JP2012012207A - コンベヤベルト - Google Patents
コンベヤベルト Download PDFInfo
- Publication number
- JP2012012207A JP2012012207A JP2010152812A JP2010152812A JP2012012207A JP 2012012207 A JP2012012207 A JP 2012012207A JP 2010152812 A JP2010152812 A JP 2010152812A JP 2010152812 A JP2010152812 A JP 2010152812A JP 2012012207 A JP2012012207 A JP 2012012207A
- Authority
- JP
- Japan
- Prior art keywords
- upper cover
- conveyor belt
- thickness
- central region
- cover rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920001971 elastomer Polymers 0.000 claims abstract description 56
- 239000005060 rubber Substances 0.000 claims abstract description 56
- 230000007423 decrease Effects 0.000 claims description 3
- 239000013585 weight reducing agent Substances 0.000 abstract description 2
- 238000005299 abrasion Methods 0.000 abstract 1
- 210000003608 fece Anatomy 0.000 abstract 1
- 238000011068 loading method Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 9
- 238000005452 bending Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 230000002411 adverse Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 238000005265 energy consumption Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images


Landscapes
- Structure Of Belt Conveyors (AREA)
- Belt Conveyors (AREA)
Abstract
【課題】軽量化を図りつつ耐用期間を延ばすことができるコンベヤベルトを提供する。
【解決手段】搬送物Tの投下、積載、搬送の繰り返しによって、摩耗が相対的に激しくなるベルト中央領域Cの上カバーゴム3の厚さtcを、両端領域Sの上カバーゴム3の厚さtsよりも大きくして、許容できる最大摩耗状態に至るまでの時間を長くしつつ、両端領域Sで上カバーゴム3のボリュームを低減する。
【選択図】 図2
【解決手段】搬送物Tの投下、積載、搬送の繰り返しによって、摩耗が相対的に激しくなるベルト中央領域Cの上カバーゴム3の厚さtcを、両端領域Sの上カバーゴム3の厚さtsよりも大きくして、許容できる最大摩耗状態に至るまでの時間を長くしつつ、両端領域Sで上カバーゴム3のボリュームを低減する。
【選択図】 図2
Description
本発明は、コンベヤベルトに関し、さらに詳しくは、軽量化を図りつつ耐用期間を延ばすことができるコンベヤベルトに関するものである。
コンベヤベルトは搬送物の積載量を増加させるために、ベルト幅方向断面がトラフ形状になるように支持ローラ等で支持される(例えば、特許文献1参照)。そのため、搬送物が投下、積載されるのは、主にベルト幅方向中央領域になる。中央領域の上カバーゴムは、搬送物の投下、積載、搬送の繰り返しによって摩耗して心体が露出し、場合によって心体が破損することもある。このように上カバーゴムの摩耗が許容範囲を超えて進行するとコンベヤベルトは使用できなくなってしまう。
そこで、従来はコンベヤベルトの耐用期間を延ばすために、相対的に摩耗が激しい中央領域を基準にして上カバーゴムの厚さを設定し、ベルト幅方向にわたって一定のゴム厚さにしていた。上カバーゴムの厚さを厚くすれば、許容できる最大摩耗状態に至るまでの時間を長くできるので、コンベヤベルトの耐用期間を延ばすことができる。一方で、搬送物がほとんど積載されず、摩耗が比較的少ないベルト幅方向両端領域では、上カバーゴムの厚さがオーバースペックになる。このことが、コンベヤベルトの軽量化を妨げる一因になっていた。
本発明の目的は、軽量化を図りつつ耐用期間を延ばすことができるコンベヤベルトを提供することにある。
上記目的を達成するため本発明のコンベヤベルトは、上カバーゴムの厚さが、ベルト幅方向両端領域よりも中央領域で大きく設定されて、中央領域が上方に突出していることを特徴とする。
本発明によれば、上カバーゴムの厚さが、ベルト幅方向両端領域よりも中央領域で大きく設定されて中央領域が上方に突出していることにより、搬送物が積載される領域は積載されない領域に比して上カバーゴムの厚さが大きくなっている。即ち、搬送物が積載されて摩耗が相対的に激しくなる領域のゴムの厚さが大きくなっているので、許容できる最大摩耗状態に至るまでの時間が長くなり、コンベヤベルトの耐用期間を延ばすには有利になっている。また、摩耗が相対的に少ない領域のゴムの厚さが不必要に大きくならないので、コンベヤベルトの軽量化を図るには有利になっている。
ここで、例えば、前記中央領域の上カバーゴムの厚さが、前記両端領域の厚さの120%〜200%である仕様にする。中央領域の上カバーゴムの厚さを上記範囲にすることで、軽量化を図りつつ耐用期間を延ばし易くなる。前記中央領域は、例えば、ベルト幅方向中心線を中心にしたベルト幅の50%〜90%の領域である。
前記両端領域の上カバーゴムの厚さが、対応するベルト幅方向端に向かって漸減している仕様にすることもできる。この仕様では、上カバーゴムの厚さが急激に変化しないので、コンベヤベルトがトラフ形状に保持された際に上カバーゴムに局部的な曲げ応力が生じ難くなる。
前記中央領域に、ベルト幅方向に延びるスリットが、ベルト長手方向に所定の間隔で形成され、このスリットの深さが、前記中央領域と両端領域の上カバーゴムの厚さの差よりも小さくなっている仕様にすることもできる。この仕様の場合、コンベヤベルトがプーリ回りを通過する際の曲げ剛性を、スリットによって低下させることができる。これにより、コンベヤベルトを稼働させる際の消費エネルギーを低減することができる。また、スリットの深さが必要以上に大きくなっていないので、スリットによる耐用期間に対する悪影響を抑えることができる。
ベルト長手方向断面で、前記スリットの上端が下端に対してベルト進行方向後側に配置されて、スリットが傾斜して形成されている仕様にすることもできる。搬送物は、稼働している上カバーゴムに対して、ベルト進行方向と反対方向の相対速度を有して落下してくる。そこで、スリットを上記のように傾斜させて形成することにより、スリットには搬送物が入り込み難くなるので、スリットによる耐用期間に対する悪影響を抑えることができる。
以下、本発明のコンベヤベルトを図に示した実施形態に基づいて説明する。図1〜4、7の二点鎖線CLは、ベルト幅方向中心線を示している。
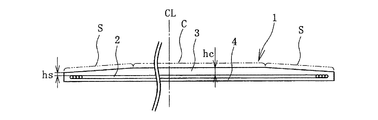
図1、2に例示するように、本発明のコンベヤベルト1は、心体2を挟んで上下にそれぞれ上カバーゴム3、下カバーゴム4が配置されている。即ち、上カバーゴム3と下カバーゴム4の間に心体2が埋設されている。
心体2は、ベルト幅方向に並列した長手方向に延びる複数のスチールコード(スチールコード層)により構成されている。心体2はスチールコード層に限らず、帆布等の繊維補強層により構成することもできる。心体2の材質や積層数はコンベヤベルト1に対する要求性能(剛性、伸び等)により決定される。スチールコード層の場合は単層、繊維補強層の場合は単層または複数層、多層となる。
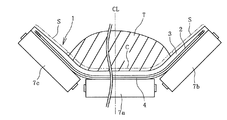
コンベヤベルト1は、プーリの間に張設され、支持ローラ7a、7b、7cにより支持される。この実施形態では、中央の支持ローラ7aは水平に配置され、両側の支持ローラ7b、7cは所定の角度で傾斜して配置されている。これら支持ローラ7a、7b、7cに沿うようにコンベヤベルト1が変形して、ベルト幅方向断面がトラフ形状になるように保持される。このようなトラフ形状にして、搬送物Tの積載量を増加させる。
搬送物Tが投下、積載されるのは、主にベルト幅方向中央領域Cであり、両端領域Sにはほとんど搬送物Tが投下、積載されない。中央領域Cは、ベルト幅やトラフ角度によって異なるが、例えば、ベルト幅方向中心線CLを中心にしたベルト幅の50%〜90%の領域、さらに限定すると60%〜80%の領域である。両端領域Sは中央領域C以外の領域である。
本発明では、中央領域Cの上カバーゴム3の厚さhcを所定の一定厚さに設定して、中央領域Cをフラットな形状にしている。さらに、上カバーゴム3の厚さを、両端領域Sよりも中央領域Cで大きくなるように設定している。即ち、中央領域Cの上カバーゴム3の厚さhcは、両端領域Sの上カバーゴム3の厚さhsよりも大きくなっている(hc>hs)。これにより、コンベヤベルト1の表面は単純なフラット形状ではなく、中央領域Cが上方に突出した形状になっている。
上記のように、搬送物Tが積載されて摩耗が相対的に激しくなる領域(中央領域C)の上カバーゴム3の厚さが大きくなっているので、許容できる最大摩耗状態に至るまでの時間が長くなり、コンベヤベルト1の耐用期間を延ばすには有利になる。上カバーゴム3が摩耗して心体2が露出、破損する危険性も低減する。
一方で、摩耗が相対的に少ない領域(両端領域S)の上カバーゴム3の厚さは、必要最低限にできるので、ゴムボリュームを減らすことができ、コンベヤベルト1の軽量化を図るには有利になる。軽量化することによりコンベヤベルト1を稼働させる際の消費エネルギーが低減できる。
図1の実施形態では、両端領域Sの上カバーゴム3の厚さが、右側の両端領域Sではベルト幅方向右端に向かって漸減し、左側の両端領域Sではベルト幅方向左端に向かって漸減している。この仕様では、上カバーゴム3の厚さが急激に変化しない。それ故、コンベヤベルト1がトラフ形状に保持された際に上カバーゴム3に局部的な曲げ応力が生じ難くなるので、クラックが発生し難くなって耐用期間を延ばすには有利になる。
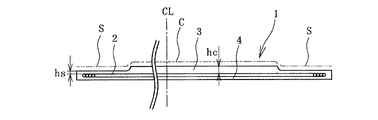
図3に例示するように、中央領域Cの上カバーゴム3の厚さhcを、両端領域Sの上カバーゴム3の厚さhsよりも大きくするとともに、両端領域Sの上カバーゴム3の厚さを一定に設定することもできる。このように、コンベヤベルト1の表面を階段状にして中央領域Cを上方に突出した形状にした場合、中央領域Cと両端領域Sとの境目を円弧状にしてつなげるようにする。なるべく大径の円弧状にすることで、コンベヤベルト1がトラフ形状に保持された際の局部的な曲げ応力が生じ難くなって、クラックの発生を抑制できる。
上カバーゴム3の中央領域Cの厚さhcは例えば、両端領域Sの厚さhsの120%〜200%程度にする。機長とベルト速度によるが、この比率が120%未満では耐用期間を長くする効果が小さく、200%超では、耐用期間は長くなるがトラフ性などに悪影響が生じる可能性がある。
それ故、中央領域Cの厚さhcを上記範囲にすることでコンベヤベルト1の軽量化を図りつつ耐用期間を延ばし易くなる。
尚、ここで中央領域Cの厚さhcの基準となっている両端領域Sの厚さhsは、両端領域Sでの最小厚さである。即ち、図1の実施形態のように両端領域Sの厚さhsが一定ではない場合は、中央領域Cの厚さhcは、ベルト幅方向端でのカバーゴム3の厚さhsの120%〜200%程度にする。
心体2がスチールコード層、繊維補強層のコンベヤベルトでは、上カバーゴム3の中央領域Cの厚さhcは例えば、8mm〜10mm程度である。
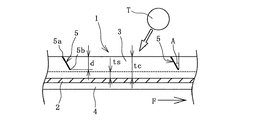
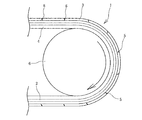
上カバーゴム3の中央領域Cの厚さhcが大きくなるに連れて、コンベヤベルト1がプーリまわりを通過する際の曲げ剛性が大きくなる。そこで、図4〜図6に例示するように、中央領域Cに、ベルト幅方向に延びるスリット5を、ベルト長手方向に所定の間隔で形成することもできる。この実施形態では、ベルト幅方向に平行な直線状のスリット5が設けられている。
スリット5の深さdは、中央領域Cと両端領域Sの上カバーゴム3の厚さの差(tc−ts)よりも小さくする。図4、図5、図7の矢印Fの方向は、コンベヤベルト1の進行方向を示している。
図6に例示するようにコンベヤベルト1がプーリ6の回りを通過する際には、スリット5によって、コンベヤベルト1の曲げ剛性が低下する。そのため、コンベヤベルト1を稼働させる際の消費エネルギーを低減させることができる。また、スリット5の深さdが必要以上に大きくなっていないので、上カバーゴム3が許容できる最大摩耗状態に至るまでの時間が過小になることがない。したがって、スリット5を形成することによるコンベヤベルト1の耐用期間に対する悪影響を抑えることができる。
スリット5を形成するには、コンベヤベルト1を加硫成形するモールドにスリット5を形成するための突起を設けることになる。この突起を通じて加硫工程では、厚さを大きくした中央領域Cの上カバーゴム3に熱が伝達される。したがって、中央領域Cの上カバーゴム3の厚さhcを大きくしていながら、加硫時間を短縮するには有利になり、ひいてはコストダウンするにも有利になる。
スリット5は、図5に例示するようにベルト長手方向断面で、スリット5の上端5aを下端5bに対してベルト進行方向F後側に配置して傾斜させて形成することが好ましい。搬送物Tは、稼働している上カバーゴム3に対して、ベルト進行方向Fと反対方向の相対速度を有して落下してくる。そこで、スリット5を上記のように傾斜させて形成すると、スリット5には搬送物Tが入り込み難くなり、スリット5を形成することによるコンベヤベルト1の耐用期間に対する悪影響を抑えることができる。
上カバーゴム3の表面と直交する垂線に対するスリット5の傾斜角度Aを0°にしてスリット5を、上カバーゴム3の表面に直交するよう形成することもできるが、傾斜角度Aは、例えば0°〜60°、さらに好ましくは30°〜60°程度にする。
スリット5は、図4に例示するようにベルト幅方向に平行な直線状にするだけでなく、図7に例示するように、ベルト幅方向に対して傾斜させてベルト幅方向に延設することもできる。
1 コンベヤベルト
2 心体
3 上カバーゴム
4 下カバーゴム
5 スリット
5a スリットの上端
5b スリットの下端
6 プーリ
7a、7b、7c 支持ローラ
C 中央領域
S 両端領域
T 搬送物
2 心体
3 上カバーゴム
4 下カバーゴム
5 スリット
5a スリットの上端
5b スリットの下端
6 プーリ
7a、7b、7c 支持ローラ
C 中央領域
S 両端領域
T 搬送物
Claims (6)
- 上カバーゴムの厚さが、ベルト幅方向両端領域よりも中央領域で大きく設定されて中央領域が上方に突出していることを特徴とするコンベヤベルト。
- 前記中央領域の上カバーゴムの厚さが、前記両端領域の厚さの120%〜200%である請求項1に記載のコンベヤベルト。
- 前記中央領域が、ベルト幅方向中心線を中心にしたベルト幅の50%〜90%の領域である請求項1または2に記載のコンベヤベルト。
- 前記両端領域の上カバーゴムの厚さが、対応するベルト幅方向端に向かって漸減している請求項1〜3のいずれかに記載のコンベヤベルト。
- 前記中央領域に、ベルト幅方向に延びるスリットが、ベルト長手方向に所定の間隔で形成され、このスリットの深さが、前記中央領域と両端領域の上カバーゴムの厚さの差よりも小さくなっている請求項1〜4のいずれかに記載のコンベヤベルト。
- ベルト長手方向断面で、前記スリットの上端が下端に対してベルト進行方向後側に配置されて、スリットが傾斜して形成されている請求項5に記載のコンベヤベルト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010152812A JP2012012207A (ja) | 2010-07-05 | 2010-07-05 | コンベヤベルト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010152812A JP2012012207A (ja) | 2010-07-05 | 2010-07-05 | コンベヤベルト |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012012207A true JP2012012207A (ja) | 2012-01-19 |
Family
ID=45599099
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010152812A Pending JP2012012207A (ja) | 2010-07-05 | 2010-07-05 | コンベヤベルト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012012207A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015071490A (ja) * | 2013-10-04 | 2015-04-16 | 横浜ゴム株式会社 | コンベヤベルト |
| JP2016094299A (ja) * | 2014-11-17 | 2016-05-26 | 横浜ゴム株式会社 | コンベヤベルト |
-
2010
- 2010-07-05 JP JP2010152812A patent/JP2012012207A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015071490A (ja) * | 2013-10-04 | 2015-04-16 | 横浜ゴム株式会社 | コンベヤベルト |
| JP2016094299A (ja) * | 2014-11-17 | 2016-05-26 | 横浜ゴム株式会社 | コンベヤベルト |
| WO2016080041A1 (ja) * | 2014-11-17 | 2016-05-26 | 横浜ゴム株式会社 | コンベヤベルト |
| CN106715293A (zh) * | 2014-11-17 | 2017-05-24 | 横滨橡胶株式会社 | 传送带 |
| US10294031B2 (en) | 2014-11-17 | 2019-05-21 | The Yokohama Rubber Co., Ltd. | Conveyor belt |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104555658A (zh) | 用于提升装置的绳索以及电梯 | |
| CN102482036B (zh) | 平带 | |
| JP5915456B2 (ja) | コンベヤベルト | |
| US9086121B2 (en) | Chain guide | |
| CA2791098A1 (en) | Superelastic low rolling resistance conveyor belt | |
| JP2012012207A (ja) | コンベヤベルト | |
| CN106536972B (zh) | 力传递带 | |
| JP6197550B2 (ja) | コンベヤベルト | |
| US9677643B2 (en) | Notched transmission belt | |
| JP6500398B2 (ja) | コンベヤベルト | |
| JP5061790B2 (ja) | コンベヤベルト | |
| CN110431331A (zh) | 齿形带 | |
| JP5788662B2 (ja) | 弾性クローラ | |
| CN115744051A (zh) | 一种输送带及包含该输送带的钢丝绳牵引带式输送机 | |
| JP4320211B2 (ja) | コンベヤベルトの設計支援方法およびこれを用いて設計されて作製されたコンベヤベルト | |
| CN204327859U (zh) | 一种专用平带 | |
| JP2004018202A (ja) | コンベヤベルト | |
| US9315325B2 (en) | Belt for a conveyor system | |
| JP6957942B2 (ja) | コンベヤベルト | |
| JP2010260649A (ja) | ブロックチェーンユニット | |
| JP2020093905A (ja) | コンベアベルト | |
| JP2021075386A (ja) | パイプコンベヤベルト | |
| JP6268890B2 (ja) | コンベヤベルト | |
| CN205990152U (zh) | 一种电梯曳引承载机构 | |
| CN203767432U (zh) | 大倾角带式输送机钢绳芯凹形花纹胶带 |