JP2012111467A - 樹脂製タンクとその製造方法 - Google Patents
樹脂製タンクとその製造方法 Download PDFInfo
- Publication number
- JP2012111467A JP2012111467A JP2010264669A JP2010264669A JP2012111467A JP 2012111467 A JP2012111467 A JP 2012111467A JP 2010264669 A JP2010264669 A JP 2010264669A JP 2010264669 A JP2010264669 A JP 2010264669A JP 2012111467 A JP2012111467 A JP 2012111467A
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical portion
- mold
- side wall
- lower member
- cylindrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Transmission Of Braking Force In Braking Systems (AREA)
Abstract
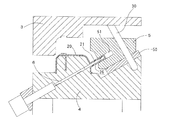
【解決手段】スライドピンを後退させて筒部から抜いた後に、第1型と第2型を型開きすることによってスライドコアをスライドピンの移動方向と反対方向へスライド移動させ、スライドピンが抜けたことによって形成された筒部の空間内に筒部が弾性変形して進入することで筒部をスライドコアから無理抜きする。
【選択図】図5
Description
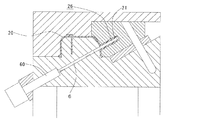
アッパ部材とロア部材の一方であり筒部をもつ筒部側部材は、周囲が側壁で囲まれた容器部と側壁の一部から突出する筒部とからなり、筒部は、筒部をもつ側壁に対向する側壁と筒部の中心軸の延長線とが干渉しないように傾斜され、筒部側部材を成形するにあたり、互いに型締めされる第1型及び第2型と、第2型にスライド移動可能に保持されたスライドコアと、第2型内に進退可能に配置されたスライドピンとを用い、スライドコアで少なくとも筒部の外周表面を成形するとともにスライドピンで筒部の内周表面を成形する成形工程を行い、
成形後はスライドピンを後退させて筒部から抜いた後に、第1型と第2型を型開きすることによってスライドコアをスライドピンの移動方向と反対方向へ第2型に対してスライド移動させ、スライドピンが抜けたことによって形成された筒部の空間内に筒部が弾性変形して進入することで筒部をスライドコアから無理抜きすることにある。
3:固定型(第1型) 4:可動型(第2型)
5:スライドコア 6:スライドピン
20:容器部 21:筒部
22,23:側壁 24:膨出部
25:閉塞部 26:空間
Claims (5)
- アッパ部材とロア部材とをそれぞれ型成形により形成した後に一体化されてなる樹脂製タンクであって、
該アッパ部材と該ロア部材の少なくとも一方の側壁には内部と連通するとともに外方へ突出する筒部が一体に形成され、
該筒部は、先端側に形成され径方向に膨出する膨出部と、該膨出部より先端側に形成され該筒部を閉塞する閉塞部と、を一体に有し、少なくとも該膨出部の表面には型割線を有しないことを特徴とする樹脂製タンク。 - 前記筒部は、該筒部をもつ側壁に対向する側壁と該筒部の中心軸の延長線とが干渉しないように傾斜されている請求項1に記載の樹脂製タンク。
- 自動車のブレーキフルードを貯溜するリザーバタンクである請求項1又は請求項2に記載の樹脂製タンク。
- アッパ部材とロア部材とをそれぞれ型成形により形成した後に一体化されてなり、該アッパ部材と該ロア部材の少なくとも一方の側壁には内部と連通するとともに外方へ突出する筒部が一体に形成され、該筒部は、先端側に形成されに径方向に膨出する膨出部と、該膨出部より先端側に形成され該筒部を閉塞する閉塞部と、を一体に有する樹脂製タンクの製造方法であって、
該アッパ部材と該ロア部材の一方であり該筒部をもつ筒部側部材は、周囲が側壁で囲まれた容器部と該側壁の一部から突出する該筒部とからなり、該筒部は、該筒部をもつ側壁に対向する側壁と該筒部の中心軸の延長線とが干渉しないように傾斜され、
該筒部側部材を成形するにあたり、互いに型締めされる第1型及び第2型と、該第2型にスライド移動可能に保持されたスライドコアと、該第2型内に進退可能に配置されたスライドピンとを用い、該スライドコアで少なくとも該筒部の外周表面を成形するとともに該スライドピンで該筒部の内周表面を成形する成形工程を行い、
成形後は該スライドピンを後退させて該筒部から抜いた後に、該第1型と該第2型を型開きすることによって該スライドコアを該スライドピンの移動方向と反対方向へ該第2型に対してスライド移動させ、該スライドピンが抜けたことによって形成された該筒部の空間内に該筒部が弾性変形して進入することで該筒部を該スライドコアから無理抜きすることを特徴とする樹脂製タンクの製造方法。 - 前記筒部側部材は前記ロア部材である請求項4に記載の樹脂製タンクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010264669A JP5128652B2 (ja) | 2010-11-29 | 2010-11-29 | 樹脂製タンクとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010264669A JP5128652B2 (ja) | 2010-11-29 | 2010-11-29 | 樹脂製タンクとその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012111467A true JP2012111467A (ja) | 2012-06-14 |
| JP5128652B2 JP5128652B2 (ja) | 2013-01-23 |
Family
ID=46496142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010264669A Expired - Fee Related JP5128652B2 (ja) | 2010-11-29 | 2010-11-29 | 樹脂製タンクとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5128652B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5833438A (ja) * | 1981-08-25 | 1983-02-26 | Sailor Pen Co Ltd | 硬質樹脂の射出成形法 |
| JPS6213203U (ja) * | 1978-01-13 | 1987-01-27 | ||
| JPH0731542A (ja) * | 1993-07-20 | 1995-02-03 | Matsushita Electric Ind Co Ltd | 電気湯沸かし器 |
| JP2005201571A (ja) * | 2004-01-16 | 2005-07-28 | Denso Corp | 樹脂製パイプ |
| JP3117386U (ja) * | 2005-10-06 | 2006-01-05 | 政夫 三本木 | 環状突起部を有する円筒体の成型金型 |
-
2010
- 2010-11-29 JP JP2010264669A patent/JP5128652B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6213203U (ja) * | 1978-01-13 | 1987-01-27 | ||
| JPS5833438A (ja) * | 1981-08-25 | 1983-02-26 | Sailor Pen Co Ltd | 硬質樹脂の射出成形法 |
| JPH0731542A (ja) * | 1993-07-20 | 1995-02-03 | Matsushita Electric Ind Co Ltd | 電気湯沸かし器 |
| JP2005201571A (ja) * | 2004-01-16 | 2005-07-28 | Denso Corp | 樹脂製パイプ |
| JP3117386U (ja) * | 2005-10-06 | 2006-01-05 | 政夫 三本木 | 環状突起部を有する円筒体の成型金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5128652B2 (ja) | 2013-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8202078B2 (en) | Blow molding device | |
| JP5614850B2 (ja) | 組込部品付きプラスチック容器 | |
| JP5078012B2 (ja) | 自動車用燃料タンクの製造装置 | |
| CN114364561B (zh) | 燃料箱 | |
| JP2009149004A (ja) | 自動車用燃料タンクの製造装置 | |
| KR20210013245A (ko) | 블로우 몰딩 방법 및 장치 | |
| EP3674224B1 (en) | Multilayer container and method for inspecting air leaks in multilayer container | |
| JP5128652B2 (ja) | 樹脂製タンクとその製造方法 | |
| JP2020015211A (ja) | アンダーカット処理機構及び成形用金型 | |
| US9962880B2 (en) | Blow molding device and blow molding method | |
| JP5057524B2 (ja) | ブロー成形品の開口部形成方法 | |
| JP4773795B2 (ja) | タイヤのパンクシーリング剤送給、抜取り装置 | |
| KR102228848B1 (ko) | 몰딩가공 용기를 성형하기 위한 장치 | |
| JP6657044B2 (ja) | 合成樹脂製パイプの製造方法 | |
| JP2019059159A (ja) | 射出成形金型 | |
| JP5471754B2 (ja) | 燃料タンク製造方法及び燃料タンク | |
| CN103770771A (zh) | 用于制造车辆制动系统的液压装置的套筒的方法 | |
| JP2006142781A (ja) | 射出プレス成形用金型及び射出プレス成形方法 | |
| JP5227610B2 (ja) | インサート成形用金型及び複合シート体のインサート成形方法 | |
| JP4134180B2 (ja) | 射出成形用金型及び射出成形方法 | |
| JP4315373B2 (ja) | ガス加圧式リフィール | |
| JP2016028860A (ja) | ブロー成形品の内蔵部品の取付方法。 | |
| JP2007083567A (ja) | 真空吸引バルブを含む金型装置 | |
| WO2024090018A1 (ja) | 樹脂成形体の製造方法および樹脂成形体の製造装置 | |
| JP6639016B2 (ja) | フィラーパイプの入口部の構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121011 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5128652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |