JP2012102389A - 溶融金属めっき設備 - Google Patents
溶融金属めっき設備 Download PDFInfo
- Publication number
- JP2012102389A JP2012102389A JP2010254496A JP2010254496A JP2012102389A JP 2012102389 A JP2012102389 A JP 2012102389A JP 2010254496 A JP2010254496 A JP 2010254496A JP 2010254496 A JP2010254496 A JP 2010254496A JP 2012102389 A JP2012102389 A JP 2012102389A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- wiping
- strip
- molten metal
- metal plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007747 plating Methods 0.000 title claims abstract description 57
- 239000002184 metal Substances 0.000 title claims abstract description 41
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 41
- 230000003068 static effect Effects 0.000 claims abstract description 28
- 230000007246 mechanism Effects 0.000 claims abstract description 22
- 229910000831 Steel Inorganic materials 0.000 claims description 18
- 239000010959 steel Substances 0.000 claims description 18
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- 238000007664 blowing Methods 0.000 claims description 2
- 238000007598 dipping method Methods 0.000 claims description 2
- 238000010586 diagram Methods 0.000 description 16
- 238000006073 displacement reaction Methods 0.000 description 16
- 238000000034 method Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 8
- 230000009471 action Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000013016 damping Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000000137 annealing Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
Images
















Landscapes
- Coating With Molten Metal (AREA)
Abstract
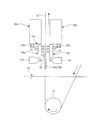
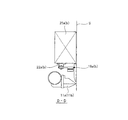
【解決手段】ガスワイピング装置を備えた溶融金属メッキ設備において、ワイピングノズル11a,11bの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させてストリップSの走行方向に沿って静圧を発生させるクッションパッド12a,12bと、該クッションパッドに一体的に組み付けられてストリップにおける板端部のエッジアップを低減するバッフルプレート13a,13bと、クッションパッドをストリップの板幅方向へ移動させるLMガイド18a,18b、バッフルプレート位置調整シリンダ22a,22bからなる第1の移動機構を設けた。
【選択図】図1
Description
溶融めっき浴から出て上方に向けて走行する鋼板の表,裏面に、ワイピングノズルからワイピングガスを吹き付けてめっき付着量を調整するガスワイピング装置を備えた溶融金属メッキ設備において、
前記ワイピングノズルの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させて前記鋼板の走行方向に沿って静圧を発生させる静圧発生手段と、
前記静圧発生手段に一体的に組み付けられて前記鋼板における板端部のエッジアップを低減するエッジアップ低減手段と、
前記静圧発生手段を前記鋼板の板幅方向へ移動させる第1の移動機構を設けたことを特徴とする。
前記エッジアップ低減手段は、前記鋼板における板端部側方に設置されて前記ワイピングノズルからの対向するガス流の直接の衝突を回避するバッフルプレートであることを特徴とする。
前記静圧発生手段に、非接触式の板形状矯正装置及び板形状センサを上下対でかつ前記鋼板の板幅方向へ複数個内装したことを特徴とする。
前記ワイピングノズルの下方に板反り矯正ロールを設置したことを特徴とする。
前記ワイピングノズル,板形状矯正装置,板形状センサを下から順に配置し、板形状矯正装置−板形状センサ間の距離(L2)をワイピングノズル−板形状矯正装置間の距離(L1)の2倍以下の範囲に設定したことを特徴とする。
前記鋼板の少なくともパス位置とねじれに追従するように、前記ワイピングノズルと静圧発生手段が移動可能な第2の移動機構を設けたことを特徴とする。
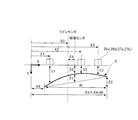
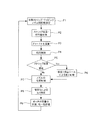
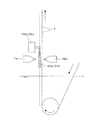
図11に示すように、変位センサ27a,27bは、ストリップSの板幅方向に最低3点の板位置を計測すると共に、ストリップSのエッジ位置を計測する。尚、ストリップSのエッジ位置は両方を計測する方法と、片側のみ計測し、反対側は板幅情報より算出する方法がある。
変位センサの板幅方向の位置 X1,X2,X3,・・・
ストリップ−変位センサ間距離 Y1,Y2,Y3,・・・
ストリップエッジ位置 X4,X5
板幅 W
ラインセンタ位置 X0
とし、以下の2次多項式でストリップSの形状に近似する。
Y(X)=A1X2+A2X+A3(X4<X<X5)
この近似式より、以下の値が求められる。A1,A2,A3は定数である。
ストリップの反り量 δ1=A1(W/2)2
ストリップのねじれ量 δ2=A2W
板幅センタにおけるパス位置 δ3=Y((X4+X5)/2)
ストリップの蛇行量 δ4=(X4+X5)/2−X0
11a,11b ワイピングノズル
12a,12b クッションパッド
13a,13b バッフルプレート
14a,14b バッフルブロック
15 ケーシング
16 ブラケット
17 シンクロール
18a,18b LMガイド
20a,20b ノズルヘッダーサポート
22a,22b バッフルプレート位置調整シリンダ
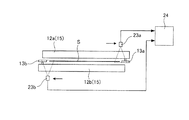
23a,23b 板端検出センサ
24 制御装置
25a,25b 制振装置
26a,26b 電磁石
27a,27b 変位センサ
S ストリップ(被めっき鋼板)
Claims (6)
- 溶融めっき浴から出て上方に向けて走行する鋼板の表,裏面に、ワイピングノズルからワイピングガスを吹き付けてめっき付着量を調整するガスワイピング装置を備えた溶融金属メッキ設備において、
前記ワイピングノズルの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させて前記鋼板の走行方向に沿って静圧を発生させる静圧発生手段と、
前記静圧発生手段に一体的に組み付けられて前記鋼板における板端部のエッジアップを低減するエッジアップ低減手段と、
前記静圧発生手段を前記鋼板の板幅方向へ移動させる第1の移動機構を設けたことを特徴とする溶融金属めっき設備。 - 前記エッジアップ低減手段は、前記鋼板における板端部側方に設置されて前記ワイピングノズルからの対向するガス流の直接の衝突を回避するバッフルプレートであることを特徴とする請求項1に記載の溶融金属めっき設備。
- 前記静圧発生手段に、非接触式の板形状矯正装置及び板形状センサを上下対でかつ前記鋼板の板幅方向へ複数個内装したことを特徴とする請求項1又は2に記載の溶融金属めっき設備。
- 前記ワイピングノズルの下方に板反り矯正ロールを設置したことを特徴とする請求項1,2又は3に記載の溶融金属めっき設備。
- 前記ワイピングノズル,板形状矯正装置,板形状センサを下から順に配置し、板形状矯正装置−板形状センサ間の距離(L2)をワイピングノズル−板形状矯正装置間の距離(L1)の2倍以下の範囲に設定したことを特徴とする請求項3又は4に記載の溶融金属めっき設備。
- 前記鋼板の少なくともパス位置とねじれに追従するように、前記ワイピングノズルと静圧発生手段が移動可能な第2の移動機構を設けたことを特徴とする請求項1,2,3,4又は5に記載の溶融金属めっき設備。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254496A JP5552415B2 (ja) | 2010-11-15 | 2010-11-15 | 溶融金属めっき設備 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254496A JP5552415B2 (ja) | 2010-11-15 | 2010-11-15 | 溶融金属めっき設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012102389A true JP2012102389A (ja) | 2012-05-31 |
| JP5552415B2 JP5552415B2 (ja) | 2014-07-16 |
Family
ID=46393117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010254496A Expired - Fee Related JP5552415B2 (ja) | 2010-11-15 | 2010-11-15 | 溶融金属めっき設備 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5552415B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017535678A (ja) * | 2014-11-21 | 2017-11-30 | フォンテーン エンジニーアリング ウント マシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツングFontaine Engineering und Maschinen GmbH | 当初はまだ液状のコーティング材料で金属ストリップをコーティングする方法および装置 |
| CN110352262A (zh) * | 2017-04-14 | 2019-10-18 | 普锐特冶金技术日本有限公司 | 镀敷附着量控制机构以及镀敷附着量控制方法 |
| JP2021042412A (ja) * | 2019-09-10 | 2021-03-18 | 日本製鉄株式会社 | 位置調整装置およびバッフルプレートユニット |
| JP2021042413A (ja) * | 2019-09-10 | 2021-03-18 | 日本製鉄株式会社 | バッフルプレートユニット、およびバッフルプレートの位置調整方法 |
| US20220372607A1 (en) * | 2019-12-10 | 2022-11-24 | Danieli & C. Officine Meccaniche S.P.A. | Stabilization apparatus |
| CN116443498A (zh) * | 2023-04-19 | 2023-07-18 | 浙江宏电环保股份有限公司 | 复合防火保温板生产装置及生产工艺 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107523775A (zh) * | 2016-06-21 | 2017-12-29 | 宝钢新日铁汽车板有限公司 | 一种自动加锌系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009068040A (ja) * | 2007-09-11 | 2009-04-02 | Jfe Steel Kk | 連続溶融金属めっき方法 |
| JP2009114533A (ja) * | 2007-11-09 | 2009-05-28 | Mitsubishi-Hitachi Metals Machinery Inc | ガスワイピング装置 |
| JP2009114534A (ja) * | 2007-11-09 | 2009-05-28 | Mitsubishi-Hitachi Metals Machinery Inc | ガスワイピング装置 |
| JP2010180435A (ja) * | 2009-02-04 | 2010-08-19 | Mitsubishi-Hitachi Metals Machinery Inc | 溶融金属めっき設備 |
-
2010
- 2010-11-15 JP JP2010254496A patent/JP5552415B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009068040A (ja) * | 2007-09-11 | 2009-04-02 | Jfe Steel Kk | 連続溶融金属めっき方法 |
| JP2009114533A (ja) * | 2007-11-09 | 2009-05-28 | Mitsubishi-Hitachi Metals Machinery Inc | ガスワイピング装置 |
| JP2009114534A (ja) * | 2007-11-09 | 2009-05-28 | Mitsubishi-Hitachi Metals Machinery Inc | ガスワイピング装置 |
| JP2010180435A (ja) * | 2009-02-04 | 2010-08-19 | Mitsubishi-Hitachi Metals Machinery Inc | 溶融金属めっき設備 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017535678A (ja) * | 2014-11-21 | 2017-11-30 | フォンテーン エンジニーアリング ウント マシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツングFontaine Engineering und Maschinen GmbH | 当初はまだ液状のコーティング材料で金属ストリップをコーティングする方法および装置 |
| US12163230B2 (en) | 2014-11-21 | 2024-12-10 | Fontaine Engineering Und Maschinen Gmbh | Device for coating a metal strip with separately movable electromagnetic stabilizing device and blowing device |
| CN110352262A (zh) * | 2017-04-14 | 2019-10-18 | 普锐特冶金技术日本有限公司 | 镀敷附着量控制机构以及镀敷附着量控制方法 |
| EP3572550A4 (en) * | 2017-04-14 | 2020-03-25 | Primetals Technologies Japan, Ltd. | PLATE COATING WEIGHT CONTROL MECHANISM AND PLATE COATING WEIGHT CONTROL METHOD |
| JP2021042412A (ja) * | 2019-09-10 | 2021-03-18 | 日本製鉄株式会社 | 位置調整装置およびバッフルプレートユニット |
| JP2021042413A (ja) * | 2019-09-10 | 2021-03-18 | 日本製鉄株式会社 | バッフルプレートユニット、およびバッフルプレートの位置調整方法 |
| JP7311769B2 (ja) | 2019-09-10 | 2023-07-20 | 日本製鉄株式会社 | 位置調整装置およびバッフルプレートユニット |
| US20220372607A1 (en) * | 2019-12-10 | 2022-11-24 | Danieli & C. Officine Meccaniche S.P.A. | Stabilization apparatus |
| CN116443498A (zh) * | 2023-04-19 | 2023-07-18 | 浙江宏电环保股份有限公司 | 复合防火保温板生产装置及生产工艺 |
| CN116443498B (zh) * | 2023-04-19 | 2024-05-14 | 浙江宏电环保股份有限公司 | 复合防火保温板生产装置及生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5552415B2 (ja) | 2014-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5552415B2 (ja) | 溶融金属めっき設備 | |
| CA2697194C (en) | Process and hot-dip coating system for stabilizing a strip guided between stripping dies of the hot-dip coating system and provided with a coating | |
| JP5788368B2 (ja) | 金属の対象物を安定させるためのデバイス及び方法 | |
| JP5123165B2 (ja) | 鋼板を安定させるためのデバイス及び方法 | |
| MX2013006346A (es) | Aparato estabilizador de banda de acero. | |
| EP3564403B1 (en) | Sheet-curvature correction device, molten-metal plating equipment, and sheet-curvature correction method | |
| KR101130483B1 (ko) | 스트립형 기판 상에 코팅을 연속 퇴적시키는 방법 및 설비 | |
| KR100758240B1 (ko) | 용융금속 도금강판의 제조방법 | |
| JPWO2019102578A1 (ja) | 金属板の形状計測装置、板反り矯正装置及び連続めっき処理設備並びに金属板の板反り矯正方法 | |
| KR20140010106A (ko) | 전자기 제진 장치, 전자기 제진 제어 프로그램 | |
| WO2012172648A1 (ja) | 連続溶融金属めっき設備 | |
| JP2010180435A (ja) | 溶融金属めっき設備 | |
| JPH1060614A (ja) | 電磁力を利用しためっき付着量調整方法及び装置 | |
| JP5636708B2 (ja) | 電磁制振装置、電磁制振制御プログラム | |
| JPH1053849A (ja) | 溶融めっき鋼帯の蛇行防止方法及び装置 | |
| JP3876810B2 (ja) | 金属帯の制振装置及び金属帯の製造方法 | |
| JP5842855B2 (ja) | 溶融亜鉛めっき鋼帯の製造方法 | |
| JP6381858B1 (ja) | 金属板の板反り矯正装置及び金属板の連続めっき処理設備 | |
| JP5644141B2 (ja) | 金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法 | |
| JP6112040B2 (ja) | 金属帯の非接触制御装置および溶融めっき金属帯の製造方法 | |
| JP4655966B2 (ja) | 非接触式鋼板矯正装置 | |
| JPH03253549A (ja) | 連続溶融めっき時の鋼板通過位置制御方法 | |
| JPH1053852A (ja) | 電磁力を利用しためっき付着量調整方法及び装置 | |
| JPWO2012172648A1 (ja) | 連続溶融金属めっき設備における矯正力発生装置の位置設定方法 | |
| JP2016151032A (ja) | 溶融金属めっき鋼板の製造設備および製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130611 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5552415 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |