JP2011056878A - 3次元形状形成装置 - Google Patents
3次元形状形成装置 Download PDFInfo
- Publication number
- JP2011056878A JP2011056878A JP2009211165A JP2009211165A JP2011056878A JP 2011056878 A JP2011056878 A JP 2011056878A JP 2009211165 A JP2009211165 A JP 2009211165A JP 2009211165 A JP2009211165 A JP 2009211165A JP 2011056878 A JP2011056878 A JP 2011056878A
- Authority
- JP
- Japan
- Prior art keywords
- pin
- pins
- dimensional shape
- shape forming
- forming apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011347 resin Substances 0.000 claims description 8
- 229920005989 resin Polymers 0.000 claims description 8
- 230000003287 optical effect Effects 0.000 claims description 4
- 230000001133 acceleration Effects 0.000 claims description 3
- 230000005484 gravity Effects 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 2
- 238000001816 cooling Methods 0.000 claims 1
- 239000012530 fluid Substances 0.000 claims 1
- -1 hydraulic pressure Substances 0.000 claims 1
- 238000012544 monitoring process Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229910001285 shape-memory alloy Inorganic materials 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
【課題】小数のアクチュエータで、高速に3次元形状を形成する装置を得ること。
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
【選択図】図1
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
【選択図】図1
Description
本発明は、3次元形状を表示、または樹脂シートその他を3次元形状に成形するための3次元形状形成装置に関するものである。
互いに平行に並べられた多数のピンを軸方向にスライドさせることによって3次元形状を形成して表示、または形成させた3次元形状に熱せられた樹脂シートを密着させて表示された3次元形状の形に成形する装置が知られている。
従来の3次元形状形成装置は、ピンの数だけアクチュエータを備えているものが多く、精細な形状を形成するためには非常に多くのアクチュエータが必要であった。
特開2009−098559号公報に開示された装置は、1列分のピンの数に対応する数のアクチュエータ群を備え、それを1列ずつ移動させながら、順次全ての列のピンをスライドさせてゆく構造のもので有るが、この場合はアクチュエータの数は少なくて済むものの、全てのピンを所定の位置までスライドさせて3次元形状を形成するのに時間がかかると言う欠点が有った。
解決しようとする問題点は、精細な3次元形状を高速に形成するためには多数のアクチュエータが必要であるためにコストがかかる事、および、逆にコストを抑えるために少数のアクチュエータを移動させながら動作させる構造にすると、形状の形成に時間がかかると言う事である。
本発明は、多数のピンに対して同時に力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段が作用する様にしたことを最も主要な特徴とする。
本発明の3次元形状形成装置は、低いコストで高速に3次元形状が形成出来るという利点がある。
高速に3次元形状が形成するという目的を、最小の部品点数で実現した。
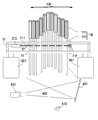
図1は、本発明装置の1実施例の正面断面図である。図に於いて、10は内部が黒色に着色された筐体、11、12は筐体に固定された2枚のピン保持板であり、ピン保持板11の下面は黒色に着色されている。110は2枚のピン保持板にそれぞれ穿たれた緩めの丸穴を通して、軸方向にスライド可能に支持されたピン、111は上面が丸く、側面が面取りされた6角柱状のピン頭部、112は下端面が軸に直角な平面である丸棒状のスライド軸であり、軸側面は黒色に、下端面はカメラの視線方向の距離が近い順に色分けして、好ましくは明るい色で着色されている。100はピンの集合体で形成される形状形成部、301は空気ポンプ、302,303は空気パイプ、351は筐体10のピン保持板近傍に固定された振動子、20は筐体10によって形成される圧力室、401はピン110のスライド方向の位置を計測するためにスライド軸下端面を監視するカメラ、402はカメラ401の視野、403はミラー、410は照明装置である。
カメラ402は、ミラー403で反射させてスライド軸112の下端面を監視している。ピン保持板11の下面とスライド軸の側面は黒色に着色されているので、明るい色のスライド軸下端面のみが目立つ様になっている。スライド軸が上下すると、カメラ画像上ではスライド軸下端面の位置が上下に動くので、画像処理によってピンのスライド方向の位置を求めることが出来る。この際、カメラ画像上では図1の紙面奥行き方向のピンの位置は区別できるが、ピンのスライド方向の位置によっては、カメラの視線に平行な、図1の左右方向の複数のピンの下端面がカメラ画像上では同じ位置に来る可能性が有るために、あるピンの下端面を別のピンの下端面と誤認識してしまう可能性がある。そこで、それを防ぐためにスライド軸下端面はカメラからの光路が短い順、つまり図1の左右方向の位置毎に色分けして着色されている。ただし、誤認識の可能性が無いほど十分遠く離れたピン同士は同じ色を用いても良い。
カメラで直接スライド軸を撮影すると、近くのスライド軸は大きく、遠くのスライド軸は小さく写ってしまい、画像が歪む上、遠くのスライド軸が小さく写ってしまうので計測分解能低くなってしまう。このため、撮影距離はなるべく大きく取りたい。しかし、単にカメラを遠くに設置すると筐体10が大型化してしまうので、ミラーを用いて光路を折り返すことにより、小さな筐体の中で大きな撮影距離を稼ぎ、歪みの小さい画像を得ることが出来る様にしている。
画像処理によってピンのスライド方向の位置を求める場合、カメラはスライド軸を斜め下から撮影することになるので、スライド軸のシルエットを捉える方法では3次元的な形状になってしまい、高さを求めるための画像処理が複雑になる。そこで、スライド軸下端面を目立つ明るい色の平面にすることによって、カメラ画像上におけるその色の領域の重心点を求めれば、スライド軸の下端面の中心の位置が求まる様にした。
形成したい形状の凹凸が激しく、一方向からのみの撮影では別のスライド軸の影に隠れてしまうスライド軸が出来てしまう場合は、複数のカメラを用いて別方向からの画像も同時に得る様にしても良い。
図2は本発明装置の1実施例の形状形成部100を示す斜投影図である。千鳥状に密に配置されたピン110を軸方向にスライドさせることにより3次元形状を形成するしくみである。ピンの頭部111は、ピン同士が大きな隙間なく最密充填される様に、側面が面取りされた6角柱状になっている。
図3は、本発明装置の1実施例の、図1におけるA−A断面図である。図に於いて、210は複数のピンの動きを同時に制動するための、1本のブレーキであり、ブレーキライン211とブレーキラインの止めピン212とブレーキラインに引っ張り力を与えるプルアクチュエータ213より構成される。1本のブレーキラインは図3の横一列のスライド軸112にジグザグに掛けられている。200Aは、複数本のブレーキ210で構成される1系統のブレーキ系統である。この実施例では3系統のブレーキ系統を備えるが、一度に図示すると見にくくなるため、図3および図1では1系統分のみを表示した。
図4は、本発明装置の1実施例の図1におけるA−A断面図であり、図3と同じ箇所を、3系統分全て略さずに表示したものである。200Bはブレーキ系統200Aを120度回転させた方向に設けられたブレーキ系統、200Cはさらにもう120度回転させた方向に設けられたブレーキ系統である。200A、200B、200Cは、同一平面上には配置出来ないため、2枚のピン保持板間の、高さ方向に少しずつずらせた位置に配置されている。
次に動作について説明する。動作前の段階では、全てのピン110を、ピン頭部111の下端がピン保持板12の上面に接触した状態に揃えておく。この状態では、図2に示す形状形成部100は平坦になっており、何の形状も表示していない。この状態において、図示しない制御部によって、図4に示す全てのプルアクチュエータをON状態にし、全てのブレーキラインに引っ張り力を与えておく。これにより、全てのスライド軸112は、それぞれ3本のブレーキラインによって2枚のピン保持板に設けられた丸穴の壁面に押さえつけられて制動がかけられた状態になっている。
さらにこの状態において、制御部によって空気ポンプ301を稼働させ、空気パイプ302より大気を取り込むことによって圧力室20の圧力を上げる。この圧力により、ピンには上に押し上げる方向に力が加わるが、全てのピンにはブレーキにより制動がかけられているために静止状態を保つ。
制御部は、カメラで得られた映像を画像処理して求めた各ピンのスライド方向の位置を元に、形状形成部100で表示させたい形状に対して低い位置にあるピンを制動している3本のブレーキラインに張力を与えているプルアクチュエータをOFF状態またはブレーキラインが弛まない程度に引っ張り力を弱めた状態にし、そのピンをスライド動作可能状態にする。するとそのピンは空気の圧力により上方向に押し上げられる。
この時、振動子351は高周波数で振動させておく。これによりピン保持板は細かく微振動し、スライド軸が固着するのを防ぎ、滑らかにスライドできる様にしている。
プルアクチュエータとしては、ソレノイド式アクチュエータを用いる他、形状記憶合金や、細い電熱線を直接ブレーキラインに繋ぎ、電流を流す事により発熱させ、その熱変形や熱膨張を利用して引っ張り力を制御する様にしても良い。こうすると、動作は遅くなるが、ソレノイド式アクチュエータを用いる場合より安価に装置を構成することが出来る。
制御部は、カメラ401で計測したピンの位置が形成させたい形状を示す位置に近づくと、そのピンを制動している3本のブレーキのうちの1本以上のブレーキの制動力を上げてゆき、最終的に所定の位置に来ると強い制動力で固定する。この動作を全てのピンが所望の位置に来るまで繰り返すことにより、形状形成部100に所望の3次元形状を形成することが出来る。
また、そのまま次の形状を形成したい場合には、空気ポンプによって圧力室20を負圧にしたり正圧にしたりを繰り返しながら同様な動作を繰り返せば良い。
上記動作は、原理的にはブレーキ系統が2系統あれば実現可能であるため、2系統のブレーキのみを備えた装置としても良い。しかし、ブレーキ系統が2系統では、多数のピンを同時に動かそうとすると、動かしたくないピンも同時に動かさざるを得なくなる場合があり、同時に動かすことの出来るピンのパターンが限られてしまうので、所望の最終3次元形状を得るために長い手順が必要になる場合がある。本実施例の様に3系統にするか、さらに多系統にして冗長性を上げると、ピンを同時に動かせるパターンが増え、短い手順で所望の最終3次元形状を得ることができる。
この様に、この発明によれば、ピンの数よりも少ない数のアクチュエータで高速に3次元形状を形成する装置を得ることができる効果がある。この実施例では構成を分かりやすく説明するためにピンの数が少ない例を示したため、ピンの本数91本に対してアクチュエータの数が33本と、コストのかかるアクチュエータの節約効果は約7割減に留まっている。しかし、形成する形状の精細さを上げるために、例えば表示部の面積を一定としてピン間隔を1/N倍にした場合は、ピンの数はNの2乗倍だけ増えるが、アクチュエータの数はN倍で済むため、精細さを上げるほど個々のピンに1つずつの駆動手段を設ける場合と比べて、アクチュエータの数の節約効果が大きく現れる。
上記実施例1では、ピンの頭部によって直接3次元形状を形成したが、図2から分かる様に、ピンの数をかなり増やして密度を上げない限り、粗い感じが否めない。そこで、図5に示すように、形状形成部100の上に、例えばシリコーンゲルシートの様な高い伸張性を持ったシート501を被せ、圧力を調整可能な負圧源により、シート下の圧力を適当な負圧にすることによりシートをピンに密着させ、所望の形状を形成する様にしても良い。シートの剛性に対して負圧が強すぎるとピンの段差もシート上からはっきりと見えてしまうが、適当な強さの負圧で極力柔らかく密着させると、シート501がなめらかにピンの段差を繋ぐので、粗い感じが大きく緩和される。
また、上記実施例1では、等間隔に、密に並べられたピンによって3次元形状を形成したが、精細さが不要な部分では必ずしも等間隔で有る必要はなく、ピンの配列をまばらにしても良い。また、上記実施例1では、ピンの制動手段として一列のスライド軸にジグザグに掛けられたブレーキラインを用いたが、1本の制動手段は必ずしもピンの列に対応しなくとも良く、任意の複数のピンを制動出来る様になっていれば良い。また、ブレーキラインを用いなくとも、油圧や磁力その他、複数のピンに同時に制動力を加える手段であればどんな手段で有っても良い。
また、上記実施例1では、単に上面が丸い六角柱状の頭部111を持つピン110を用いたが、図6に示す様に上面に平坦面を持つキャップ114をボールジョイント113で回動自在に固定したピン110aを用いても良い。図5に示す様に、ピンを疎に配置する部分にピン110aを用いると、シート501を下から広く支持可能であるとともに、シート501の張力によってキャップ114の傾きは最適な位置に自動調整されるため、ピン配列を疎にした割には粗い感じにならなくて済む。
また、キャップを磁性体で作成し、隣同士のピンのキャップの外縁が互いに磁力で引き合う様にしてもよい。こうしておけば、シートを使わない場合においても隣同士のキャップの外縁間の段差が小さくなるように、キャップの傾きは最適な位置に自動調整される。
上記実施例2では、高い伸張性を持ったシート501を被せることにより形状を表示したが、その代わりに軟化温度以上に加熱した樹脂シートを被せ、シート下の圧力を適当な圧力の負圧にしてシートを柔らかくピンに密着させた後に樹脂シートを冷却して固化させることにより、ピンの形成する3次元形状を樹脂シートに写し取って成形する様にしても良い。
上記実施例2と同じく、負圧を強くしすぎるとピンの段差も忠実に写し取ってしまうが、適当な強さの負圧で極力柔らかく密着させると、粗い感じが大きく緩和された成形品が得られる。
上記実施例1〜3では、複数のピンに対して同時に力を加えるピン駆動手段として空圧を利用したが、油圧や水圧、磁力、静電気力等を用いても良い。また、装置全体を傾けたり上下反転させることによって、重力を利用しても良い。また、装置全体をスライド軸方向に加速運動させることにより、加速度による慣性力を利用しても良い。
図7はピン駆動手段として加速度による慣性力を利用した場合の実施例である。図に於いて、601は加振機であり、筐体10を上下方向に大きな振幅で振動させる。制御部は、ピン110に上方向または下方向の慣性力が働いている時間に同期して実施例1と同様にプルアクチュエータ213の力を緩めたり強めたりすることにより、実施例1と同様に形状形成部100に所望の3次元形状を得ることが出来る。この実施例によると、空気圧よりもはるかに高速に駆動力の方向を変えることが出来るため、短時間で所望の形状を形成することが出来る。このため、リアルタイムで順次形状を変化させてゆくアプリケーションに最適である。
駆動手段として加振機を用いた場合には、加振機が微振動も多少は同時に発生させるため、ピンが保持板に固着する可能性は低いが、駆動手段としての加速度を生じるための低周波数で振幅の大きい振動と同時に、固着を防止するための高周波数で振幅の小さい微振動も意図的に重畳させても良い。
上記実施例1〜4では、ピンのスライド方向の位置を計測する手段としてカメラを用いたが、ポテンショメータやリニアエンコーダ、レーザスキャナ等、他のいかなる位置計測手段を用いても良い。
人の顔かたちや表情をリアルタイムで表示する立体ディスプレイや、人の顔かたちをコピーしたお面の形に樹脂シートを成形するお面成型器にも適用可能である。
100 形状形成部
110 ピン
114 キャップ
210 ブレーキ
211 ブレーキライン
213 プルアクチュエータ
301 空気ポンプ
351 振動子
401 カメラ
403 ミラー
501 シート
601 加振機
110 ピン
114 キャップ
210 ブレーキ
211 ブレーキライン
213 プルアクチュエータ
301 空気ポンプ
351 振動子
401 カメラ
403 ミラー
501 シート
601 加振機
Claims (10)
- 互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する形状形成部と、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、それぞれのピンのスライド方向の位置を計測するピン位置計測手段と、複数のピンのスライド方向の動きを同時に制動するピン制動手段を複数系統備え、1本のピンに対してそれぞれ2系統以上のピン制動手段が作用する様にしたことを特徴とする3次元形状形成装置。
- 複数のピンのスライド方向の動きを同時に制動するピン制動手段として複数のピンにまたがって掛けられたブレーキラインを備え、ブレーキラインに張力を与えることによって複数のピンを同時に押さえ付け、制動力を与える様にしたことを特徴とする請求項1に記載の3次元形状形成装置。
- 多数のピンに対して同時にスライド方向の力を加えるピン駆動手段として、油圧、水圧、空圧など、流体の圧力を利用したことを特徴とする請求項1に記載の3次元形状形成装置。
- 多数のピンに対して同時にスライド方向の力を加えるピン駆動手段として、重力や加振機で与えた加速度など、ピンの質量に作用する力を利用したことを特徴とする請求項1に記載の3次元形状形成装置。
- ピンを保持する部分に微振動を与える手段を備えたことを特徴とする請求項1に記載の3次元形状形成装置。
- 互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する形状形成部と、ピンをスライド方向に駆動するピン駆動手段と、それぞれのピンのスライド方向の位置を計測するピン位置計測手段とを備え、ピン位置計測手段として、ピンを監視するカメラと、1枚または複数枚のミラーとを備え、ピンとカメラを結ぶ光路を1回または複数回折り返して光路長を長くすることにより、カメラ画像の歪みを低減したことを特徴とする3次元形状形成装置。
- 互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する形状形成部と、ピンをスライド方向に駆動するピン駆動手段と、画像処理によりそれぞれのピンのスライド方向の位置を計測するためのカメラを備え、ピンの下端にスライド方向と垂直であり、カメラからの光路が近い順に色分けして着色された平面部を持ち、カメラに写る可能性のあるその他の部分は黒色に着色ていることを特徴とする3次元形状形成装置。
- 互いに平行に並べられた、軸方向にスライド可能な多数のピンと、その上に密着させた高い伸張性を持ったシートによって形状形成部を構成したことを特徴とする3次元形状形成装置。
- 互いに平行に並べられた、軸方向にスライド可能な多数のピンを備えた形状形成部と圧力を調整可能な負圧源を備え、軟化温度以上に加熱した樹脂シートを負圧により形状形成部に柔らかく密着させた後に冷却して固化させることにより樹脂シートを成形する機構を備えたことを特徴とする3次元形状形成装置。
- ピンの上端に、回動自在に固定された、上面に平坦面を持つキャップを備えたことを特徴とする請求項1または請求項8または請求項9に記載の3次元形状形成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009211165A JP2011056878A (ja) | 2009-09-13 | 2009-09-13 | 3次元形状形成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009211165A JP2011056878A (ja) | 2009-09-13 | 2009-09-13 | 3次元形状形成装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011056878A true JP2011056878A (ja) | 2011-03-24 |
Family
ID=43945089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009211165A Pending JP2011056878A (ja) | 2009-09-13 | 2009-09-13 | 3次元形状形成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011056878A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012124228A1 (ja) | 2011-03-15 | 2012-09-20 | オリンパスメディカルシステムズ株式会社 | 医療装置 |
| EP2803471A1 (de) * | 2013-05-13 | 2014-11-19 | Trumpf GmbH + Co. KG | Umformeinrichtung, Bearbeitungsmaschine und Verfahren zum Thermoformen eines thermoplastisch verformbaren Werkstückes |
| JP2016093934A (ja) * | 2014-11-13 | 2016-05-26 | 帝人株式会社 | 成形方法および装置 |
| KR101978778B1 (ko) * | 2017-12-04 | 2019-05-15 | 주식회사 이오테크닉스 | 패널 가공 장치 및 이를 이용하는 패널 가공 방법 |
| CN111674075A (zh) * | 2020-07-10 | 2020-09-18 | 江苏东曌建筑产业创新发展研究院有限公司 | 一种双曲面模板成型机及其使用方法 |
| JP2021514316A (ja) * | 2018-01-23 | 2021-06-10 | アークティック・バイオマテリアルズ・オサケユフティオArctic Biomaterials Oy | 3dプリントのための調整可能なプリントベッド |
| CN114761206A (zh) * | 2019-12-17 | 2022-07-15 | 三菱重工业株式会社 | 三维造型用支承装置及三维造型物的制造方法 |
| JP2025007254A (ja) * | 2023-06-30 | 2025-01-17 | ヒロホー株式会社 | 搬送容器用受け部材の製造方法及びそれに用いられる金型 |
| US20250312970A1 (en) * | 2024-03-25 | 2025-10-09 | King Saud University | Three-dimensional (3d) printer having a variously configurable printing platform assembly |
-
2009
- 2009-09-13 JP JP2009211165A patent/JP2011056878A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012124228A1 (ja) | 2011-03-15 | 2012-09-20 | オリンパスメディカルシステムズ株式会社 | 医療装置 |
| EP2803471A1 (de) * | 2013-05-13 | 2014-11-19 | Trumpf GmbH + Co. KG | Umformeinrichtung, Bearbeitungsmaschine und Verfahren zum Thermoformen eines thermoplastisch verformbaren Werkstückes |
| WO2014183934A1 (de) * | 2013-05-13 | 2014-11-20 | Trumpf Gmbh + Co. Kg | Umformeinrichtung, bearbeitungsmaschine und verfahren zum thermoformen eines thermoplastisch verformbaren werkstückes |
| JP2016093934A (ja) * | 2014-11-13 | 2016-05-26 | 帝人株式会社 | 成形方法および装置 |
| KR101978778B1 (ko) * | 2017-12-04 | 2019-05-15 | 주식회사 이오테크닉스 | 패널 가공 장치 및 이를 이용하는 패널 가공 방법 |
| JP2021514316A (ja) * | 2018-01-23 | 2021-06-10 | アークティック・バイオマテリアルズ・オサケユフティオArctic Biomaterials Oy | 3dプリントのための調整可能なプリントベッド |
| CN114761206A (zh) * | 2019-12-17 | 2022-07-15 | 三菱重工业株式会社 | 三维造型用支承装置及三维造型物的制造方法 |
| US20220402208A1 (en) * | 2019-12-17 | 2022-12-22 | Mitsubishi Heavy Industries, Ltd. | Three-dimensional printing support device, and method for manufacturing three-dimensional printed article |
| US12128618B2 (en) * | 2019-12-17 | 2024-10-29 | Mitsubishi Heavy Industries, Ltd. | Three-dimensional printing support device, and method for manufacturing three-dimensional printed article |
| CN111674075A (zh) * | 2020-07-10 | 2020-09-18 | 江苏东曌建筑产业创新发展研究院有限公司 | 一种双曲面模板成型机及其使用方法 |
| WO2022007229A1 (zh) * | 2020-07-10 | 2022-01-13 | 江苏东曌建筑产业创新发展研究院有限公司 | 一种双曲面模板成型机及其使用方法 |
| JP2025007254A (ja) * | 2023-06-30 | 2025-01-17 | ヒロホー株式会社 | 搬送容器用受け部材の製造方法及びそれに用いられる金型 |
| US20250312970A1 (en) * | 2024-03-25 | 2025-10-09 | King Saud University | Three-dimensional (3d) printer having a variously configurable printing platform assembly |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011056878A (ja) | 3次元形状形成装置 | |
| US20240100716A1 (en) | Friction-based tactile sensor for measuring grip security | |
| JP5214616B2 (ja) | 3次元ディスプレイシステム | |
| JP3824170B2 (ja) | パララックス走査レンズ・アパーチャを用いた自己立体視映像化装置および方法 | |
| CN105940346B (zh) | 可移动地耦合的屏幕致动器 | |
| CN1745404B (zh) | 三维模型的互动教学装置 | |
| CN112180619B (zh) | 三维成像系统及方法 | |
| JPH0772445A (ja) | 3次元ディスプレイ装置 | |
| JP2012098341A (ja) | 三次元画像表示方法 | |
| CN105374238B (zh) | 全息展示教学系统 | |
| JP2004020385A (ja) | 平面及び空間の時系列流体速度計測システム | |
| JP2000503422A (ja) | 動画のための静止画面 | |
| WO2008021109A2 (en) | Method and apparatus for contact free measurement of periodically moving objects | |
| CN102026006B (zh) | 真实再现3d立体显示技术 | |
| CN100417976C (zh) | 三维摄影技术方法 | |
| JPH01107247A (ja) | 3次元映像表示装置 | |
| CN103064244B (zh) | 基于高速投影机的真彩色360°三维显示装置和方法 | |
| WO2025067497A1 (zh) | 三维成像控制装置、三维成像系统 | |
| JP2002176660A (ja) | 画像表示方法及び画像表示装置 | |
| JP4243692B2 (ja) | 立体形状検出装置及び立体形状検出方法 | |
| CN110737105A (zh) | 三维图像显示系统 | |
| KR101617409B1 (ko) | 3d 이미지 동공추적 검증시스템 | |
| JP2008107537A (ja) | 映像表示システム | |
| TWI734538B (zh) | 三維成像系統及方法 | |
| US6757077B1 (en) | Three-dimensional image making apparatus for forming a relief configuration of an object |