JP2012020362A - 研磨材定量供給装置 - Google Patents
研磨材定量供給装置 Download PDFInfo
- Publication number
- JP2012020362A JP2012020362A JP2010159085A JP2010159085A JP2012020362A JP 2012020362 A JP2012020362 A JP 2012020362A JP 2010159085 A JP2010159085 A JP 2010159085A JP 2010159085 A JP2010159085 A JP 2010159085A JP 2012020362 A JP2012020362 A JP 2012020362A
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- rotating disk
- compressed gas
- cylinder
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C7/00—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/003—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods using material which dissolves or changes phase after the treatment, e.g. ice, CO2
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C7/00—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts
- B24C7/0007—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts the abrasive material being fed in a liquid carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C7/00—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts
- B24C7/0046—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts the abrasive material being fed in a gaseous carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C7/00—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts
- B24C7/0046—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts the abrasive material being fed in a gaseous carrier
- B24C7/0053—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts the abrasive material being fed in a gaseous carrier with control of feed parameters, e.g. feed rate of abrasive material or carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C7/00—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts
- B24C7/0092—Equipment for feeding abrasive material; Controlling the flowability, constitution, or other physical characteristics of abrasive blasts the abrasive material being fed by mechanical means, e.g. by screw conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C9/00—Appurtenances of abrasive blasting machines or devices, e.g. working chambers, arrangements for handling used abrasive material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
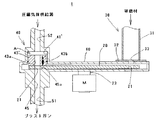
【解決手段】回転ディスク20の計量孔21に充填された研磨材を取り出すために,前記計量孔21内に圧縮気体を吹き込む研磨材混合部40に,第1のシリンダ41と,第2のシリンダ42を設け回転ディスク20を介して対向配置する。両シリンダ41,42内にはそれぞれピストン43,44を挿入すると共に,前記計量孔21の形成位置に対応してピストン43,44に貫通孔43a,44aを設けている。その結果,第1のシリンダ41に圧縮気体供給源を,第2のシリンダ42にブラストガンを連通して圧縮気体の導入によりシリンダ41,42内の圧力を高めると,ピストン43,44が回転ディスク20に押圧され,計量孔21の両端に,貫通孔43a,44aを連結する。
【選択図】図1
Description
肉厚を貫通する同一径の計量孔21が複数円周方向に等間隔に設けられた,水平回転する回転ディスク20と,
前記回転ディスク20の前記計量孔21内に非加圧下で研磨材を落下させて充填する研磨材充填部30と,
前記計量孔21の形成位置において前記回転ディスク20の両面に跨って配置され,圧縮気体供給源からの圧縮気体と前記計量孔21内の研磨材とを混合して研磨材搬出路51に搬出する研磨材混合部40を備え,
前記研磨材混合部40が,
前記計量孔21の形成位置における前記回転ディスク20の一方の面に向かって開口するシリンダ(第1のシリンダ41),前記回転ディスク20を介して前記シリンダ(第1のシリンダ41)に対向すると共に,前記回転ディスク20の他方の面に向かって開口するシリンダ(第2のシリンダ42),及び前記各シリンダ41,42内にそれぞれ挿入されたピストン43,44を備え,
前記いずれか一方のシリンダ(図1においては第1のシリンダ41)に圧縮気体導入路52を介して圧縮気体の供給源を連通すると共に,他方のシリンダ(図1においては第2のシリンダ42)に前記研磨材搬出路51を連通し,更に,前記計量孔21の形成位置に対応して前記ピストン43,44をそれぞれ貫通する貫通孔43a,44aを設けたことを特徴とする(請求項1,図1,6参照)。
肉厚を貫通する同一径の計量孔21が複数円周方向に等間隔に設けられた,水平回転する回転ディスク20と,
前記回転ディスク20の前記計量孔21内に非加圧下で研磨材を落下させて充填する研磨材充填部30と,
前記計量孔21の形成位置において前記回転ディスク20の両面に跨って配置され,圧縮気体供給源からの圧縮気体と前記計量孔21内の研磨材とを混合して研磨材搬出路51に搬出する研磨材混合部40を備え,
前記研磨材混合部40が,
前記計量孔21の形成位置における前記回転ディスク20の一方の面に向かって開口するシリンダ41’と,前記シリンダ41’内に挿入されたピストン43’,及び前記回転ディスク20を介して前記シリンダ41’に向かって開口すると共に開口縁45aを前記回転ディスク20の他方の面に摺接する流体流路45を備え,
前記シリンダ41’又は前記流体流路45のいずれか一方を,圧縮気体導入路52を介して圧縮気体の供給源に連通すると共に,他方を前記研磨材搬出路51に連通し,更に,前記計量孔21の形成位置に対応して前記ピストン43’を貫通する貫通孔43aを設けたことを特徴とする(請求項2,図4,5参照)。
図1中の符号1は,本発明の研磨材定量供給装置であり,この研磨材定量供給装置1は,定量の研磨材を計量する計量孔21が形成された回転ディスク20と,前記回転ディスク20に形成した前述の計量孔21に対して研磨材を導入すると共に充填する研磨材充填管31を備えた研磨材充填部30,及び,計量孔21の形成位置において前記回転ディスク20の表裏面に跨って配置され,圧縮気体供給源からの圧縮気体と前記計量孔21内の研磨材とを混合して研磨材搬出路51に搬出する研磨材混合部40を備えている。
前述の回転ディスク20は,一定の厚みを有する円盤状の例えば金属板等によって形成されたものであり,この回転ディスク20には,図1〜3に示すように回転ディスク20の肉厚を貫通する計量孔21が多数形成されている。
以上で説明した回転ディスク20に設けた計量孔21に研磨材を充填するために,本発明の研磨材定量供給装置1には,前述した研磨材充填部30が設けられている。
前述した研磨材充填部30において研磨材が充填された計量孔21は,回転ディスク20の回転によって研磨材混合部40に移動され,計量孔21内に充填された研磨材は研磨材混合部40で圧縮気体と混合されて混合流体として取り出されて図示せざるブラストガン等に供給される。
図1,図4及び図5を参照して説明した研磨材定量供給装置1にあっては,ディスク収容部60を設けることにより回転ディスク20の全体がこのディスク収容部によって覆われるように形成しているが,回転ディスク20は必ずしもその全体が覆われている必要はなく,計量孔21内に充填された研磨材が研磨材混合部40に到達する迄の間,計量孔21内に止まることができるように構成されたものであれば,一例として図6に示すように,研磨材が充填された状態にある計量孔21の底面側においてのみ,回転ディスク20を覆うように構成し,その他の部分は機外に露出させても良い。
以上のように構成された研磨材定量供給装置1において,研磨材充填部30の研磨材充填管31内に研磨材を継続的に導入し,且つ,図示せざる圧縮気体供給源,例えば圧縮気体の供給源であるエアコンプレッサからの圧縮気体を,圧縮気体導入路52を介して研磨材混合部40に導入しながら駆動モータMによって回転ディスク20を回転させると,研磨材混合部40で圧縮気体と混合された混合流体としての研磨材が,研磨材搬出路51を介してこの研磨材搬出路51の先端に設けられた,例えばブラストガン等の供給先に定量供給される。
20 回転ディスク
20a 中心部(回転ディスク20の)
20b 周縁部(回転ディスク20の)
21 計量孔
22 ピン
23 回転軸
30 研磨材充填部
31 研磨材充填管
32 蓋板
33 孔
40 研磨材混合部
41 シリンダ(第1の)
41’ シリンダ
42 シリンダ(第2の)
43 ピストン(第1の)
43’ ピストン
43a 貫通孔
43b ピストンリング
44 ピストン(第2の)
44a 貫通孔
44b ピストンリング
45 流体流路
45a 開口縁
51 研磨材搬出路
52 圧縮気体導入路
60 ディスク収容部
M 駆動モータ
100 研磨材定量供給装置
110,210 研磨材タンク
111,211 研磨材搬送路
111a,211a 一端(研磨材搬送路111,211の)
112,212 空気導入路
112a ,212a 一端(空気導入路112,212の)
120,220 回転ディスク
121,221 計量孔
230 研磨材充填部
Claims (5)
- 圧縮気体中に研磨材を混合した混合流体として研磨材を供給する研磨材定量供給装置において,
肉厚を貫通する同一径の計量孔が複数円周方向に等間隔に設けられた,水平回転する回転ディスクと,
前記回転ディスクの前記計量孔内に非加圧下で研磨材を落下させて充填する研磨材充填部と,
前記計量孔の形成位置において前記回転ディスクの両面に跨って配置され,圧縮気体供給源からの圧縮気体と前記計量孔内の研磨材とを混合して研磨材搬出路に搬出する研磨材混合部を備え,
前記研磨材混合部が,
前記計量孔の形成位置における前記回転ディスクの一方の面に向かって開口するシリンダ,前記回転ディスクを介して前記シリンダに対向すると共に,前記回転ディスクの他方の面に向かって開口するシリンダ,及び前記各シリンダ内にそれぞれ挿入されたピストンを備え,
前記いずれか一方のシリンダに圧縮気体導入路を介して圧縮気体の供給源を連通すると共に,他方のシリンダに前記研磨材搬出路を連通し,更に,前記計量孔の形成位置に対応して前記ピストンをそれぞれ貫通する貫通孔を設けたことを特徴とする研磨材定量供給装置。 - 圧縮気体中に研磨材を混合した混合流体として研磨材を供給する研磨材定量供給装置において,
肉厚を貫通する同一径の計量孔が複数円周方向に等間隔に設けられた,水平回転する回転ディスクと,
前記回転ディスクの前記計量孔内に非加圧下で研磨材を落下させて充填する研磨材充填部と,
前記計量孔の形成位置において前記回転ディスクの両面に跨って配置され,圧縮気体供給源からの圧縮気体と前記計量孔内の研磨材とを混合して研磨材搬出路に搬出する研磨材混合部を備え,
前記研磨材混合部が,
前記計量孔の形成位置における前記回転ディスクの一方の面に向かって開口するシリンダと,前記シリンダ内に挿入されたピストン,及び前記回転ディスクを介して前記シリンダに向かって開口すると共に開口縁を前記回転ディスクの他方の面に摺接する流体流路を備え,
前記シリンダ又は前記流体流路のいずれか一方を,圧縮気体導入路を介して圧縮気体の供給源に連通すると共に,他方を前記研磨材搬出路に連通し,更に,前記計量孔の形成位置に対応して前記ピストンを貫通する貫通孔を設けたことを特徴とする研磨材定量供給装置。 - 前記圧縮気体導入路の断面積に対し,前記ピストンの断面積を5〜25倍としたことを特徴とする請求項1又は2記載の研磨材定量供給装置。
- 前記ピストンの少なくとも前記回転ディスクとの接触面を高分子ポリエチレンにより形成したことを特徴とする請求項1〜3いずれか1項記載の研磨材定量供給装置。
- 前記回転ディスク全体を収容すると共に,前記研磨材充填部及び研磨材混合部と連結されたディスク収納部を設けたことを特徴とする請求項1〜4いずれか1項記載の研磨材定量供給装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010159085A JP5504079B2 (ja) | 2010-07-13 | 2010-07-13 | 研磨材定量供給装置 |
| US13/115,481 US8690641B2 (en) | 2010-07-13 | 2011-05-25 | Apparatus for supplying constant amount of abrasive |
| KR1020110050109A KR101824391B1 (ko) | 2010-07-13 | 2011-05-26 | 연마재 정량 공급 장치 |
| TW100118990A TWI538781B (zh) | 2010-07-13 | 2011-05-31 | 研磨材料定量供給裝置 |
| CN201110192230.9A CN102328279B (zh) | 2010-07-13 | 2011-07-04 | 研磨材料定量供给装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010159085A JP5504079B2 (ja) | 2010-07-13 | 2010-07-13 | 研磨材定量供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012020362A true JP2012020362A (ja) | 2012-02-02 |
| JP5504079B2 JP5504079B2 (ja) | 2014-05-28 |
Family
ID=45467349
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010159085A Active JP5504079B2 (ja) | 2010-07-13 | 2010-07-13 | 研磨材定量供給装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8690641B2 (ja) |
| JP (1) | JP5504079B2 (ja) |
| KR (1) | KR101824391B1 (ja) |
| CN (1) | CN102328279B (ja) |
| TW (1) | TWI538781B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5746901B2 (ja) * | 2011-04-14 | 2015-07-08 | 株式会社不二製作所 | 研磨方法及びブラスト加工装置のノズル構造 |
| US20160280977A1 (en) * | 2015-03-24 | 2016-09-29 | IFS Industries Inc. | Two-Part Urethane Adhesive |
| CZ305814B6 (cs) * | 2015-04-29 | 2016-03-23 | Vysoké Učení Technické V Brně | Akcelerátor pelet suchého ledu |
| CN105416245A (zh) * | 2015-12-10 | 2016-03-23 | 重庆茂江低空交通科技有限公司 | 具有自动补蜡功能的打蜡器 |
| GB201611060D0 (en) * | 2016-06-24 | 2016-08-10 | Eco-Genics Ltd | Dispensing system |
| CN111300286A (zh) * | 2016-08-30 | 2020-06-19 | 合肥通用机械研究院有限公司 | 一种可清堵的干磨料供料装置 |
| DE102018127450A1 (de) * | 2018-11-04 | 2020-05-07 | systeco GmbH | Oberflächenreinigungs- und Graviermaschine mittels Vakuumstrahlverfahren |
| CN112247734B (zh) * | 2020-10-21 | 2021-11-30 | 蚌埠市长天光电科技有限公司 | 一种光学镜片加工用且自动控制抛光液的挤出量的设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61157530U (ja) * | 1985-03-23 | 1986-09-30 | ||
| JP2000000768A (ja) * | 1998-06-12 | 2000-01-07 | Fuji Seisakusho:Kk | 直圧式連続研磨材供給・噴射方法及び装置 |
| JP2008264912A (ja) * | 2007-04-18 | 2008-11-06 | Fuji Seisakusho:Kk | 研磨材定量供給装置 |
| JP2009208185A (ja) * | 2008-03-03 | 2009-09-17 | Fuji Seisakusho:Kk | 直圧式ブラスト加工装置の加圧タンク及び前記加圧タンクの圧力調整方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4171539B2 (ja) * | 1998-06-09 | 2008-10-22 | 株式会社不二製作所 | 直圧式連続研磨材供給・噴射方法及び装置 |
| US6200203B1 (en) * | 1999-01-26 | 2001-03-13 | Jet Edge Division Of Tm/American Monorail, Inc. | Abrasive delivery system |
| WO2001098030A1 (en) * | 2000-06-22 | 2001-12-27 | Eikichi Yamaharu | Dry-ice blast device |
| US20030064665A1 (en) * | 2001-09-28 | 2003-04-03 | Opel Alan E. | Apparatus to provide dry ice in different particle sizes to an airstream for cleaning of surfaces |
| US6971554B2 (en) * | 2003-09-24 | 2005-12-06 | Exa Sa | Device for the controlled distribution of pulverulent products |
| US8277288B2 (en) * | 2005-01-31 | 2012-10-02 | Cold Jet Llc | Particle blast cleaning apparatus with pressurized container |
| BE1017228A3 (nl) * | 2006-07-14 | 2008-05-06 | Artimpex Nv | Inrichting voor granulaat stralen. |
| EP1980365B1 (de) * | 2007-04-05 | 2010-12-29 | Rosa Rotstein | Vorrichtung und Verfahren zur Oberflächenbearbeitung bzw. Oberflächenbehandlung mittels Trockeneisgranulat |
| JP5074136B2 (ja) * | 2007-09-19 | 2012-11-14 | 株式会社不二製作所 | 研磨材定量供給装置 |
-
2010
- 2010-07-13 JP JP2010159085A patent/JP5504079B2/ja active Active
-
2011
- 2011-05-25 US US13/115,481 patent/US8690641B2/en active Active
- 2011-05-26 KR KR1020110050109A patent/KR101824391B1/ko active Active
- 2011-05-31 TW TW100118990A patent/TWI538781B/zh active
- 2011-07-04 CN CN201110192230.9A patent/CN102328279B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61157530U (ja) * | 1985-03-23 | 1986-09-30 | ||
| JP2000000768A (ja) * | 1998-06-12 | 2000-01-07 | Fuji Seisakusho:Kk | 直圧式連続研磨材供給・噴射方法及び装置 |
| JP2008264912A (ja) * | 2007-04-18 | 2008-11-06 | Fuji Seisakusho:Kk | 研磨材定量供給装置 |
| JP2009208185A (ja) * | 2008-03-03 | 2009-09-17 | Fuji Seisakusho:Kk | 直圧式ブラスト加工装置の加圧タンク及び前記加圧タンクの圧力調整方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201201960A (en) | 2012-01-16 |
| KR101824391B1 (ko) | 2018-02-02 |
| JP5504079B2 (ja) | 2014-05-28 |
| CN102328279A (zh) | 2012-01-25 |
| TWI538781B (zh) | 2016-06-21 |
| CN102328279B (zh) | 2015-05-06 |
| KR20120006925A (ko) | 2012-01-19 |
| US8690641B2 (en) | 2014-04-08 |
| US20120015593A1 (en) | 2012-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5504079B2 (ja) | 研磨材定量供給装置 | |
| US10737890B2 (en) | Particle feeder | |
| KR101419755B1 (ko) | 연마재 정량공급 장치 | |
| JP3226755U (ja) | 粒子ブラスト器具 | |
| KR101461609B1 (ko) | 연마재 정량 공급 장치 | |
| CA2085497C (en) | Continuous powder catalyst supply apparatus and catalyst supply system | |
| WO2016006717A1 (ja) | 粉体供給装置 | |
| JP5295670B2 (ja) | ロータリーバルブ | |
| JPH06170303A (ja) | 吐出装置 | |
| JPH0449549Y2 (ja) | ||
| JP2002346369A (ja) | 粉体定量供給機 | |
| HK1121990A (en) | An apparatus for supplying constant quantity of abrasive | |
| JPS60223722A (ja) | 注入し得る材料の連続的重量測定及び供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5504079 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |