JP2012106272A - プレス成形品の搬出方法及び装置 - Google Patents
プレス成形品の搬出方法及び装置 Download PDFInfo
- Publication number
- JP2012106272A JP2012106272A JP2010258241A JP2010258241A JP2012106272A JP 2012106272 A JP2012106272 A JP 2012106272A JP 2010258241 A JP2010258241 A JP 2010258241A JP 2010258241 A JP2010258241 A JP 2010258241A JP 2012106272 A JP2012106272 A JP 2012106272A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- lifting device
- molded
- press
- types
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Landscapes
- Press Drives And Press Lines (AREA)
Abstract
【課題】トランスファプレスから同時に搬出された複数種類の成形品を作業員が次工程に運搬するとき、運搬作業を容易かつ安全にする簡単かつ低コストな搬出手段を実現する。
【解決手段】トランスファプレスで、ブランク材をプレス成形し、かつ搬送方向aと直角な切断線cで切断して、成形品WR、WLを製造する。成形品重ね装置Dでは、第1の空気圧シリンダ20及び第2の空気圧シリンダ26を搬送方向aに並べて配置している。昇降台24、30を、フィンガー群14又はフィンガー群42との間で成形品WR、WLの授受を行なう引渡し高さh1と、引渡し高さh1の下方に位置した待機高さh2との間で昇降動作をさせ、少なくとも一方の昇降台24、30に同一形状の成形品WR又はWLを複数個重ねるようにすると共に、同時に同一形状の成形品のみを複数重ねて成形品重ね装置Dからシュート16に搬出させる。
【選択図】図1
【解決手段】トランスファプレスで、ブランク材をプレス成形し、かつ搬送方向aと直角な切断線cで切断して、成形品WR、WLを製造する。成形品重ね装置Dでは、第1の空気圧シリンダ20及び第2の空気圧シリンダ26を搬送方向aに並べて配置している。昇降台24、30を、フィンガー群14又はフィンガー群42との間で成形品WR、WLの授受を行なう引渡し高さh1と、引渡し高さh1の下方に位置した待機高さh2との間で昇降動作をさせ、少なくとも一方の昇降台24、30に同一形状の成形品WR又はWLを複数個重ねるようにすると共に、同時に同一形状の成形品のみを複数重ねて成形品重ね装置Dからシュート16に搬出させる。
【選択図】図1
Description
本発明は、トランスファプレスで1枚のブランク材から同時に2種の成形品がプレス加工され、次工程で切り離された2種の成形品がトランスファプレスから搬出されたとき、搬出された成形品を取り扱う作業員の安全を考慮した搬出方法及び搬出装置に関する。
自動車等の車体パネルを製造する工程は、まず、帯状鋼板をブランクプレス装置で打抜き加工し、所望形状をした平坦な板状の車体用ブランク材を得る。次に、この車体用ブランク材にプレス装置で所定の絞り加工、トリム加工及び曲げ加工等を施し、3次元の立体形状をした車体パネルを得る。車体用ブランク材から3次元の立体形状に仕上げる工程は、複雑な3次元形状のプレス加工を可能するトランスファプレスによって行なわれている。トランスファプレスは、複数のプレス装置が直列に設けられ、フィードバー等の送り装置によってプレス装置間にブランク材を搬送し、各プレス装置で順々にプレス加工を行なう。
フィードバーは、ブランク材を担持するフィンガーを備えている。フィンガーはバキューム搬送方式のものもあるが、重量軽減のために多数の孔が穿設された車体パネルは、バキューム搬送方式のフィンガーでは吸引できない。そのため、かかる車体パネルのプレス加工では、バキューム搬送方式ではなく、担持式のフィンガーを用いる。
車体パネルの中には、後部タイヤの周囲を形成するクォータパネルあるいはドアパネルのように、左右対称の3次元形状をもつものがあり、これらは、1枚のブランク材から同時にプレス成形され、プレス成形の最後の工程で切り離されて製造される。以下、トランスファプレスを用いてクォータインナパネルをプレス加工する手順を図6及び図7で説明する。
図6は、1台のトランスファプレス100で行なわれる成形工程及び切断工程を示す平面図である。図において、各工程に設けられた複数のプレス装置の間に、一対のフィードバー102、102が平行に設けられている。クォータインナパネル製造用のブランク材であるワークWは、フィードバー102、102に結合された複数のフィンガー104に担持されている。ワークWはフィードバー102、102によって矢印a方向に搬送され、各プレス装置の前で停止し、停止中にプレス加工が行なわれる。ワークWは、プレス加工工程中重量軽減用に多数の孔が穿設される。そのため、フィンガー104がバキューム搬送方式を採用できないとき、担持式のものを用いている。
まず、絞り工程Aで、ワークWは3次元形状にプレス加工される。絞り工程Aでは、ワークWのばりbは残されたままになっている。次のトリミング・ピアス工程Bでは、ばりbが切除されると共に、重量軽減のために、孔開けが行なわれる。次の切断工程Cでは、孔開け及びフランジ部の曲げ加工と、切断加工とが行なわれ、搬送方向aと直交する切断線cにより、左側クォータインナパネルWLと右側クォータインナパネルWRとに切断される。
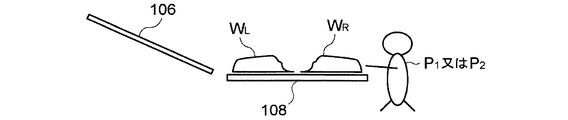
切断工程C後の左右クォータインナパネルWL及びWRは、フィンガー104から離れ、図7に示すシュート106に落ち、シュート106上を滑り降りて、パレット積込場に設けられた搬出台108に到達する。搬出台108上で、左右クォータインナパネルWL及びWRは、作業員P1及びP2によってパレットへ積み込まれる。フィードバー102、102は、一体のフィードバーが各工程間に架設され、図4に示すような動作を行なう。
特許文献1には、トランスファプレスによって成形されたパネル状の成形品を仕分けして各積込み部に振り分ける振り分け装置が開示されている。この振り分け装置は、トランスファプレスから搬出された成形品を受け入れるコンベアと、このコンベアの左右方向に成形品を振り分けて押し出す払出しフィンガーとからなる。該払出しフィンガーは、成形品に当接する押圧板と、該押圧板をストローク移動可能に支持する保持部材と、該押圧板をストローク前端へ付勢するばねとを備えている。
図6及び図7に示す搬出部では、トランスファプレスから搬出された左右クォータインナパネルWL、WRは、搬出台108上で搬送方向aに沿って並べられる。即ち、搬出台108上で、左側クォータインナパネルWLが搬送方向上流側に位置し、右側クォータインナパネルWRが搬送方向下流側に位置する。しかも、左右クォータインナパネルWL、WRは同時に搬出台108上に搬出されるため、夫々のクォータインナパネルを作業員P1及びP2が持ち上げ、運ぼうとすると、同時作業となり、作業員同士が交叉するおそれがあり、安全面で問題があった。
また、クォータインナパネルのエッジは刃物並みに鋭くなっている。そのため、2枚の左右クォータインナパネルWL、WRが、同時に搬出台108上に搬出され、作業員から見て手前のクォータインナパネルWRを掴もうとしたとき、奥側のクォータインナパネルWLで手や腕を負傷するおそれがある。
特許文献1に開示された振り分け装置を設ければ、かかる問題を解消できるが、大きな設置スペースと高コストな設備費を要する。
なお、図6及び図7において、切断工程Cで、左右クォータインナパネルWL、WRを仮に搬送方向aと平行な方向の切断線cで切断するようにすれば、搬出台108上に図6に示す姿勢と90°位相をずらせた姿勢で搬出できるので、作業員P1及びP2によりシュート108の左右からの取り出しが容易になり、作業員同士がぶつかることもなくなる。しかし、搬送方向aと平行な方向の切断線cで切断すると、左右クォータインナパネルWL及びWRの片側をフィンガー104で担持できなくなる。そのため、この方法は採用できない。
なお、図6及び図7において、切断工程Cで、左右クォータインナパネルWL、WRを仮に搬送方向aと平行な方向の切断線cで切断するようにすれば、搬出台108上に図6に示す姿勢と90°位相をずらせた姿勢で搬出できるので、作業員P1及びP2によりシュート108の左右からの取り出しが容易になり、作業員同士がぶつかることもなくなる。しかし、搬送方向aと平行な方向の切断線cで切断すると、左右クォータインナパネルWL及びWRの片側をフィンガー104で担持できなくなる。そのため、この方法は採用できない。
本発明は、かかる従来技術の課題に鑑み、トランスファプレスから同時に複数種類の成形品が搬出台に搬出され、搬出された成形品を作業員がパレット積込場等へ運搬するとき、作業を容易かつ安全に行なうことができる簡単かつ低コストな搬出手段を実現することを目的とする。
かかる目的を達成するため、本発明のプレス成形品の搬出方法は、ブランク材をフィードバーに装着されたフィンガーで担持し、複数のプレス装置間を搬送しながらプレス加工するトランスファプレスを用い、形状の異なる2種の成形品を1枚のブランク材で同時にプレス成形する成形工程と、2種の成形品を切り離す切断工程とを経て分離形成された2種の成形品をトランスファプレスから搬出する方法において、前記切断工程の後で、2種の成形品を第1のフィードバーに装着された第1のフィンガー群から引渡し高さにある第1の昇降装置及び第2の昇降装置に夫々引き渡す第1工程と、第1の昇降装置又は第2の昇降装置の一方を引渡し高さから待機高さに下降させると共に、他方の昇降装置に引き渡された成形品を第2のフィンガーに装着された第2のフィンガー群ですくい取り、トランスファプレスから搬出させる第2工程と、待機高さにある昇降装置を引渡し高さに上昇させ、後続の2種の成形品を夫々第1の昇降装置及び第2の昇降装置に引き渡し、昇降装置の少なくとも一方に同一形状の成形品を複数個重ねる第3工程と、一方の昇降装置を待機高さに下降させ、他方の昇降装置から第2のフィンガー群で複数個重ねた成形品をすくい取り、トランスファプレスから搬出する第4工程と、からなり、以降第3工程及び第4工程を繰り返し行ない、同時に同一形状の成形品のみを複数個重ねてトランスファプレスから搬出させるようにしたものである。
本発明方法では、成形品の最初の1個以外は、複数の同一形状の成形品が重ねてトランスファプレスから搬出されると共に、同時に1種の成形品のみが搬出されるようになる。そのため、作業員同士が交叉することがなくなり、運び出し等の作業を容易かつ安全に行なうことができる。
また、既設のトランスファプレスの切断工程の下流側に、第1の昇降装置及び第2の昇降装置を設けたスペースを確保するだけでよいので、設置スペースもさほど増大せず、かつ低コストで済む。
また、既設のトランスファプレスの切断工程の下流側に、第1の昇降装置及び第2の昇降装置を設けたスペースを確保するだけでよいので、設置スペースもさほど増大せず、かつ低コストで済む。
本発明方法において、第3工程及び第4工程で、第1の昇降装置及び第2の昇降装置による成形品の引渡し動作を交互に行わせ、同一形状の成形品を2枚重ねの状態で2種の成形品を交互にトランスファプレスから搬出させるようにするとよい。
このように、第1の昇降装置及び第2の昇降装置を交互に作動させ、2種の成形品を夫々2枚重ねで交互にトランスファプレスから搬出させるようにすれば、これら昇降装置の制御が容易になり、制御系統も簡素化できる。また、従来の搬出方法と比べて、搬出速度が低下せず、かつ2枚重ねであるので、重量もそれほど増加せず、持ち運びも容易である。
このように、第1の昇降装置及び第2の昇降装置を交互に作動させ、2種の成形品を夫々2枚重ねで交互にトランスファプレスから搬出させるようにすれば、これら昇降装置の制御が容易になり、制御系統も簡素化できる。また、従来の搬出方法と比べて、搬出速度が低下せず、かつ2枚重ねであるので、重量もそれほど増加せず、持ち運びも容易である。
クォータインナパネルのように、2種の成形品がフィードバーの搬送方向と交差する直線を中心に対称な3次元形状に成形され、かつ切断工程で前記直線を切断線として切断される成形品は、特に本発明方法を適用して好適である。即ち、2種の成形品を同時に成形できるので、プレス加工の手間が半減すると共に、トランスファプレスから搬出後の成形品の取り扱いが安全かつ容易になる。
前記本発明方法の実施に直接使用可能な本発明のプレス成形品の搬出装置は、形状の異なる2種の成形品を1枚のブランク材で同時にプレス加工する複数のプレス装置と、該複数のプレス装置で成形された2種の成形品を切り離す切断装置と、ブランク材をフィンガーで担持し、該プレス装置と切断装置との間を搬送するフィードバーとを備えたトランスファプレスに設けられ、該トランスファプレスから2種の成形品を搬出する装置において、前記切断装置の搬送方向下流側に該搬送方向に沿って並設され、昇降可能な昇降台を夫々備えた第1の昇降装置及び第2の昇降装置からなる成形品重ね装置と、切断装置と成形品重ね装置との間に架設され、2種の成形品を同時に切断装置から成形品重ね装置に搬送し、引渡し高さにある昇降台に成形品を引き渡す第1のフィンガー群が装着された第1のフィードバーと、成形品重ね装置と成形品搬出部との間に架設され、成形品を成形品重ね装置から成形品搬出部に搬送し、引渡し高さにある昇降台から成形品をすくい取る第2のフィンガー群が装着された第2のフィードバーと、を備え、第1の昇降装置及び第2の昇降装置の昇降台を、第1のフィンガー群又は第1のフィンガー群との間で成形品の授受を行なう引渡し高さと、該引渡し高さの下方に位置し成形品の授受を行なわない待機高さとの間で昇降動作をさせ、昇降装置の少なくとも一方の昇降台に同一形状の成形品を複数個重ねるようにすると共に、同時に同一形状の成形品のみを複数重ねて成形品重ね装置から成形品搬出部に搬出させるように構成したものである。
本発明装置において、第1の昇降装置又は第2の昇降装置の昇降動作により、昇降装置の少なくとも一方の昇降台に同一形状の成形品を複数個重ねるようにすると共に、同時に同一形状の成形品のみを複数重ねて成形品重ね装置から成形品搬出部に搬出させるようにしたので、2種の成形品が同時にトランスファプレスから搬出されることがなくなる。そのため、搬出後の成形品を取り扱う作業員同士が作業中に交叉するおそれもなくなり、作業が安全かつ容易になる。
また、既設のトランスファプレスに対し、切断工程の下流側で、第1の昇降装置及び第2の昇降装置を設けるスペースを確保するだけで済むので、設置スペースもさほど増大せず、かつ低コストで済む。
また、既設のトランスファプレスに対し、切断工程の下流側で、第1の昇降装置及び第2の昇降装置を設けるスペースを確保するだけで済むので、設置スペースもさほど増大せず、かつ低コストで済む。
本発明装置において、第1の昇降装置又は第2の昇降装置による成形品の引き渡し動作を交互に行わせ、同一形状の成形品を夫々2枚重ねで2種の成形品を交互に成形品重ね装置から成形品搬出部に搬出させるように構成するとよい。これによって、第1の昇降装置及び第2の昇降装置の制御が容易になり、制御系統も簡素化できる。また、従来の搬出方法と比べて、搬出速度が低下せず、かつ2枚重ねであるので、重量もそれほど増加せず、作業員が容易に持ち運びできる。
本発明装置において、第1の昇降装置又は第2の昇降装置の引渡し動作を検出するスイッチ装置を設け、該スイッチ装置の検出信号に基づいて他方の昇降装置の引渡し動作を開始させるように構成するとよい。これによって、第1の昇降装置又は第2の昇降装置による夫々の引渡し動作を錯綜することなく、同時に一方のみの引渡し動作が確実に行なわれるようになり、2種の成形品の同時搬出を確実に防止できる。
本発明方法によれば、ブランク材をフィードバーに装着されたフィンガーで担持し、複数のプレス装置間を搬送しながらプレス加工するトランスファプレスを用い、形状の異なる2種の成形品を1枚のブランク材で同時にプレス成形する成形工程と、2種の成形品を切り離す切断工程とを経て分離形成された2種の成形品をトランスファプレスから搬出する方法において、前記切断工程の後で、2種の成形品を第1のフィードバーに装着された第1のフィンガー群から引渡し高さにある第1の昇降装置及び第2の昇降装置に夫々引き渡す第1工程と、第1の昇降装置又は第2の昇降装置の一方を引渡し高さから待機高さに下降させると共に、他方の昇降装置に引き渡された成形品を第2のフィンガーに装着された第2のフィンガー群ですくい取り、トランスファプレスから搬出させる第2工程と、待機高さにある昇降装置を引渡し高さに上昇させ、後続の2種の成形品を夫々第1の昇降装置及び第2の昇降装置に引き渡し、昇降装置の少なくとも一方に同一形状の成形品を複数個重ねる第3工程と、一方の昇降装置を待機高さに下降させ、他方の昇降装置から第2のフィンガー群で複数個重ねた成形品をすくい取り、トランスファプレスから搬出する第4工程と、からなり、以降第3工程及び第4工程を繰り返し行ない、同時に同一形状の成形品のみを複数個重ねてトランスファプレスから搬出させるようにしたので、トランスファプレスから同時に1種の成形品のみが搬出されるようになる。そのため、搬出された成形品を取り扱う作業員同士で作業が交叉することがなくなり、作業が安全かつ容易になる。
また、既設のトランスファプレスの切断工程の下流側で、第1の昇降装置及び第2の昇降装置を設けたスペースを確保するだけで済むので、既設設備を改造する場合でも、設置スペースもさほど増大せず、かつ低コストで済む。
また、本発明装置によれば、形状の異なる2種の成形品を1枚のブランク材で同時にプレス加工する複数のプレス装置と、該複数のプレス装置で成形された2種の成形品を切り離す切断装置と、ブランク材をフィンガーで担持し、該プレス装置と切断装置との間を搬送するフィードバーとを備えたトランスファプレスに設けられ、該トランスファプレスから2種の成形品を搬出する装置において、前記切断装置の搬送方向下流側に該搬送方向に沿って並設され、昇降可能な昇降台を夫々備えた第1の昇降装置及び第2の昇降装置からなる成形品重ね装置と、切断装置と成形品重ね装置との間に架設され、2種の成形品を同時に切断装置から成形品重ね装置に搬送し、引渡し高さにある昇降台に成形品を引き渡す第1のフィンガー群が装着された第1のフィードバーと、成形品重ね装置と成形品搬出部との間に架設され、成形品を成形品重ね装置から成形品搬出部に搬送し、引渡し高さにある昇降台から成形品をすくい取る第2のフィンガー群が装着された第2のフィードバーと、を備え、第1の昇降装置及び第2の昇降装置の昇降台を、第1のフィンガー群又は第1のフィンガー群との間で成形品の授受を行なう引渡し高さと、該引渡し高さの下方に位置し成形品の授受を行なわない待機高さとの間で昇降動作をさせ、昇降装置の少なくとも一方の昇降台に同一形状の成形品を複数個重ねるようにすると共に、同時に同一形状の成形品のみを複数重ねて成形品重ね装置から成形品搬出部に搬出させるように構成したので、第1の昇降装置又は第2の昇降装置による2種の成形品の一方の重ね同時搬送を適宜選択して行なうことにより、2種の成形品が同時に搬出されることがなく、前記本発明方法と同様の作用効果を得ることができる。
以下、本発明を図に示した実施形態を用いて詳細に説明する。但し、この実施形態に記載されている構成部品の寸法、材質、形状、その相対配置などは特に特定的な記載がない限り、この発明の範囲をそれのみに限定する趣旨ではない。
本発明方法及び装置の一実施形態を図1〜図4に基づいて説明する。本実施形態は、トランスファプレスを用いてクォータインナパネルをプレス成形する場合に適用されたものである。本実施形態に係るトランスファプレスでも、図6に示す絞り工程A、トリミング・ピアス工程B及び切断工程Cと同様の工程を行ない、各工程間でフィンガー群を備えたフィードバーによって搬送される。そして、切断工程Cの後で、該フィードバーにより矢印aで示す搬送方向下流側に搬送され、図1に示す成形品重ね装置Dに到達する。成形品重ね装置Dで成形品重ね工程が行なわれる。
図1により成形品重ね装置Dの構成を説明する前に、フィンガー及びフィードバーの構成及び動作を図3及び図4の模式図により説明する。
図3において、フィンガー14は、水平方向に配置された腕部14aと、該腕部14aの先端に取り付けられた担持部14bとから構成されている。腕部14aの他端は四角断面を有するフィードバー12に結合され、フィンガー14はフィードバー12の動きと共に移動する。担持部14bはワークWの端を担持しワークWを搬送可能な形状を有している。
図3において、フィンガー14は、水平方向に配置された腕部14aと、該腕部14aの先端に取り付けられた担持部14bとから構成されている。腕部14aの他端は四角断面を有するフィードバー12に結合され、フィンガー14はフィードバー12の動きと共に移動する。担持部14bはワークWの端を担持しワークWを搬送可能な形状を有している。
図4に示すように、フィンガー14は、フィードバー12の動きに合わせて、トランスファプレスに設けられた各プレス装置の間を移動する。図4は、一例として絞り工程Aとトリミング・ピアス工程B間の動きを示しているが、他の工程間でも、別なフィードバーが設けられ、略同様の動きを行なう。絞り工程Aで、プレス加工された後のワークWは、図示省略の下金型に載せられた状態にある。この状態で、フィードバー12は、矢印d方向に移動してワークWに近づき、ワークWを担持する。次に、矢印e方向に上昇して、ワークWを上昇させる。
次に、フィンガー14は、矢印f方向(図1及び図5の矢印a方向と同一方向)に移動してワークWをトリミング・ピアス工程Bを行なうプレス装置まで搬送し、トリミング・ピアス工程Bの下金型に載せる。その後、フィンガー14は、矢印g方向に下降して、ワークWから離れ、次に、矢印h方向に後退した後、矢印i方向に移動して、絞り工程Aに戻る。次のトリミング・ピアス工程Bと切断工程C間では別なフィードバー12とフィンガー14とが略同様な動作を行なう。即ち、別なフィンガーがワークWを受け取り、トリミング・ピアス工程Bから切断工程Cに搬送する。このようなフィードバー12の動きは従来公知である。
次に、図1により、成形品重ね装置Dの構成を説明する。図1において、成形品重ね装置Dでは、ワークWの搬送方向aに沿って、左側クォータインナパネルWLが停止する位置に、左側クォータインナパネルWLを昇降させる第1の空気圧シリンダ20が設けられ、右側クォータインナパネルWRが停止する位置に、右側クォータインナパネルWRを昇降させる第2の空気圧シリンダ26とが設けられている。左側クォータインナパネルWLが停止する位置は、右側クォータインナパネルWRが停止する位置の搬送方向上流側に位置し、両者は互いに隣接した位置関係となっている。
これら空気圧シリンダは、夫々基台22又は28に固定されている。第1の空気圧シリンダ20のピストン20aには昇降台24が取り付けられ、第2の空気圧シリンダ26のピストン26aには昇降台30が取り付けられている。
図2に示すように、成形品重ね装置Dの搬送方向下流側には、シュート16及び搬出台18が設けられている。これらの装置は図7に示すものと同一構成を有している。また、成形品重ね装置Dとシュート16との間に、フィンガー群42が装着された別なフィードバー40(図5参照)が設けられ、このフィードバー40で成形品を成形品重ね装置Dからシュート16に搬送する。
図2に示すように、成形品重ね装置Dの搬送方向下流側には、シュート16及び搬出台18が設けられている。これらの装置は図7に示すものと同一構成を有している。また、成形品重ね装置Dとシュート16との間に、フィンガー群42が装着された別なフィードバー40(図5参照)が設けられ、このフィードバー40で成形品を成形品重ね装置Dからシュート16に搬送する。
また、図1に示すように、トランスファプレス全体の運転を制御するコントローラ32が設けられている。コントローラ32は、第1の空気圧シリンダ20又は第2の空気圧シリンダ26に加圧空気を給排する図示省略のバルブ装置を制御してピストン20a又は26aの動作を制御する。また、コントローラ32はフィードバー12、40及びその他フィードバーの駆動装置34を制御して、これらフィードバーの動きを制御する。
かかる構成において、成形品重ね装置Dにおける各装置の動作手順を図5により説明する。まず、図5(a)に示すように、切断工程Cに設けられた図示省略の切断装置から、左右クォータインナパネルWL、WRが矢印a方向に搬送されて成形品重ね装置Dに到達する。左右クォータインナパネルWL、WRは、フィードバー12に装着されたフィンガー群14に担持されて搬送される。このとき、昇降台24及び30は、フィンガー14による搬送高さのすぐ下方に位置する引渡し高さh1に配置されている。
昇降台24及び30の直上に到達した左右クォータインナパネルWL、WRは、そこで下降し、左右クォータインナパネルWR、WLを夫々昇降台24、30上に引き渡す。引き渡し後のフィンガー14は、図4に示す矢印h方向及び矢印i方向に移動し、切断装置に戻る。
次に、図5(b)において、昇降台24が待機高さh2まで下降する。成形品重ね装置Dとシュート16との間に、フィードバー40が架設されており、このフィードバー40にフィンガー群42が装着されている。フィンガー群42が矢印a方向とは逆方向に移動してシュート16側から成形品重ね装置Dに接近し、引き渡し高さh1に位置した右側クォータインナパネルWRと、待機高さh2まで下降した左側クォータインナパネルWLとの間に進入する。フィンガー群42は、成形品重ね装置Dに進入後上昇し、右側クォータインナパネルWRのみをすくい取り、その後シュート16側に戻り、右側クォータインナパネルWRをシュート16に落下させる。
次に、図5(c)において、待機高さh2にある昇降台24は、引き渡し高さh1に上昇する。その後、切断装置に戻ったフィンガー群14が後続の左右クォータインナパネルWL、WRを担持して、成形品重ね装置Dに搬送してくる。左右クォータインナパネルWL、WRが昇降台24、30の直上に位置した時、フィンガー群14が下降し、左右クォータインナパネルWL、WRを昇降台24、30に引き渡す。これによって、昇降台24上では、左側クォータインナパネルWLが2枚重ねとなる。左右クォータインナパネルWL、WRを昇降台24、30に引き渡したフィンガー群14は、切断装置側に戻る。
次に、図5(d)において、まず、右側クォータインナパネルWRが待機高さh2に下降する。次に、フィンガー群42がシュート16側から接近し、引き渡し高さh1にある昇降台24と待機高さh2にある昇降台30の間に進入する。その後、フィンガー群42は上昇し、昇降台24から2枚重ねの左側クォータインナパネルWLをすくい取り、シュート16に搬送し、シュート16に落下させる。左側クォータインナパネルWLは、シュート16上を滑って、搬出台18に到達する。
次に、図5(e)において、まず、右側クォータインナパネルWRが引き渡し高さh1まで上昇する。その後フィンガー群14が切断装置から後続の左右クォータインナパネルWL、WRを成形品重ね装置Dまで搬送してくる。左右クォータインナパネルWL、WRが成形品重ね装置Dに到達したら、フィンガー群14が下降し、左右クォータインナパネルWL、WRを昇降台24、30に引き渡す。これによって、昇降台30上では、右側クォータインナパネルWRが2枚重ねとなる。引き渡し後のフィンガー群14は切断装置に戻る。
次に、図5(f)において、まず、昇降台24が引き渡し高さh1から待機高さh2に下降する。次に、フィンガー群42がシュート16側から接近し、昇降台24と昇降台30との間から成形品重ね装置Dに進入する。成形品重ね装置Dに進入したフィンガー群42は上昇し、昇降台30から2枚重ねの右側クォータインナパネルWRをすくい取り、シュート16に搬送する。フィンガー群42によりシュート16に搬出された右側クォータインナパネルWRは、シュート16上でフィンガー14から切り離され、シュート16上を滑って、搬出台18に到達する。
次に、昇降台24が引き渡し高さh1まで上昇し、その後、図5(c)〜(f)の動作を繰り返す。
図1に示すように、重ね装置Dで、左側クォータインナパネルWLが停止する位置の上方にリミットスィッチ36が設けられ、かつ右側クォータインナパネルWRが停止する位置の上方には、リミットスィッチ38が設けられている。リミットスィッチ36は、2枚重ねとなった左側クォータインナパネルWLが、シュート16側に移動を開始した直後に接する位置に配置されている。同様に、リミットスィッチ38も2枚重ねとなった右側クォータインナパネルWRがシュート16側に移動を開始した直後に接する位置に配置されている。
コントローラ32は、2枚重ねとなった左側クォータインナパネルWLがリミットスィッチ36に接触した時にリミットスィッチ36が発信する信号を受けて、2枚重ねの左側クォータインナパネルWLがシュート16に搬出されたことを検知する。そして、後続の左右クォータインナパネルWL、WRが重ね装置Dに搬入されるタイミングに合わせて、第2の空気圧シリンダ30を作動させ、下降位置にある右側クォータインナパネルWRを上昇させる。こうして、右側クォータインナパネルWRを後続の右側クォータインナパネルWRと2枚重ねにし、その後、フィードバー12を移動させ、2枚重ねとなった右側クォータインナパネルWRをシュート16側に搬出させる。
本実施形態では、かかる動作によって、最初は1枚の右側クォータインナパネルWRが搬出台18に搬出されるが、その後、2枚重ねの左側クォータインナパネルWL又は右側クォータインナパネルWRが交互に搬出台18に搬出されることになる。2枚重ねで搬出台18に到達した左側クォータインナパネルWL又は右側クォータインナパネルWRは、作業員Pによって順々にパレット積込場に運ばれる。
本実施形態によれば、2枚重ねの左側クォータインナパネルWL又は右側クォータインナパネルWRが交互に搬出台18に搬出され、左側クォータインナパネルWL及び右側クォータインナパネルWRが同時に搬出台18に搬出されないので、作業員Pがそれらを順々にパレット積込場に運び出すことができる。そのため、作業員同士が作業中に交叉せず、安全に運搬作業を行なうことができる。
また、既設のトランスファプレスに対して、切断工程Cを行なう既設のプレス装置の下流側に、第1の空気圧シリンダ20及び第2の空気圧シリンダ26を設けた成形品重ね装置Dを設けるだけでよいので、設置スペースもさほど増大せず、かつ設備費も低コストで済む。
また、第1の空気圧シリンダ20及び第2の空気圧シリンダ26を交互に作動させ、2種の左右クォータインナパネルWL及びWRを夫々2枚重ねで交互にトランスファプレスから搬出させるようにしているので、これら空気圧シリンダの制御が比較的容易であり、そのため、制御系統も簡素化できる。また、従来の1枚毎の搬出方向と比べて、搬出速度が低下せず、かつ2枚重ねであるので、重量もそれほど増加せず、作業員Pが持ち運びするのも容易である。
また、トランスファプレスで、形状が異なる2種の左右クォータインナパネルWR及びWLを同時にプレス加工できるので、プレス加工の手間が半減すると共に、本発明により搬出後の成形品の取り扱いが容易になる利点がある。
さらに、2枚重ねの成形品の搬出開始動作をリミットスィッチ36、38で検出し、この検出信号に基づいて、他種の成形品の引渡し動作を開始させるようにしているので、リミットスィッチを設けただけの簡単かつ低コストの手段で、第1の空気圧シリンダ20又は第2の空気圧シリンダ26による夫々の引渡し動作を錯綜することなく、同時に一方のみの引渡し動作が確実に行なわれるようになり、2種の成形品の同時搬出を確実に防止できる。
さらに、2枚重ねの成形品の搬出開始動作をリミットスィッチ36、38で検出し、この検出信号に基づいて、他種の成形品の引渡し動作を開始させるようにしているので、リミットスィッチを設けただけの簡単かつ低コストの手段で、第1の空気圧シリンダ20又は第2の空気圧シリンダ26による夫々の引渡し動作を錯綜することなく、同時に一方のみの引渡し動作が確実に行なわれるようになり、2種の成形品の同時搬出を確実に防止できる。
本発明によれば、2種の成形品を同時成形するトランスファプレスの搬出部において、2種の成形品の同時搬出をなくして、搬出された成形品を運搬する作業員の安全を確保できる。
12、40、102 フィードバー
14、42、104 フィンガー群
14a 腕部
14b 担持部
16、106 シュート(成形品搬出部)
18、108 搬出台
20 第1の空気圧シリンダ(第1の昇降装置)
20a、26a ピストン
22、28 基台
24、30 昇降台
26 第2の空気圧シリンダ(第2の昇降装置)
32 コントローラ
34 フィードバー駆動装置
36、38 リミットスィッチ
100 トランスファプレス
A 絞り工程
B トリミング・ピアス工程
C 切断工程
D 成形品重ね装置
P、P1、P2 作業員
W ワーク
WL 左側クォータインナパネル(成形品)
WR 右側クォータインナパネル(成形品)
a 搬送方向
c 切断線
h1 引渡し高さ
h2 待機高さ
14、42、104 フィンガー群
14a 腕部
14b 担持部
16、106 シュート(成形品搬出部)
18、108 搬出台
20 第1の空気圧シリンダ(第1の昇降装置)
20a、26a ピストン
22、28 基台
24、30 昇降台
26 第2の空気圧シリンダ(第2の昇降装置)
32 コントローラ
34 フィードバー駆動装置
36、38 リミットスィッチ
100 トランスファプレス
A 絞り工程
B トリミング・ピアス工程
C 切断工程
D 成形品重ね装置
P、P1、P2 作業員
W ワーク
WL 左側クォータインナパネル(成形品)
WR 右側クォータインナパネル(成形品)
a 搬送方向
c 切断線
h1 引渡し高さ
h2 待機高さ
Claims (6)
- ブランク材をフィードバーに装着されたフィンガーで担持し、複数のプレス装置間を搬送しながらプレス加工するトランスファプレスを用い、形状の異なる2種の成形品を1枚のブランク材で同時にプレス成形する成形工程と、2種の成形品を切り離す切断工程とを経て分離形成された2種の成形品をトランスファプレスから搬出する方法において、
前記切断工程の後で、2種の成形品を第1のフィードバーに装着された第1のフィンガー群から引渡し高さにある第1の昇降装置及び第2の昇降装置に夫々引き渡す第1工程と、
第1の昇降装置又は第2の昇降装置の一方を引渡し高さから待機高さに下降させると共に、他方の昇降装置に引き渡された成形品を第2のフィンガーに装着された第2のフィンガー群ですくい取り、トランスファプレスから搬出させる第2工程と、
待機高さにある昇降装置を引渡し高さに上昇させ、後続の2種の成形品を夫々第1の昇降装置及び第2の昇降装置に引き渡し、昇降装置の少なくとも一方に同一形状の成形品を複数個重ねる第3工程と、
一方の昇降装置を待機高さに下降させ、他方の昇降装置から第2のフィンガー群で複数個重ねた成形品をすくい取り、トランスファプレスから搬出する第4工程と、からなり、
以降第3工程及び第4工程を繰り返し行ない、同時に同一形状の成形品のみを複数個重ねてトランスファプレスから搬出させるようにしたことを特徴とするプレス成形品の搬出方法。 - 前記第3工程及び第4工程で、第1の昇降装置及び第2の昇降装置による成形品の引渡し動作を交互に行わせ、同一形状の成形品を2枚重ねの状態で2種の成形品を交互にトランスファプレスから搬出させるようにしたことを特徴とする請求項1に記載のプレス成形品の搬出方法。
- 前記成形工程で2種の成形品がフィードバーの搬送方向と交差する直線を中心に対称な3次元形状に成形され、前記切断工程で前記直線を切断線として切断されることを特徴とする請求項1又は2に記載のプレス成形品の搬出方法。
- 形状の異なる2種の成形品を1枚のブランク材で同時にプレス加工する複数のプレス装置と、該複数のプレス装置で成形された2種の成形品を切り離す切断装置と、ブランク材をフィンガーで担持し、該プレス装置と切断装置との間を搬送するフィードバーとを備えたトランスファプレスに設けられ、該トランスファプレスから2種の成形品を搬出する装置において、
前記切断装置の搬送方向下流側に該搬送方向に沿って並設され、昇降可能な昇降台を夫々備えた第1の昇降装置及び第2の昇降装置からなる成形品重ね装置と、
切断装置と成形品重ね装置との間に架設され、2種の成形品を同時に切断装置から成形品重ね装置に搬送し、引渡し高さにある昇降台に成形品を引き渡す第1のフィンガー群が装着された第1のフィードバーと、
成形品重ね装置と成形品搬出部との間に架設され、成形品を成形品重ね装置から成形品搬出部に搬送し、引渡し高さにある昇降台から成形品をすくい取る第2のフィンガー群が装着された第2のフィードバーと、を備え、
第1の昇降装置及び第2の昇降装置の昇降台を、第1のフィンガー群又は第1のフィンガー群との間で成形品の授受を行なう引渡し高さと、該引渡し高さの下方に位置し成形品の授受を行なわない待機高さとの間で昇降動作をさせ、昇降装置の少なくとも一方の昇降台に同一形状の成形品を複数個重ねるようにすると共に、同時に同一形状の成形品のみを複数重ねて成形品重ね装置から成形品搬出部に搬出させるように構成したことを特徴とするプレス成形品の搬出装置。 - 前記第1の昇降装置又は第2の昇降装置による成形品の引渡し動作を交互に行わせ、同一形状の成形品を夫々2枚重ねで2種の成形品を交互に成形品重ね装置から成形品搬出部に搬出させるように構成したことを特徴とする請求項4に記載のプレス成形品の搬出装置。
- 前記第1の昇降装置又は第2の昇降装置で行なわれる第2のフィンガー群による成形品のすくい取り動作を検出するスイッチ装置を設け、該スイッチ装置の検出信号に基づいて他方の昇降装置の引渡し動作を開始させるように構成したことを特徴とする請求項4又は5に記載のプレス成形品の搬出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010258241A JP2012106272A (ja) | 2010-11-18 | 2010-11-18 | プレス成形品の搬出方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010258241A JP2012106272A (ja) | 2010-11-18 | 2010-11-18 | プレス成形品の搬出方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012106272A true JP2012106272A (ja) | 2012-06-07 |
Family
ID=46492484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010258241A Withdrawn JP2012106272A (ja) | 2010-11-18 | 2010-11-18 | プレス成形品の搬出方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012106272A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107801307A (zh) * | 2017-10-31 | 2018-03-13 | 东莞市本润机器人科技股份有限公司 | 一种单臂机器人冲压搬运装置 |
| CN109433943A (zh) * | 2018-12-11 | 2019-03-08 | 富士瑞鹄技研(芜湖)有限公司 | 一种用于压合模送料的送料设备及其使用方法 |
-
2010
- 2010-11-18 JP JP2010258241A patent/JP2012106272A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107801307A (zh) * | 2017-10-31 | 2018-03-13 | 东莞市本润机器人科技股份有限公司 | 一种单臂机器人冲压搬运装置 |
| CN107801307B (zh) * | 2017-10-31 | 2023-07-18 | 东莞市本润机器人科技股份有限公司 | 一种单臂机器人冲压搬运装置 |
| CN109433943A (zh) * | 2018-12-11 | 2019-03-08 | 富士瑞鹄技研(芜湖)有限公司 | 一种用于压合模送料的送料设备及其使用方法 |
| CN109433943B (zh) * | 2018-12-11 | 2023-10-03 | 瑞鹄汽车模具股份有限公司 | 一种用于压合模送料的送料设备及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105014138B (zh) | 板材自动送料、切料、排料和码料的设备 | |
| US8777551B1 (en) | Robotic lifting apparatus | |
| US9126770B1 (en) | Aligning and stacking palletizing machine | |
| EP2432717B1 (en) | A palletizer and a method of palletizing items | |
| EP3965997B1 (en) | Sorting system for a machine tool, machine tool and method for sorting cut parts | |
| JP2016132034A (ja) | スタックへの搬入積層装置 | |
| CN111409251A (zh) | 双胆并行压空吸塑成型机及其使用方法 | |
| CN101010245A (zh) | 用来分离板状物品,特别是蓄电池板的装置 | |
| CN204867599U (zh) | 板材自动送料、切料、排料和码料的设备 | |
| EP2349603A1 (en) | Loading and unloading unit | |
| JP2020023036A (ja) | 三方断裁機 | |
| JP2012106272A (ja) | プレス成形品の搬出方法及び装置 | |
| JP2003246451A (ja) | 育苗箱積重ね装置 | |
| EP2530037B1 (en) | Method and system for processing a layer of products from a pallet | |
| CN206731998U (zh) | 金属罐自动化数控冲压生产线 | |
| JPS60247422A (ja) | 板金の加工ラインシステム | |
| JPH07136728A (ja) | プレス機への材料供給処理装置 | |
| CN102514933A (zh) | 一种金属基板自动收放板系统 | |
| US10335848B2 (en) | Press-molded article manufacturing system and method for changing press molds and grippers | |
| JP5733790B2 (ja) | シート状部材搬送装置 | |
| KR102067134B1 (ko) | 포장용지의 사전 급지장치 | |
| KR101694339B1 (ko) | 블랭크 공급장치 | |
| JPH0751775A (ja) | 板材加工機のワーク搬送装置 | |
| CN219564442U (zh) | 加工系统 | |
| JPH0733244A (ja) | ワーク移送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140204 |