JP2012102394A - 多成分チタン合金の熱特性および電気特性を変更する方法 - Google Patents
多成分チタン合金の熱特性および電気特性を変更する方法 Download PDFInfo
- Publication number
- JP2012102394A JP2012102394A JP2011189256A JP2011189256A JP2012102394A JP 2012102394 A JP2012102394 A JP 2012102394A JP 2011189256 A JP2011189256 A JP 2011189256A JP 2011189256 A JP2011189256 A JP 2011189256A JP 2012102394 A JP2012102394 A JP 2012102394A
- Authority
- JP
- Japan
- Prior art keywords
- titanium alloy
- tib
- boron
- powder
- thermal conductivity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/06—Casting non-ferrous metals with a high melting point, e.g. metallic carbides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1039—Sintering only by reaction
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0073—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only borides
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
【課題】チタン合金の機械的特性に悪影響を及ぼすこと無く、熱伝導率、導電率を向上させる。
【解決手段】チタン合金の中にホウ素0.01〜18.4%を導入して、TiB沈殿物を生成し、その後、TiB沈殿物を高温金属加工によって、金属流の方向に整列させる工程により熱伝導率、導電率の向上したチタン合金を得る。前記工程はホウ素を含有した溶融チタン合金を不活性ガスにより粉砕し針状TiB沈殿物を含む合金粉末を生成し、HIP処理により圧密し、熱間鍛造、ないし熱間押出の高温金属加工を行う事より成る。
【選択図】なし
【解決手段】チタン合金の中にホウ素0.01〜18.4%を導入して、TiB沈殿物を生成し、その後、TiB沈殿物を高温金属加工によって、金属流の方向に整列させる工程により熱伝導率、導電率の向上したチタン合金を得る。前記工程はホウ素を含有した溶融チタン合金を不活性ガスにより粉砕し針状TiB沈殿物を含む合金粉末を生成し、HIP処理により圧密し、熱間鍛造、ないし熱間押出の高温金属加工を行う事より成る。
【選択図】なし
Description
[発明の背景]
1.発明の分野
本発明は、チタン合金の物理的特性を改善する方法に関し、より詳細にいうと、チタンベースの組成物から成る物品の熱伝導率を上昇させると共に電気抵抗率を低減させる方法に関する。
1.発明の分野
本発明は、チタン合金の物理的特性を改善する方法に関し、より詳細にいうと、チタンベースの組成物から成る物品の熱伝導率を上昇させると共に電気抵抗率を低減させる方法に関する。
2.背景技術の説明
チタン合金は、物理的特性と機械的特性との魅力的な組み合わせを提供し、航空宇宙産業や宇宙産業などの様々な産業において、著しい軽量化を提供するものである。しかし、チタン合金の熱伝導率は、鋼およびアルミニウムといった他の構造の金属と比べて低い。チタン合金の熱伝導率が低いことは、加熱速度と、加工および熱処理の後に得られる冷却速度とに影響を与える。チタン合金の他の欠点は、電気抵抗率が、鋼およびアルミニウムと比べて高いことである。電気抵抗率が高いことは、チタン合金の導体としての使用を制限する。従って、従来のTi−6Al−4Vといったチタン合金について、機械特性、特に、引張伸びおよび金属疲労に悪影響を及ぼすことなく、熱伝導率を上昇させると共に電気抵抗率を低減する、新規且つ改善された方法が求められている。本発明の方法は、この需要を満たすものである。
チタン合金は、物理的特性と機械的特性との魅力的な組み合わせを提供し、航空宇宙産業や宇宙産業などの様々な産業において、著しい軽量化を提供するものである。しかし、チタン合金の熱伝導率は、鋼およびアルミニウムといった他の構造の金属と比べて低い。チタン合金の熱伝導率が低いことは、加熱速度と、加工および熱処理の後に得られる冷却速度とに影響を与える。チタン合金の他の欠点は、電気抵抗率が、鋼およびアルミニウムと比べて高いことである。電気抵抗率が高いことは、チタン合金の導体としての使用を制限する。従って、従来のTi−6Al−4Vといったチタン合金について、機械特性、特に、引張伸びおよび金属疲労に悪影響を及ぼすことなく、熱伝導率を上昇させると共に電気抵抗率を低減する、新規且つ改善された方法が求められている。本発明の方法は、この需要を満たすものである。
[発明の概要]
本発明の新規且つ改善された方法によれば、ホウ化チタン(TiB)沈殿物をチタン合金の中に混入し、その後、チタン合金を制御しながら変形させて、TiB沈殿物を任意の方向に方向付け、熱特性および電気特性の改善を実現する。チタン合金を制御しながら変形させてTiB沈殿物を方向付けることは、高温金属加工によって行われる。
本発明の新規且つ改善された方法によれば、ホウ化チタン(TiB)沈殿物をチタン合金の中に混入し、その後、チタン合金を制御しながら変形させて、TiB沈殿物を任意の方向に方向付け、熱特性および電気特性の改善を実現する。チタン合金を制御しながら変形させてTiB沈殿物を方向付けることは、高温金属加工によって行われる。
鋳造法、鋳造および鍛錬処理、並びに、ガスアトマイズ法および素粉末混合法(blended elemental approach)などの粉末冶金技術といった任意の好適な方法によって、チタン合金組成物の中にホウ素を導入して、TiB沈殿物を生成する。TiB沈殿物を金属流の方向に沿って整列させることは、鍛造、圧延、および押出といった高温金属加工作業を用いて実現可能である。
具体的な一実施例として、本発明の方法を用いて、Ti−6Al−4V(Ti−64)およびTi−6Al−2Sn−4Zr−2Mo(Ti−6242)といった多成分チタン合金の熱伝導率を上昇させると共に電気抵抗率を低減させることが可能である。
[図面の簡単な説明]
図1は、TiBが混入されたチタン合金物品を製造するための、プレアロイ粉末冶金プロセスのフローチャートである。
図1は、TiBが混入されたチタン合金物品を製造するための、プレアロイ粉末冶金プロセスのフローチャートである。
図2aは、Ti−6Al−4V−1Bの微細構造を示す図であり、粉砕された(アトマイズされた)状態のプレアロイ粉粒子の断面を示している。
図2bは、高温静水圧プレス処理による粉体圧密化の後の、Ti−6Al−4V−1Bの微細構造を示す図である。
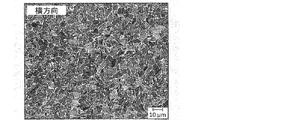
図3は、Ti−6Al−4V−1B鍛造物品の様々な位置における、微細構造を示す図である。
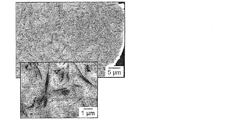
図4aは、Ti−6A1−4V−1Bのプレアロイ粉から成る押出物品の微細構造を示す図であり、押出軸に沿って整列したTiB沈殿物(暗段階)が示されている。
図4bは、図4aを横方向から見た顕微鏡写真であり、TiB沈殿物の六角形の断面が示されている。
図5は、(ナノTi−64と表示される)Ti−6A1−4V−1B鍛造物品および押出物品の熱伝導率と、Ti−6A1−4V物品の熱伝導率とを比較したグラフである。
図6は、Ti−6A1−2Sn−4Zr−2Mo−1B鍛造物品の熱伝導率と、ベースラインTi−6A1−2Sn−4Zr−2Mo物品の熱伝導率とを比較したグラフである。
図7は、(ナノTi−64と表示される)Ti−6A1−4V−1B鍛造物品の電気抵抗率と、Ti−6A1−4V物品の電気抵抗率とを比較したグラフである。
図8は、Ti−6A1−2Sn−4Zr−2Mo−1B鍛造物品の電気抵抗率と、ベースラインTi−6A1−2Sn−4Zr−2Mo物品の電気抵抗率とを比較したグラフである。
[発明の詳細な説明]
以下に、Ti−6Al−4V(Ti−64)およびTi−6Al−2Sn−4Zr−2Mo(Ti−6242)などの多成分チタン合金の熱伝導率を上昇させると共に、電気抵抗率を低減する方法を記載する。これらの方法は、二つの重要な要素、すなわち、
1) チタン合金マトリクスの中にTiB沈殿物を混入する工程、および、
2) 高温金属加工によって、TiB沈殿物を任意の方向に整列させる工程を含む。
以下に、Ti−6Al−4V(Ti−64)およびTi−6Al−2Sn−4Zr−2Mo(Ti−6242)などの多成分チタン合金の熱伝導率を上昇させると共に、電気抵抗率を低減する方法を記載する。これらの方法は、二つの重要な要素、すなわち、
1) チタン合金マトリクスの中にTiB沈殿物を混入する工程、および、
2) 高温金属加工によって、TiB沈殿物を任意の方向に整列させる工程を含む。
チタン合金組成物の中にホウ素を導入してTiB沈殿物を生成することは、異なる幾つかの方法、例えば、鋳造、鋳造および鍛錬処理、粉末冶金技術(ガスアトマイズ法および素粉末混合法)によって、実現可能である。ホウ素は、液体状態で、チタン合金に加えてよく、この場合、ホウ素は、液状チタン合金中に完全に溶解する。粉末冶金技術を用いる場合には、ホウ素は、固形の粉末を混合することによって、チタン合金に加えることが可能である。ホウ素をチタン合金に加えるために用いるプロセスとは無関係に、ホウ素を、元素状態で存在するホウ素であるTiB2として、または、任意の好適なマスター合金を含有するホウ素として、加えてもよい。ホウ素は、0.01重量%〜18.4重量%の範囲の量で加えてよい。より好ましくは、ホウ素は、チタン合金組成物に応じて、0.01重量%〜2重量%の範囲の量でチタン合金に加えてよい。
鍛造、圧延、および押出などの高温金属加工作業を用いて、TiB沈殿物を、金属流の方向に沿って整列させることを実現することが可能である。
本方法は、図1に示されるガスアトマイズ粉末冶金プロセスのフローチャートによって実施可能である。ホウ素を、溶融したチタン合金に加え、溶融した液体を、不活性ガスによって粉砕し(不活性ガスアトマイズし)、チタン合金粉末を得る。各粉粒子は、均一に且つランダムな方向に分布された針状のTiB沈殿物を含む。6体積%のTiB(暗い相)を含有するTi−6Al−4V−1B粉粒子断面の典型的な微細構造が、図2aに示されている。チタン合金粉末を、高温静水圧プレス処理(HIP)などの従来の技術を用いて、圧密して、十分に高密度の圧縮粉を得る。圧縮された状態では、TiB沈殿物は、チタン合金マトリクスにおいて、依然としてランダムな方向に、均一に分布されている。HIP後のTi−6Al−4V−1B粉の典型的な微細構造が、図2bに示されている。
その後、圧縮粉に、鍛造、圧延、または押出といった金属加工作業を施す。チタン合金物品を生成するために一般的に用いられる高温加工パラメータにより、金属流の方向に沿ってTiB沈殿物を所望の通り整列できることが分かった。具体的な一実施例として、高温加工パラメータは次の通りである。
温度範囲1750〜2200°Fおよびラム速度40インチ/分において、高さ16インチ×直径3.5インチの圧縮粉を、高さ3インチ×直径8インチのディスクに鍛造することによって形成されたTi−6Al−4V−1B物品の異なる箇所における顕微鏡写真が、図3に示されている。図3では、鍛造の後に、TiB針状の沈殿物(暗い相)が径方向に沿って整列していることが明らかである。2000°Fおよびラム速度100インチ/分において、直径3インチの圧縮粉を直径0.75インチの棒に押出するプロセスによって生成されたTi−6Al−4V−1B物品の別の典型的な微細構造が、図4に示されている。図4は、TiB沈殿物(暗い相)が押出軸に沿って整列していることを示している。
TiBが混入された幾つかのチタン合金物品(表1に示される化合物)の熱特性および電気特性を評価した。比較のために、TiB沈殿物を有さないチタン合金に同じ試験を行った。熱伝導率の試験を、標準試験方法であるASTM E1461に従って行い、電気抵抗率を、標準的方法であるASTM B84によって測定した。

図5では、(ナノTi−64と表示される)Ti−64−1B鍛造物品および押出物品の熱伝導率が、Ti−64物品の熱伝導率と比較されている。温度範囲70〜1250°Fにおいて、ナノTi−64鍛造品の径方向における熱伝導率、および、ナノTi−64押出品の軸方向における熱伝導率が、ベースラインTi−64よりも高いことが明らかである。
図6では、Ti−6242−1B鍛造物品の熱伝導率データが、ベースラインTi−6242物品の熱伝導率データと比較されている。この材料システムでも、熱伝導率は、ベースラインよりも高いことが明らかである。最大35%の熱伝導率の上昇が、試験方向に沿って整列したTiB沈殿物を有する物品において、記録されている。
図7では、(ナノTi−64と表示される)Ti−64−1B鍛造物品の電気抵抗率が、Ti−64物品の電気抵抗率と比較されている。温度範囲70〜1500°Fにおいて、ナノTi−64鍛造品の径方向における電気抵抗率が、ベースラインTi−64よりも低いことが明らかである。図8では、Ti−6242−1B鍛造物品の電気抵抗率データが、ベースラインTi−6242物品の電気抵抗率データと比較されている。この材料システムでも、電気抵抗率は、ベースラインよりも低いことが明らかである。最大20%の熱伝導率の低減が、試験方向に沿って整列したTiB沈殿物を有する物品において、記録されている。
熱特性および電気特性の改善に加えて、TiBが混入されたチタン合金は、延性および金属疲労に悪影響することなく、機械特性に幾つかの利点を提供する。例えば、表2において、(ナノバージョンと称される)ホウ素修飾されたチタン合金物品の室温引張特性が、ベースラインチタン合金の室温引張特性と比較されている。ナノチタン合金において、引張耐力および引張極限強さは25%高く、弾性率は20%高いが、引張伸びは、そのベースラインチタン合金と等しい状態を維持している。
本発明を、現在、最も典型的および好ましい実施形態と見なされるものに関連して、説明してきたが、本発明は、開示された実施形態に限定されるべきではなく、逆に、本発明の原理および添付の特許請求の範囲内に含まれる様々な変形および同様の構成を網羅することを意図するものと理解されるべきである。
Claims (10)
- チタン合金の熱伝導率を上昇させると共に電気抵抗率を低減させる方法であって、
上記チタン合金の中にホウ素を導入して、TiB沈殿物を生成する工程と、
上記TiB沈殿物を、高温金属加工によって、金属流の方向に整列させる工程とを含む、方法。 - 上記TiB沈殿物を、鋳造、鋳造および鍛錬処理、または粉末冶金技術によって生成する、請求項1に記載の方法。
- 上記高温金属加工は、鍛造、圧延、または押出である、請求項1に記載の方法。
- 上記チタン合金は、Ti−6Al−4VまたはTi−6Al−2Sn−4Zr−2Moといった多成分材料である、請求項1に記載の方法。
- 上記ホウ素は、上記チタン合金の重量の約0.01%〜18.4%である、請求項1に記載の方法。
- 上記ホウ素を、溶融したチタン合金に加え、結果として生じる溶融した液体を、不活性ガスによって粉砕して、均一に且つ不揃いな方向に分布された針状のTiB沈殿物を含むチタン合金粉末を生成する、請求項1に記載の方法。
- 上記チタン合金粉末を、高温静水圧プレス処理によって圧密する、請求項6に記載の方法。
- 上記高温金属加工は、約1750〜2000°Fの温度および約40インチ/分のラム速度における、圧縮粉の鍛造である、請求項3に記載の方法。
- 上記高温金属加工は、約2000°Fの温度および約100インチ/分のラム速度における、圧縮粉の押出プロセスである、請求項3に記載の方法。
- 上記チタン合金は、延性が低下しない、または金属疲労しない、請求項1に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/923,056 | 2010-11-12 | ||
| US12/923,056 US20120118433A1 (en) | 2010-11-12 | 2010-11-12 | Method of modifying thermal and electrical properties of multi-component titanium alloys |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012102394A true JP2012102394A (ja) | 2012-05-31 |
Family
ID=44645482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011189256A Withdrawn JP2012102394A (ja) | 2010-11-12 | 2011-08-31 | 多成分チタン合金の熱特性および電気特性を変更する方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20120118433A1 (ja) |
| EP (1) | EP2453029A1 (ja) |
| JP (1) | JP2012102394A (ja) |
| KR (1) | KR20120051572A (ja) |
| CN (1) | CN102465217A (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109722564A (zh) * | 2019-01-10 | 2019-05-07 | 青海聚能钛金属材料技术研究有限公司 | Ti-6242钛合金及其制备方法 |
| CN109722565A (zh) * | 2019-01-10 | 2019-05-07 | 青海聚能钛金属材料技术研究有限公司 | 耐高温钛合金及其制备方法和应用 |
| CN116815013B (zh) * | 2023-05-25 | 2026-02-03 | 宝鸡西工钛合金制品有限公司 | 一种B改性Ti750合金叶片的制造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0484931B1 (en) * | 1990-11-09 | 1998-01-14 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Sintered powdered titanium alloy and method for producing the same |
| JP4890262B2 (ja) * | 2003-12-11 | 2012-03-07 | オハイオ ユニヴァーシティ | チタン合金微細構造の精製方法および高温、高い歪み速度でのチタン合金の超塑性の形成 |
| US20060016521A1 (en) * | 2004-07-22 | 2006-01-26 | Hanusiak William M | Method for manufacturing titanium alloy wire with enhanced properties |
| US7879286B2 (en) * | 2006-06-07 | 2011-02-01 | Miracle Daniel B | Method of producing high strength, high stiffness and high ductility titanium alloys |
-
2010
- 2010-11-12 US US12/923,056 patent/US20120118433A1/en not_active Abandoned
-
2011
- 2011-06-30 EP EP11172128A patent/EP2453029A1/en not_active Withdrawn
- 2011-08-11 CN CN2011102296938A patent/CN102465217A/zh active Pending
- 2011-08-23 KR KR1020110084208A patent/KR20120051572A/ko not_active Withdrawn
- 2011-08-31 JP JP2011189256A patent/JP2012102394A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| CN102465217A (zh) | 2012-05-23 |
| US20120118433A1 (en) | 2012-05-17 |
| EP2453029A1 (en) | 2012-05-16 |
| KR20120051572A (ko) | 2012-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7785530B2 (en) | Method for preparing ultra-fine, submicron grain titanium and titanium-alloy articles and articles prepared thereby | |
| Kim et al. | Microstructure and mechanical properties of hot isostatically pressed Ti–6Al–4V alloy | |
| JP5837407B2 (ja) | チタン合金およびその製造方法 | |
| CN104759830B (zh) | 生产性能增强的金属材料的方法 | |
| CN106077656B (zh) | 一种制备具有纳米结构钛制品的方法 | |
| US11421303B2 (en) | Titanium alloy products and methods of making the same | |
| JP7278704B2 (ja) | 粉末チタン合金組成物及びこれによって形成される物品 | |
| JP7298941B2 (ja) | チタン焼結素材の製造方法 | |
| JP5837406B2 (ja) | チタン合金およびその製造方法 | |
| WO2013080390A1 (ja) | α+β型またはβ型チタン合金およびその製造方法 | |
| WO2020106764A1 (en) | Aluminum alloy products and methods for making the same | |
| Alshammari et al. | Behaviour of novel low-cost blended elemental Ti–5Fe-xAl alloys fabricated via powder metallurgy | |
| JP2012102394A (ja) | 多成分チタン合金の熱特性および電気特性を変更する方法 | |
| EP4620597A1 (en) | Method for manufacturing an article from a consolidated metallic powder composition | |
| WO2017077922A1 (ja) | 酸素固溶チタン焼結体およびその製造方法 | |
| Zhao et al. | Superior strength-ductility balance in hot pressed swarf-Ti-6Al–4V alloy | |
| WO2019099719A1 (en) | Cobalt-chromium-aluminum alloys, and methods for producing the same | |
| JP2005281769A (ja) | 高硬度の高炭素ナノ結晶鉄合金粉末及びバルク材並びにその製造方法 | |
| JP6669471B2 (ja) | 窒素固溶チタン焼結体の製造方法 | |
| WO2020106601A1 (en) | Aluminum alloy products and methods for making the same | |
| Gabbitas et al. | Cost effective forging of titanium alloy parts and their mechanical properties | |
| Ramesh et al. | Influence of Thermo Mechanical Properties Parameters on Titanium Metal Matrix Composite and Ti-6Al-4V for Aerospace Applications | |
| JP2018076582A (ja) | 微細炭化物粒を有する粉末高速度工具鋼およびその製造方法 | |
| Rajan et al. | Effect of Sintering Temperature on Microstructure, Grain Boundary Characterization and Mechanical Behaviour of Hot-Press Sintered Ti-6Al-4V Alloy | |
| El-Soudani | Properties and Selection of Powder Metallurgy Titanium and Its Alloys |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20141104 |