JP2012116183A - 射出成形用ハードコートフィルム積層体及びその製造方法 - Google Patents
射出成形用ハードコートフィルム積層体及びその製造方法 Download PDFInfo
- Publication number
- JP2012116183A JP2012116183A JP2011220237A JP2011220237A JP2012116183A JP 2012116183 A JP2012116183 A JP 2012116183A JP 2011220237 A JP2011220237 A JP 2011220237A JP 2011220237 A JP2011220237 A JP 2011220237A JP 2012116183 A JP2012116183 A JP 2012116183A
- Authority
- JP
- Japan
- Prior art keywords
- hard coat
- layer
- injection molding
- resin
- film laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】基材層を形成するポリカーボネート樹脂等のフィルムの片面に、光硬化性を有する籠型シルセスキオキサン樹脂を含んだ光硬化性樹脂組成物を塗布して硬化させることで、厚さが20μm以上であり、波長550nmでの透過率が90%以上であって、且つ、ガラス転移温度が230℃以上のハードコート層を形成して射出成形用ハードコートフィルム積層体を得るようにする。
【選択図】なし
Description
[1]ポリカーボネート、ポリメタクリル酸メチル、及びポリエチレンテレフタレートからなる群から選ばれた1種の樹脂の単層又は2種以上の複数層からなる基材層と、該基材層の片面に積層一体化されたハードコート層とを備えた射出成形用ハードコートフィルム積層体であって、前記ハードコート層は、光硬化性を有する籠型シルセスキオキサン樹脂を含有した光硬化性樹脂組成物を硬化させて厚みが20μm以上からなり、波長550nmでの透過率が90%以上であって、且つ、ガラス転移温度が230℃以上であることを特徴とする射出成形用ハードコートフィルム積層体。
RSiX3 ・・・(1)
〔式(1)中、Rは(メタ)アクリロイル基を有する有機官能基又はビニル基を示し、Xはアルコキシ基、又はアセトキシ基から選ばれる加水分解基を示す。〕で表わされるケイ素化合物を有機極性溶媒及び塩基性触媒存在下で加水分解反応させると共に一部縮合させ、得られた加水分解生成物を更に非極性溶媒及び塩基性触媒存在下で再縮合させて得られるものであることを特徴とする[1]に記載の射出成形用ハードコートフィルム積層体。
[RSiO3/2]n ・・・(2)
〔式(2)中、Rは(メタ)アクリロイル基を有する有機官能基又はビニル基を示し、nは8、10、12又は14を示す。〕で表わされる籠型シルセスキオキサン樹脂であることを特徴とする[1]又は[2]に記載の射出成形用ハードコートフィルム積層体。
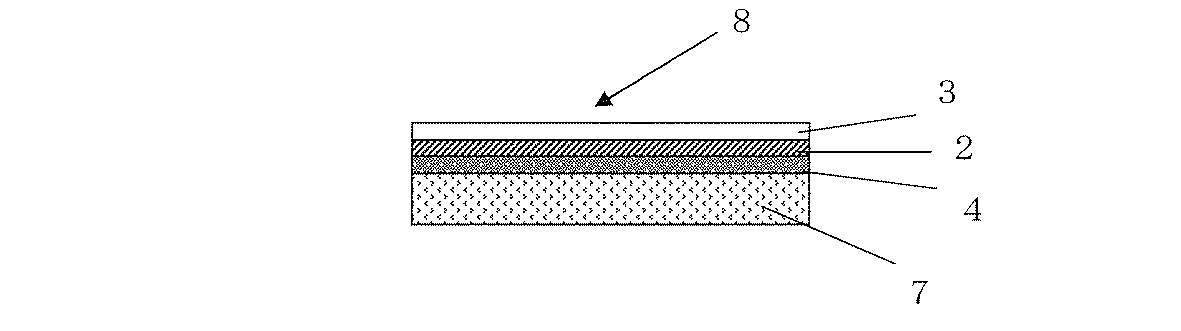
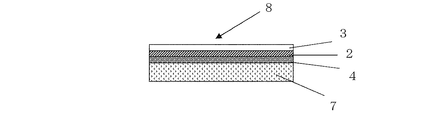
図1に、本発明の射出成形用ハードコートフィルム積層体1の一実施形態を示す。このハードコートフィルム積層体1は、ポリカーボネート、PMMA、及びPETからなる群から選ばれた1種の樹脂の単層又は2種以上の複数層からなる基材層4の片面にハードコート層2とプラスチックフィルムのカバー層3が積層一体化されたものからなる。基材層を形成する樹脂はフィルム状のものを用いるのがよく、好適には、ポリカーボネート、PMMA、及びPETからなる群から選ばれた1種の樹脂フィルムを単独で基材層として用いてもよく、2種以上の樹脂フィルムを積層させた複数層のものを基材層として用いてもよい。なかでも、ポリカーボネートフィルム、PMMAフィルム、若しくはPETフィルムの単層からなる基材層、又は、ポリカーボネートフィルムとPMMAフィルムとが2枚貼り合わされた基材層がより好適である。
RSiX3 ・・・(1)
で表わされるケイ素化合物を有機極性溶媒及び塩基性触媒存在下で加水分解反応させると共に一部縮合させ、得られた加水分解生成物を更に非極性溶媒及び塩基性触媒存在下で再縮合させてなるものが挙げられる。なお、前記一般式(1)において、Rは(メタ)アクリロイル基を有する有機官能基又はビニル基を示し、Xはアルコキシ基、アセトキシ基等の加水分解基を示す。
[RSiO3/2]n ・・・(2)
で表される籠型シルセスキオキサン樹脂であることが好ましい。なお、前記一般式(2)において、Rは(メタ)アクリロイル基を有する有機官能基又はビニル基を示し、nは8、10、12又は14を示す。
下記構造式(4)
ハードコート部を備えた成形体に対してJIS K5600−5−4 引っかき硬度(鉛筆法)に準拠して行った。また、スチールウール試験を行った。スチールウール試験は消しゴム試験機(株式会社本光製作所製)を用い、スチールウール#0000を用いて行い、荷重500gでスチールウールを往復させた。
ハードコート部を備えた成形体に対して曲げ試験を行った。試験方法としては、中央が開口している土台の上に(開口部:80mm×50mm)、120mm×30mmの試験片を置き、上方から、押し芯先端R:SR5、速度:5mm/cm、押し込み深さ40mmまで押し込んだときの曲げ応力、及びハードコート層の表面状態を観察した。
上記の液状の光硬化性樹脂組成物を硬化後の厚みが0.025mmとなるように塗布し、実施例1と同様の方法でハードコート部を備えた射出成形体8を得た後、実施例1と同様に評価を行った。結果を表1に示す。
ポリカーボネートフィルムとPMMAフィルムとが貼り合わされたポリカーボネート・PMMAフィルム(住友化学製、商品名「テクノロイC001」)のポリカーボネートフィルム側を予めシランカップリング剤(信越化学工業製、商品名「KBE−903」)で表面処理した。表面処理したポリカーボネートフィルム側に上記の液状の光硬化性樹脂組成物を硬化後の厚みが0.07mmとなるように塗布し、実施例1と同様の方法でハードコート部を備えた射出成形体8を得た後、実施例1と同様に評価を行った。結果を表1に示す。
上記の液状の光硬化性樹脂組成物を硬化後の厚みが0.015mmとなるように塗布し、実施例1と同様の方法でハードコート部を備えた射出成形体8を得た後、実施例1と同様に評価を行った。結果を表1に示す。
比較例としてポリカーボネートシートの表面にアクリル系ハードコートが施された三菱ガス化学製商品名ユーピロン・シートMR58(厚み0.65mm)を貼着して、実施例1と同様に評価を行った。結果を表1に示す。
上記の液状の光硬化性樹脂組成物を、予めシランカップリング剤(信越化学工業製、商品名「KBE−903」)で表面処理したPMMAフィルム(住友化学製、商品名「テクノロイS001G」)に硬化後の厚みが0.1mmとなるように塗布し、実施例1と同様の方法で射出成形用ハードコートフィルム積層体1を得た。その後、実施例1と同様の方法で射出樹脂をPMMA樹脂(住友化学製、商品名「スミペックス HT55X」)にして、樹脂温度250℃、金型温度80℃、設定射出圧力129MPa、射出時間6秒の条件で射出することによって、図3に示すような厚み1.6mmのPMMA樹脂からなる樹脂成形体7の表面にハードコートフィルム積層体1からなるハードコート部を備えた射出成形体8を得た。実施例1と同様に評価を行った結果を表1に示す。
上記構造式(4)で表わされるシルセスキオキサン15部、ジペンタエリスリトール(日本化薬社製、商品名「KAYARAD DPHA」)55部、ジメチロールトリシクロデカンジアクリレート(共栄社化学社製、商品名「ライトアクリレートDCP−A」)30部、及びヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、商品名「IRGACURE184」)2.5部を均一に攪拌混合した後、脱泡して液状の光硬化性樹脂組成物を得た。
上記構造式(4)で表わされるシルセスキオキサン70部、ジペンタエリスリトール(日本化薬社製、商品名「KAYARAD DPHA」)20部、ジメチロールトリシクロデカンジアクリレート(共栄社化学社製、商品名「ライトアクリレートDCP−A」)10部、及びヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、商品名「IRGACURE184」)2.5部を均一に攪拌混合した後、脱泡して液状の光硬化性樹脂組成物を得た。
上記実施例1で用いた液状の光硬化性樹脂組成物を硬化後の厚みが0.050mmとなるように基材層用のPET上に塗布し、その上から別のカバー層用のPETを、塗工した光硬化性樹脂へ圧着した後、超高圧水銀ランプにて紫外線を6400mJ/cm2の照射露光量で照射してハードコート層を硬化せしめた。硬化後、基材層用及びカバー層用のPETをそれぞれ剥離することによってハードコート層のみのフィルムを得た。
ハードコート層のみの光線透過率は分光光度計(株式会社日立製作所製、Spectrophotometer U−4000)で測定したところ、550nmでの透過率91.7%であった。結果を図4に示す。
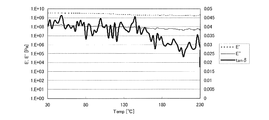
ハードコート層のみのガラス転移温度は動的粘弾性測定装置(株式会社ユービーエム製、DVE−V4レオスペクトラー)で測定した。結果は図5に示したとおりであり、tanδで表されるガラス転移温度は230℃までの測定では観測されなかった。なお、ここで、E'は貯蔵弾性率を示し、E''は損失弾性率を示し、tanδ=E''/E'である。
2:ハードコート層
3:カバー層
4:基材層
5:第1射出成形型
6:第2射出成形型
7:樹脂成形体
8:射出成形体
Claims (7)
- ポリカーボネート、ポリメタクリル酸メチル、及びポリエチレンテレフタレートからなる群から選ばれた1種の樹脂の単層又は2種以上の複数層からなる基材層と、該基材層の片面に積層一体化されたハードコート層とを備えた射出成形用ハードコートフィルム積層体であって、前記ハードコート層は、光硬化性を有する籠型シルセスキオキサン樹脂を含有した光硬化性樹脂組成物を硬化させて厚みが20μm以上からなり、波長550nmでの透過率が90%以上であって、且つ、ガラス転移温度が230℃以上であることを特徴とする射出成形用ハードコートフィルム積層体。
- 前記籠型シルセスキオキサン樹脂は、下記一般式(1):
RSiX3 ・・・(1)
〔式(1)中、Rは(メタ)アクリロイル基を有する有機官能基又はビニル基を示し、Xはアルコキシ基、又はアセトキシ基から選ばれる加水分解基を示す。〕で表わされるケイ素化合物を有機極性溶媒及び塩基性触媒存在下で加水分解反応させると共に一部縮合させ、得られた加水分解生成物を更に非極性溶媒及び塩基性触媒存在下で再縮合させて得られるものであることを特徴とする請求項1に記載の射出成形用ハードコートフィルム積層体。 - 前記籠型シルセスキオキサン樹脂が、下記一般式(2):
[RSiO3/2]n ・・・(2)
〔式(2)中、Rは(メタ)アクリロイル基を有する有機官能基又はビニル基を示し、nは8、10、12又は14を示す。〕で表わされる籠型シルセスキオキサン樹脂であることを特徴とする請求項1又は2に記載の射出成形用ハードコートフィルム積層体。 - 前記Rが、下記一般式(3):
- 前記ハードコート層側の表面にプラスチックフィルムのカバー層を更に備えることを特徴とする請求項1〜4のうちいずれか一項に記載の射出成形用ハードコートフィルム積層体。
- 基材層の厚みが30〜300μmの範囲であることを特徴とする請求項1〜5のうちいずれか一項に記載の射出成形用ハードコートフィルム積層体。
- ポリカーボネート、ポリメタクリル酸メチル、及びポリエチレンテレフタレートからなる群から選ばれた1種の樹脂の単層又は2種以上の複数層からなる基材層とハードコート層とが積層一体化された射出成形用ハードコートフィルム積層体の製造方法であって、基材層の片面に光硬化性を有する籠型シルセスキオキサン樹脂を含んだ光硬化性樹脂組成物を塗布して硬化させることで、厚さが20μm以上であり、波長550nmでの透過率が90%以上であって、且つ、ガラス転移温度が230℃以上のハードコート層を形成することを特徴とする射出成形用ハードコートフィルム積層体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011220237A JP5794883B2 (ja) | 2010-11-10 | 2011-10-04 | 射出成形用ハードコートフィルム積層体及びその製造方法並びに射出成形体 |
| PCT/JP2011/074504 WO2012063637A1 (ja) | 2010-11-10 | 2011-10-25 | 射出成形用ハードコートフィルム積層体、その製造方法、及びそのハードコートフィルム積層体を利用した射出成形体の製造方法 |
| KR1020137014529A KR101902492B1 (ko) | 2010-11-10 | 2011-10-25 | 사출 성형용 하드코트 필름 적층체, 그 제조방법, 및 그 하드코트 필름 적층체를 이용한 사출 성형체의 제조방법 |
| CN201180054153.9A CN103201080B (zh) | 2010-11-10 | 2011-10-25 | 注射成型用硬涂膜层叠体、其制造方法和利用了该硬涂膜层叠体的注射成型体的制造方法 |
| TW100139756A TWI586513B (zh) | 2010-11-10 | 2011-11-01 | A hard coat film laminate for injection molding, a method for producing the same, and a method of manufacturing the injection molded article using the hard coat film laminate |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010251693 | 2010-11-10 | ||
| JP2010251693 | 2010-11-10 | ||
| JP2011220237A JP5794883B2 (ja) | 2010-11-10 | 2011-10-04 | 射出成形用ハードコートフィルム積層体及びその製造方法並びに射出成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012116183A true JP2012116183A (ja) | 2012-06-21 |
| JP5794883B2 JP5794883B2 (ja) | 2015-10-14 |
Family
ID=46499597
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011220237A Expired - Fee Related JP5794883B2 (ja) | 2010-11-10 | 2011-10-04 | 射出成形用ハードコートフィルム積層体及びその製造方法並びに射出成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5794883B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140308499A1 (en) * | 2013-04-15 | 2014-10-16 | Samsung Display Co., Ltd. | Window for display device and display device including the window panel |
| CN105485879A (zh) * | 2015-11-27 | 2016-04-13 | 青岛海尔空调器有限总公司 | 导风板及其制作方法与送风装置 |
| JP2016137693A (ja) * | 2015-01-29 | 2016-08-04 | マツダ株式会社 | 加飾積層体 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009178904A (ja) * | 2008-01-30 | 2009-08-13 | Nippon Steel Chem Co Ltd | 加飾印刷フィルム積層体 |
| JP2010064384A (ja) * | 2008-09-11 | 2010-03-25 | Ono Sangyo Kk | 樹脂成形品 |
| JP2010125719A (ja) * | 2008-11-28 | 2010-06-10 | Nippon Steel Chem Co Ltd | 飛散防止性能付きガラス |
-
2011
- 2011-10-04 JP JP2011220237A patent/JP5794883B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009178904A (ja) * | 2008-01-30 | 2009-08-13 | Nippon Steel Chem Co Ltd | 加飾印刷フィルム積層体 |
| JP2010064384A (ja) * | 2008-09-11 | 2010-03-25 | Ono Sangyo Kk | 樹脂成形品 |
| JP2010125719A (ja) * | 2008-11-28 | 2010-06-10 | Nippon Steel Chem Co Ltd | 飛散防止性能付きガラス |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140308499A1 (en) * | 2013-04-15 | 2014-10-16 | Samsung Display Co., Ltd. | Window for display device and display device including the window panel |
| JP2016137693A (ja) * | 2015-01-29 | 2016-08-04 | マツダ株式会社 | 加飾積層体 |
| CN105485879A (zh) * | 2015-11-27 | 2016-04-13 | 青岛海尔空调器有限总公司 | 导风板及其制作方法与送风装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5794883B2 (ja) | 2015-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103201080B (zh) | 注射成型用硬涂膜层叠体、其制造方法和利用了该硬涂膜层叠体的注射成型体的制造方法 | |
| TWI760385B (zh) | 具有防眩性及抗反射性之透明基板與其製造方法 | |
| TWI753069B (zh) | 透明樹脂基板 | |
| CN103228444A (zh) | 带有硬涂层的聚碳酸酯 | |
| TWI394660B (zh) | 薄膜積層體及其製造方法 | |
| KR20140027026A (ko) | 하드코팅 필름 | |
| CN1558824A (zh) | 硬涂层薄膜、层压有硬涂层薄膜的基材以及设置有该薄膜和基材的图像显示装置 | |
| KR20140130040A (ko) | 수지 적층체 | |
| KR20140114795A (ko) | 수지 적층체 및 이것을 사용한 성형 방법 | |
| JP5735394B2 (ja) | 射出成形用ハードコートフィルム積層体を利用した射出成形体の製造方法 | |
| KR20150119214A (ko) | 수지 적층체 | |
| JP5794883B2 (ja) | 射出成形用ハードコートフィルム積層体及びその製造方法並びに射出成形体 | |
| JP5616036B2 (ja) | 基材、中間膜及び微細凹凸構造膜を積層してなる積層体 | |
| TWI901582B (zh) | 成型用層合膜 | |
| JP2014065172A (ja) | ハードコートフィルム付アクリル樹脂 | |
| JP2022110332A (ja) | 反射防止基板 | |
| WO2012063637A1 (ja) | 射出成形用ハードコートフィルム積層体、その製造方法、及びそのハードコートフィルム積層体を利用した射出成形体の製造方法 | |
| JP2003080644A (ja) | ハードコート層を有するフィルムおよびその製造方法、並びにハードコート層を有するフィルムを適用した製品 | |
| TW202311037A (zh) | 抗反射膜及使用其之樹脂成形品 | |
| KR101915338B1 (ko) | 기능성 반사 방지 필름 | |
| JP2019123211A (ja) | 樹脂硬化層付き基板およびその製造方法 | |
| JP2012068271A (ja) | 反射防止フィルム | |
| KR20140130041A (ko) | 수지 적층체 | |
| JP2020082439A (ja) | 樹脂硬化層付き基板、化粧板、車両用窓、及び樹脂硬化層付き基板の製造方法 | |
| JP2024033400A (ja) | 積層フィルムおよびその製造方法、ならびに成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150811 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5794883 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |