JP2012115881A - 鋳鉄材料の疲労強度向上方法 - Google Patents
鋳鉄材料の疲労強度向上方法 Download PDFInfo
- Publication number
- JP2012115881A JP2012115881A JP2010268928A JP2010268928A JP2012115881A JP 2012115881 A JP2012115881 A JP 2012115881A JP 2010268928 A JP2010268928 A JP 2010268928A JP 2010268928 A JP2010268928 A JP 2010268928A JP 2012115881 A JP2012115881 A JP 2012115881A
- Authority
- JP
- Japan
- Prior art keywords
- cast iron
- fatigue strength
- shot
- shot peening
- mpa
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 32
- 229910001018 Cast iron Inorganic materials 0.000 title claims abstract description 19
- 238000000034 method Methods 0.000 title claims abstract description 14
- 238000005480 shot peening Methods 0.000 claims abstract description 56
- 238000011282 treatment Methods 0.000 claims abstract description 40
- 238000010438 heat treatment Methods 0.000 claims abstract description 12
- 229910052802 copper Inorganic materials 0.000 claims abstract description 11
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 11
- 238000005496 tempering Methods 0.000 claims abstract description 9
- 239000002245 particle Substances 0.000 claims description 35
- 229910001141 Ductile iron Inorganic materials 0.000 claims description 27
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 abstract description 4
- 229910002804 graphite Inorganic materials 0.000 abstract description 4
- 239000010439 graphite Substances 0.000 abstract description 4
- 238000005255 carburizing Methods 0.000 abstract description 3
- 238000010791 quenching Methods 0.000 abstract description 3
- 229910000975 Carbon steel Inorganic materials 0.000 abstract description 2
- 239000010962 carbon steel Substances 0.000 abstract description 2
- 230000000171 quenching effect Effects 0.000 abstract description 2
- 238000005452 bending Methods 0.000 description 29
- 238000012360 testing method Methods 0.000 description 29
- 229910000831 Steel Inorganic materials 0.000 description 15
- 239000010959 steel Substances 0.000 description 15
- 238000009661 fatigue test Methods 0.000 description 14
- 238000002474 experimental method Methods 0.000 description 6
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 238000005461 lubrication Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 229910001060 Gray iron Inorganic materials 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000011733 molybdenum Substances 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
- C21D7/04—Modifying the physical properties of iron or steel by deformation by cold working of the surface
- C21D7/06—Modifying the physical properties of iron or steel by deformation by cold working of the surface by shot-peening or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/10—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for compacting surfaces, e.g. shot-peening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C11/00—Selection of abrasive materials or additives for abrasive blasts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D5/00—Heat treatments of cast-iron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/32—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for gear wheels, worm wheels, or the like
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/08—Making cast-iron alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/04—Cast-iron alloys containing spheroidal graphite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/10—Cast-iron alloys containing aluminium or silicon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
【課題】鋳鉄材料、特に球状黒鉛鋳鉄の疲労強度を、浸炭焼入れした場合の炭素鋼と同程度まで向上することが出来る疲労強度向上方法の提供
【解決手段】重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、150〜300℃で焼き戻し熱処理を行なって引張強さ800MPa以上とした球状黒鉛鋳鉄に対して、それぞれ所定のショット粒径による第1、第2、第3のショットピーニング処理を行なう工程を有している。
【選択図】図1
【解決手段】重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、150〜300℃で焼き戻し熱処理を行なって引張強さ800MPa以上とした球状黒鉛鋳鉄に対して、それぞれ所定のショット粒径による第1、第2、第3のショットピーニング処理を行なう工程を有している。
【選択図】図1
Description
本発明は、鋳鉄材料、特に球状黒鉛鋳鉄の疲労強度を向上する技術に関する。
従来の自動車用トランスミッションギヤは、鉄鋼材料を切削歯切り加工後に浸炭焼入れをしていた。しかし、熱処理歪みによる部材の変形が欠点であった。
一方、球状黒鉛鋳鉄は製造が容易であるが、疲労強度が低く、自動車用トランスミッションギヤに使用できないという欠点があった。そのため、浸炭焼入れをしない鋳鉄材料について、浸炭焼入れした鉄鋼材料と同程度の疲労強度が望まれている。
一方、球状黒鉛鋳鉄は製造が容易であるが、疲労強度が低く、自動車用トランスミッションギヤに使用できないという欠点があった。そのため、浸炭焼入れをしない鋳鉄材料について、浸炭焼入れした鉄鋼材料と同程度の疲労強度が望まれている。
ここで、球状黒鉛鋳鉄は、鋳鉄の中で、強度が高い。球状黒鉛鋳鉄の疲労強度を向上させる技術として、重量比C:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%、を含有した球状黒鉛鋳鉄にオーステンパ処理もしくは、焼入れ焼もどししたものがある。
係る組成の球状黒鉛鋳鉄の107回における曲げ疲労強度は、1400MPaの高張力鋳鉄であっても、350MPa程度に過ぎない。この数値は、鍛造品並であって、浸炭焼入れした鉄鋼材料並みの600MPa以上の強度は得られていない。
そして、「350MPa程度」という疲労強度では、自動車用トランスミッションギヤには使用できない。
係る組成の球状黒鉛鋳鉄の107回における曲げ疲労強度は、1400MPaの高張力鋳鉄であっても、350MPa程度に過ぎない。この数値は、鍛造品並であって、浸炭焼入れした鉄鋼材料並みの600MPa以上の強度は得られていない。
そして、「350MPa程度」という疲労強度では、自動車用トランスミッションギヤには使用できない。
その他の従来技術として、片状黒鉛鋳鉄の溶湯に添加物を含有せしめて球状黒鉛鋳鉄を鋳造して、その疲労強度を向上する技術が提案されている(特許文献1参照)。
しかし、係る従来技術は、鋳造段階を工夫することにより疲労強度を向上するものであり、鋳鉄材料を機械加工した後に材料の疲労強度を向上することは出来ない。
しかし、係る従来技術は、鋳造段階を工夫することにより疲労強度を向上するものであり、鋳鉄材料を機械加工した後に材料の疲労強度を向上することは出来ない。
本発明は上述した従来技術の問題点に鑑みて提案されたものであり、鋳鉄材料、特に球状黒鉛鋳鉄の疲労強度を、浸炭焼入れした場合の炭素鋼と同程度まで向上することが出来る疲労強度向上方法の提供を目的としている。
本発明の鋳鉄材料の疲労強度向上方法は、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、150〜300℃で焼き戻し熱処理を行なって引張強さ800MPa以上とした球状黒鉛鋳鉄に対して、
硬さ600Hv以上、ショット粒径(φ)0.5〜0.8mmで第1のショットピーニング処理を行なう工程(1工程)と、
硬さ600Hv以上、ショット粒径(φ)0.1〜0.3mmで第2のショットピーニング処理を行なう工程(2工程)と、
硬さ600Hv以上、ショット粒径(φ)0.1mm以下で第3のショットピーニング処理を行なう工程(3工程)、
を有することを特徴としている。
硬さ600Hv以上、ショット粒径(φ)0.5〜0.8mmで第1のショットピーニング処理を行なう工程(1工程)と、
硬さ600Hv以上、ショット粒径(φ)0.1〜0.3mmで第2のショットピーニング処理を行なう工程(2工程)と、
硬さ600Hv以上、ショット粒径(φ)0.1mm以下で第3のショットピーニング処理を行なう工程(3工程)、
を有することを特徴としている。
本発明の実施に際して、上述した第1〜第3のショットピーニング処理を施した後、錫、モリブデンから成るショットを用いてショットピーニング処理を行ない、金属潤滑を行なうように構成することが好ましい。
上述した構成を具備する本発明によれば、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、150〜300℃で焼き戻し熱処理を行なって引張強さ800MPa以上とした球状黒鉛鋳鉄に対して、上述した第1〜第3のショットピーニング処理を施すことにより、浸炭焼入れをした鋼材レベルの曲げ疲労強度である600MPa以上の疲労強度を得ることが出来る。
そして本発明によれば、上述した第1〜第3のショットピーニング処理を施すことにより、表面から100μmの範囲についても高い(ほぼ600MPaの)圧縮残留応力が付与されるので、球状黒鉛鋳鉄表面における微細亀裂の発生と、亀裂の進展が遅延して、疲労強度が向上する。
本発明によれば、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、150〜300℃で焼き戻し熱処理を行なって引張強さ800MPa以上とした球状黒鉛鋳鉄に所定の機械加工(例えば、自動車用トランスミッションギヤであれば歯切り加工)を施し、その後、上述した第1〜第3のショットピーニング処理を施せば、浸炭焼入れ処理を施すこと無く、浸炭焼入れをした鋼材と同程度の曲げ疲労強度を得ることが出来る。
そして、機械加工後に熱処理(例えば、浸炭焼入れ処理)を行なう必要がないため、熱処理歪みを防止することが出来る。
そして、機械加工後に熱処理(例えば、浸炭焼入れ処理)を行なう必要がないため、熱処理歪みを防止することが出来る。
以下、添付図面を参照して、本発明の実施形態について説明する。
先ず、図1を参照して、図示の実施形態における作業手順を説明する。
図1において、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄を、150〜300℃で焼き戻し熱処理を行って、引張り強さを800MPa以上にする(ステップS0)。
先ず、図1を参照して、図示の実施形態における作業手順を説明する。
図1において、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄を、150〜300℃で焼き戻し熱処理を行って、引張り強さを800MPa以上にする(ステップS0)。
ついで、硬さ600Hv以上、ショットの粒径φが0.5〜0.8mmでショットピーニングをする(ステップS1:第1のショットピーニング処理を行う工程:第1工程)。
次に、硬さ600Hv以上、ショットの粒径φが0.1〜0.3mmでショットピーニングをする(ステップS2:第2のショットピーニング処理を行う工程:第2工程)。
そして、硬さ600Hv以上、ショットの粒径φが0.1mm以下でショットピーニングをする(ステップS3:第3のショットピーニング処理を行う工程:3工程)。
その後、適宜の硬さ、ショットの粒径の錫、モリブデンでショットピーニングをする(ステップS4:第4のショットピーニング処理を行う工程:4工程)。
ステップS4によって、第1〜第3のショットピーニング処理が施されたワークの表面に金属潤滑を施すことが可能である。
なお、このステップS4は省略することが可能である。
ステップS4によって、第1〜第3のショットピーニング処理が施されたワークの表面に金属潤滑を施すことが可能である。
なお、このステップS4は省略することが可能である。
第1〜第3のショットピーニング処理(1〜3工程)を行なった後の試験材料により、図3で示す疲労試験片を作成した。
全体を符号13で示す曲げ疲労試験片の形状は、図示の実施形態では、外径12mmの丸棒部5の中央部に、縮径された小径部7が設けられている。小径部7の両端部は円弧状のR曲線6によって丸棒部5に滑らかに接続されている。
係る試験片13を用いて、回転曲げ疲労試験を行なった。
後述の実験例1で記載する通り、図1のステップS1〜S3のショットピーニング処理を行なった球状黒鉛鋳鉄の疲労強度は、浸炭焼入れをした鋼材と同程度の曲げ疲労強度(例えば、600MPa程度)を有している。
全体を符号13で示す曲げ疲労試験片の形状は、図示の実施形態では、外径12mmの丸棒部5の中央部に、縮径された小径部7が設けられている。小径部7の両端部は円弧状のR曲線6によって丸棒部5に滑らかに接続されている。
係る試験片13を用いて、回転曲げ疲労試験を行なった。
後述の実験例1で記載する通り、図1のステップS1〜S3のショットピーニング処理を行なった球状黒鉛鋳鉄の疲労強度は、浸炭焼入れをした鋼材と同程度の曲げ疲労強度(例えば、600MPa程度)を有している。
発明者は、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄を用いて、以下のような実験(実験例1〜実験例7)を行った。
[実験例1]
上記球状黒鉛鋳鉄に150〜300℃で焼き戻し熱処理を行なって、引張強さ800MPa以上とした。
上記球状黒鉛鋳鉄に焼き戻し熱処理を行なった試験材料(焼き戻し熱処理を行なった上記球状黒鉛鋳鉄)の引張り試験結果が図2の特性曲線FCDで示されている。
図2において、縦軸は引張り応力(MPa)で、横軸は引張り歪(ε)である。特性曲線FCDにおける最大引張り応力は898MPaである。
図2において示した特性曲線FCDQは、球状黒鉛鋳鉄を調質して最大引張応力1300MPaにしたものである。特性曲線FCAは、普通鋳鉄(ねずみ鋳鉄)の特性を示しており、最大引張り応力が272MPaであった。
上記球状黒鉛鋳鉄に150〜300℃で焼き戻し熱処理を行なって、引張強さ800MPa以上とした。
上記球状黒鉛鋳鉄に焼き戻し熱処理を行なった試験材料(焼き戻し熱処理を行なった上記球状黒鉛鋳鉄)の引張り試験結果が図2の特性曲線FCDで示されている。
図2において、縦軸は引張り応力(MPa)で、横軸は引張り歪(ε)である。特性曲線FCDにおける最大引張り応力は898MPaである。
図2において示した特性曲線FCDQは、球状黒鉛鋳鉄を調質して最大引張応力1300MPaにしたものである。特性曲線FCAは、普通鋳鉄(ねずみ鋳鉄)の特性を示しており、最大引張り応力が272MPaであった。
次に、硬さ600Hv以上、ショット粒径(φ)0.5〜0.8mmで第1のショットピーニング処理を行なった。ついで、その試験片に硬さ600Hv以上、ショット粒径(φ)0.1〜0.3mmで第2のショットピーニング処理を行なった。さらに、第1、第2のショットピーニング処理を行なった試験片に、硬さ600Hv以上、ショット粒径(φ)0.1mm以下で第3のショットピーニング処理を行なった。
上記第1〜第3のショットピーニング処理を行った試験片の残留応力の測定結果が、図4の残留応力分布を示す曲線Saに示されている。
図4において、試験片表面(0μm)から深さ100μmまでは僅かに残留応力の変動があるが、圧縮残留応力は約−600(MPa)になっている。
なお、図4では、縦軸は引っ張り応力の数値を示している。そのため、圧縮残留応力の数値が高い場合には、図4では下方(負の絶対値が大きい側)に表示されることになる。
図4において、試験片表面(0μm)から深さ100μmまでは僅かに残留応力の変動があるが、圧縮残留応力は約−600(MPa)になっている。
なお、図4では、縦軸は引っ張り応力の数値を示している。そのため、圧縮残留応力の数値が高い場合には、図4では下方(負の絶対値が大きい側)に表示されることになる。
図4を参照すれば、第1〜第3のショットピーニング処理を施した試験片は、第1〜第3のショットピーニング処理を施していない試験片(図4において縦軸でゼロMPa、横軸が横座標に平行な線So)とは異なり、表面から深さ200μmの領域で圧縮残留応力が存在していることがわかる。
実験例1では、同一の試験片に対して第1〜第3のショットピーニング処理を行ない、当該材料により、図3で示す疲労試験片を作成して、回転曲げ疲労試験を行なった。係る疲労試験結果を図5に示す。図5において、縦軸には曲げ応力(σ)、横軸には繰り返し回数(N)が表示されている。
図5における符号Haが、実験例1で、第1〜第3のショットピーニング処理を施した試験片の曲げ疲労強度を示す特性曲線であり、疲労強度が620〜630MPaであった。
図5における符号Haが、実験例1で、第1〜第3のショットピーニング処理を施した試験片の曲げ疲労強度を示す特性曲線であり、疲労強度が620〜630MPaであった。
実験例1における620〜630MPaという疲労強度は、図5において、符号Kで示す浸炭焼入れ鋼SCM420Hの浸炭状態の疲労強度700MPaに近い数値である。
すなわち、実験例1によれば、浸炭焼入れ鋼SCM420Hと同程度の疲労強度が得られている。
すなわち、実験例1によれば、浸炭焼入れ鋼SCM420Hと同程度の疲労強度が得られている。
なお、図5における曲げ疲労曲線Jaは、ショットピーニング処理を行わない高張力鋳鉄FCD900MPaの鋳造状態の曲げ疲労強度を示しており、その疲労曲線強度は300MPaであった。
また曲げ疲労曲線Cは、鋳造状態の普通鋳鉄(ねずみ鋳鉄)の曲げ疲労強度を示しており、その疲労強度は100MPaであった。
また曲げ疲労曲線Cは、鋳造状態の普通鋳鉄(ねずみ鋳鉄)の曲げ疲労強度を示しており、その疲労強度は100MPaであった。
第1実験例において、図5で示す結果より、重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄に150〜300℃で焼き戻し熱処理を行なって、引張強さ800MPa以上として、第1〜第3のショットピーニング処理を行なえば、浸炭焼入れをした低炭素鋼材と同程度(600MPa程度)の曲げ疲労強度を得ることが出来ることが明らかになった。
[実験例2]
実験例1で用いられた試験片(重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄に150〜300℃で焼き戻し熱処理を行なって引張り強さ850MPa以上とした上記球状黒鉛鋳鉄)に対して第1ショットピーニング処理を行なうに際して、粒径が0.8mmより大きいショット(粒径が0.9mm、1.0mm、1.1mm)を用いて、その他の処理は実験例1と同様にした試験片について、曲げ疲労強度の疲労試験を行なった。
実験例1で用いられた試験片(重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄に150〜300℃で焼き戻し熱処理を行なって引張り強さ850MPa以上とした上記球状黒鉛鋳鉄)に対して第1ショットピーニング処理を行なうに際して、粒径が0.8mmより大きいショット(粒径が0.9mm、1.0mm、1.1mm)を用いて、その他の処理は実験例1と同様にした試験片について、曲げ疲労強度の疲労試験を行なった。
図6において、ショット粒径0.8mm、0.9mm、1.0mm、1.1mmで第1ショットピーニング処理を行なった場合の疲労試験結果(実験例2の結果)を示す。
0.8mmの粒径では浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図6の「○」)が、粒径0.9mm、1.0mm、1.1mmでは、曲げ疲労強度は600MPa以下であった(図6の「×」)。
実験例2の結果(図6)から、第1ショットピーニング処理では、ショット粒径を0.8mm以下にするべきであることが分った。
第1ショットピーニング処理において、ショット粒径が0.8mmより大きいと、ショットを打ち出す際の空気の流れにショットが乗らず、十分に試験片に衝撃が与えられないことが原因と思われる。
0.8mmの粒径では浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図6の「○」)が、粒径0.9mm、1.0mm、1.1mmでは、曲げ疲労強度は600MPa以下であった(図6の「×」)。
実験例2の結果(図6)から、第1ショットピーニング処理では、ショット粒径を0.8mm以下にするべきであることが分った。
第1ショットピーニング処理において、ショット粒径が0.8mmより大きいと、ショットを打ち出す際の空気の流れにショットが乗らず、十分に試験片に衝撃が与えられないことが原因と思われる。
[実験例3]
第1ショットピーニング処理で、0.5mm以下のショット(粒径が、0.5mm、0.4mm、0.3mm)を用いて、その他の処理は実験例1と同様にして、曲げ疲労強度について疲労試験を行なった。
図7で示すように、ショット粒径0.5mmでは、浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図7の「○」)が、粒径0.4mm、0.3mmでは、曲げ疲労強度は600MPa以下であった(図7の「×」)。
図7から、第1ショットピーニング処理では、ショット粒径を0.5mm以上にするべきであることが分った。
第1ショットピーニング処理において、ショット粒径が0.5mmよりも小さいと、鋼材表面側の圧縮応力は高くなるが、鋼材内部の圧縮応力が小さくなってしまうことが原因と思われる。
第1ショットピーニング処理で、0.5mm以下のショット(粒径が、0.5mm、0.4mm、0.3mm)を用いて、その他の処理は実験例1と同様にして、曲げ疲労強度について疲労試験を行なった。
図7で示すように、ショット粒径0.5mmでは、浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図7の「○」)が、粒径0.4mm、0.3mmでは、曲げ疲労強度は600MPa以下であった(図7の「×」)。
図7から、第1ショットピーニング処理では、ショット粒径を0.5mm以上にするべきであることが分った。
第1ショットピーニング処理において、ショット粒径が0.5mmよりも小さいと、鋼材表面側の圧縮応力は高くなるが、鋼材内部の圧縮応力が小さくなってしまうことが原因と思われる。
[実験例4]
第2ショットピーニング処理で、粒径が0.3mm以上(粒径0.3mm、0.4mm、0.5mm)のショットを用いて、その他の処理は実験例1と同様にして、曲げ疲労強度について疲労試験を行なった。
図8で示すように、ショット粒径0.3mmでは、浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図8の「○」)が、粒径0.4mm、0.5mmでは、曲げ疲労強度は600MPa以下であった(図8の「×」)。
実験例4の結果(図8)から、第2ショットピーニング処理では、ショット粒径を0.3mm以下にするべきであることが分った。
第2ショットピーニング処理は、鋳鉄試験片の最表面(表面〜深さ50ミクロンまでの領域)の圧縮残留応力を高める処理であるが、ショット粒径が0.3mmよりも大きいと、最表面に圧縮残留応力のピークが発生せず、疲労強度が上昇しなかったものと推定される。
第2ショットピーニング処理で、粒径が0.3mm以上(粒径0.3mm、0.4mm、0.5mm)のショットを用いて、その他の処理は実験例1と同様にして、曲げ疲労強度について疲労試験を行なった。
図8で示すように、ショット粒径0.3mmでは、浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図8の「○」)が、粒径0.4mm、0.5mmでは、曲げ疲労強度は600MPa以下であった(図8の「×」)。
実験例4の結果(図8)から、第2ショットピーニング処理では、ショット粒径を0.3mm以下にするべきであることが分った。
第2ショットピーニング処理は、鋳鉄試験片の最表面(表面〜深さ50ミクロンまでの領域)の圧縮残留応力を高める処理であるが、ショット粒径が0.3mmよりも大きいと、最表面に圧縮残留応力のピークが発生せず、疲労強度が上昇しなかったものと推定される。
[実験例5]
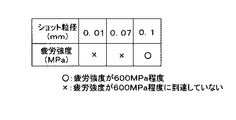
第2ショットピーニング処理で、粒径が0.1mm以下(粒径0.1mm、0.07mm、0.01mm)のショットを用いて、その他の処理は実験例1と同様にして、曲げ疲労強度について疲労試験を行なった。
図9で示すように、ショット粒径0.1mmでは、浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図9の「○」)が、粒径0.07mm、0.01mmでは、曲げ疲労強度は600MPa以下であった(図9の「×」)。
実験例5の結果(図9)から、第2ショットピーニング処理では、ショット粒径を0.1mm以上にするべきであることが分った。
第2ショットピーニング処理で使用されるショットの粒径が小さいと、鋳鉄表面をならすのみであり、鋼材最表面の圧縮残留応力は生せず、疲労強度は向上しなかったと推定される。
第2ショットピーニング処理で、粒径が0.1mm以下(粒径0.1mm、0.07mm、0.01mm)のショットを用いて、その他の処理は実験例1と同様にして、曲げ疲労強度について疲労試験を行なった。
図9で示すように、ショット粒径0.1mmでは、浸炭焼入れをした鋼材と同程度(600MPa程度)の疲労強度が得られた(図9の「○」)が、粒径0.07mm、0.01mmでは、曲げ疲労強度は600MPa以下であった(図9の「×」)。
実験例5の結果(図9)から、第2ショットピーニング処理では、ショット粒径を0.1mm以上にするべきであることが分った。
第2ショットピーニング処理で使用されるショットの粒径が小さいと、鋳鉄表面をならすのみであり、鋼材最表面の圧縮残留応力は生せず、疲労強度は向上しなかったと推定される。
[実験例6]
実験例1の試験材料で作成された歯車(第1〜第3ショットピーニング処理が行なわれた歯車)Zと、第3ショットピーニング処理を省略した試験材料で作成した歯車Yを用意して、図10に示す様に、噛み合い面の滑りを比較した。
実験例1の試験材料で作成された歯車(第1〜第3ショットピーニング処理が行なわれた歯車)Zでは、噛み合い面の滑りは良好な数値を示した。
一方、第3ショットピーニング処理を省略した試験材料で作成した歯車Yでは、噛み合い面の滑りに異常があった。
実験例1の試験材料で作成された歯車(第1〜第3ショットピーニング処理が行なわれた歯車)Zと、第3ショットピーニング処理を省略した試験材料で作成した歯車Yを用意して、図10に示す様に、噛み合い面の滑りを比較した。
実験例1の試験材料で作成された歯車(第1〜第3ショットピーニング処理が行なわれた歯車)Zでは、噛み合い面の滑りは良好な数値を示した。
一方、第3ショットピーニング処理を省略した試験材料で作成した歯車Yでは、噛み合い面の滑りに異常があった。
より詳細には、図10において、歯車Zでは噛み合い歯面が当たり及び滑りが良好で所定の耐久性試験をクリアした。一方歯車Yでは噛み合い歯面が当たり及び滑りが不良で歯面に微細亀裂が生じて所定の耐久性試験をクリアできなかった。
実験例6の結果(図10)から、第3ショットピーニング処理は省略するべきではないことが判明した。
実験例6の結果(図10)から、第3ショットピーニング処理は省略するべきではないことが判明した。
第3ショットピーニング処理により、第1及び第2ショットピーニングで凸凹になった表面がならされると、歯面表面の凸凹が小さくなり、微小な凸凹であれば、そこに油がたまって潤滑作用を発揮する。
第3ショットピーニング処理を省略した試験材料では、係る潤滑処理が発揮されず、噛み合い面の滑りに異常が発生したものと推定される。
第3ショットピーニング処理を省略した試験材料では、係る潤滑処理が発揮されず、噛み合い面の滑りに異常が発生したものと推定される。
[実験例7]
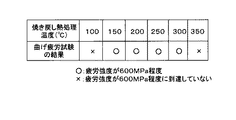
実験例1で用いられる試験片(重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄に焼き戻し熱処理を行なった球状黒鉛鋳鉄)について、焼き戻し熱処理の温度を100℃〜350℃の範囲で50℃ずつ変化させて、6種類の試験片を作成し、各サンプルへの他の処理は実験例1と同様にした。そして、6種類の試験片の各々について、曲げ疲労強度の疲労試験を行った。
図11に、実験例7の結果を示す。
実験例1で用いられる試験片(重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄に焼き戻し熱処理を行なった球状黒鉛鋳鉄)について、焼き戻し熱処理の温度を100℃〜350℃の範囲で50℃ずつ変化させて、6種類の試験片を作成し、各サンプルへの他の処理は実験例1と同様にした。そして、6種類の試験片の各々について、曲げ疲労強度の疲労試験を行った。
図11に、実験例7の結果を示す。
図11において、符号「○」は、浸炭焼入れをした低炭素鋼材と同程度(600MPa)程度の曲げ疲労強度を得ることが出来たことを示している。
一方、符号「×」は、浸炭焼入れをした低炭素鋼材と同程度(600MPa程度)の曲げ疲労強度を得ることが出来なかったことを示している。
実験例7の結果(図11)から、浸炭焼入れをした低炭素鋼材と同程度(600MPa)程度の曲げ疲労強度を得ることが出来ることが確認できたのは、焼き戻し熱処理の温度を150℃〜300℃の範囲にした場合であることが分る。
一方、符号「×」は、浸炭焼入れをした低炭素鋼材と同程度(600MPa程度)の曲げ疲労強度を得ることが出来なかったことを示している。
実験例7の結果(図11)から、浸炭焼入れをした低炭素鋼材と同程度(600MPa)程度の曲げ疲労強度を得ることが出来ることが確認できたのは、焼き戻し熱処理の温度を150℃〜300℃の範囲にした場合であることが分る。
図示の実施形態はあくまでも例示であり、本発明の技術的範囲を限定する趣旨の記述ではない。
例えば図示の実施形態において、動弁系のカム、コンロッド、ギヤ、高圧油供給用各種ポンプへ適用することも可能である。
例えば図示の実施形態において、動弁系のカム、コンロッド、ギヤ、高圧油供給用各種ポンプへ適用することも可能である。
5・・・・丸棒部
6・・・・R曲線
7・・・・小径部
13・・・曲げ試験片
Y・・・・3工程を省略した材料で作製した歯車
Z・・・・実験1の後の材料で作製した歯車
6・・・・R曲線
7・・・・小径部
13・・・曲げ試験片
Y・・・・3工程を省略した材料で作製した歯車
Z・・・・実験1の後の材料で作製した歯車
Claims (1)
- 重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、焼き戻し熱処理を行なって引張強さ800MPa以上とした球状黒鉛鋳鉄に対して、
硬さ600Hv以上、ショット粒径0.5〜0.8mmで第1のショットピーニング処理を行なう工程と、
硬さ600Hv以上、ショット粒径0.1〜0.3mmで第2のショットピーニング処理を行なう工程と、
硬さ600Hv以上、ショット粒径0.1mm以下で第3のショットピーニング処理を行なう工程、
を有することを特徴とする鋳鉄材料の疲労強度向上方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010268928A JP2012115881A (ja) | 2010-12-02 | 2010-12-02 | 鋳鉄材料の疲労強度向上方法 |
| PCT/JP2011/075033 WO2012073629A1 (ja) | 2010-12-02 | 2011-10-31 | 鋳鉄材料の疲労強度向上方法 |
| DE112011103990.5T DE112011103990B4 (de) | 2010-12-02 | 2011-10-31 | Verfahren zur Verbesserung der Ermüdungsfestigkeit von Gusseisenmaterial |
| US13/990,175 US9102992B2 (en) | 2010-12-02 | 2011-10-31 | Method for improving fatigue strength of cast iron material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010268928A JP2012115881A (ja) | 2010-12-02 | 2010-12-02 | 鋳鉄材料の疲労強度向上方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012115881A true JP2012115881A (ja) | 2012-06-21 |
Family
ID=46171579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010268928A Pending JP2012115881A (ja) | 2010-12-02 | 2010-12-02 | 鋳鉄材料の疲労強度向上方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9102992B2 (ja) |
| JP (1) | JP2012115881A (ja) |
| DE (1) | DE112011103990B4 (ja) |
| WO (1) | WO2012073629A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012117095A (ja) * | 2010-11-30 | 2012-06-21 | Ud Trucks Corp | 鋳鉄材料の疲労強度向上方法 |
| JP5614887B2 (ja) * | 2010-11-30 | 2014-10-29 | Udトラックス株式会社 | 鋳鉄材料の疲労強度向上方法 |
| CN106884080B (zh) * | 2017-02-23 | 2018-11-06 | 江苏宏威重工机床制造有限公司 | 大型剪切设备关键零件喷丸强化工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0987795A (ja) * | 1995-09-25 | 1997-03-31 | Hitachi Metals Ltd | 疲労強度に優れる球状黒鉛鋳鉄鋳造品 |
| JPH09217142A (ja) * | 1996-02-13 | 1997-08-19 | Senshiyuu:Kk | 振動減衰能に優れた球状黒鉛鋳鉄 |
| JPH09279229A (ja) * | 1996-04-15 | 1997-10-28 | Suncall Corp | 鋼製ワークの表面処理方法 |
| JP2000239780A (ja) * | 1999-02-25 | 2000-09-05 | Kubota Tekkosho:Kk | 球状黒鉛鋳鉄及びこれを用いた歯車等の機械部品 |
| JP2009191342A (ja) * | 2008-02-18 | 2009-08-27 | Jfe Pipe Fitting Mfg Co Ltd | シーブ材料 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3704680A1 (de) * | 1987-02-14 | 1988-08-25 | Schwaebische Huettenwerke Gmbh | Gusseisen zur fertigung von bremsenkoerpern |
| US5352305A (en) * | 1991-10-16 | 1994-10-04 | Dayton Walther Corporation | Prestressed brake drum or rotor |
| US5193375A (en) * | 1991-11-27 | 1993-03-16 | Metal Improvement Company, Inc. | Method for enhancing the wear performance and life characteristics of a brake drum |
| JP3212433B2 (ja) * | 1993-12-28 | 2001-09-25 | 株式会社不二機販 | 金属成品の摺動部の摩耗防止方法 |
| JPH1162945A (ja) | 1997-06-10 | 1999-03-05 | Hitachi Metals Ltd | 鋳造コンロッドおよびロッド部並びにキャップ部 |
| JP4000648B2 (ja) * | 1998-01-22 | 2007-10-31 | 住友金属工業株式会社 | 高疲労強度歯車の製造方法 |
| US6458225B1 (en) * | 1998-09-03 | 2002-10-01 | Uit, L.L.C. Company | Ultrasonic machining and reconfiguration of braking surfaces |
| JP3992281B2 (ja) | 2003-06-17 | 2007-10-17 | アイシン高丘株式会社 | 疲労強度に優れた球状黒鉛鋳鉄部材及びその製造方法 |
| JP2007307678A (ja) | 2006-05-22 | 2007-11-29 | Kanzaki Kokyukoki Mfg Co Ltd | ショットピーニング処理方法 |
| JP2012117095A (ja) * | 2010-11-30 | 2012-06-21 | Ud Trucks Corp | 鋳鉄材料の疲労強度向上方法 |
| US8893538B2 (en) * | 2010-12-08 | 2014-11-25 | Fuji Kihan Co., Ltd. | Instantaneous heat treatment method for metal product |
-
2010
- 2010-12-02 JP JP2010268928A patent/JP2012115881A/ja active Pending
-
2011
- 2011-10-31 WO PCT/JP2011/075033 patent/WO2012073629A1/ja not_active Ceased
- 2011-10-31 US US13/990,175 patent/US9102992B2/en not_active Expired - Fee Related
- 2011-10-31 DE DE112011103990.5T patent/DE112011103990B4/de not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0987795A (ja) * | 1995-09-25 | 1997-03-31 | Hitachi Metals Ltd | 疲労強度に優れる球状黒鉛鋳鉄鋳造品 |
| JPH09217142A (ja) * | 1996-02-13 | 1997-08-19 | Senshiyuu:Kk | 振動減衰能に優れた球状黒鉛鋳鉄 |
| JPH09279229A (ja) * | 1996-04-15 | 1997-10-28 | Suncall Corp | 鋼製ワークの表面処理方法 |
| JP2000239780A (ja) * | 1999-02-25 | 2000-09-05 | Kubota Tekkosho:Kk | 球状黒鉛鋳鉄及びこれを用いた歯車等の機械部品 |
| JP2009191342A (ja) * | 2008-02-18 | 2009-08-27 | Jfe Pipe Fitting Mfg Co Ltd | シーブ材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130247634A1 (en) | 2013-09-26 |
| DE112011103990B4 (de) | 2017-08-31 |
| DE112011103990T5 (de) | 2013-08-29 |
| US9102992B2 (en) | 2015-08-11 |
| WO2012073629A1 (ja) | 2012-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012117095A (ja) | 鋳鉄材料の疲労強度向上方法 | |
| JP3308377B2 (ja) | 歯面強度の優れた歯車およびその製造方法 | |
| JP5530763B2 (ja) | 低サイクル曲げ疲労強度に優れた浸炭鋼部品 | |
| CN103397293A (zh) | 重型机械零部件的渗碳工艺 | |
| CN102471842A (zh) | 低循环弯曲疲劳强度优良的渗碳钢部件 | |
| JP5207805B2 (ja) | 曲げ疲労強度に優れた鋼部品、及びその製造方法 | |
| CN102618817A (zh) | 用20CrMnTi钢加工成汽车变速箱零件的工艺 | |
| JP5614887B2 (ja) | 鋳鉄材料の疲労強度向上方法 | |
| JP2010053429A (ja) | 耐高面圧性に優れた歯車 | |
| CN114574668A (zh) | 金属部件的表面硬化方法 | |
| JP2012115881A (ja) | 鋳鉄材料の疲労強度向上方法 | |
| WO2017170540A1 (ja) | 面疲労強度および曲げ疲労強度に優れた浸炭窒化部品、並びにその製造方法 | |
| JP5683348B2 (ja) | 浸炭部材、浸炭部材用鋼および浸炭部材の製造方法 | |
| JP6127694B2 (ja) | 歯面強度及び歯元強度に優れた高強度歯車及びその製造方法 | |
| JP2005264331A (ja) | 機械構造部品 | |
| JP6160054B2 (ja) | 耐高面圧部品 | |
| JP5335523B2 (ja) | 耐曲げ疲労性および耐剥離性に優れた歯車用軸鋼並びに歯車用軸 | |
| JP2016098426A (ja) | 浸炭肌で使用する耐ピッチング特性に優れた機械構造用肌焼鋼 | |
| JP7745747B2 (ja) | 歯車部品 | |
| JP2003183808A (ja) | 機械構造部品 | |
| JP4361916B2 (ja) | 金属部材の表面強化方法 | |
| KR100427381B1 (ko) | 변속기용 디퍼런셜 피니언 샤프트 및 그 제조 방법 | |
| JP2011068917A (ja) | 鋼材とその熱処理方法 | |
| JP2011111637A (ja) | 鋼材の処理方法 | |
| JP2006132638A (ja) | ボールねじ及びそれを用いた電動シリンダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141226 |