JP2012105421A - 電線の超音波接合方法 - Google Patents
電線の超音波接合方法 Download PDFInfo
- Publication number
- JP2012105421A JP2012105421A JP2010250832A JP2010250832A JP2012105421A JP 2012105421 A JP2012105421 A JP 2012105421A JP 2010250832 A JP2010250832 A JP 2010250832A JP 2010250832 A JP2010250832 A JP 2010250832A JP 2012105421 A JP2012105421 A JP 2012105421A
- Authority
- JP
- Japan
- Prior art keywords
- core wires
- rows
- ultrasonic bonding
- ultrasonic
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 239000002184 metal Substances 0.000 claims abstract description 28
- 239000000843 powder Substances 0.000 claims abstract description 26
- 239000011248 coating agent Substances 0.000 claims abstract description 5
- 238000000576 coating method Methods 0.000 claims abstract description 5
- 238000009413 insulation Methods 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims description 3
- 238000005260 corrosion Methods 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/10—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating making use of vibrations, e.g. ultrasonic welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0207—Ultrasonic-, H.F.-, cold- or impact welding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Processing Of Terminals (AREA)
- Connection Or Junction Boxes (AREA)
Abstract
【課題】複数の芯線を矩形状に複数段、複数列に配置して超音波接合するにあたり、芯線の列間の接合性能を向上させ、かつ、1回の工程で超音波接合できるとともに、ホーンから離れた段間の芯線の接合性能を向上させることができる超音波接合方法を実現する。
【解決手段】複数の電線の絶縁被覆を除去した芯線1を加圧方向に複数段、加圧方向に直交する方向に複数列配置して、加圧しながら超音波加振により超音波接合する電線の超音波接合方法において、少なくとも加圧方向に直交する方向に配置した芯線1の列間に金属粉末11を介在させて超音波接合を行うことにより、芯線1の列間の接合性能を向上できる。
【選択図】図1
【解決手段】複数の電線の絶縁被覆を除去した芯線1を加圧方向に複数段、加圧方向に直交する方向に複数列配置して、加圧しながら超音波加振により超音波接合する電線の超音波接合方法において、少なくとも加圧方向に直交する方向に配置した芯線1の列間に金属粉末11を介在させて超音波接合を行うことにより、芯線1の列間の接合性能を向上できる。
【選択図】図1
Description
本発明は、電線の超音波接合方法に係り、特に、複数の芯線を複数段、複数列に配置して超音波接合する技術に関する。
例えば、特許文献1には、複数の電線の絶縁被覆を除去した芯線を矩形状に複数段、複数列に配置した芯線の束を超音波接合する際、芯線の束を対向する辺部から加圧し、その加圧方向と超音波の照射方向を対向させて芯線同士を超音波接合することが開示されている。この場合、加圧方向と超音波の照射方向に配置された芯線相互間の接合性能は高いが、加圧方向と超音波の照射方向に直交する方向に配置された芯線相互間は、加圧力が小さく、かつ超音波が伝播されにくいから、接合性能が低いという問題がある。そこで、特許文献1は、加圧方向と超音波の照射方向を90°回転させて2度超音波接合を行うことが提案されている。
一方、特許文献2には、2本の芯線を加圧しながら、芯線の軸方向に超音波振動を付与して芯線同士を超音波接合することが開示されている。その際に、酸化被膜などの汚染皮膜を除去するために、芯線相互間に金属粉末を介在させて超音波振動を付与し、金属粉末により汚染皮膜を破壊させて超音波接合することが提案されている。
しかしながら、特許文献1の方法によれば、超音波接合の工程が2回になり、超音波接合の作業効率が低下する。また、複数段、複数列に配置した芯線の束の断面が正方形であれば、同一の超音波接合装置により実施できるが、正方形でない場合は、超音波接合装置を段取り替えしなければならないから、超音波接合の作業効率が更に低下する。さらに、超音波の伝播は、ホーンから離れるにつれて減衰するから、ホーンから遠い芯線相互間の接合性能が低下する。
一方、特許文献2には、複数の芯線を矩形状に複数段、複数列に配置して超音波接合することにともなう問題については配慮されていない。
本発明が解決しようとする課題は、複数の芯線を矩形状に複数段、複数列に配置して超音波接合するにあたり、芯線の列間の接合性能を向上させ、かつ、1回の工程で超音波接合できるとともに、ホーンから離れた段間の芯線の接合性能を向上させることができる超音波接合方法を実現することある。
上記の課題を解決するため、本発明は、複数の電線の絶縁被覆を除去した芯線を加圧方向に複数段、加圧方向に直交する方向に複数列配置して、加圧しながら超音波加振により超音波接合する電線の超音波接合方法において、少なくとも加圧方向に直交する方向に配置した芯線の列間に金属粉末を介在させて超音波接合を行うことを特徴とする。
これによれば、少なくとも加圧方向に直交する方向に配置した芯線の列間に金属粉末を介在させたことから、芯線の列間の隙間が金属粉末により埋まり、列間における芯線の界面の音響インピーダンスを下げることができる。そのため、超音波の減衰を低減でき、列間の芯線相互間の超音波の伝播が改善されるから、芯線の弾性変形、塑性変形、摩擦熱による温度上昇が促進され、芯線の列間の接合性能を向上できる。これにより、芯線の束を回転することなく、1回の工程で段間及び列間の芯線を超音波接合できる。
一方、芯線の段間は、列間に比べて密着性が高いが、多数段に芯線を配置して超音波接合する場合、ホーンから遠くなるにしたがい超音波が減衰する。そのため、列間に加えて段間に金属粉末を介在させ、段間の芯線の界面の音響インピーダンスを下げることにより、ホーンから離れた芯線の段間の接合性能を向上できる。
この場合において、芯線と金属粉末の標準電位の差が大きいと電気腐食が生じるおそれがあるから、電気腐食が生じないように、芯線との標準電位差が小さい材料の金属粉末を使用することができ、例えば、芯線と同じ材料の金属粉末を用いることができる。
本発明によれば、複数の芯線を矩形状に複数段、複数列に配置して超音波接合するにあたり、芯線の列間の接合性能を向上でき、かつ、1回の工程で超音波接合できるとともに、ホーンから離れた段間の芯線の接合性能を向上できる超音波接合方法を実現できる。
(実施形態)
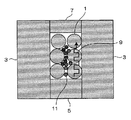
以下、本発明を実施の形態に基づいて説明する。図1に示すとおり、本実施形態の電線の超音波接合方法は、複数の電線の絶縁被覆を除去した芯線1を、断面矩形状に複数段、複数列(図示例では、3段2列)に配置し、この芯線1の束を公知の超音波接合装置に配置して超音波接合するようになっている。
以下、本発明を実施の形態に基づいて説明する。図1に示すとおり、本実施形態の電線の超音波接合方法は、複数の電線の絶縁被覆を除去した芯線1を、断面矩形状に複数段、複数列(図示例では、3段2列)に配置し、この芯線1の束を公知の超音波接合装置に配置して超音波接合するようになっている。
超音波接合装置は、対向して固定配置される一対の押え部材3と、押え部材3の間に固定配置されたホーン5と、ホーン5に対向して配置され、一対の押え部材3の間をホーン5に向かって摺動可能に設けられたアンビル7を備えている。ホーン5は、アンビル7に向けて超音波を照射可能に形成されている。アンビル7は、図示していない駆動装置に接続され、一対の押え部材3の間をホーン5に向かって進行し、又は、ホーン5から後退可能に形成されている。
次に、本実施形態の特徴の電線の超音波接合方法を説明する。まず、アンビル7をホーン5から離れる方向に後退させて芯線1の束を押え部材3の間に設置する。この際、芯線1の束は、アンビル7の摺動方向(加圧方向)に複数段、アンビル7の摺動方向(加圧方向)に直交する方向に複数列になるように設置される。次に、芯線1の束の隙間に金属粉末11が介在するように、例えば、芯線1の先端側から金属粉末11を芯線1の隙間に混ぜ入れる。そして、アンビル7をホーン5に向けて進行させ、ホーン5とアンビル7で芯線1の束を挟み込み加圧するとともに、ホーン5から矢印9に示すように超音波を照射する。また、摺動方向に直交する芯線1の動きは、一対の押え部材3により規制される。この際、加圧力により各芯線1と金属粉末11との接触面積が大きくなる。すなわち、芯線1同士の接触面積を大きくすることにより、芯線1の界面における音響インピーダンスを下げて、芯線1の界面における超音波の反射等の超音波の減衰を抑制する。これにより、列間における芯線1相互間を超音波が伝播しやすくなり、芯線1の弾性変形、塑性変形、摩擦熱による温度上昇が促進され、芯線1の列間の接合性能が向上する。
本実施形態によれば、芯線1相互間の接合性能が向上するので、加圧方向及び超音波の照射方向を変える芯線の束を回転する工程は不要であり、1回の工程で段間及び列間の芯線1を超音波接合できるから、超音波接合の作業効率を向上できる。
一方、芯線1を多数段、例えば、3段以上に配置する場合、超音波の減衰によりホーン5から遠い位置(アンビル7側)の芯線1に超音波が伝播しにくいから、接合性能が低くなる。しかし、芯線1の束の隙間が金属粉末11により埋まるから、段間の芯線1の界面の音響インピーダンスも下げることができる。これにより、段間の芯線1の界面における超音波の減衰を低減できるから、ホーン5から遠い位置における段間の芯線1の接合性能が向上する。
なお、芯線1に金属粉末11を介在させる方法は、本実施形態に限定されない。例えば、超音波接合装置に設置された芯線1の束の先端側から金属粉末11を吹き付けて、芯線1の列間及び段間の隙間に金属粉末11を介在させることができる。
また、芯線1の束を超音波接合装置に設置する前に、芯線1の束に金属粉末11を吹き付ける、又は、金属粉末11の溜まりに芯線1の束を浸ける等により、芯線1の表面に金属粉末11を付着させて、芯線1の列間及び段間の隙間に金属粉末11を介在させることができる。
なお、芯線1と金属粉末11の標準電位の差が大きいと、電気腐食が生じるおそれがあるから、芯線1と金属粉末11の標準電位を近づけることが好ましく、例えば、芯線1と金属粉末11を同じ金属にする、又は、電気腐食が生じない軟らかい金属にすることが好ましい。
1 芯線
3 押え部材
5 ホーン
7 アンビル
11 金属粉末
3 押え部材
5 ホーン
7 アンビル
11 金属粉末
Claims (2)
- 複数の電線の絶縁被覆を除去した芯線を加圧方向に複数段、前記加圧方向に直交する方向に複数列配置して、加圧しながら超音波加振により超音波接合する電線の超音波接合方法において、
少なくとも前記加圧方向に直交する方向に配置した前記芯線の列間に金属粉末を介在させて前記超音波接合を行うことを特徴とする電線の超音波接合方法。 - 請求項1に記載の電線の超音波接合方法において、
前記金属粉末は、前記芯線と同種の材料で形成されることを特徴とする電線の超音波接合方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010250832A JP2012105421A (ja) | 2010-11-09 | 2010-11-09 | 電線の超音波接合方法 |
| PCT/JP2011/076343 WO2012063961A1 (en) | 2010-11-09 | 2011-11-09 | Ultrasonic bonding method for electric wires |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010250832A JP2012105421A (ja) | 2010-11-09 | 2010-11-09 | 電線の超音波接合方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012105421A true JP2012105421A (ja) | 2012-05-31 |
Family
ID=45094755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010250832A Pending JP2012105421A (ja) | 2010-11-09 | 2010-11-09 | 電線の超音波接合方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012105421A (ja) |
| WO (1) | WO2012063961A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017124693B3 (de) * | 2017-10-23 | 2018-11-29 | Lisa Dräxlmaier GmbH | Verfahren zum stoffschlüssigen Fügen einer elektrischen Leitung an ein elektrisches Kontaktteil |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08138822A (ja) * | 1994-11-14 | 1996-05-31 | Sumitomo Wiring Syst Ltd | 超音波接合方法 |
| JP2004050204A (ja) * | 2002-07-17 | 2004-02-19 | Furukawa Electric Co Ltd:The | 超音波溶接方法および超音波溶接に適したケーブル |
| EP1771274B1 (de) * | 2004-07-23 | 2009-03-18 | SCHUNK Ultraschalltechnik GmbH | Verfahren zur herstellung einer schweissverbindung zwischen elektrischen litzen mit einem träger |
| DE102008058047B4 (de) * | 2008-11-18 | 2013-11-07 | Auto-Kabel Management Gmbh | Verbindung von elektrischen Leitungen mittels Ultraschallschweißen |
| ES2483966T3 (es) | 2009-04-20 | 2014-08-08 | Pilz Gmbh & Co. Kg | Método y dispositivo para programar un controlador industrial de una instalación automatizada |
-
2010
- 2010-11-09 JP JP2010250832A patent/JP2012105421A/ja active Pending
-
2011
- 2011-11-09 WO PCT/JP2011/076343 patent/WO2012063961A1/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012063961A1 (en) | 2012-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103299493B (zh) | 线材与绞线的连接方法和电动机或发电机的定子 | |
| JP2012124078A5 (ja) | ||
| JP5400676B2 (ja) | 超音波溶接方法 | |
| JP6116985B2 (ja) | 電線の接続構造,接続方法 | |
| JP5227227B2 (ja) | 超音波接合方法及びその装置 | |
| CN110011153B (zh) | 电线的导体的超声波接合方法、接合装置及电线 | |
| JP2020047423A (ja) | 電線の接合方法及び接合電線 | |
| CN103190035B (zh) | 电线保持结构和电线保持方法 | |
| TWI527255B (zh) | 電極接合裝置及電極接合方法 | |
| JP6220559B2 (ja) | 電線の接続方法,接続装置 | |
| CN109108455A (zh) | 超声波接合方法、超声波接合夹具和接合结构 | |
| JP6989560B2 (ja) | 端子付き電線の製造方法および電線の制振方法 | |
| JP5191923B2 (ja) | 電線の接続方法 | |
| JP5303259B2 (ja) | 電線の接続方法 | |
| JP6642888B2 (ja) | 電線配列治具、及び、超音波接合装置 | |
| JP2012105421A (ja) | 電線の超音波接合方法 | |
| EP3790129A1 (en) | Ultrasonic processing device and ultrasonic processing method | |
| JP5581413B2 (ja) | 電線の接続方法 | |
| JP6673634B2 (ja) | 超音波接合方法 | |
| JP2024004903A (ja) | 端子付き電線の接合方法 | |
| JP2015228298A (ja) | 平角線の接合方法 | |
| JP2009021176A (ja) | 電線の超音波接合方法 | |
| JP2013242991A (ja) | 電線の接合構造 | |
| JP6473875B2 (ja) | コイル状部材の製造方法及びコイル状部材の製造装置 | |
| JP2015100815A (ja) | 電線の端末接合装置及び電線の端末接合方法 |