JP2012115902A - 大きな軸受け座を備えたねじ山付きスピンドルの製作方法 - Google Patents
大きな軸受け座を備えたねじ山付きスピンドルの製作方法 Download PDFInfo
- Publication number
- JP2012115902A JP2012115902A JP2011263851A JP2011263851A JP2012115902A JP 2012115902 A JP2012115902 A JP 2012115902A JP 2011263851 A JP2011263851 A JP 2011263851A JP 2011263851 A JP2011263851 A JP 2011263851A JP 2012115902 A JP2012115902 A JP 2012115902A
- Authority
- JP
- Japan
- Prior art keywords
- longitudinal
- stopper
- longitudinal direction
- region
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
- B21J9/06—Swaging presses; Upsetting presses
- B21J9/08—Swaging presses; Upsetting presses equipped with devices for heating the work-piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/06—Making machine elements axles or shafts
- B21K1/12—Making machine elements axles or shafts of specially-shaped cross-section
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Forging (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
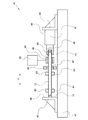
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
【選択図】図2
Description
Claims (11)
- ねじ山付きスピンドル(10)の製作方法であって、以下のステップ、即ち;
‐ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝(13)が設けられている、長手方向(11)に延在する鋼製の素材(12)を準備し、
‐該素材(12)の第1の長手方向範囲(14)を加熱し、これにより、第1の長手方向範囲(14)における素材の塑性変形に必要とされる力を、周辺温度での素材(12)の塑性変形に必要とされる力未満に減少させ、
‐素材(12)を、第1のストッパ(45)と第2のストッパ(46)との間で長手方向で不動に緊締し、この場合、第1のストッパ(45)と第2のストッパ(46)との相対位置を、これらのストッパの間隔が短くなるように調節し、これにより、第1の長手方向範囲(14)を長手方向(11)に対して半径方向に膨らませ、
‐素材(12)を周辺温度に冷却し、
‐半径方向に膨らまされた第1の長手方向範囲(14)の領域で、素材(12)を所望の最終形状に切削加工するステップを有していることを特徴とする、ねじ山付きスピンドルの製作方法。 - 第1の長手方向範囲(14)を、第1及び第2のストッパ(45;46)に対して間隔を置いて配置する、請求項1記載の方法。
- 素材(12)の第1の長手方向範囲(14)を、素材(12)の周囲を環状に取り囲んで案内された交流電流を用いて誘導加熱する、請求項1又は2記載の方法。
- 素材(12)を、加熱中に長手方向(11)に沿う軸線の回りで回転させる、請求項1から3までのいずれか1項記載の方法。
- 素材(12)を、加熱中及び/又は変形中に長手方向(11)で見て第1の長手方向範囲(14)の前及び/又は後ろで、冷却流体を噴射することにより冷却する、請求項1から4までのいずれか1項記載の方法。
- 素材(12)が、第1のストッパ(45)と第2のストッパ(46)との相対運動中は長手方向(11)に沿う軸線の回りで回動不能である、請求項1から5までのいずれか1項記載の方法。
- 切削加工後に、第1の長手方向範囲(14)内に螺旋状の溝(13)の残りを残しておく、請求項1から6までのいずれか1項記載の方法。
- 第1の長手方向範囲(14)内の素材(12)を周辺温度に冷却する前に、1秒〜10秒の間、750℃〜800℃の温度に加熱することによって焼鈍処理する、請求項1から7までのいずれか1項記載の方法。
- 素材(12)を焼鈍処理中に長手方向(11)に沿う軸線の回りで回転させる、請求項8記載の方法。
- 焼鈍処理を、素材(12)を以前に加熱した装置と同じ装置(40)によって行う、請求項8又は9記載の方法。
- 請求項1から10までのいずれか1項記載の複数の方法を順次同一素材(12)において実施し、この場合、相応の複数の第1の長手方向範囲(14)を、長手方向(11)で見て直ぐに隣接するように配置する、ねじ山付きスピンドル(10)の製作方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010053119.7 | 2010-12-01 | ||
| DE102010053119A DE102010053119A1 (de) | 2010-12-01 | 2010-12-01 | Verfahren zur Herstellung einer Gewindespindel mit großem Lagersitz |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012115902A true JP2012115902A (ja) | 2012-06-21 |
| JP5882036B2 JP5882036B2 (ja) | 2016-03-09 |
Family
ID=45044263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011263851A Expired - Fee Related JP5882036B2 (ja) | 2010-12-01 | 2011-12-01 | 大きな軸受け座を備えたねじ山付きスピンドルの製作方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9815153B2 (ja) |
| EP (1) | EP2460617B1 (ja) |
| JP (1) | JP5882036B2 (ja) |
| CN (1) | CN102554584B (ja) |
| DE (1) | DE102010053119A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015014317A (ja) * | 2013-07-04 | 2015-01-22 | Thk株式会社 | ねじ軸、ねじ軸の製造方法、リニアアクチュエータ |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2503936B (en) * | 2012-07-13 | 2020-03-04 | Gkn Wheels Ltd | Manufacture of wheels |
| CN104128753A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种有利于加工效率和表面质量的车床主轴加工工艺 |
| EP3037189B1 (en) * | 2014-12-23 | 2018-11-07 | Ellwood National Investment Corp. | Net shaped forging for fluid end blocks |
| CN107931499B (zh) * | 2017-11-23 | 2019-06-28 | 重庆大学 | 控制形成匀细化混合晶界的电流补热式电镦方法及装置 |
| CN114434102B (zh) * | 2022-01-24 | 2023-05-12 | 湖南湘投金天科技集团有限责任公司 | 双钛金属环及其制备方法 |
| CN119839591B (zh) * | 2025-03-19 | 2025-05-27 | 南通安思卓新能源有限公司 | 一种制氢装备电解槽用钢制长螺杆的加工方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3198926A (en) * | 1961-09-07 | 1965-08-03 | Ford Motor Co | Method for upsetting elongated articles |
| JPS54130456A (en) * | 1978-03-16 | 1979-10-09 | Bendix Westinghouse Ltd | Production of push bar for actuator |
| JPS609541A (ja) * | 1983-06-30 | 1985-01-18 | Mitsubishi Heavy Ind Ltd | 増肉加工法における熱処理方法 |
| JPH0598741A (ja) * | 1991-10-09 | 1993-04-20 | Tokyo Tekko Kk | 鉄筋における定着部の製造方法 |
| WO2000062956A1 (de) * | 1999-04-16 | 2000-10-26 | Sm Schweizerische Munitionsunternehmung Ag | Verfahren zur massivumformung von axial-symmetrischen metallischen bauteilen |
| JP2007092518A (ja) * | 2006-11-08 | 2007-04-12 | Shimizu Corp | 定着部付鉄筋の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3711338A (en) * | 1970-10-16 | 1973-01-16 | Morgan Construction Co | Method for cooling and spheroidizing steel rod |
| BE782585A (fr) * | 1972-04-24 | 1972-10-24 | Elphiac Sa | Procede de refoulement, machine pour executer ce procede et articles fabriques suivant ce procede. |
| DE2852179A1 (de) * | 1978-12-02 | 1980-06-12 | Schaeffler Ohg Industriewerk | Waelzlager zur endseitigen lagerung einer mit gewindegaengen versehenen kugelrollspindel |
| JPS609543A (ja) * | 1983-06-30 | 1985-01-18 | Mitsubishi Heavy Ind Ltd | 肉厚増加加工における冷却法 |
| JPS60238056A (ja) * | 1984-01-11 | 1985-11-26 | Hitachi Ltd | 段付シャフトの鍛造方法 |
| DE3474524D1 (en) * | 1984-04-11 | 1988-11-17 | Hitachi Ltd | Method and apparatus for increasing thickness of tubular member |
| JPS60238059A (ja) | 1985-04-23 | 1985-11-26 | Kitamura Gokin Seisakusho:Kk | 空気搬送と併用した鋳物の急冷装置 |
| US5199169A (en) * | 1991-12-23 | 1993-04-06 | Thomson Saginaw Ball Screw Company, Inc. | Methods of making recirculating ball nut and splined shaft and screw assemblies |
| JP2000237837A (ja) * | 1999-02-18 | 2000-09-05 | Dai Ichi High Frequency Co Ltd | 中空ロール用中空円筒の熱処理方法 |
| US6708544B2 (en) | 2001-02-16 | 2004-03-23 | Nsk Ltd. | Thread rolling die and process for the production thereof |
| CN101856781B (zh) * | 2010-05-19 | 2012-05-23 | 常州大学 | 一种精密滚珠丝杠制造方法 |
-
2010
- 2010-12-01 DE DE102010053119A patent/DE102010053119A1/de not_active Withdrawn
-
2011
- 2011-11-05 EP EP11008810.1A patent/EP2460617B1/de active Active
- 2011-11-29 US US13/306,125 patent/US9815153B2/en active Active
- 2011-12-01 JP JP2011263851A patent/JP5882036B2/ja not_active Expired - Fee Related
- 2011-12-01 CN CN201110411422.4A patent/CN102554584B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3198926A (en) * | 1961-09-07 | 1965-08-03 | Ford Motor Co | Method for upsetting elongated articles |
| JPS54130456A (en) * | 1978-03-16 | 1979-10-09 | Bendix Westinghouse Ltd | Production of push bar for actuator |
| JPS609541A (ja) * | 1983-06-30 | 1985-01-18 | Mitsubishi Heavy Ind Ltd | 増肉加工法における熱処理方法 |
| JPH0598741A (ja) * | 1991-10-09 | 1993-04-20 | Tokyo Tekko Kk | 鉄筋における定着部の製造方法 |
| WO2000062956A1 (de) * | 1999-04-16 | 2000-10-26 | Sm Schweizerische Munitionsunternehmung Ag | Verfahren zur massivumformung von axial-symmetrischen metallischen bauteilen |
| JP2007092518A (ja) * | 2006-11-08 | 2007-04-12 | Shimizu Corp | 定着部付鉄筋の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015014317A (ja) * | 2013-07-04 | 2015-01-22 | Thk株式会社 | ねじ軸、ねじ軸の製造方法、リニアアクチュエータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5882036B2 (ja) | 2016-03-09 |
| US20120138199A1 (en) | 2012-06-07 |
| CN102554584A (zh) | 2012-07-11 |
| DE102010053119A1 (de) | 2012-06-06 |
| EP2460617B1 (de) | 2018-01-10 |
| US9815153B2 (en) | 2017-11-14 |
| CN102554584B (zh) | 2016-06-15 |
| EP2460617A1 (de) | 2012-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5882036B2 (ja) | 大きな軸受け座を備えたねじ山付きスピンドルの製作方法 | |
| KR101414381B1 (ko) | 볼 나사, 및 볼 나사용 너트의 제조방법 | |
| US20170175216A1 (en) | Electrical heating device | |
| US9084297B2 (en) | Induction heat treatment of an annular workpiece | |
| CN102536561B (zh) | 用于高压共轨油泵的凸轮轴的制造方法及其过盈装配设备 | |
| US20050155203A1 (en) | Method and apparatus for improving the magnitude of compressive stress developed in the surface of a part | |
| US20190076903A1 (en) | Tube diameter expanding method and forming apparatus | |
| CN108348982A (zh) | 用于内燃机的内冷却阀及其制造方法和设备 | |
| KR20090105829A (ko) | 마찰압접방법과 마찰압접장치 | |
| JP2008530460A (ja) | 大寸法転動軸受の軸受リングの生産方法 | |
| CN107009102B (zh) | 用于制造传动轴的方法 | |
| US10486273B2 (en) | Spindle for a ball screw and method for producing same | |
| US20240351094A1 (en) | Apparatus and method for manufacturing rack bar | |
| US20080168819A1 (en) | Closing device and closing method | |
| CN107457528A (zh) | 精密冷挤压免研磨碳氮共渗轴承套加工方法 | |
| CN103572035A (zh) | 环状工件的淬火方法以及该方法所使用的淬火装置 | |
| JP2010090953A (ja) | ボールねじおよびこれを備えたvベルト式無段変速機のプーリ幅駆動機構 | |
| CN102528381A (zh) | 过盈装配方法及设备 | |
| KR200328211Y1 (ko) | 볼 조인트에 있어서, 볼조인트 케이스의 스웨이징 유닛트결합장치 | |
| US20190247951A1 (en) | Rack and method for producing a rack for a steering gear of a motor vehicle | |
| US20220063705A1 (en) | Linear motion shaft for electric power steering device, electric power steering device, and methods for manufacturing them | |
| US20080244892A1 (en) | Method For Producing a Shaft Pertaining to a Starter | |
| JP2012097317A (ja) | 高周波焼き入れ方法及び鉄鋼を素材とする製品の製造方法 | |
| JP2025078332A (ja) | クランクシャフト支持装置 | |
| CN120866628A (zh) | 一种无软带感应淬火设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140813 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150803 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5882036 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |