の実施形態による配管減肉検査装置の画面表示及び欠陥判別装置の動作及び処理内容を示すフローチャートである。なお、図4と同一ステップ番号は、同一処理内容を示している。
図9は、本発明の他の実施形態による配管減肉検査装置の画面表示及び欠陥判別装置の動作及び処理内容を示すフローチャートである。なお、図4と同一ステップ番号は、同一処理内容を示している。
最初に、ステップS201において、超音波探触子32の中のレイリー波探触子により、レイリー波の反射エコーを用いた減肉の判定を実施する。ここで、レイリー波の最大反射エコー強度Aが予め設定した反射強度のしきい値A0を超える値を検出することで、減肉の有無を判断する。
ステップS102において、レイリー波反射エコー強度Aがしきい値A0を超えない場合は、ステップS103において、“減肉無し”と判断し、検査終了となる。
しかし、ステップS102に示す判定でレイリー波反射強度Aがしきい値A0を超える信号が有る場合、ステップS104において、“減肉あり”と判断する。
そして、ステップS202において、屈折角θ1(例えば、70°)である第1の横波斜角探触子による探傷を行う。ここで、横波反射エコーの強度Bが予め設定した反射強度のしきい値B1より大きい場合は、ステップS108において、“急峻な減肉”であると判断し、ステップS110において減肉深さ評価線図Iと比較して、ステップS111において、減肉深さを求める。また、横波反射エコーの強度Bがしきい値B1より小さい場合は、ステップS203において、屈折角θ2(例えば、45°)である第2の横波斜角探触子による探傷を行う。横波反射エコーの強度Bがしきい値B2より大きい場合は、ステップS107において、“なだらかな減肉”であると判断し、ステップS109において減肉深さ評価線図IIと比較して、ステップS111において、減肉深さを求める。しかし、横波反射エコーの強度Bがしきい値B2より小さい場合は、ステップS106において、評価基準深さh0より浅い減肉であると判断する。
ここで、θ1>θ2とした手順での減肉の形状を判断した例の説明であったが、ステップ202とステップ203の手順を入れ替えた場合でも、同等の結果が得られる。
以上述べたように、本実施形態によれば、超音波を用いた非破壊検査において、配管外表面に生じた減肉部を検出することができ、減肉性状と減肉深さを求めることができる。
1…レイリー波
2…横波
3…減肉
11…超音波アレイセンサ
11a…振動子
11b…遅延時間
12…配管
13…アーム
14…超音波センサ移動装置
14a…車輪
14b…アーム送り制御機構
14c…歯車
14d…周方向送り制御機構
15…ガイドレール
16…ケーブル
20…超音波探傷制御装置
20a…探傷情報記憶装置
20b…トリガ信号発生装置
21…超音波探傷装置
21a…遅延回路
21b…送信回路
21c…受信回路
21d…A/D変換回路
22…探触子位置制御装置
22a…走査制御回路
22b…移動量計算回路
22c…A/D変換回路
23…画像表示及び欠陥判別装置
24…校正曲線データベース
31…超音波探触子
32…欠陥判別装置
2…横波
3…減肉
11…超音波アレイセンサ
11a…振動子
11b…遅延時間
12…配管
13…アーム
14…超音波センサ移動装置
14a…車輪
14b…アーム送り制御機構
14c…歯車
14d…周方向送り制御機構
15…ガイドレール
16…ケーブル
20…超音波探傷制御装置
20a…探傷情報記憶装置
20b…トリガ信号発生装置
21…超音波探傷装置
21a…遅延回路
21b…送信回路
21c…受信回路
21d…A/D変換回路
22…探触子位置制御装置
22a…走査制御回路
22b…移動量計算回路
22c…A/D変換回路
23…画像表示及び欠陥判別装置
24…校正曲線データベース
31…超音波探触子
32…欠陥判別装置
Claims (7)
- 配管に超音波を送信及び受信する超音波アレイセンサと、
該超音波アレイセンサにフェーズドアレイ方式により超音波の送受信を行う超音波探傷装置と、
該超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する画面表示及び欠陥判別装置と、
減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図を記憶する校正曲線データベースを備えることを特徴とする配管減肉検査装置。 - 請求項1記載の配管減肉検査装置において、
前記画面表示及び欠陥判別装置は、前記超音波探傷装置により、前記超音波アレイセンサを用いて、前記配管表面に超音波を入射したとき得られるレイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めることを特徴とする配管減肉検査装置。 - 請求項1記載の配管減肉検査装置において、
前記超音波アレイセンサにくさびをつけたことを特徴とする配管減肉検査装置。 - 配管に超音波を送信及び受信する少なくとも2つ以上の超音波探触子と、
該超音波探触子により超音波の送受信を行う超音波探傷装置と、
該超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する画面表示及び欠陥判別装置と、
減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図を記憶する校正曲線データベースを備えることを特徴とする配管減肉検査装置。 - 請求項4記載の配管減肉検査装置において、
前記超音波探触子は、1個のレイリー波探触子と、少なくとも2個の異なる角度に超音波を送信する横波斜角探触子であり、
前記画面表示及び欠陥判別装置は、前記超音波探傷装置により、前記超音波探触子を用いて、前記配管表面に超音波を入射したとき得られるレイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めることを特徴とする配管減肉検査装置。 - 配管表面に設置したアレイセンサから超音波を入射し、
反射レイリー波エコー成分から減肉の発生を識別し、
減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めることを特徴とする配管減肉検査方法。 - 配管表面に設置した少なくとも2つ以上の超音波探触子から超音波を入射し、
反射レイリー波エコー成分から減肉の発生を識別し、
減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求めることを特徴とする配管減肉検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009174136A JP2011027571A (ja) | 2009-07-27 | 2009-07-27 | 配管減肉検査装置および配管減肉検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009174136A JP2011027571A (ja) | 2009-07-27 | 2009-07-27 | 配管減肉検査装置および配管減肉検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011027571A true JP2011027571A (ja) | 2011-02-10 |
Family
ID=43636487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009174136A Pending JP2011027571A (ja) | 2009-07-27 | 2009-07-27 | 配管減肉検査装置および配管減肉検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011027571A (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102621221A (zh) * | 2012-04-16 | 2012-08-01 | 中国计量学院 | 一种基于相控超声波的缺陷分类方法 |
| CN103063745A (zh) * | 2012-12-31 | 2013-04-24 | 河北省电力公司电力科学研究院 | 一种测量小径管内弧超声波声能损失的方法 |
| JP2015190954A (ja) * | 2014-03-28 | 2015-11-02 | 出光興産株式会社 | 外面腐食検査装置及び外面腐食検査方法 |
| CN106018551A (zh) * | 2016-05-03 | 2016-10-12 | 中国计量大学 | 一种基于多通道时间反转法的铝管缺陷检测定位方法 |
| CN106645316A (zh) * | 2017-01-20 | 2017-05-10 | 辽宁石油化工大学 | 一种油气管道外腐蚀缺陷剩余强度测量装置与评价方法 |
| CN110352348A (zh) * | 2017-03-06 | 2019-10-18 | 日本制铁株式会社 | 超声波探伤装置和超声波探伤方法 |
| CN113219058A (zh) * | 2021-05-17 | 2021-08-06 | 华能国际电力股份有限公司上海石洞口第二电厂 | 一种锅炉受热面管减薄量的检测方法 |
| CN114152948A (zh) * | 2021-11-08 | 2022-03-08 | 广州安协科技股份有限公司 | 一种自适应超声物体检测方法、系统、设备及存储介质 |
| CN114674257A (zh) * | 2022-03-31 | 2022-06-28 | 中国空气动力研究与发展中心计算空气动力研究所 | 一种基于超声横波探测的高精度测厚方法及装置 |
| CN115359015A (zh) * | 2022-08-26 | 2022-11-18 | 西南石油大学 | 一种油井管壁厚测井数据解释和腐蚀缺陷智能判定方法 |
| CN117823828A (zh) * | 2022-09-29 | 2024-04-05 | 中国石油天然气股份有限公司 | 一种管道泄漏实时监测预警装置及预警方法 |
| US20240192175A1 (en) * | 2022-12-08 | 2024-06-13 | Hitachi-Ge Nuclear Energy, Ltd. | Ultrasonic inspection apparatus and method |
| CN120214234A (zh) * | 2025-05-20 | 2025-06-27 | 中核核电运行管理有限公司 | 一种crdm隔热套管缺陷检查方法 |
-
2009
- 2009-07-27 JP JP2009174136A patent/JP2011027571A/ja active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102621221A (zh) * | 2012-04-16 | 2012-08-01 | 中国计量学院 | 一种基于相控超声波的缺陷分类方法 |
| CN103063745A (zh) * | 2012-12-31 | 2013-04-24 | 河北省电力公司电力科学研究院 | 一种测量小径管内弧超声波声能损失的方法 |
| JP2015190954A (ja) * | 2014-03-28 | 2015-11-02 | 出光興産株式会社 | 外面腐食検査装置及び外面腐食検査方法 |
| CN106018551A (zh) * | 2016-05-03 | 2016-10-12 | 中国计量大学 | 一种基于多通道时间反转法的铝管缺陷检测定位方法 |
| CN106645316A (zh) * | 2017-01-20 | 2017-05-10 | 辽宁石油化工大学 | 一种油气管道外腐蚀缺陷剩余强度测量装置与评价方法 |
| CN110352348A (zh) * | 2017-03-06 | 2019-10-18 | 日本制铁株式会社 | 超声波探伤装置和超声波探伤方法 |
| EP3572806A4 (en) * | 2017-03-06 | 2020-10-07 | Nippon Steel Corporation | ULTRASONIC FAULT DETECTION DEVICE AND ULTRASONIC FAULT DETECTION PROCESS |
| CN113219058A (zh) * | 2021-05-17 | 2021-08-06 | 华能国际电力股份有限公司上海石洞口第二电厂 | 一种锅炉受热面管减薄量的检测方法 |
| CN114152948A (zh) * | 2021-11-08 | 2022-03-08 | 广州安协科技股份有限公司 | 一种自适应超声物体检测方法、系统、设备及存储介质 |
| CN114674257A (zh) * | 2022-03-31 | 2022-06-28 | 中国空气动力研究与发展中心计算空气动力研究所 | 一种基于超声横波探测的高精度测厚方法及装置 |
| CN115359015A (zh) * | 2022-08-26 | 2022-11-18 | 西南石油大学 | 一种油井管壁厚测井数据解释和腐蚀缺陷智能判定方法 |
| CN117823828A (zh) * | 2022-09-29 | 2024-04-05 | 中国石油天然气股份有限公司 | 一种管道泄漏实时监测预警装置及预警方法 |
| US20240192175A1 (en) * | 2022-12-08 | 2024-06-13 | Hitachi-Ge Nuclear Energy, Ltd. | Ultrasonic inspection apparatus and method |
| JP2024082554A (ja) * | 2022-12-08 | 2024-06-20 | 日立Geニュークリア・エナジー株式会社 | 超音波検査装置及び方法 |
| US12607604B2 (en) * | 2022-12-08 | 2026-04-21 | Hitachi GE Vernova Nuclear Energy, Ltd . | Ultrasonic inspection apparatus and method |
| CN120214234A (zh) * | 2025-05-20 | 2025-06-27 | 中核核电运行管理有限公司 | 一种crdm隔热套管缺陷检查方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011027571A (ja) | 配管減肉検査装置および配管減肉検査方法 | |
| JP4785151B2 (ja) | 超音波探傷装置及び方法 | |
| CN100554874C (zh) | 利用超声扫描数据检查对象的方法和系统 | |
| RU2485388C2 (ru) | Устройство и блок датчиков для контроля трубопровода с использованием ультразвуковых волн двух разных типов | |
| US8820163B2 (en) | Nondestructive inspection apparatus and nondestructive inspection method using guided wave | |
| JP5800667B2 (ja) | 超音波検査方法,超音波探傷方法及び超音波検査装置 | |
| JP5604738B2 (ja) | 進展亀裂検出方法、装置およびプログラム | |
| CN102422123B (zh) | 用于测量材料厚度的装置和方法 | |
| CN101672829A (zh) | 一种ω焊缝缺陷参数测量方法 | |
| CN101490543A (zh) | 超声波探伤装置和方法 | |
| JP6397252B2 (ja) | 耐熱部材の溶接部の余寿命検査方法 | |
| TW200414229A (en) | Method and system for nondestructive inspection of components | |
| JP5530405B2 (ja) | 非破壊検査方法および非破壊検査装置 | |
| KR20100121818A (ko) | 배관 마모 모니터링 시스템 및 그 방법 | |
| JP5663319B2 (ja) | ガイド波検査方法及び装置 | |
| JP4166222B2 (ja) | 超音波探傷方法及び装置 | |
| JP4410037B2 (ja) | 超音波探傷方法および超音波探傷装置 | |
| RU108627U1 (ru) | Система ультразвуковой дефектоскопии трубопровода | |
| JP2011529170A (ja) | カップリングチェックを使用した改良超音波非破壊検査 | |
| JP5143111B2 (ja) | ガイド波を用いた非破壊検査装置及び非破壊検査方法 | |
| JP5847010B2 (ja) | 非破壊検査装置および非破壊検査方法 | |
| JP2011128055A (ja) | 金属部材の欠陥検査方法及び欠陥検査装置 | |
| JP2011163773A (ja) | 使用中のボルトネジ部の検査方法 | |
| JP2021103100A (ja) | 積層体の剥離検査方法及び剥離検査装置 | |
| JP7372209B2 (ja) | 超音波検査装置 |