JP2012008018A - 表面検査方法 - Google Patents
表面検査方法 Download PDFInfo
- Publication number
- JP2012008018A JP2012008018A JP2010144522A JP2010144522A JP2012008018A JP 2012008018 A JP2012008018 A JP 2012008018A JP 2010144522 A JP2010144522 A JP 2010144522A JP 2010144522 A JP2010144522 A JP 2010144522A JP 2012008018 A JP2012008018 A JP 2012008018A
- Authority
- JP
- Japan
- Prior art keywords
- image data
- pixel
- value
- vector
- inspection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【解決手段】検査対象物9の検査対象領域を撮像して画像データを作成し、互いに直交するX軸方向とY軸方向に沿って画像データの各画素の輝度値を微分する処理を行い、画素ごとにX軸方向の微分値とY軸方向の微分値を成分とするベクトルを算出し、各画素のベクトルのX軸に対する角度の度数を計測して度数の高い角度に直角な方向を研削痕の延伸方向であると特定し、画像データの各画素のうちの度数の高い角度のベクトルの画素の輝度値を弱める補正を行うか、または度数の高くない角度のベクトルの画素の輝度値を高める補正を行い、補正した画像データを二値化し、二値化した画像データに基づいてキズを検査する。
【選択図】図1
Description
算出した前記ベクトルの所定の基準方向からの角度の分布に基づいて前記凹凸や模様の延伸方向を特定する段階と、を含むことを要旨とするものである。
この段階では、まず、照明12により検査対象物9の検査対象領域に光を照射し、撮像手段11により検査対象物9の検査対象領域を撮像する。撮像手段11は、検査対象物の検査対象領域を所定の数の画素に分解し、各画素の輝度(=検査対象物9の検査対象領域からの反射光の強さ)を数字符号に変換した画像データを作成する。そして、記憶手段13は、作成した画像データを記憶する。なお、撮像の際には、研削痕の延伸方向がどの方向を向いていてもよく、検査対象物9の向きを限定する(=調整する)必要はない。また、検査対象物9の検査対象領域の全体を一時に撮像し、検査対象物9の検査対象領域の全体で一つの画像データを作成してもよく、分割して複数回に分けて撮像し、複数の画像データを作成してもよい。
この段階は、さらに、(2−1)画像データの各画素の輝度値に微分処理を施す段階、(2−2)微分処理の結果に基づいてベクトルを算出する段階、(2−3)算出したベクトルに基づいて検査対象物の検査対象領域に存在する「キズと見なさなくてもよい凹凸や模様」の方向を特定する段階、とを含む。
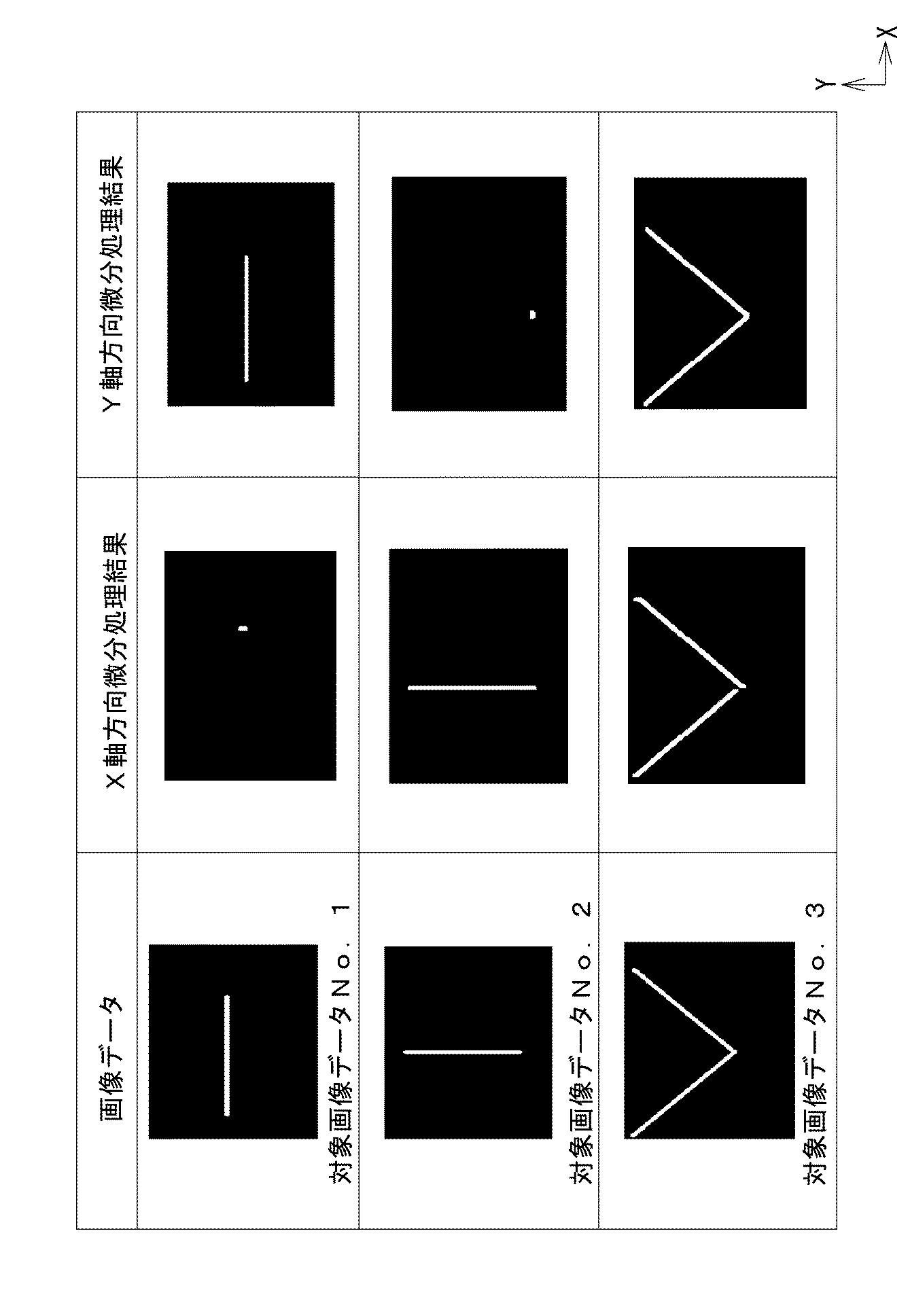
この段階では、演算手段14により、記憶手段13に記憶される画像データに、X軸方向とY軸方向の二方向について微分処理を施す(=互いに直交する二方向について微分処理を施す)。すなわち、画像データの画素どうしの間の輝度値の差分を、X軸方向とY軸方向の二方向について算出する。この微分処理には、たとえば、ソーベルの微分法や、プレヴィット(プレウィット)の微分法など、公知の各種ディジタル画像の微分法が適用できる。
この段階では、画像データに含まれる各画素について、X軸方向の微分値とY軸方向の微分値とを成分とするベクトルVを算出する。さらに、算出した各画素のベクトルVの大きさ|V|と、基準方向(ここでは、X軸方向)に対する角度θとを算出する。各画素のベクトルVの大きさ|V|と、基準方向に対する角度θは、
|V|=((X軸方向の微分値)2+(Y軸方向の微分値)2)1/2
θ=tan−1((Y軸方向の微分値)/(X軸方向の微分値))
で算出される。
この段階においては、まず、図3に示すようなグラフを作成する。図3に示すグラフは、算出されたベクトルVが有する角度の分布を、ベクトルVの大きさにより重み付けして示したグラフである。そして、ベクトルVが有する角度の分布の傾向を示す。図3に示すグラフの横軸は、各画素のベクトルVの基準方向に対する角度θである。また、縦軸は、各角度におけるベクトルVの大きさの合計値である。具体的には、画像データに、X軸に対してある所定の角度θaを有するベクトルVの画素がN個含まれる場合には、当該ある所定の角度θaに、当該N個の画素のベクトルVの大きさ|V|の合計値をプロットする。
この段階においては、画像データに所定の画像処理を施して、画像データに含まれる画素の輝度値を補正する。そして、研削痕に対応する画素の影響を除去する(または、研削痕に対応する画素の影響を小さくする)。具体的には、研削痕の延伸方向とは直角な方向に沿った輝度値を強調するフィルタを、画像データに適用する。
この段階では、まず、演算手段14により、前記段階(3)において補正した画像データの各画素の輝度値を二値化する。すなわち、輝度値が所定の閾値以上の画素(または所定の閾値を越える画素)を「白画素」とし、所定の閾値未満の画素(または所定の閾値以下の画素)を「黒画素」とする。前記段階(3)での補正により、研削痕に対応する画素の輝度値は、キズに対応する画素の輝度値よりも低くなっている。そして、研削痕に対応する画素の輝度値と、キズに対応する画素の輝度値との間に、二値化の閾値を設定する。そうすると、二値化された画像データにおいては、キズに対応する画素が「白画素」となり、それ以外の画素(研削痕に対応する画素を含む)が「黒画素」となる。
11 撮像手段
12 照明
121 光源
122 ハーフミラー
13 記憶手段
14 演算手段
15 出力手段
9 検査対象物
Claims (5)
- 検査対象領域に所定の方向に延伸する凹凸や模様が存在する検査対象物の表面検査方法であって、
前記検査対象物の前記検査対象領域を撮像して画像データを作成する段階と、
前記画像データの各画素の輝度値に、互いに直交する二方向に沿って微分処理を施す段階と、
前記画像データの画素ごとに、互いに直交する二方向の微分値を成分とするベクトルを算出する段階と、
算出した前記ベクトルの所定の基準方向からの角度の分布を算出する段階と、
算出した前記ベクトルの前記所定の基準方向からの角度の分布に基づいて前記凹凸や模様の延伸方向を特定する段階と、
を、含むことを特徴とする表面検査方法。 - 前記算出した前記ベクトルの前記所定の基準方向からの角度の分布を算出する段階においては、前記所定の基準方向からの角度ごとに前記ベクトルの大きさの合計値を算出し、
前記算出した前記ベクトルの方向の分布に基づいて前記凹凸や模様の延伸方向を特定する段階においては、算出した前記合計値のピークが現れる角度と90°の位相差を有する角度を前記凹凸や模様の延伸方向であると特定する、
ことを特徴とする請求項1に記載の表面検査方法。 - 前記合計値のピーク値が現れる角度とは異なる角度を有するベクトルの画素の輝度値を高くする補正を行う段階と、
前記補正された画像データに基づいて前記検査対象物の前記検査対象領域のキズを検査する段階と、
を含むことを特徴とする請求項1または請求項2に記載の表面検査方法。 - 前記補正を行う段階においては、前記画像データの各画素の輝度値に(式1)で示されるフィルタを適用すること特徴とする請求項3に記載の表面検査方法。
- 前記微分処理は、ソーベルの微分法またはプレヴィットの微分法が適用されることを特徴とする請求項1から請求項4のいずれか一項に記載の表面検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010144522A JP5605010B2 (ja) | 2010-06-25 | 2010-06-25 | 表面検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010144522A JP5605010B2 (ja) | 2010-06-25 | 2010-06-25 | 表面検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012008018A true JP2012008018A (ja) | 2012-01-12 |
| JP5605010B2 JP5605010B2 (ja) | 2014-10-15 |
Family
ID=45538729
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010144522A Active JP5605010B2 (ja) | 2010-06-25 | 2010-06-25 | 表面検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5605010B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109030384A (zh) * | 2018-07-04 | 2018-12-18 | 中国航空制造技术研究院 | 一种在线监测打磨质量的方法 |
| JP2021006853A (ja) * | 2019-06-28 | 2021-01-21 | 京セラドキュメントソリューションズ株式会社 | ベルト検査システムおよびベルト検査プログラム |
| JP2021006854A (ja) * | 2019-06-28 | 2021-01-21 | 京セラドキュメントソリューションズ株式会社 | ベルト検査システムおよびベルト検査プログラム |
| JP2022126620A (ja) * | 2021-02-18 | 2022-08-30 | トピー工業株式会社 | 表面欠陥検出装置、表面欠陥検出方法、および表面欠陥検出プログラム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08145907A (ja) * | 1994-11-15 | 1996-06-07 | Toshiba Eng Co Ltd | 欠陥検査装置 |
| JPH1196372A (ja) * | 1997-09-16 | 1999-04-09 | Omron Corp | 画像処理方法およびその装置、ならびに画像処理用の制御プログラムの記録媒体 |
| JP2008151653A (ja) * | 2006-12-18 | 2008-07-03 | Mitsubishi Heavy Ind Ltd | 検査装置、検査方法、検査プログラムおよび検査システム |
-
2010
- 2010-06-25 JP JP2010144522A patent/JP5605010B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08145907A (ja) * | 1994-11-15 | 1996-06-07 | Toshiba Eng Co Ltd | 欠陥検査装置 |
| JPH1196372A (ja) * | 1997-09-16 | 1999-04-09 | Omron Corp | 画像処理方法およびその装置、ならびに画像処理用の制御プログラムの記録媒体 |
| JP2008151653A (ja) * | 2006-12-18 | 2008-07-03 | Mitsubishi Heavy Ind Ltd | 検査装置、検査方法、検査プログラムおよび検査システム |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109030384A (zh) * | 2018-07-04 | 2018-12-18 | 中国航空制造技术研究院 | 一种在线监测打磨质量的方法 |
| JP2021006853A (ja) * | 2019-06-28 | 2021-01-21 | 京セラドキュメントソリューションズ株式会社 | ベルト検査システムおよびベルト検査プログラム |
| JP2021006854A (ja) * | 2019-06-28 | 2021-01-21 | 京セラドキュメントソリューションズ株式会社 | ベルト検査システムおよびベルト検査プログラム |
| JP2022126620A (ja) * | 2021-02-18 | 2022-08-30 | トピー工業株式会社 | 表面欠陥検出装置、表面欠陥検出方法、および表面欠陥検出プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5605010B2 (ja) | 2014-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8452072B2 (en) | Method and apparatus for inspecting tire shape | |
| CN112889087B (zh) | 对片材部件的自动检查的系统、处理单元和方法 | |
| JP5174540B2 (ja) | 木材欠陥検出装置 | |
| Tao et al. | Weak scratch detection and defect classification methods for a large-aperture optical element | |
| WO2017141611A1 (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| US20190011374A1 (en) | Defect detection device and defect detection method | |
| CN107735674A (zh) | 表面缺陷检测装置、表面缺陷检测方法及钢材的制造方法 | |
| JP2017515097A (ja) | 射影画像を用いた自動インライン検査及び計測 | |
| WO2020110667A1 (ja) | 表面欠陥検出方法、表面欠陥検出装置、鋼材の製造方法、鋼材の品質管理方法、鋼材の製造設備、表面欠陥判定モデルの生成方法、及び表面欠陥判定モデル | |
| CN104458764B (zh) | 基于大景深条带图像投影的弯曲粗糙表面缺陷鉴别方法 | |
| US20140286563A1 (en) | Accurate detection of low-contrast defects in transparent material | |
| KR20180115646A (ko) | 비전 카메라를 이용한 비드 인식 장치 및 그 방법 | |
| JP2017120232A (ja) | 検査装置 | |
| JP5605010B2 (ja) | 表面検査方法 | |
| WO2021118838A1 (en) | Laser based inclusion detection system and methods | |
| JP2002148195A (ja) | 表面検査装置及び表面検査方法 | |
| JP5435904B2 (ja) | 致命傷の検出方法 | |
| JP4150390B2 (ja) | 外観検査方法及び外観検査装置 | |
| JP2009109243A (ja) | 樹脂封止材の検査装置 | |
| JP4739044B2 (ja) | 外観検査装置 | |
| JP2017166957A (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| JP2017062181A (ja) | 表面疵検査装置及び表面疵検査方法 | |
| JP7469740B2 (ja) | ベルト検査システムおよびベルト検査プログラム | |
| JP6688629B2 (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| CN111833350A (zh) | 机器视觉检测方法与系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130426 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131217 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140729 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140811 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5605010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |