JP2012102672A - 冷却管、シリンダヘッド、及び、冷却管の製造方法 - Google Patents
冷却管、シリンダヘッド、及び、冷却管の製造方法 Download PDFInfo
- Publication number
- JP2012102672A JP2012102672A JP2010251916A JP2010251916A JP2012102672A JP 2012102672 A JP2012102672 A JP 2012102672A JP 2010251916 A JP2010251916 A JP 2010251916A JP 2010251916 A JP2010251916 A JP 2010251916A JP 2012102672 A JP2012102672 A JP 2012102672A
- Authority
- JP
- Japan
- Prior art keywords
- surface portion
- portions
- members
- cooling pipe
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Landscapes
- Exhaust-Gas Circulating Devices (AREA)
- Exhaust Gas After Treatment (AREA)
Abstract
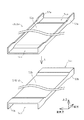
【解決手段】二個の第一部材51・51を組合せてレーザー接合することにより外側管部材50を形成し、二個の第二部材61・61を組合せてレーザー接合することにより内側管部材60を形成し、外側管部材50と内側管部材60とを交互に組合せてレーザー接合することにより冷却管40を構成する。
【選択図】図1
Description
なお、本発明の技術的範囲は以下の実施例に限定されるものではなく、本明細書及び図面に記載した事項から明らかになる本発明が真に意図する技術的思想の範囲全体に、広く及ぶものである。
まず、本実施形態に係る冷却管40の概略について、図1及び図2を用いて説明する。図2(a)は冷却管40の前端部において、前後方向に対して垂直な面で切断した場合の断面図、図2(b)は同じく冷却管40の前後方向の略中央部において、前後方向に対して垂直な面で切断した場合の断面図である。なお、本明細書においては説明の便宜上、各図における矢印で方向を示すことにより、冷却管40の上方、左側方、後方を規定する。
このように、冷却管40においては、冷却対象の流通路である複数の冷却通路42・42・・が長手方向に形成されるとともに、各冷却通路42・42・・間に、冷却対象の流通方向と直交する方向に冷却水が流通する流通経路45・46が形成されている。
このようにして、上側第一部材51aと下側第一部材51bとを組合せることにより、外側管部材50を形成するのである。
また、図5に示す如く、第一部材51では、端部54a・54a部分における側面部53a・53aが、他部における側面部53a・53aに対して、端部54a・54aの底面部52aに対する突出する方向、および側面部53a・53aの底面部52aからの延出方向、即ち図5における下方および上方の両方に拡幅して形成されているが、第二部材61では、端部64a・64a部分における側面部63a・63aが、他部における側面部63a・63aに対して、端部64a・64aの底面部62aに対する突出する方向にのみ、即ち上側第一部材61aでは下方にのみ、下側第一部材61bでは上方にのみ拡幅して形成されている。
なお、本実施形態では内側管部材60の上に外側管部材50を組合せる状態について説明をしたが、内側管部材60と外側管部材50とは交互に配設されるため、その位置関係は反対となることもある。本実施形態においては図1及び図2に示す如く、1個の外側管部材50の上下それぞれに1個ずつ、合計2個の内側管部材60を組合せた構成としている。これらの外側管部材50と内側管部材60との個数も、適宜変更することが可能である。
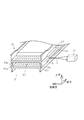
次に、本実施形態に係る冷却管40を、EGRクーラーにおけるEGRガスの冷却部としてシリンダヘッド11に備えた内燃機関10の概略について、図7を用いて説明する。
シリンダブロック21には、上面に開口部を有する円筒形状のシリンダ21aが形成されており、シリンダ21aの内部には図示しないピストンがシリンダ21aの軸心方向に往復して摺動可能に収容されている。
シリンダヘッド11の内部には、吸気管22と燃焼室14とを連通する吸気ポート12が形成されており、吸気ポート12の燃焼室14を挟んだ反対側の位置には、排気管23と燃焼室14とを連通する排気ポート13が形成されている。吸気ポート12及び排気ポート13には、燃焼室14に対して開閉するための図示しない排気弁及び吸気弁がそれぞれ設けられる。
42 冷却通路
45 流通経路
46 流通経路
50 外側管部材
51 第一部材
60 内側管部材
61 第二部材
Claims (5)
- 長尺の長方形状に形成される底面部と、該底面部の長辺に沿って底面部に対して垂直に、互いに対向して立設する二枚の側面部と、を備える二個の第一部材を、それぞれの底面部における側面部が形成された側と反対側の面を突き合わせた後に、一方の第一部材の側から、第一部材の長手方向における両端部をレーザー溶接により接合して、外側管部材を形成し、
長尺の長方形状に形成される底面部と、該底面部の長辺に沿って底面部に対して垂直に、互いに対向して立設する二枚の側面部と、を備え、その短手方向の外幅が前記第一部材の短手方向の内幅と略同一に形成された、二個の第二部材を、それぞれの底面部における側面部が形成された側と反対側の面を突き合わせた後に、一方の第二部材の側から、第二部材の長手方向における両端部をレーザー溶接により接合して、内側管部材を形成し、
一の第二部材を一の第一部材に収容しながら、それぞれの側面部が重なり、第二部材の側面部における先端辺が第一部材の底面部に当接するように、前記内側管部材と前記外側管部材とを交互に組合せて、また、各第一部材の底面部に対して垂直な方向における端部に位置する第一部材又は第二部材に対して、それぞれ対応する第二部材又は第一部材を、第二部材を第一部材に収容しながら、それぞれの側面部が重なり、第二部材の側面部における先端辺が第一部材の底面部に当接するように組合せた後に、
それぞれ重なった側面部をレーザー溶接により接合することにより、それぞれの第二部材において対向する側面部の間に冷却通路を形成した、
ことを特徴とする、冷却管。 - 前記底面部の長手方向における両端部以外の部分を、前記両端部に対して側面部が形成された側に突出させて、前記第一部材及び第二部材を形成することにより、それぞれの前記外側管部材及び内側管部材における第一部材と第一部材、及び、第二部材と第二部材の間に流通経路を形成した、
ことを特徴とする、請求項1に記載の冷却管。 - 前記第一部材の側面部の長手方向両端部における先端辺を、その収容する前記第二部材の底面部における側面部が形成された側と反対側の面まで延出して形成した、
ことを特徴とする、請求項1又は請求項2に記載の冷却管。 - 請求項1から請求項3の何れか1項に記載の冷却管を、EGRクーラーにおけるEGRガスの冷却部として備える、
ことを特徴とする、シリンダヘッド。 - 長尺の長方形状に形成される底面部と、該底面部の長辺に沿って底面部に対して垂直に、互いに対向して立設する二枚の側面部と、を備え、前記底面部の長手方向における両端部以外の部分を側面部が形成された側に突出させた、二個の第一部材を、それぞれの底面部における側面部が形成された側と反対側の面を突き合わせた後に、一方の第一部材の側から、第一部材の長手方向における両端部をレーザー溶接により接合して、二個の第一部材の間に流通経路を備える外側管部材を形成する、第一の工程と、
長尺の長方形状に形成される底面部と、該底面部の長辺に沿って底面部に対して垂直に、互いに対向して立設する二枚の側面部と、を備え、その短手方向の外幅が前記第一部材の短手方向の内幅と略同一に形成され、前記底面部の長手方向における両端部以外の部分を側面部が形成された側に突出させた、二個の第二部材を、それぞれの底面部における側面部が形成された側と反対側の面を突き合わせた後に、一方の第二部材の側から、第二部材の長手方向における両端部をレーザー溶接により接合して、二個の第二部材の間に流通経路を備える内側管部材を形成する、第二の工程と、
一の第二部材を一の第一部材に収容しながら、それぞれの側面部が重なり、第二部材の側面部における先端辺が第一部材の底面部に当接し、前記第一部材の両端の側面部における先端辺を、その収容する前記第二部材の側面部が形成された側と反対側の底面部まで延出するように、前記内側管部材と前記外側管部材とを交互に組合せて、また、各第一部材の底面部に対して垂直な方向における端部に位置する第一部材又は第二部材に対して、それぞれ対応する第二部材又は第一部材を、第二部材を第一部材に収容しながら、それぞれの側面部が重なり、第二部材の側面部における先端辺が第一部材の底面部に当接し、第一部材の両端の側面部における先端辺を、その収容する前記第二部材の底面部における側面部が形成された側と反対側の面まで延出するように組合せた後に、それぞれ重なった側面部をレーザー溶接により接合して形成することにより、それぞれの第二部材において対向する側面部の間に冷却通路を形成する、第三の工程と、を備える、
ことを特徴とする、冷却管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010251916A JP5505268B2 (ja) | 2010-11-10 | 2010-11-10 | 冷却管、シリンダヘッド、及び、冷却管の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010251916A JP5505268B2 (ja) | 2010-11-10 | 2010-11-10 | 冷却管、シリンダヘッド、及び、冷却管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012102672A true JP2012102672A (ja) | 2012-05-31 |
| JP5505268B2 JP5505268B2 (ja) | 2014-05-28 |
Family
ID=46393346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010251916A Expired - Fee Related JP5505268B2 (ja) | 2010-11-10 | 2010-11-10 | 冷却管、シリンダヘッド、及び、冷却管の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5505268B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06506054A (ja) * | 1991-12-23 | 1994-07-07 | ペズ, アンドレ | 溶接された板状フィン型熱交換器及び熱交換器用板状フィンの製造方法 |
| JP2004028469A (ja) * | 2002-06-26 | 2004-01-29 | Toyo Radiator Co Ltd | 熱交換器コア |
| JP2008116102A (ja) * | 2006-11-02 | 2008-05-22 | Denso Corp | 冷却用熱交換器 |
| JP2010053811A (ja) * | 2008-08-29 | 2010-03-11 | Maruyasu Industries Co Ltd | 排気ガス熱交換器 |
-
2010
- 2010-11-10 JP JP2010251916A patent/JP5505268B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06506054A (ja) * | 1991-12-23 | 1994-07-07 | ペズ, アンドレ | 溶接された板状フィン型熱交換器及び熱交換器用板状フィンの製造方法 |
| JP2004028469A (ja) * | 2002-06-26 | 2004-01-29 | Toyo Radiator Co Ltd | 熱交換器コア |
| JP2008116102A (ja) * | 2006-11-02 | 2008-05-22 | Denso Corp | 冷却用熱交換器 |
| JP2010053811A (ja) * | 2008-08-29 | 2010-03-11 | Maruyasu Industries Co Ltd | 排気ガス熱交換器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5505268B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101339520B1 (ko) | 판 형상체의 제조 방법, 판 형상체, 가스 터빈 연소기 및 가스 터빈 | |
| CN102893012B (zh) | 具有egr气体冷却构造的气缸盖及其制造方法 | |
| US20110168366A1 (en) | Heat exchanger comprising a heat exchanger bundle and a housing | |
| US10180287B2 (en) | Exhaust gas cooler | |
| WO2014207784A1 (ja) | 航空機用エンジンの熱交換器 | |
| JP5937801B2 (ja) | 冷却器の製造方法 | |
| EP3026386A1 (en) | Plate heat exchanger and method of manufacture | |
| US20170152816A1 (en) | Fin - shaped - plate (fsp) egr cooler | |
| JP6619675B2 (ja) | 流路構造 | |
| US20160199953A1 (en) | Heat exchanger | |
| US20140311466A1 (en) | Coolant Inlet Structures for Heat Exchangers for Exhaust Gas Recirculation Systems | |
| JP2023110830A (ja) | 構造部材及び構造部材の製造方法、並びにバッテリートレイ及びバッテリートレイの製造方法 | |
| US20120273161A1 (en) | Heat Exchanger | |
| US20190346211A1 (en) | Heat exchanger | |
| JP5505268B2 (ja) | 冷却管、シリンダヘッド、及び、冷却管の製造方法 | |
| JP6545920B2 (ja) | 熱交換器 | |
| JP2016070655A (ja) | 熱交換器 | |
| US20170336148A1 (en) | Heat exchanger | |
| WO2013050393A1 (fr) | Plaque pour échangeur de chaleur et échangeur de chaleur muni de telles plaques | |
| JP2004197971A (ja) | ガス供給用マニホールド装置及びこれを備えたガス燃焼機器 | |
| JP2012241595A (ja) | Egr通路、egr通路の製造方法、及び、egr通路内蔵シリンダヘッド | |
| US20230184196A1 (en) | Multi-part fluid chamber and method of manufacturing | |
| JP2023016192A (ja) | 冷却器の製造方法 | |
| JP2024057210A (ja) | 積層造形物組立体 | |
| CN112901305A (zh) | 换气阀的阀座环和换气阀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140303 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5505268 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |