JP2011114101A - 円柱状ボンド磁石およびその製造方法並びに製造装置 - Google Patents
円柱状ボンド磁石およびその製造方法並びに製造装置 Download PDFInfo
- Publication number
- JP2011114101A JP2011114101A JP2009268143A JP2009268143A JP2011114101A JP 2011114101 A JP2011114101 A JP 2011114101A JP 2009268143 A JP2009268143 A JP 2009268143A JP 2009268143 A JP2009268143 A JP 2009268143A JP 2011114101 A JP2011114101 A JP 2011114101A
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- bonded magnet
- orientation
- cylindrical
- columnar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
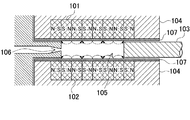
【解決手段】磁性粉末と樹脂を混練しコンパウンドを得る工程と、配向磁場を印加しながらコンパウンドを柱状ボンド磁石に成形する工程とを含む円柱状ボンド磁石の製造方法であって、配向磁場は、同種の磁極が対向するように複数の永久磁石を接合させた配向用磁石により形成され、その配向用磁石が、円柱状ボンド磁石に成形するキャビティを取り囲むように配置されており、配向用磁石とキャビティは、非磁性材料からなる隔壁によって隔てられ、その隔壁の厚みが、0.1mm以上、2.5mm以下とする。
【選択図】図1
Description
異方性SmFeN磁性粉末をエチルシリケートおよびシラン系のカップリング剤で表面処理をする。表面処理を施したSmFeN磁性粉末9137gと12ナイロン863gをミキサーで混合する。得られた混合粉を、混練機を用いて220℃で混練し、ストランド状のコンパウンドを押出し、冷却後、適当なサイズに切断してコンパウンドを得る。
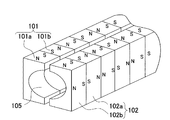
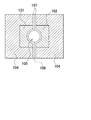
上記で作製したコンパウンドを原料として、射出成形機で、円柱状の交互多極磁石を作製する。キャビティは、直径5mm、高さ30mmとする。図1および図2および図3に示されるように、各実施例で使用した金型104は、内部に配向用の永久磁石を配置しており、配向用の永久磁石とキャビティ105を隔てる隔壁の厚み(t)を変更した以外は、全て同じ金型を使用した。各実施例および比較例の隔壁の厚みは、以下の表1に示す通りである。各実施例および比較例の隔壁の厚みにおける、キャビティ、配向用磁石および隔壁の位置関係は、図7(a)〜図7(f)に示す通りである。
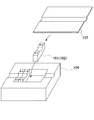
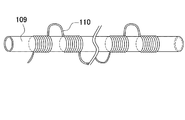
図5に示した着磁コイルを用いて、上記で得た、円柱状のボンド磁石を着磁する。着磁ピッチは、成形時の配向ピッチと同じ5mmとする。本実施例における着磁の条件は、静電容量が500μF、充電電圧が1500V、パルス着磁である。本実施例における着磁コイルは、図5に示されるように、非磁性のボビン109の側面に被覆銅線110を巻回した後、一定の間隔をおいて、先に巻回した被覆銅線とは逆方向に巻回して形成させたものである。
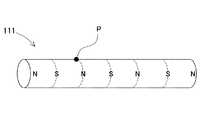
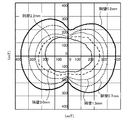
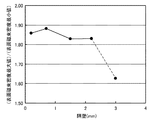
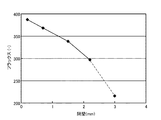
表1に示したように、金型内部のキャビティと配向用永久磁石を隔てる隔壁の厚みを変更して、各実施例および比較例それぞれで円柱状のボンド磁石を得た。隔壁の厚みが0.08mmでは、成形を試みたものの、隔壁が破損してしまい成形ができなかった。図6に得られた円柱状ボンド磁石の概略正面図を示した。得られた円柱状ボンド磁石は、N極とS極が交互に多極着磁されている。各実施例および比較例で得た円柱状のボンド磁石の全てに対して、図6の点P(N極)での外周360度の表面磁束密度を測定する。図8に、各実施例および比較例で得た円柱状ボンド磁石に対する表面磁束密度分布をグラフで示す。図8によれば、外周において2箇所、表面磁束密度が小さくなる箇所が見られた。これは、パーティングライン108(金型の合わさり目)に対応しており、配向用の永久磁石が存在しないためである。隔壁が小さくなっても、この部分の表面磁束密度は大きな増加は見られなかった。一方で、隔壁の厚みが小さくなるにつれてパーティングライン108から90°ずれた位置での表面磁束密度は大きくなり、磁力向上の効果が見られた。

101a、101b、102a、102b…小磁石
103…エジェクタピン
104…金型
105…キャビティ
106…ゲート
107…隔壁
108…パーティングライン
109…ボビン
110…被覆銅線
111…柱状ボンド磁石
Claims (9)
- 長手方向に沿ってN極とS極とが交互に出現するように形成された円柱状ボンド磁石であって、
円柱状ボンド磁石の円周に沿って表面磁束密度を測定した表面磁束密度分布プロファイルにおいて、最大表面磁束密度が200mT以上であり、表面磁束密度の最大値と表面磁束密度の最小値との比が1.7以上2.0未満であることを特徴とする円柱状ボンド磁石。 - 請求項1に記載の円柱状ボンド磁石であって、
前記表面磁束密度分布プロファイルが、前記円柱状ボンド磁石の円状断面において中心を通る第一方向に長く、前記第一方向と略直交する第二方向において窪み状を示す眼鏡状に形成されてなることを特徴とする円柱状ボンド磁石。 - 請求項1または2に記載の円柱状ボンド磁石であって、
端面に貫通孔を有しない中実の円柱状に形成してなることを特徴とする円柱状ボンド磁石。 - 請求項1から3のいずれか一に記載の円柱状ボンド磁石であって、
円柱状側面を一体的に成形してなることを特徴とする円柱状ボンド磁石。 - 磁性粉末と樹脂を混練しコンパウンドを得る工程と、
配向磁場を印加しながら前記コンパウンドを柱状ボンド磁石に成形する工程と、
を含む円柱状ボンド磁石の製造方法であって、
前記配向磁場は、同種の磁極が対向するように複数の永久磁石を接合させた配向用磁石により形成され、その配向用磁石が、前記円柱状ボンド磁石に成形するキャビティを取り囲むように配置されており、
前記配向用磁石と前記キャビティは、非磁性材料からなる隔壁によって隔てられ、その隔壁の厚みが、0.1mm以上、2.5mm以下であることを特徴とする円柱状ボンド磁石の製造方法。 - 請求項5に記載の円柱状ボンド磁石の製造方法であって、
前記隔壁の厚みが、0.2mm以上、2.2mm以下であることを特徴とする円柱状ボンド磁石の製造方法。 - 長手方向に沿ってN極とS極とが交互に出現するように形成された円柱状ボンド磁石の製造装置であって、
円柱状ボンド磁石を構成するコンパウンドを注入するための、内面を成形面とし、かつ成形面の一部に凹部を設けた金型と、
前記金型の成形面で長手方向に沿って配向磁場を印加するよう、前記凹部に挿入される、N極とS極とが交互に出現するように積層された配向用磁石と、
前記配向用磁石を前記凹部に挿入した状態で、前記金型の成形面を閉塞する隔壁と、
を備え、
前記金型、配向用磁石及び隔壁を一対に対向させて、円柱状ボンド磁石を構成するコンパウンドを注入するための成形面を形成するよう構成してなることを特徴とする円柱状ボンド磁石の製造装置。 - 請求項7に記載の円柱状ボンド磁石の製造装置であって、
前記隔壁の厚みが、0.1mm以上、2.5mm以下であることを特徴とする円柱状ボンド磁石の製造装置。 - 請求項7又は8に記載の円柱状ボンド磁石の製造装置であって、
前記配向用磁石を前記凹部に挿入した状態で、前記配向用磁石及び金型の表面の少なくとも一部が、略同一面の円弧状を形成し、
さらに前記隔壁が、該円弧状と略一致する円弧状に少なくとも一部を形成してなることを特徴とする円柱状ボンド磁石の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009268143A JP5530707B2 (ja) | 2009-11-25 | 2009-11-25 | 円柱状ボンド磁石およびその製造方法並びに製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009268143A JP5530707B2 (ja) | 2009-11-25 | 2009-11-25 | 円柱状ボンド磁石およびその製造方法並びに製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011114101A true JP2011114101A (ja) | 2011-06-09 |
| JP5530707B2 JP5530707B2 (ja) | 2014-06-25 |
Family
ID=44236216
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009268143A Active JP5530707B2 (ja) | 2009-11-25 | 2009-11-25 | 円柱状ボンド磁石およびその製造方法並びに製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5530707B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013031890A (ja) * | 2011-08-01 | 2013-02-14 | Yaskawa Electric Corp | 塗装システムおよびドア開閉用ロボットの開閉ハンド |
| JP2013105964A (ja) * | 2011-11-16 | 2013-05-30 | Nichia Chem Ind Ltd | 円柱状ボンド磁石の製造方法 |
| JP2014063983A (ja) * | 2012-09-20 | 2014-04-10 | Korea Atomic Energy Research Inst | 永久磁石を用いた磁気装置 |
| JP2018107320A (ja) * | 2016-12-27 | 2018-07-05 | 住友金属鉱山株式会社 | 異方性ボンド磁石の成形用金型及びこれを用いた製造方法 |
| CN116168916A (zh) * | 2022-12-29 | 2023-05-26 | 康健 | 一种区域磁场强度增强的组合磁铁阵列 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63228707A (ja) * | 1987-03-18 | 1988-09-22 | Sumitomo Bakelite Co Ltd | 異方性多極プラスチツク磁石の製造方法 |
| JPH06349630A (ja) * | 1993-06-14 | 1994-12-22 | Kawasaki Steel Corp | 異方性磁石 |
| JP2001230118A (ja) * | 2000-02-17 | 2001-08-24 | Dainippon Ink & Chem Inc | 着磁装置およびプリンタ |
| JP2001231245A (ja) * | 2000-02-10 | 2001-08-24 | Bridgestone Corp | リニアモータ用ガイドシャフトの製造方法及びガイドシャフト成形金型 |
| JP2002051529A (ja) * | 2000-08-01 | 2002-02-15 | Ykk Corp | リニアサーボモータ用棒状磁石ガイド部材及びその製造方法 |
| JP2004320827A (ja) * | 2003-04-11 | 2004-11-11 | Toda Kogyo Corp | 往復運動装置用磁石及びこれを用いた往復運動装置 |
| WO2009084425A1 (ja) * | 2007-12-28 | 2009-07-09 | Thk Co., Ltd. | リニアステッピングモータ |
-
2009
- 2009-11-25 JP JP2009268143A patent/JP5530707B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63228707A (ja) * | 1987-03-18 | 1988-09-22 | Sumitomo Bakelite Co Ltd | 異方性多極プラスチツク磁石の製造方法 |
| JPH06349630A (ja) * | 1993-06-14 | 1994-12-22 | Kawasaki Steel Corp | 異方性磁石 |
| JP2001231245A (ja) * | 2000-02-10 | 2001-08-24 | Bridgestone Corp | リニアモータ用ガイドシャフトの製造方法及びガイドシャフト成形金型 |
| JP2001230118A (ja) * | 2000-02-17 | 2001-08-24 | Dainippon Ink & Chem Inc | 着磁装置およびプリンタ |
| JP2002051529A (ja) * | 2000-08-01 | 2002-02-15 | Ykk Corp | リニアサーボモータ用棒状磁石ガイド部材及びその製造方法 |
| JP2004320827A (ja) * | 2003-04-11 | 2004-11-11 | Toda Kogyo Corp | 往復運動装置用磁石及びこれを用いた往復運動装置 |
| WO2009084425A1 (ja) * | 2007-12-28 | 2009-07-09 | Thk Co., Ltd. | リニアステッピングモータ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013031890A (ja) * | 2011-08-01 | 2013-02-14 | Yaskawa Electric Corp | 塗装システムおよびドア開閉用ロボットの開閉ハンド |
| JP2013105964A (ja) * | 2011-11-16 | 2013-05-30 | Nichia Chem Ind Ltd | 円柱状ボンド磁石の製造方法 |
| JP2014063983A (ja) * | 2012-09-20 | 2014-04-10 | Korea Atomic Energy Research Inst | 永久磁石を用いた磁気装置 |
| JP2018107320A (ja) * | 2016-12-27 | 2018-07-05 | 住友金属鉱山株式会社 | 異方性ボンド磁石の成形用金型及びこれを用いた製造方法 |
| CN116168916A (zh) * | 2022-12-29 | 2023-05-26 | 康健 | 一种区域磁场强度增强的组合磁铁阵列 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5530707B2 (ja) | 2014-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101407837B1 (ko) | 이방성 본드 자석의 제조 방법 및 그 제조 장치 | |
| US8039998B2 (en) | Rotor for motor and method for producing the same | |
| US11735358B2 (en) | Bonded magnet, bonded magnet component, and bonded magnet production method | |
| JP5530707B2 (ja) | 円柱状ボンド磁石およびその製造方法並びに製造装置 | |
| US9490669B2 (en) | Rotor and motor | |
| JP6870356B2 (ja) | 異方性ボンド磁石の成形用金型及びこれを用いた製造方法 | |
| KR20160135653A (ko) | 매입형 영구자석 기계의 사출 성형 자석의 형상에 있어서의 자극간 변화 | |
| US8643453B2 (en) | Cylindrical bonded magnet, method for producing a cylindrical bonded magnet, and rod-shaped magnet device | |
| US10232538B2 (en) | Bond magnet and method for manufacturing the same | |
| EP1739811A1 (en) | Anisotropic bond magnet for four-magnetic-pole motor, motor using the same, device for orientation processing of anisotropic bond magnet for four-magnetic-pole motor | |
| JP5884425B2 (ja) | 円柱状ボンド磁石の製造方法 | |
| CN106030735A (zh) | 用于制造永久磁体的压铸模具 | |
| JP2007214393A (ja) | リング状の極異方性プラスチック磁石及びモータ用ロータ | |
| JP5651944B2 (ja) | 円柱状ボンド磁石の製造方法 | |
| JP5463773B2 (ja) | 柱状ボンド磁石の製造方法 | |
| JP4577604B2 (ja) | 異方性希土類ボンド磁石の製造方法 | |
| JP5532898B2 (ja) | 棒状ボンド磁石およびその製造方法 | |
| JP2011029215A (ja) | 筒状ボンド磁石及びその製造方法 | |
| JPS6349889B2 (ja) | ||
| JP6056141B2 (ja) | 円筒状ボンド磁石の製造方法およびその製造装置 | |
| JP2023509740A (ja) | ロータアセンブリ | |
| JP2023054983A (ja) | 磁石埋込型モータのロータ構造およびその製造方法 | |
| JP2007049035A (ja) | マグネットローラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121031 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140421 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5530707 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |