JP2012104447A - 接続部材 - Google Patents
接続部材 Download PDFInfo
- Publication number
- JP2012104447A JP2012104447A JP2010254225A JP2010254225A JP2012104447A JP 2012104447 A JP2012104447 A JP 2012104447A JP 2010254225 A JP2010254225 A JP 2010254225A JP 2010254225 A JP2010254225 A JP 2010254225A JP 2012104447 A JP2012104447 A JP 2012104447A
- Authority
- JP
- Japan
- Prior art keywords
- conductive
- insulating member
- insulating
- yarn
- members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004744 fabric Substances 0.000 claims abstract description 56
- 229910052751 metal Inorganic materials 0.000 abstract description 31
- 239000002184 metal Substances 0.000 abstract description 31
- 238000007747 plating Methods 0.000 abstract description 24
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 abstract description 19
- 229920005989 resin Polymers 0.000 abstract description 17
- 239000011347 resin Substances 0.000 abstract description 17
- 229910052802 copper Inorganic materials 0.000 abstract description 11
- 239000010949 copper Substances 0.000 abstract description 11
- -1 polypropylene Polymers 0.000 abstract description 9
- 229910001220 stainless steel Inorganic materials 0.000 abstract description 8
- 239000011888 foil Substances 0.000 abstract description 7
- 239000004743 Polypropylene Substances 0.000 abstract description 6
- 229920001155 polypropylene Polymers 0.000 abstract description 6
- 239000010935 stainless steel Substances 0.000 abstract description 6
- 239000011889 copper foil Substances 0.000 abstract description 5
- 238000009940 knitting Methods 0.000 abstract description 5
- 238000000465 moulding Methods 0.000 abstract 2
- 239000000835 fiber Substances 0.000 description 26
- 238000000034 method Methods 0.000 description 23
- 238000010438 heat treatment Methods 0.000 description 14
- 239000012811 non-conductive material Substances 0.000 description 13
- 239000011248 coating agent Substances 0.000 description 12
- 238000000576 coating method Methods 0.000 description 12
- 239000000463 material Substances 0.000 description 11
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 10
- 238000002844 melting Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- 229920000049 Carbon (fiber) Polymers 0.000 description 8
- 239000004917 carbon fiber Substances 0.000 description 8
- 239000011162 core material Substances 0.000 description 8
- 238000009413 insulation Methods 0.000 description 7
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 6
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 6
- 239000011135 tin Substances 0.000 description 6
- 229910052718 tin Inorganic materials 0.000 description 6
- 239000002657 fibrous material Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 239000002759 woven fabric Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 239000012209 synthetic fiber Substances 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 239000004020 conductor Substances 0.000 description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 230000001678 irradiating effect Effects 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 238000004078 waterproofing Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000007772 electroless plating Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 230000009545 invasion Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229910000570 Cupronickel Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910001080 W alloy Inorganic materials 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- YOCUPQPZWBBYIX-UHFFFAOYSA-N copper nickel Chemical compound [Ni].[Cu] YOCUPQPZWBBYIX-UHFFFAOYSA-N 0.000 description 1
- TVZPLCNGKSPOJA-UHFFFAOYSA-N copper zinc Chemical compound [Cu].[Zn] TVZPLCNGKSPOJA-UHFFFAOYSA-N 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- UGKDIUIOSMUOAW-UHFFFAOYSA-N iron nickel Chemical compound [Fe].[Ni] UGKDIUIOSMUOAW-UHFFFAOYSA-N 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- CLDVQCMGOSGNIW-UHFFFAOYSA-N nickel tin Chemical compound [Ni].[Sn] CLDVQCMGOSGNIW-UHFFFAOYSA-N 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images



Landscapes
- Resistance Heating (AREA)
Abstract
【課題】導電糸を有する導電性布帛に接続され、ECUからの信号で供給される電力により導電糸を発熱させ、導電性布帛を昇温させるための接続部材を提供する。
【解決手段】導電糸101(ステンレス鋼などを用いた金属線等)を有する導電性布帛100(織物でも編み物でもよい。)に接続される接続部材1であって、一の絶縁部材(ポリプロピレン等の樹脂成形体)と、他の絶縁部材(ポリプロピレン等の樹脂成形体)と、導電部材(銅箔等の金属箔、銅めっき層等のめっき層など)とを備え、一の絶縁部材と、他の絶縁部材とは、互いに嵌合可能な形状とされており、一の絶縁部材と他の絶縁部材との間に、導電糸及び導電部材が挟み込まれて嵌合されることで、導電糸と導電部材とが電気的に接続される。
【選択図】図1
【解決手段】導電糸101(ステンレス鋼などを用いた金属線等)を有する導電性布帛100(織物でも編み物でもよい。)に接続される接続部材1であって、一の絶縁部材(ポリプロピレン等の樹脂成形体)と、他の絶縁部材(ポリプロピレン等の樹脂成形体)と、導電部材(銅箔等の金属箔、銅めっき層等のめっき層など)とを備え、一の絶縁部材と、他の絶縁部材とは、互いに嵌合可能な形状とされており、一の絶縁部材と他の絶縁部材との間に、導電糸及び導電部材が挟み込まれて嵌合されることで、導電糸と導電部材とが電気的に接続される。
【選択図】図1
Description
本発明は接続部材に関する。更に詳しくは、本発明は、導電糸を有する導電性布帛に接続され、ECUからの信号で供給される電力により導電糸を発熱させ、導電性布帛を昇温させるための接続部材に関する。
従来、織物、編み物の構成糸の一部に導電糸を使用し、この導電糸に通電し、発熱させて昇温させる各種のヒータ部材が知られており、多くの用途において用いられている。例えば、車両、特に乗用車等のシートでは、シートクッションなどの表皮材の裏面にヒータ部材を貼着し、冬期等の寒冷時に乗員を下方等から暖めることができるシートが知られている。また、これらのヒータ部材では、通常、側端部に接続部材が取り付けられており、ヒータ部材の導電糸と、接続部材の導電部材とが電気的に接続され、給電されて導電糸が発熱し、ヒータ部材が昇温する構成となっている。
前記のように、ヒータ部材に給電し、昇温させるために接続される接続部材は、各種の方法により接続することができる。例えば、導電性繊維が織り込まれた衣類に取り付けられるコネクタであって、導電性繊維に密接する接触部と、布地に固定される固定部と、導電性繊維と外部の電子機器とを接続するための導線接続部とを備えるコネクタが知られている(例えば、特許文献1参照。)。更に、導電糸群が接続された加熱帯が設けられ、各群の導電糸が平面接続手段を介して電気的に接続された表面加熱部材が知られており(例えば、特許文献2参照)、平面接続手段が圧力と熱によって加熱帯に接続されると説明されている。
しかし、特許文献1に記載されたコネクタでは、接触部を導電性繊維に接触させるための正確な位置合わせが必要であり、操作が煩雑である。また、特許文献2に記載された表面加熱部材では、圧力と熱とをそれぞれ最適な設定とする必要があり、条件によっては十分に密着させることができず、接触抵抗が高くなることがある。更に、ヒータ部材と接続部材とは、これらを接着させる[図8(a)参照)]、又は縫合する[図8(b)参照)]等の方法によっても接続させることができるが、接着及び縫合では、密着不良となり、接触抵抗が高くなることがある。
前記の他にも、金属端子を用いてかしめる方法[図8(c)参照)]、コネクタ端子と導電糸とを接続させる方法[図8(d)参照)]もあるが、この場合、導電糸を束ねる必要があり、操作が煩雑であるとともに、導電糸が細線であると、損傷したり、断線したりすることもある。
また、前記のいずれの方法の場合も、接続後、防水、絶縁等の処理が別途必要であり、工数が多くなるとともに、コスト高となる問題もある。
また、前記のいずれの方法の場合も、接続後、防水、絶縁等の処理が別途必要であり、工数が多くなるとともに、コスト高となる問題もある。
本発明は前記の従来の状況に鑑みてなされたものであり、導電糸を有する導電性布帛に接続され、エンジンコントロールユニット(ECU)からの信号で供給される電力により導電糸を発熱させ、導電性布帛を昇温させるための接続部材を提供することを課題とする。
本発明は以下のとおりである。
1.導電糸を有する導電性布帛に接続される接続部材であって、
一の絶縁部材と、他の絶縁部材と、導電部材とを備え、
前記一の絶縁部材と、前記他の絶縁部材とは、互いに嵌合可能な形状とされており、
前記一の絶縁部材と前記他の絶縁部材との間に、前記導電糸及び前記導電部材が挟み込まれて嵌合されることで、前記導電糸と前記導電部材とが電気的に接続されることを特徴とする接続部材。
2.前記一の絶縁部材は、略円筒状であるとともに、長手方向に形成されたスリットを有し、
前記他の絶縁部材は、凸形状部を有し、
前記他の絶縁部材の前記凸形状部が前記スリットから前記一の絶縁部材に進入して、前記一の絶縁部材が前記他の絶縁部材の前記凸形状部に覆い被さる態様で、前記一の絶縁部材と、前記他の絶縁部材とが互いに嵌合される請求項1に記載の接続部材。
3.前記導電部材は、前記一の絶縁部材又は前記他の絶縁部材に予め一体化されている前記1.又は2.に記載の接続部材。
1.導電糸を有する導電性布帛に接続される接続部材であって、
一の絶縁部材と、他の絶縁部材と、導電部材とを備え、
前記一の絶縁部材と、前記他の絶縁部材とは、互いに嵌合可能な形状とされており、
前記一の絶縁部材と前記他の絶縁部材との間に、前記導電糸及び前記導電部材が挟み込まれて嵌合されることで、前記導電糸と前記導電部材とが電気的に接続されることを特徴とする接続部材。
2.前記一の絶縁部材は、略円筒状であるとともに、長手方向に形成されたスリットを有し、
前記他の絶縁部材は、凸形状部を有し、
前記他の絶縁部材の前記凸形状部が前記スリットから前記一の絶縁部材に進入して、前記一の絶縁部材が前記他の絶縁部材の前記凸形状部に覆い被さる態様で、前記一の絶縁部材と、前記他の絶縁部材とが互いに嵌合される請求項1に記載の接続部材。
3.前記導電部材は、前記一の絶縁部材又は前記他の絶縁部材に予め一体化されている前記1.又は2.に記載の接続部材。
本発明の接続部材では、導電糸と導電部材とが挟み込まれた状態で嵌合可能な2種類の絶縁部材を備える。そのため、導電性布帛の側端部に露出している導電糸、又は側端部の表面に露出している導電糸と、導電部材とが、両絶縁部材間に挟み込まれた状態で、両絶縁部材を嵌合させることにより、導電糸と導電部材とを接触させ、これらを容易に、且つ確実に接続させることができる。また、嵌合される絶縁部材間に導電糸又は導電性布帛をそのまま挟み込んで接続させることができるため、導電糸を束ねたり、位置合わせをしたりする必要がなく、作業が容易であり、作業時間の短縮も可能である。更に、導電糸の多くの部分、及び導電部材が、合成樹脂等を用いてなる絶縁部材に覆われてしまうため、絶縁のための処理を必要最小限とすることもできる。
また、一の絶縁部材は、略円筒状であるとともに、長手方向に形成されたスリットを有し、他の絶縁部材は、凸形状部を有し、他の絶縁部材の凸形状部がスリットから一の絶縁部材に進入して、一の絶縁部材が他の絶縁部材の凸形状部に覆い被さる態様で、一の絶縁部材と、他の絶縁部材とが互いに嵌合される場合は、両絶縁部材間をより広い面積、且つより高い接触圧で接触させることができる。更に、導電糸と導電部材との間の接触抵抗を低くすることができるとともに、この良好な接触状態を維持することができる。
更に、導電部材が、一の絶縁部材又は他の絶縁部材に予め一体化されている場合は、接続時の作業がより容易であるとともに、導電糸と導電部材とをより確実に接触させることができ、導電糸と導電部材との間の接触抵抗をより低くすることもできる。
また、一の絶縁部材は、略円筒状であるとともに、長手方向に形成されたスリットを有し、他の絶縁部材は、凸形状部を有し、他の絶縁部材の凸形状部がスリットから一の絶縁部材に進入して、一の絶縁部材が他の絶縁部材の凸形状部に覆い被さる態様で、一の絶縁部材と、他の絶縁部材とが互いに嵌合される場合は、両絶縁部材間をより広い面積、且つより高い接触圧で接触させることができる。更に、導電糸と導電部材との間の接触抵抗を低くすることができるとともに、この良好な接触状態を維持することができる。
更に、導電部材が、一の絶縁部材又は他の絶縁部材に予め一体化されている場合は、接続時の作業がより容易であるとともに、導電糸と導電部材とをより確実に接触させることができ、導電糸と導電部材との間の接触抵抗をより低くすることもできる。
以下、本発明を図1〜7を参照して詳しく説明する。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
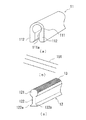
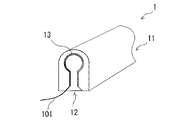
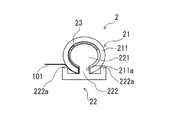
本発明の接続部材[図1(a)の一の絶縁部材11、(c)の他の絶縁部材12及び導電部材13、並びに図5(a)の一の絶縁部材21、(c)の導電部材23及び(d)の他の絶縁部材22参照]は、導電糸101を有する導電性布帛(図1のの導電性布帛100参照)に接続される接続部材であって、一の絶縁部材(図2〜4の一の絶縁部材11及び図5〜7の一の絶縁部材21参照)と、他の絶縁部材(図2〜4の他の絶縁部材12及び図5〜7の他の絶縁部材22参照)と、導電部材[図2〜4の導電部材(めっき層)13及び図5〜7の導電部材(金属箔)23参照]とを備え、一の絶縁部材11、21と、他の絶縁部材12、22とは、互いに嵌合可能な形状とされており、一の絶縁部材11、21と他の絶縁部材12、22との間に、導電糸101及び導電部材13、23が挟み込まれて嵌合されることで、導電糸101と導電部材13、23とが電気的に接続される。
[1]接続部材の構成
前記「接続部材」は、一の絶縁部材11、21と、この一の絶縁部材11、21に嵌合可能な他の絶縁部材12、22と、導電部材13、23とを備える。
前記「一の絶縁部材11、21」及び前記「他の絶縁部材12、22」は、嵌合可能であり、嵌合されたときに、両絶縁部材間に導電糸101及び導電部材13、23を挟み込むことができればよく、各々の形状の詳細は特に限定されない。例えば、一の絶縁部材11、21が長さ方向にスリットを有する略円筒状であり、他の絶縁部材12、22が円柱状であってもよく、一の絶縁部材11、21が長さ方向にスリットを有する横断面が略方形の筒状であり、他の絶縁部材12、22が角柱状であってもよい。
前記「接続部材」は、一の絶縁部材11、21と、この一の絶縁部材11、21に嵌合可能な他の絶縁部材12、22と、導電部材13、23とを備える。
前記「一の絶縁部材11、21」及び前記「他の絶縁部材12、22」は、嵌合可能であり、嵌合されたときに、両絶縁部材間に導電糸101及び導電部材13、23を挟み込むことができればよく、各々の形状の詳細は特に限定されない。例えば、一の絶縁部材11、21が長さ方向にスリットを有する略円筒状であり、他の絶縁部材12、22が円柱状であってもよく、一の絶縁部材11、21が長さ方向にスリットを有する横断面が略方形の筒状であり、他の絶縁部材12、22が角柱状であってもよい。
また、導電部材13、23は、両絶縁部材間で押圧され、容易に移動せず、且つ両絶縁部材間に挟み込まれ、導電部材13、23と接続される導電糸101が導電部材13、23に密着し、抜け出てしまうことがなければよい。更に、導電部材13、23と導電糸101とは、嵌合される両絶縁部材間に、接触抵抗が可能な限り低くなるように十分に密着して挟み込まれていることが好ましい。
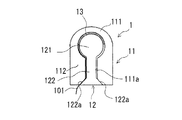
一の絶縁部材11、21及び他の絶縁部材12、22の各々の形状は、前記のように、特に限定されないが、一の絶縁部材11、21は、略円筒状(図2、4の円筒状部111及び図5、7の円筒状部211参照)であるとともに、長手方向に形成されたスリット(図2、4のスリット111a及び図5、7のスリット211a参照)を有し、他の絶縁部材12、22は、凸形状部(図2、4の円柱状部121及び図5、7の円柱状部221参照)を有し、この凸形状部121、221が、一の絶縁部材11、21のスリット111a、211aから進入して、一の絶縁部材11、21が他の絶縁部材12、22の凸形状部121、221に覆い被さる態様で、両絶縁部材が互いに嵌合される形状であることが好ましい。
前記のように、略円筒状(円筒状部111、211)の一の絶縁部材11、21の内部に、他の絶縁部材12、22が有する凸形状部121、221が進入して嵌合される形態であれば、凸形状部121、221の外表面が略円筒状(円筒状部111、211)の一の絶縁部材11、21の内表面によって径方向の内方に向かって押圧され、一の絶縁部材11、21の内表面と他の絶縁部材12、22の外表面とを十分に密着させることができる。
また、他の絶縁部材12、22には、凸形状部121、221に延設された密着凸部(図2、4の円柱状部121に突設された突設部122に延設された密着凸部122a及び図5、7の円柱状部221に突設された突設部222に延設された密着凸部222a参照)が形成されていることが好ましい。この密着凸部122a、222aは、一の絶縁部材11、21と他の絶縁部材12、22とが互いに嵌合されたときに、一の絶縁部材11、21の外面に、一の絶縁部材11、21の略全長さに亘って密着し、外部からの水の侵入が防止される、又は少なくとも水の侵入が抑えられる。
一の絶縁部材11、21及び他の絶縁部材12、22の各々の材質は特に限定されないが、容易に変形しない十分な強度を有するとともに、剛性が高すぎて折損することがなく、且つ容易に嵌合させることができる適度な柔軟性を有する絶縁部材であることが好ましい。このような接続部材1、2とするためには、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポノアミド6等のポリアミド系樹脂等の合成樹脂を用いてなる絶縁部材であることが好ましい。また、合成樹脂としては、ポリオレフィン系樹脂、特に適度な剛性と柔軟性とを併せて有するポリプロピレンがより好ましい。
一の絶縁部材11、21及び他の絶縁部材12、22が嵌合されたときに、両絶縁部材間に挟み込まれる前記「導電部材13、23」は特に限定されない。この導電部材13、23としては、めっき銅線等のめっき線、銅箔、アルミニウム箔等の金属箔(図5〜7の銅箔等の金属箔からなる導電部材23)、チタンメッシュ、アルミニウムメッシュ等の金属メッシュ、ステンレス網線等を織成してなる金属網などの帯状の金属製品を用いることができる。これらの導電部材のうちでは、めっき銅線、特に錫めっき銅線等が好ましい。
更に、導電部材13、23は、両絶縁部材を嵌合させるときに、導電糸101とともに両絶縁部材間に挟み込んでもよいが、一の絶縁部材11、21又は他の絶縁部材12、22に予め一体化されていてもよい。このように予め一体化させておく方法は特に限定されないが、例えば、一の絶縁部材11、21と他の絶縁部材12、22とが嵌合されたときに内面側となる面に、略全長さに亘ってめっき層(図2〜4の銅めっき層等のめっき層からなる導電部材13参照)を設ける方法が挙げられる。また、両絶縁部材が嵌合されたときに内面側となる面に、前記の金属箔等の帯状の導電部材[図5(c)の導電部材23及び図6、7の導電部材23参照]を接着剤を用いて接合させる方法が挙げられる。このように導電部材13、23を予め一体化させておけば、導電部材13、23を別部材として挟み込む必要がなく、両絶縁部材の嵌合時の作業がより容易である。
めっき層は無電解めっき法により設けることができ、この無電解めっき層は特に限定されないが、銅めっき層、ニッケルめっき層、ニッケル・タングステン合金めっき層、スズめっき層、金めっき層等とすることができる。また、銅は電気伝導性に優れ、好ましいが、酸化され易いため、銅めっき層であるときは、必要であれば、その表面に、銅と比べて酸化され難いニッケル、スズ等を用いてなるめっき層を電解めっき法により設けてもよい。これにより、銅めっき層を酸化から保護することができる。
また、導電糸101とともに両絶縁部材間に挟み込まれる導電部材13、23、及び一の絶縁部材11、21又は他の絶縁部材12、22に予め一体化されている導電部材13、23の、幅方向の寸法は特に限定されない。例えば、図2、5のような構成の一の絶縁部材11、21及び他の絶縁部材12、22である場合、円柱状部121、221の突設部122、222が突設されている側と反対側の周面に、周方向の寸法(円柱状部121、221に突設部122、222が突設されていない円柱であると仮定したときの寸法)の1/4〜2/3、特に1/3〜1/2となる幅で配することができる。更に、導電部材13、23は、円柱状部121、221の導電部材13、23が配された周面と対向する円筒状部111、211の内周面の同様の位置に、同様の幅で配することもできる。尚、導電部材13、23は、一の絶縁部材11、21及び他の絶縁部材12、22の長手方向の両端部には必ずしも配されていなくてもよいが、この両端部も含め、全長さに亘って配されていることが好ましい。
[2]導電性布帛及び導電糸
前記「導電性布帛」(図1の導電性布帛100参照)は、織物であってもよく、編み物であってもよい。織物も特に限定されず、平織り、綾織り、朱子織り等のいずれの織り組織であってもよい。また、編み物も特に限定されず、緯編み及び経編みのいずれの編み組織であってもよい。更に、織物及び編み物に用いる非導電糸の材質も特に限定されず、植物系及び動物系の天然繊維、レーヨン等の再生繊維、アセテート等の半合成繊維、ポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸が挙げられる。これらの非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。尚、これらの非導電糸は、通常、比抵抗が108Ω・cmを超え、絶縁性である。
前記「導電性布帛」(図1の導電性布帛100参照)は、織物であってもよく、編み物であってもよい。織物も特に限定されず、平織り、綾織り、朱子織り等のいずれの織り組織であってもよい。また、編み物も特に限定されず、緯編み及び経編みのいずれの編み組織であってもよい。更に、織物及び編み物に用いる非導電糸の材質も特に限定されず、植物系及び動物系の天然繊維、レーヨン等の再生繊維、アセテート等の半合成繊維、ポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸が挙げられる。これらの非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。尚、これらの非導電糸は、通常、比抵抗が108Ω・cmを超え、絶縁性である。
織物及び編み物の構成糸の一部として用いられる前記「導電糸」(図1、2等の導電糸101参照)は、通電可能な導電性の繊維状材料であり、特にJIS K 7194に準拠して測定した比抵抗(体積抵抗率)が100〜10−12Ω・cmの導電糸を使用することができる。このような導電糸としては、例えば、金属線、めっき線材及び炭素繊維のフィラメント等が挙げられる。
金属線としては、金、銀、銅、黄銅、白金、鉄、ステンレス鋼及び耐熱鋼等の鋼、亜鉛、錫、ニッケル、アルミニウム、タングステン等からなる線材が挙げられる。これらのうちでは、ステンレス鋼製の金属線が、優れた耐食性及び強度等を有するため好ましい。ステンレス鋼は特に限定されず、SUS304,SUS316及びSUS316L等が挙げられ、SUS304は汎用性が高いため好ましく、SUS316及びSUS316Lはモリブデンが含有されており、優れた耐食性を有するため好ましい。
金属線の線径も特に限定されないが、強度及び柔軟性の観点で、10〜150μm、特に20〜60μmであることが好ましい。更に、金属線は、例えば、ポリエステル繊維等の他の繊維材料を芯糸とし、金属線を鞘糸とし、S及びZのうちの少なくとも一方の撚方向に金属線を巻き付けてなる複合糸の形態で用いることもできる。この場合、線径の小さい金属線を使用すれば、優れた柔軟性を有するとともに、芯糸による十分な引張強度を併せて有する導電糸とすることができるため好ましい。
また、金属線として、その表面に樹脂コーティング(電気絶縁性の被覆)が施された金属線を用いることもできる。このような金属線は、表面に被覆された樹脂層により保護されるため優れた防錆性を有する。更に、導電性布帛の側端部に接続部材を接続するときは、樹脂層を剥がして金属線を露出させ、電気的に確実に接続することができる。コーティングに用いる樹脂は特に限定されず、ポリウレタン樹脂、アクリル樹脂、シリコーン樹脂、ポリエステル樹脂等が挙げられ、耐久性の観点でポリウレタン樹脂が好ましい。
樹脂層の厚さは、樹脂の種類及びその耐久性等、並びに導電性布帛の用途等によって設定することができ、例えば、0.05〜500μm、特に1〜10μmとすることができる。更に、樹脂コーティングの方法も特に限定されないが、金属線を樹脂分散液に浸漬し、又は液中を通過させて樹脂分散液を付着させ、その後、加熱して媒体を除去し、次いで、冷却して固着させる方法が挙げられる。また、樹脂粉末を金属線に付着させ、その後、加熱し、次いで、冷却して固着させることもできる。更に、溶融樹脂を金属線に融着させ、必要に応じて加熱し、その後、冷却して固着させることもできる。
めっき線材としては、非導電性又は導電性の繊維材料を芯材とし、この芯材の表面のうちの全面又は幅方向の一部において全長さに亘って形成された、単体金属又は合金からなるめっき層を有する線材を用いることができる。このように芯材の表面にめっき層を形成することで、芯材が非導電性の繊維材料であっても導電糸とすることができる。一方、芯材が導電性の繊維材料の場合、めっき層を形成することで耐久性を向上させることができる。
めっき線材の芯材として用いることができる導電性繊維としては、各種の金属繊維等が挙げられる。一方、非導電性繊維としては、パラ系アラミド繊維、メタ系アラミド繊維、ポリアリレート繊維、ポリフェニレンサルファイド繊維、ポリエーテルエーテルケトン繊維、ポリイミド繊維、ガラス繊維、アルミナ繊維、炭化珪素繊維及びボロン繊維等が挙げられる。更に、めっき処理に用いられる金属としては、錫、ニッケル、金、銀、銅、鉄、鉛、白金、亜鉛、クロム、コバルト及びパラジウム等の単体金属、並びにニッケル−錫、銅−ニッケル、銅−錫、銅−亜鉛及び鉄−ニッケル等の合金が挙げられる。
導電糸として用いられる炭素繊維としては、ポリアクリロニトリル系炭素繊維(PAN系炭素繊維)、ピッチ系炭素繊維等が挙げられる。これらの炭素繊維のうちでは、1000℃以上の焼成温度で製造される炭素化繊維、黒鉛化繊維、黒鉛繊維等の炭素繊維が、優れた電気伝導性を有するため好ましい。
前記の各種の導電糸は、導電性布帛に用いられる他の糸である非導電糸と比べて高い耐熱性を有していることが好ましい。言い換えれば、加熱により溶融する温度、又は溶融しない糸である場合は、燃焼開始温度が非導電糸より高いことが好ましい。即ち、非導電糸より高融点であるか、又は燃焼し難い糸であることが好ましい。この燃焼性の指標としては、JIS K 7201及びJIS L 1091(1999) 8.5E−2法に準拠して測定される限界酸素指数(LOI)を用いることができ、LOIが26以上である導電糸が好ましい。前記の導電糸のうち、金属線は、一般に、非導電糸として用いられる天然繊維及び合成繊維より高融点であって、且つLOIは、通常、26以上であり、例えば、ステンレス鋼繊維のLOIは49.6である。また、炭素繊維は溶融せず、LOIは60以上である。
非導電糸は、加熱により溶融する温度、又は溶融せず燃焼する場合は、燃焼開始温度が導電糸より低く、溶融せず燃焼する非導電糸の場合は、LOIが26未満であることが好ましい。天然繊維のLOIは26未満であることが多く、例えば、綿のLOIは18〜20であり、羊毛のLOIは24〜25である。更に、合成繊維は、導電糸より低融点であることが多く、燃焼性は導電糸より高いことが多い。例えば、ポリエステル繊維のLOIは18〜20であり、ポリアミド繊維のLOIは20〜22である。
織物又は編み物の構成糸として織成される又は編成される非導電糸中の導電糸の間隔は特に限定されないが、例えば、前記の乗用車のシートクッション等では、2〜100mm、特に5〜50mm程度が好ましい。間隔が狭いと均等に暖めることができるが導電糸1本当たりの電流が少なくなり温度が低下する、若しくは温度を上げるために電圧を高くすれば、消費電力が増加することになる。一方、間隔が広いと導電糸1本当たりの電流が多くなり温度が上がる、若しくは電圧を下げて消費電力を抑制することができる。しかし、間隔が広いためシートクッション表面等の温度ムラを生じ易くなる。
また、導電性布帛における導電糸の配置は特に限定されず、導電糸は略等間隔に織成又は編成されていてもよく、等間隔でなくてもよい。導電糸が略等間隔に織成又は編成されておれば、導電性布帛の全面をより均等に暖めることができる。一方、導電性布帛の特定箇所を特に十分に暖めたい場合は、対応する箇所において導電糸を相対的に密に配置させ、他の箇所において相対的に粗に配置させることもできる。
更に、導電糸は、非導電糸の間に1本のみを織成又は編成してもよく、非導電糸の間に複数本、例えば、2〜10本、特に2〜5本の導電糸を連続して織成又は編成してもよい。この場合も、連続して織成又は編成された複数の導電糸の、導電性布帛における配置は等間隔でもよく、等間隔でなくてもよい。このように、導電性布帛の全面を均等に暖めるか、特定箇所をより十分に暖めるかは、導電糸を配置させる間隔、及び連続して織成又編成するときの導電糸の本数等によって調整することができる。
[3]導電糸と接続部材との接続時の側端部の処理等
接続部材は、その導電部材が、導電性布帛100の側端部に露出している導電糸101に接続され、導電部材から引き出されたリード線3が、接続部4でワイヤーハーネス5と接続されてかしめられ、このワイヤーハーネス5がECU(図示せず)に接続され、電源から供給される電力により導電糸101が発熱し、導電性布帛100が昇温する(図1参照)。この接続部材の接続時、導電糸の端部近傍には、織成された、又は編成された非導電糸、及び導電糸に電気絶縁性の被覆がなされているときは、その被覆材が混在しており、これらの非導電材は、接続部材を取り付ける前に除去する必要がある。
接続部材は、その導電部材が、導電性布帛100の側端部に露出している導電糸101に接続され、導電部材から引き出されたリード線3が、接続部4でワイヤーハーネス5と接続されてかしめられ、このワイヤーハーネス5がECU(図示せず)に接続され、電源から供給される電力により導電糸101が発熱し、導電性布帛100が昇温する(図1参照)。この接続部材の接続時、導電糸の端部近傍には、織成された、又は編成された非導電糸、及び導電糸に電気絶縁性の被覆がなされているときは、その被覆材が混在しており、これらの非導電材は、接続部材を取り付ける前に除去する必要がある。
一方、導電性布帛の表面には、織成された、又は編成された導電糸の一部が表面に露出しており、導電性布帛が両絶縁部材間に挟み込むことができる程度に薄ければ、又は両絶縁部材の嵌合されたときに接触する面の形状、寸法を調整することにより、両絶縁部材間に導電性布帛の側端部を挟み込んで導電糸と導電部材とを接続させることもできる。この場合、導電糸に電気絶縁性の被覆がなされていなければ、両絶縁部材の嵌合時に、そのまま導電性布帛の側端部を挟み込むことにより、導電糸と導電部材とを接続させることができる。この場合も、同様に、導電部材に接続されたワイヤーハーネスがECUに接続され、電源から供給された電力により導電糸が発熱し、導電性布帛が昇温する。尚、導電糸に電気絶縁性の被覆がなされていても、導電性布帛の表面側となる面の被覆を加熱し、溶融させ、又は燃焼させて除去し、同様にして、導電糸と接続部材とを接続させることができる。
また、導電性布帛の側端部の導電糸を露出させて接続する場合、導電糸に電気絶縁性の被覆がなされているときも、露出された導電糸の被覆を加熱することによって、溶融させ、又は燃焼させて除去することができる。非導電材である非導電糸及び被覆材は、ともに導電糸と比べて融点が低く、又はより低温で燃焼が開始されるため、被覆材は、非導電糸とともに、前記のようにして容易に除去することができる。加熱手段は特に限定されず、電熱加熱により昇温した発熱部材等を接触させる方法、及び炭酸ガスレーザ、YAGレーザ、エキシマレーザ等のレーザを照射する方法等が挙げられるが、レーザを照射する方法が好ましい。
レーザを照射する方法であれば、非導電材の材質等によって、レーザの強度及び出力を非導電材の溶融、燃焼に必要とされるレベルに容易に調整することができ、非導電材を容易に、且つ効率よく除去することができる。更に、レーザは、導電性布帛のいずれの面から照射してもよく、導電性布帛の表面に対して焦点位置をずらして照射することにより、一時に幅広に加工することもでき、導電性布帛の長さ方向に往復して照射して非導電材を帯状に除去することもできる。また、レーザの照射とともに、窒素ガス、ヘリウムガス等の不活性ガスを吹き付けることにより、過熱による導電体の酸化劣化を防止、又は少なくとも抑えることもできる。
導電性布帛の側端部の非導電材は、全てを加熱により除去してもよいが、導電性布帛の側端部の全面を加熱し、溶融又は燃焼させて除去するのは容易ではない。そのため、導電性布帛の本体部と側端部との境界部で、非導電材を導電性布帛の長さ方向に帯状に除去し、その後、端部側を外方に引っ張って導電糸から抜き取り、導電性布帛の側端部の非導電材の全てを一時に除去することが好ましい。このようにすれば、非導電材をより効率よく除去することができる。
前記のように、境界部の非導電材を長さ方向に帯状に除去し、その後、他の非導電材を導電糸から引き抜いて除去する場合、複数の導電糸の各々の端部は、ニット及びタックをされていない、即ち、略直線状であることが好ましい。又は少なくともニット及びタックを極力減らして、多くの部分が直線状になるようにすることが好ましい。このように、複数の導電糸の各々の端部が直線状、又は多くの部分が直線状であれば、非導電材を容易に導電糸(被覆がなされているときは、この非導電材である被覆が除去された導電体)から引き抜いて除去することができ、導電糸を容易、且つ確実に露出させることができる。
また、導電性布帛を表皮材の裏面に貼着し、例えば、乗用車のシートクッションに用いる場合、接続部材がシートクッションの幅方向のどの位置になるかは特に限定されないが、接続部材がシートクッションのうちの人の臀部、大腿部などが触れる部分にあると、硬さを感じて違和感がある。更に、シートバックでは、接続部材がシートバックのうちの人の肩、背部等が触れる部分に接続部材があると、硬さを感じて違和感がある。そのため、接続部材は、表皮材と、この表皮材に隣接するサイド材等の他の部材との縫製部より外側に位置するように配設することが好ましい。このようにすれば、着座した人が違和感を感じることがないとともに、耐久性を向上させることもできる。
以下、本発明を実施例により具体的に説明する。
実施例1(図1及び2〜4参照)
一の絶縁部材11として、円筒状部111と、その全長さに亘って形成されたスリット111aと、円筒状部111のスリット111aの両側部から円筒状部111の径方向外方へ全長さに亘って延設された側壁部112とを備える樹脂成形体[図2(a)参照]を、押出成形法により成形した。また、他の絶縁部材12として、円柱状部121と、その周面の一部に全長さに亘って突設された突設部122と、突設部122の先端部の両側部に全長さに亘って設けられた密着凸部122aとを備える樹脂成形体[図2(c)参照]を押出成形法により成形した。一の絶縁部材11及び他の絶縁部材12は、ともにポリプロピレン製である。また、他の絶縁部材12の円柱状部121の周面のうちの突設部122が突設されている側と反対側の周面に、他の絶縁部材12の全長さに亘って、無電解めっき法により厚さ3μmの銅めっき層13(導電部材)を設けた。
実施例1(図1及び2〜4参照)
一の絶縁部材11として、円筒状部111と、その全長さに亘って形成されたスリット111aと、円筒状部111のスリット111aの両側部から円筒状部111の径方向外方へ全長さに亘って延設された側壁部112とを備える樹脂成形体[図2(a)参照]を、押出成形法により成形した。また、他の絶縁部材12として、円柱状部121と、その周面の一部に全長さに亘って突設された突設部122と、突設部122の先端部の両側部に全長さに亘って設けられた密着凸部122aとを備える樹脂成形体[図2(c)参照]を押出成形法により成形した。一の絶縁部材11及び他の絶縁部材12は、ともにポリプロピレン製である。また、他の絶縁部材12の円柱状部121の周面のうちの突設部122が突設されている側と反対側の周面に、他の絶縁部材12の全長さに亘って、無電解めっき法により厚さ3μmの銅めっき層13(導電部材)を設けた。
その後、前記の一の絶縁部材11の円筒状部111のスリット111aから、他の絶縁部材12の円柱状部121を進入させ、両絶縁部材11、12を嵌合させた。この嵌合時に、導電性布帛(図1参照)が備える線径50μmのステンレス鋼線からなる導電糸101の露出した側端部[図2(b)参照)]を、銅めっき層13と接触するように配置させて挟み込み、導電糸101とめっき層13とを接続させた(図3、4の接続構造1参照)。嵌合後、目視により観察したところ、他の絶縁部材12の突設部122の先端部の密着凸部122aと、一の絶縁部材11の側壁部112の外面(側壁部112の先端部の斜面)とは全長さに亘って密着していた。これにより、水の侵入が防止され、防水のための処理を必要としないことが推察される。
実施例2(図1及び5〜7参照)
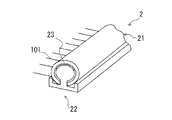
一の絶縁部材21として、円筒状部211と、その全長さに亘って形成されたスリット211aとを備える樹脂成形体[図5(a)参照]を、押出成形法により成形した。また、他の絶縁部材22として、円柱状部221と、その周面の一部に全長さに亘って突設された突設部222と、突設部222の延設側部の先端部に設けられた密着凸部222aとを備える樹脂成形体[図5(d)参照]を押出成形法により成形した。一の絶縁部材21及び他の絶縁部材22は、ともにポリプロピレン製である。
一の絶縁部材21として、円筒状部211と、その全長さに亘って形成されたスリット211aとを備える樹脂成形体[図5(a)参照]を、押出成形法により成形した。また、他の絶縁部材22として、円柱状部221と、その周面の一部に全長さに亘って突設された突設部222と、突設部222の延設側部の先端部に設けられた密着凸部222aとを備える樹脂成形体[図5(d)参照]を押出成形法により成形した。一の絶縁部材21及び他の絶縁部材22は、ともにポリプロピレン製である。
その後、前記の一の絶縁部材21の円筒状部211のスリット211aから、他の絶縁部材22の円柱状部221を進入させ、両絶縁部材21、22を嵌合させた。この嵌合時に、導電性布帛(図1参照)が備える線径50μmのステンレス鋼線からなる導電糸101の露出した側端部[図5(b)参照)]を、幅5mm、厚さ10μmの銅箔(導電部材23)とともに、導電糸101と銅箔とが接触するように配置させて挟み込み、接続させた(図6、7の接続構造2参照)。嵌合後、目視により観察したところ、他の絶縁部材22の突設部222の先端部の密着凸部222aと、一の絶縁部材21の円柱状部221の外面(円筒状部211の外周面)とは全長さに亘って密着していた。これにより、水の侵入が防止され、防水のための処理を必要としないことが推察される。
尚、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施形態を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その形態において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施形態を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
本発明は、車両用のシートクッション及びシートバック、ホットカーペット、電気毛布、家庭用電動マッサージシート、屋外及びバイク用ヒータ付きジャケットなどの、昇温させ、暖めることが必要とされる各種の製品に利用することができる。特に乗用車等の車両のシートのように屋内ではないところで用いられる製品を暖めるヒータ部材として有用である。
100;導電性布帛、101;導電糸、1;接続構造、11;一の絶縁部材、111;円筒状部(略円筒状の部材)、111a;スリット、112;側壁部、12;他の絶縁部材、121;円柱状部(凸形状部)、122;突設部、122a;密着凸部、13;めっき層(導電部材)、2;接続構造、21;一の絶縁部材、211;円筒状部(略円筒状の部材)、211aスリット、22;他の絶縁部材、221;円柱状部(凸形状部)、222;突設部、222a;密着凸部、23;金属箔(導電部材)、3;リード線、4;接続部、5;ワイヤーハーネス、1a;接着性導電テープ、1b;導電テープ、1c;かしめ端子、1d;コネクタ端子。
Claims (3)
- 導電糸を有する導電性布帛に接続される接続部材であって、
一の絶縁部材と、他の絶縁部材と、導電部材とを備え、
前記一の絶縁部材と、前記他の絶縁部材とは、互いに嵌合可能な形状とされており、
前記一の絶縁部材と前記他の絶縁部材との間に、前記導電糸及び前記導電部材が挟み込まれて嵌合されることで、前記導電糸と前記導電部材とが電気的に接続されることを特徴とする接続部材。 - 前記一の絶縁部材は、略円筒状であるとともに、長手方向に形成されたスリットを有し、
前記他の絶縁部材は、凸形状部を有し、
前記他の絶縁部材の前記凸形状部が前記スリットから前記一の絶縁部材に進入して、前記一の絶縁部材が前記他の絶縁部材の前記凸形状部に覆い被さる態様で、前記一の絶縁部材と、前記他の絶縁部材とが互いに嵌合される請求項1に記載の接続部材。 - 前記導電部材は、前記一の絶縁部材又は前記他の絶縁部材に予め一体化されている請求項1又は2に記載の接続部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254225A JP2012104447A (ja) | 2010-11-12 | 2010-11-12 | 接続部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254225A JP2012104447A (ja) | 2010-11-12 | 2010-11-12 | 接続部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012104447A true JP2012104447A (ja) | 2012-05-31 |
Family
ID=46394587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010254225A Pending JP2012104447A (ja) | 2010-11-12 | 2010-11-12 | 接続部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012104447A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9849919B2 (en) | 2015-12-08 | 2017-12-26 | Ford Global Technologies, Llc | Vehicle roof structure |
| CN109348553A (zh) * | 2018-09-13 | 2019-02-15 | 深圳智裳科技有限公司 | 一种发热布的连接方法 |
-
2010
- 2010-11-12 JP JP2010254225A patent/JP2012104447A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9849919B2 (en) | 2015-12-08 | 2017-12-26 | Ford Global Technologies, Llc | Vehicle roof structure |
| CN109348553A (zh) * | 2018-09-13 | 2019-02-15 | 深圳智裳科技有限公司 | 一种发热布的连接方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5510302B2 (ja) | 接続部材、その製造方法及び接続構造体 | |
| JP5577864B2 (ja) | 椅子用ヒータ部材及びその製造方法 | |
| JP2012087434A (ja) | 発熱糸及びそれを用いた織編物 | |
| CN101331794B (zh) | 扁平的加热元件 | |
| ES2327463T3 (es) | Cables de filamentos metalicos revestidos de vidrio para uso en textiles calefactables con energia electrica. | |
| JP5509824B2 (ja) | 布材の製造方法 | |
| JP5464063B2 (ja) | 布枠体及びその製造方法 | |
| JP6351999B2 (ja) | ヒータユニット及びシート | |
| JP5605247B2 (ja) | 布材 | |
| JP5742460B2 (ja) | 布帛 | |
| JP5463776B2 (ja) | 車両内装品の表皮材 | |
| JP2012114005A (ja) | 導電性布帛への電線の接続方法 | |
| JP2012104447A (ja) | 接続部材 | |
| JP5594111B2 (ja) | 導電糸に導電性部材を接続する接続方法 | |
| JP5760767B2 (ja) | 接続部材、それを用いた接続構造体及び接続構造体の製造方法 | |
| JP6544203B2 (ja) | ヒータ機能付きシートベルトウェビング | |
| KR20090010665U (ko) | 자동차 시트히터용 열선 | |
| JP2012248431A (ja) | 接続部材 | |
| JP6101480B2 (ja) | ヒータユニット | |
| JP2012150928A (ja) | 接続部材及びシート部材 | |
| JP6610394B2 (ja) | シートベルトウェビング | |
| RU76536U1 (ru) | Гибкий электронагреватель | |
| JP2012150927A (ja) | 接続部材及びシート部材 | |
| RU2543966C2 (ru) | Гибкий нагревательный элемент | |
| CN104254150B (zh) | 布材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120904 |