JP2012116094A - 真空成型方法 - Google Patents
真空成型方法 Download PDFInfo
- Publication number
- JP2012116094A JP2012116094A JP2010267877A JP2010267877A JP2012116094A JP 2012116094 A JP2012116094 A JP 2012116094A JP 2010267877 A JP2010267877 A JP 2010267877A JP 2010267877 A JP2010267877 A JP 2010267877A JP 2012116094 A JP2012116094 A JP 2012116094A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- molding
- molding space
- adherend
- decorative film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
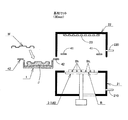
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
【選択図】図4
Description
下ボックス21内に設置した可動式のテーブル3上に真空成型機用基板1をセットし、真空成型機用基板1の収容部に被着体Wを載置収容する載置工程と、
被着体Wの上方であって下ボックス21と上ボックス22の間の開口を塞ぐように設置した加飾フィルムFを境として成形空間Sを上下に仕切り、下部の成形空間S内にテーブル3、真空成型機用基板1及び被着体Wを密閉する密閉工程と、
密閉した成形空間S内に設置された加飾フィルムFを加熱する加熱工程と、
前記密閉工程によって密閉した下部の成形空間S内を上部の成形空間内Sに対して減圧させて、加飾フィルムFによって仕切られた成形空間Sに圧力差を発生させ、テーブル3上にセットした被着体Wの表面近傍をその周囲よりも減圧した環境とする圧力調整工程と、
前記加熱工程によって加熱された加飾フィルムFの下方から、前記載置工程によって被着体Wを載置したテーブル3を近接させて被着体Wの表面に加飾フィルムFを密着成型する成型工程と、
成型工程の後に前記圧力調整工程によって発生した圧力差を解除する圧力解除工程と、
圧力解除工程の後に成形空間の密閉状態を解除して成型製品FWを取り出す取り出し工程とを具備してなり、
前記成型工程後であって圧力解除工程前に、前記圧力調整工程によって発生した圧力差を維持しながら上部の成形空間内に冷却ガスCを封入する加圧冷却工程を有することを特徴とする。
前記圧力調整工程は、被着体W上を覆う加飾フィルムFによって仕切られた上下の成形空間Sをそれぞれ減圧する減圧ステップと、減圧ステップの後に上部の成形空間Sのみを加圧して高圧状態を維持する加圧ステップとを有し、
前記加熱工程は、この減圧ステップにおいて上部の成形空間S内から加飾フィルムFを加熱するものであり、
前記成型工程は、この加圧ステップにおいて下部の成形空間S内からテーブル3を上昇させて加飾フィルムFを被着体W上に被せるものであることが好ましい。
(1)(2)下ボックス内に設置した可動式のテーブル3上に真空成型機用基板をセットし、真空成型機用基板の収容部に被着体を載置収容する載置工程
(3)加飾フィルムを境として成形空間を上下に仕切り、下部の成形空間内にテーブル、真空成型機用基板及び被着体を密閉する密閉工程
(4)加飾フィルムを加熱する加熱工程
(4)(5)前記密閉工程によって密閉した下部の成形空間内を上部の成形空間内に対して減圧させて仕切られた成形空間に圧力差を発生させ、テーブル上にセットした被着体の表面近傍をその周囲よりも減圧環境とする圧力調整工程
(5)前記加熱工程によって加熱された加飾フィルムの下方から、前記載置工程によって被着体を載置したテーブル及び加熱した加飾フィルムを近接させて被着体の表面に加飾フィルムを密着成型する成型工程
(6)前記成型工程後であって圧力解除工程前に、前記圧力調整工程によって発生した圧力差を維持しながら上部の成形空間内に冷却ガスを封入する加圧冷却工程
(7)成型工程の後に前記圧力調整工程によって発生した圧力差を解除する圧力解除工程
(8)(9)(10)圧力解除後に密閉状態を解除して製品を取り出す取り出し工程
圧力調整工程は、被着体上を覆う加飾フィルムによって仕切られた上下の成形空間をそれぞれ減圧する減圧ステップと、減圧ステップの後に上部の成形空間のみを加圧する加圧ステップとを有する。
加圧冷却工程において、上ボックス内に設けた噴出口(51,52)から成形空間内の真空成型機用基板及び被着体に向かって、所定噴出体積の冷却ガスを噴出すると共に、上ボックス内に設けた排出口から上ボックス外部へ、冷却ガスの噴出体積と同体積または同体積未満の上部の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却する。
上ボックスは、ボックス内面の所定の配設領域に、加飾フィルムを加熱するための複数個の加熱素子(230)が分散して配設されると共に、加熱素子の前記配設領域間に、冷却ガスを噴出する噴出口(51,52)が設けられる。
なお、成型工程において、セットした被着体の周囲外方に、被着体の最大高さよりも高い突出高さで加飾フィルムの近接方向に突出した枠部が設けられ、
前記枠部が、被着体よりも先に加飾フィルムと接触し、被着体の周囲外方にて加飾フィルムを押し上げて張り拡げた枠部接触状態となり、
この枠部接触状態の次に、被着体が前記張り拡げられた加飾フィルムの表面に密着することが好ましい。
側枠材は、少なくとも前記多角形状を構成するすべての角部において、枠内側に、多角形状の中央寄りに傾斜した内傾斜面を有してなる。
21 下ボックス
22 上ボックス
3 テーブル
C 冷却ガス
F 加飾フィルム
S 成形空間
W 被着体
51,52 噴出口
5C 冷却コンプレッサー
Claims (5)
- 下部に開口した下ボックスと上部に開口した上ボックスとによって成形空間が密閉形成され得る真空成型機を用いて、成形空間内の被着体の表面に加飾フィルムを密着させて成型する真空成型方法であって、
下ボックス内に設置した可動式のテーブル上に真空成型機用基板をセットし、真空成型機用基板の収容部に被着体を載置収容する載置工程と、
加飾フィルムを境として成形空間を上下に仕切り、下部の成形空間内にテーブル、真空成型機用基板及び被着体を密閉する密閉工程と、
加飾フィルムを加熱する加熱工程と、
前記密閉工程によって密閉した下部の成形空間内を上部の成形空間内に対して減圧させて仕切られた成形空間に圧力差を発生させ、テーブル上にセットした被着体の表面近傍をその周囲よりも減圧環境とする圧力調整工程と、
前記加熱工程によって加熱された加飾フィルムの下方から、前記載置工程によって被着体を載置したテーブル及び加熱した加飾フィルムを近接させて被着体の表面に加飾フィルムを密着成型する成型工程と、
成型工程の後に前記圧力調整工程によって発生した圧力差を解除する圧力解除工程と、
圧力解除と共に製品を取り出す取り出し工程とを具備してなり、
前記成型工程後であって圧力解除工程前に、前記圧力調整工程によって発生した圧力差を維持しながら上部の成形空間内に冷却ガスを封入する加圧冷却工程を有することを特徴とする真空成型方法。 - 圧力調整工程は、被着体上を覆う加飾フィルムによって仕切られた上下の成形空間をそれぞれ減圧する減圧ステップと、減圧ステップの後に上部の成形空間のみを加圧する加圧ステップとを有し、
前記加熱工程は、この減圧ステップにおいて上部の成形空間内から加飾フィルムを加熱するものであり、
前記成型工程は、この加圧ステップにおいて下部の成形空間内からテーブルを上昇させて加飾フィルムを被着体上に被せるものである請求項1記載の真空成型方法。 - 前記加圧冷却工程において、上ボックス内に設けた噴出口から成形空間内の真空成型機用基板及び被着体に向かって、所定噴出体積の冷却ガスを噴出すると共に、上ボックス内に設けた排出口から上ボックス外部へ、冷却ガスの噴出体積と同体積または同体積未満の上部の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却する請求項1又は2記載の真空成型方法。
- 上ボックスは、ボックス内面の所定の配設領域に、加飾フィルムを加熱するための複数個の加熱素子が分散して配設されると共に、加熱素子の前記配設領域内に、冷却ガスを噴出する噴出口が設けられる請求項3記載の真空成型方法。
- 前記加圧冷却工程においては、上部の成形空間及び冷却コンプレッサーを介した循環配管間で気体を循環させることで、冷却ガスの封入と成形空間内空気の排出とを同時に継続させる請求項1,2,3又は4のいずれか記載の真空成型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010267877A JP5549036B2 (ja) | 2010-11-30 | 2010-11-30 | 真空成型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010267877A JP5549036B2 (ja) | 2010-11-30 | 2010-11-30 | 真空成型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012116094A true JP2012116094A (ja) | 2012-06-21 |
| JP5549036B2 JP5549036B2 (ja) | 2014-07-16 |
Family
ID=46499533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010267877A Active JP5549036B2 (ja) | 2010-11-30 | 2010-11-30 | 真空成型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5549036B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5604569B1 (ja) * | 2013-08-05 | 2014-10-08 | 布施真空株式会社 | 加飾フィルムの部分オーバーレイによる部分真空成形方法 |
| WO2015060264A1 (ja) * | 2013-10-22 | 2015-04-30 | 日立化成株式会社 | 真空成形機 |
| JP2015107639A (ja) * | 2013-10-22 | 2015-06-11 | 日立化成株式会社 | 真空成形方法 |
| WO2017098737A1 (ja) * | 2015-12-09 | 2017-06-15 | 布施真空株式会社 | 部分加飾成形方法及び部分加飾成形装置 |
| JP2018024119A (ja) * | 2016-08-08 | 2018-02-15 | トヨタ自動車東日本株式会社 | 真空成型装置及び真空成型方法 |
| KR20180018252A (ko) | 2015-10-02 | 2018-02-21 | 덴쇼 덴키 고교 가부시키가이샤 | 수지 성형품 및 수지 성형품의 제조 방법, 및 수지 성형품의 제조 장치 |
| JP7411300B1 (ja) | 2023-09-12 | 2024-01-11 | 株式会社浅野研究所 | 熱成形装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01502171A (ja) * | 1986-09-29 | 1989-08-03 | ディークヴィッシュ,リタ | 3次元の中実体をプラスチクで被覆する方法と装置 |
| JPH03184828A (ja) * | 1989-12-15 | 1991-08-12 | Toppan Printing Co Ltd | 装飾装置 |
| JPH0414434A (ja) * | 1990-05-07 | 1992-01-20 | Toppan Printing Co Ltd | ラミネート方法 |
| JPH04135825A (ja) * | 1990-09-28 | 1992-05-11 | Toppan Printing Co Ltd | 成形品への絵付け方法 |
| JPH08500784A (ja) * | 1992-09-03 | 1996-01-30 | レオナード クルツ ゲーエムベーハー ウント コンパニー | 三次元物体の表面に装飾層を積層するための方法および装置 |
| JPH09509899A (ja) * | 1994-03-04 | 1997-10-07 | アーマセル プロプライエタリー リミテッド. | 構造体的物品を製造する方法及びその装置 |
| JP2002079573A (ja) * | 2000-09-06 | 2002-03-19 | Fuse Shinku Kk | 真空成型装置 |
-
2010
- 2010-11-30 JP JP2010267877A patent/JP5549036B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01502171A (ja) * | 1986-09-29 | 1989-08-03 | ディークヴィッシュ,リタ | 3次元の中実体をプラスチクで被覆する方法と装置 |
| JPH03184828A (ja) * | 1989-12-15 | 1991-08-12 | Toppan Printing Co Ltd | 装飾装置 |
| JPH0414434A (ja) * | 1990-05-07 | 1992-01-20 | Toppan Printing Co Ltd | ラミネート方法 |
| JPH04135825A (ja) * | 1990-09-28 | 1992-05-11 | Toppan Printing Co Ltd | 成形品への絵付け方法 |
| JPH08500784A (ja) * | 1992-09-03 | 1996-01-30 | レオナード クルツ ゲーエムベーハー ウント コンパニー | 三次元物体の表面に装飾層を積層するための方法および装置 |
| JPH09509899A (ja) * | 1994-03-04 | 1997-10-07 | アーマセル プロプライエタリー リミテッド. | 構造体的物品を製造する方法及びその装置 |
| JP2002079573A (ja) * | 2000-09-06 | 2002-03-19 | Fuse Shinku Kk | 真空成型装置 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5604569B1 (ja) * | 2013-08-05 | 2014-10-08 | 布施真空株式会社 | 加飾フィルムの部分オーバーレイによる部分真空成形方法 |
| WO2015060264A1 (ja) * | 2013-10-22 | 2015-04-30 | 日立化成株式会社 | 真空成形機 |
| WO2015060263A1 (ja) * | 2013-10-22 | 2015-04-30 | 日立化成株式会社 | 真空成形方法 |
| JP2015107639A (ja) * | 2013-10-22 | 2015-06-11 | 日立化成株式会社 | 真空成形方法 |
| US10173361B2 (en) | 2013-10-22 | 2019-01-08 | Hitachi Chemical Company, Ltd. | Vacuum forming method |
| KR20180018252A (ko) | 2015-10-02 | 2018-02-21 | 덴쇼 덴키 고교 가부시키가이샤 | 수지 성형품 및 수지 성형품의 제조 방법, 및 수지 성형품의 제조 장치 |
| JPWO2017098737A1 (ja) * | 2015-12-09 | 2018-09-20 | 布施真空株式会社 | 部分加飾成形方法及び部分加飾成形装置 |
| WO2017098737A1 (ja) * | 2015-12-09 | 2017-06-15 | 布施真空株式会社 | 部分加飾成形方法及び部分加飾成形装置 |
| US10737435B2 (en) | 2015-12-09 | 2020-08-11 | Fu-se Vacuum Forming CO., LTD. | Partial decoration forming method and partial decoration forming apparatus |
| US10737436B2 (en) | 2015-12-09 | 2020-08-11 | Fu-se Vacuum Forming CO., LTD. | Partial decoration forming method and partial decoration forming apparatus |
| JP2018024119A (ja) * | 2016-08-08 | 2018-02-15 | トヨタ自動車東日本株式会社 | 真空成型装置及び真空成型方法 |
| JP7411300B1 (ja) | 2023-09-12 | 2024-01-11 | 株式会社浅野研究所 | 熱成形装置 |
| WO2025057584A1 (ja) * | 2023-09-12 | 2025-03-20 | 株式会社浅野研究所 | 熱成形装置 |
| JP2025040818A (ja) * | 2023-09-12 | 2025-03-25 | 株式会社浅野研究所 | 熱成形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5549036B2 (ja) | 2014-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5549036B2 (ja) | 真空成型方法 | |
| EP2324991B1 (en) | Sheet bonding method and sheet bonding apparatus | |
| JP5266378B2 (ja) | 絵付装置 | |
| CN102177010B (zh) | 利用热板加热的热成型装置以及热成型方法 | |
| CN104271448B (zh) | 装有面对的罩部件的、用于放在托盘中的产品的改良氛围包装的设备 | |
| JP5604569B1 (ja) | 加飾フィルムの部分オーバーレイによる部分真空成形方法 | |
| JP2014180696A (ja) | 鋳造装置 | |
| KR101482913B1 (ko) | 커피캡슐 포장용기 실링장치 | |
| KR20170034574A (ko) | 진공 배깅형 곡면 글라스 열전사장치 | |
| KR100782119B1 (ko) | 오토클레이브 장치 | |
| TWI390741B (zh) | 以調節氣體封入電子元件的方法及裝置 | |
| JP6319787B2 (ja) | ガス置換包装装置 | |
| JP4044876B2 (ja) | 樹脂シートの成形方法と装置 | |
| CN106144010B (zh) | 包装机用抽充气及封接一体装置 | |
| JP2018516758A5 (ja) | ||
| JP6258003B2 (ja) | 転写装置用チャンバ及びこの転写装置用チャンバを用いた転写方法並びに転写装置 | |
| JP6120027B2 (ja) | 充填装置 | |
| JP4240258B2 (ja) | 封止成形装置の樹脂部材供給機構 | |
| JP4399807B2 (ja) | 注湯枠冷却装置 | |
| JPH0919936A (ja) | 合成樹脂発泡成形装置 | |
| KR20130100412A (ko) | 인테리어 시트 진공증착방법 및 그 장치 | |
| JP2006175731A (ja) | ドーム状成形品の成形方法及び成形装置 | |
| JP6749731B2 (ja) | 成形品の取出し方法 | |
| JP2012179618A (ja) | 溶湯保持炉 | |
| JP2016013842A (ja) | ホットメルト接着剤の包装装置及び包装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140428 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140502 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5549036 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |