JP2012117560A - 伸縮可能シャフトおよびその製造方法並びに車両用操舵装置 - Google Patents
伸縮可能シャフトおよびその製造方法並びに車両用操舵装置 Download PDFInfo
- Publication number
- JP2012117560A JP2012117560A JP2010265446A JP2010265446A JP2012117560A JP 2012117560 A JP2012117560 A JP 2012117560A JP 2010265446 A JP2010265446 A JP 2010265446A JP 2010265446 A JP2010265446 A JP 2010265446A JP 2012117560 A JP2012117560 A JP 2012117560A
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- female spline
- die
- spline
- diameter portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D1/00—Couplings for rigidly connecting two coaxial shafts or other movable machine elements
- F16D1/10—Quick-acting couplings in which the parts are connected by simply bringing them together axially
- F16D2001/103—Quick-acting couplings in which the parts are connected by simply bringing them together axially the torque is transmitted via splined connections
Landscapes
- Steering Controls (AREA)
Abstract
【解決手段】筒状の外軸36の第1の端部361側から挿入された内軸35が軸方向X1に摺動可能である。内軸35の外周の雄スプライン40の表面には樹脂被膜が形成されている。外軸36の内周の雌スプラインは、長尺の第1雌スプライン51と、第2雌スプライン52を含む。内軸35を最短縮状態まで短縮させるに伴って、第2雌スプライン52の干渉部が、内軸の先端部351の樹脂被膜と干渉する。干渉によって、自重に抗して、インターミディエイトシャフトを最短縮状態に仮保持する。
【選択図】図2
Description
通例、インターミディエイトシャフトは、筒状の外軸と内軸とをスプライン嵌合させて構成されている。この種のインターミディエイトシャフトを車両に組み付けるときには、まず、インパネモジュール(インストルメントパネルモジュール)にインターミディエイトシャフトの上端を組み付け、その状態で、インパネモジュールを車体に取り付ける。次いで、サスペンションメンバーを車体に取り付けた後、サスペンションメンバーから上方へ延びるピニオンシャフト(或いはピニオンシャフトに連結されたエクステンションシャフト)に、インターミディエイトシャフトの下端を組み付けるようにしている。
上記第1の技術では、一端がインターミディエイトシャフトの上端の自在継手ヨークに係合し、他端がインターミディエイトシャフトの下端の自在継手ヨークに係合する分離防止具を用いて、インターミディエイトシャフトを最短縮状態に仮保持するようにしている(例えば特許文献1を参照)。
また、上記第3の技術では、ワイヤーバンド(絡げ線)を用いて内軸と外軸を最短縮状態に繋いでおくようにしている。
本発明は上記課題に鑑みてなされたものであり、本発明の目的は、安価で組み付け易い伸縮可能シャフトおよびその製造方法並びに車両用操舵装置を提供することである。
また、請求項5の発明は、上記に記載の伸縮可能シャフトをインターミディエイトシャフトに用いた車両用操舵装置(1)を提供する。
また、請求項6の発明は、上記に記載の伸縮可能シャフトの製造方法において、第1の端部、第2の端部、上記第1の端部から延びる小径部、上記第2の端部から延びる大径部、および上記小径部と上記大径部との間に形成されるテーパ部を含む筒状の製造用中間体(360)内へ、上記第1の端部側から上記テーパ部の直前位置までダイ(70)を挿入するダイ挿入工程と、上記ダイを第1の端部側へ引き抜くダイ抜脱工程と、を含み、上記ダイ挿入工程では、外軸内へのダイの挿入に伴って、上記小径部に雌スプラインが加工され、上記ダイ抜脱工程では、外軸からダイを引き抜くときに、上記雌スプラインの外郭形状にスプリングバックによる膨出を生じさせ、テーパ部の直前位置から所定範囲(P1)内における膨出量を、所定範囲外における膨出量よりも大きくすることにより、上記所定範囲内に第2雌スプラインを形成し、且つ上記所定範囲外に第1雌スプラインに形成するようにしている伸縮可能シャフトの製造方法を提供する。
また、請求項8のように、上記伸縮可能シャフトの製造方法において、上記ダイ抜脱工程の後工程として、第2雌スプラインの端面(52d)を軸方向に押すことにより、上記膨出量を増加させる膨出量増加工程を含む場合がある。
なお、上記において、括弧内の英数字は、後述する実施形態における対応構成要素の参照符号を表すものであるが、これらの参照符号により特許請求の範囲を限定する趣旨ではない。
また、請求項2のように、外軸が、第1の端部から延びる小径部と第2の端部から延びる大径部との間に、テーパ部を含み、上記小径部が、第1の端部から延びる第1雌スプラインと上記テーパ部との間に、干渉部を有する第2雌スプラインを含んでいる場合には、下記の利点がある。すなわち、外軸に雌スプラインを形成するために、工具としてのダイを軸方向に圧入した後、ダイを抜いたときに、形成された雌スプラインの歯形において、スプリングバックが生じる。このとき、小径部と比較してテーパ部の剛性が高いので、ダイの挿入方向とは反対方向に、テーパ部に隣接する領域(第1の端部側からテーパ部に隣接する領域)での上記のスプリングバックの量が大きくなる。その結果、雄スプラインの樹脂被膜と干渉可能な干渉部を容易に形成することができる。
請求項4の発明によれば、上記雄スプラインの歯溝の溝底部の隅R部の曲率半径が、上記第1角R部の曲率半径と等しくされているので、外軸の第2雌スプラインの第2角R部を最短縮状態の内軸の先端部の溝底部の隅R部に確実に干渉させて、仮保持することができる。特に、内軸の製造用中間体を所定の加熱条件下で外軸内の第1雌スプラインに対して軸方向に往復摺動させて、内軸の樹脂被膜の表面を外軸の雄スプラインの歯面にフィットさせる処理(いわゆる加熱なじみ処理)を行う場合に好適に用いることができる。この場合、雄スプラインの歯溝の溝底部の隅R部の形状が、外軸の第1雌スプラインの第1角R部の形状にならうことになるからである。
また、請求項8のように、第2雌スプラインの形成後に、第2雌スプラインの端面を軸方向に押して上記膨出量を増加させることで、干渉部の干渉量を精度良く調整することが可能となる。
図1は本発明の一実施の形態の伸縮可能シャフトがステアリングシャフト2の一部であるインターミディエイトシャフト5に適用された車両用操舵装置100の概略構成図である。図1を参照して、車両用操舵装置100は、ステアリングホイール等の操舵部材1の操舵力を伝達するステアリングシャフト2を備えている。ステアリングシャフト2は、操舵部材1に連結されたコラムシャフト3と、コラムシャフト3に第1の自在継手4を介して連結された伸縮可能シャフトとしてのインターミディエイトシャフト5と、インターミディエイトシャフト5に第2の自在継手6を介して連結されたピニオンシャフト7とを備えている。
また、第2コラムシャフト12は、ロアーシャフト14と同伴回転可能に連結された入力シャフト15と、第1の自在継手4を介してインターミディエイトシャフト5の第1の端部5aにトルク伝達可能に連結された出力シャフト16と、入力シャフト15および出力シャフト16を相対回転可能に連結するトーションバー17とを有している。一方、インターミディエイトシャフト5の第2の端部5bは、第2の自在継手6を介してピニオンシャフト7にトルク伝達可能に連結されている。
ステアリングコラム20は、軸方向に相対移動可能に嵌め合わされた筒状のアッパージャケット21および筒状のロアージャケット22と、ロアージャケット22の軸方向下端に連結されたハウジング23とを備えている。ハウジング23内には、操舵補助用の電動モータ24の動力を減速して出力軸16に伝達する減速機構25が収容されている。
ステアリングコラム20には、車両後方側のアッパーブラケット28および車両前方側のロアーブラケット29を介して車体側部材18,19に固定されている。アッパーブラケット28は、後述するコラムブラケットを介してステアリングコラム20のアッパージャケット21に固定可能とされている。アッパーブラケット28は、車体側部材18から下方に突出する固定ボルト(スタッドボルト)30と、当該固定ボルト30に螺合するナット31と、アッパーブラケット28に離脱可能に保持されたカプセル32とを用いて、車体側部材18に固定されている。
図1および図2に示すように、インターミディエイトシャフト5は、例えばロアーシャフトである内軸35と、例えばアッパーシャフトである筒状の外軸36とを備えている。内軸35および外軸36は、軸方向X1に相対摺動可能に且つ同伴回転可能にスプライン嵌合されている。外軸36の上端が第1の自在継手4の対応するヨーク4aに連結されており、内軸35の下端が第2の自在継手6の対応するヨーク6aに連結されている。
具体的には、内軸35および外軸36がスプライン嵌合されている。すなわち、内軸35の外周は雄スプライン40を有している。また、外軸36の内周は、雄スプライン40と嵌合する雌スプラインとして、第1雌スプライン51および第2雌スプライン52を有している。
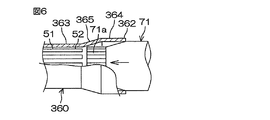
また、図2に示すように、外軸36は、第1の端部361から延び第1雌スプライン51および第2雌スプライン52が形成された小径部363と、第2の端部362から延びる大径部364と、小径部363と大径部364との間に形成されるテーパ部365とを有している。テーパ部365の傾斜角度は、例えば5°〜35°の範囲で適宜に調整されている。
本実施の形態の特徴とするところは、第2雌スプライン52の歯面52aに干渉部53が設けられており、その干渉部53が、内軸35を最短縮状態まで短縮させるに伴って内軸の先端部351の樹脂被膜41と干渉することにより、内軸35の最短縮状態を仮保持するようにした点にある。
図4(a)に示すように、第1雌スプライン51は、その歯面51aと歯先面51bとのなす第1角R部51cを有しており、図4(b)に示すように、第2雌スプライン52は、その歯面52aと歯先面52bとのなす第2角R部52cを有している。
第1角R部51cの曲率半径R1よりも、第2角R部52cの曲率半径R2を小さくされている(R2<R1)。したがって、外軸36の第2雌スプライン52の第2角R部52cの曲率半径R2は、内軸35の雄スプライン40の歯溝40bの隅R部40cの曲率半径R3よりも小さいことになる(R2<R3)。
ダイ挿入工程では、ダイ70の挿入に伴って、小径部363の内周に雌スプラインが加工される。次いで、ダイ抜脱工程では、ダイ70を引き抜くときに、雌スプラインの外郭形状にスプリングバックによる膨出が生じる。
なお、テーパ部365のテーパ角度が小さいと、スプリングバックによる十分な膨出量が得られないので、テーパ部365のテーパ角度は、例えば5°〜35°の範囲で適宜に調整される。
本発明は、上記実施の形態に限定されるものではなく、請求項記載の範囲内で種々の変更を施すことができる。
Claims (9)
- 第1および第2の端部を有する筒状の外軸と、
上記外軸に上記第1の端部側から挿入され軸方向に摺動可能な内軸と、を備え、
上記外軸の内周が、雌スプラインを含み、
上記内軸の外周が、上記雌スプラインと嵌合する雄スプラインを含み、
上記雄スプラインの表面に、樹脂被膜が形成され、
上記雌スプラインの軸方向の一部が、内軸を最短縮状態まで短縮させるに伴って上記内軸の先端部の上記樹脂被膜と干渉する干渉部を有している伸縮可能シャフト。 - 請求項1において、上記外軸は、上記第1の端部から延び上記雌スプラインが形成された小径部と、上記第2の端部から延びる大径部と、上記小径部と上記大径部との間に形成されるテーパ部と、を含み、
上記小径部の上記雌スプラインは、上記第1の端部から延びる第1雌スプラインと、上記第1雌スプラインと上記テーパ部との間に配置された第2雌スプラインと、を有し、
上記第2雌スプラインに、上記干渉部が設けられている伸縮可能シャフト。 - 請求項2において、上記第1雌スプラインの歯面と歯先面とのなす第1角R部の曲率半径よりも、上記第2雌スプラインの歯面と歯先面とのなす第2角R部の曲率半径を小さくすることにより、上記第2角R部の一部によって上記干渉部が構成されている伸縮可能シャフト。
- 請求項3において、上記雄スプラインの歯溝の隅R部の曲率半径が、上記第1角R部の曲率半径と等しくされている伸縮可能シャフト。
- 請求項1から4の何れか1項に記載の伸縮可能シャフトをインターミディエイトシャフトに用いた車両用操舵装置。
- 請求項2から4の何れか1項に記載の伸縮可能シャフトの製造方法において、
第1の端部、第2の端部、上記第1の端部から延びる小径部、上記第2の端部から延びる大径部、および上記小径部と上記大径部との間に形成されるテーパ部を含む筒状の製造用中間体内へ、上記第1の端部側から上記テーパ部の直前位置までダイを挿入するダイ挿入工程と、
上記ダイを第1の端部側へ引き抜くダイ抜脱工程と、を含み、
上記ダイ挿入工程では、外軸内へのダイの挿入に伴って、上記小径部に雌スプラインが加工され、
上記ダイ抜脱工程では、外軸からダイを引き抜くときに、上記雌スプラインの外郭形状にスプリングバックによる膨出を生じさせ、テーパ部の直前位置から所定範囲内における膨出量を、所定範囲外における膨出量よりも大きくすることにより、上記所定範囲内に第2雌スプラインを形成し、且つ上記所定範囲外に第1雌スプラインに形成するようにしている伸縮可能シャフトの製造方法。 - 請求項6において、上記ダイ抜脱工程の後工程として、第2の端部側から挿入した歯形矯正治具によって、上記膨出量を減少させる膨出量低減工程を含む伸縮可能シャフトの製造方法。
- 請求項6において、上記ダイ抜脱工程の後工程として、第2雌スプラインの端面を軸方向に押すことにより、上記膨出量を増加させる膨出量増加工程を含む伸縮可能シャフトの製造方法。
- 請求項6において、上記ダイ抜脱工程の後工程として、第2雌スプラインの歯先面を、径方向外方に押すことにより、上記膨出量を増加させる膨出量増加工程を含む伸縮可能シャフトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010265446A JP5582987B2 (ja) | 2010-11-29 | 2010-11-29 | 伸縮可能シャフトおよびその製造方法並びに車両用操舵装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010265446A JP5582987B2 (ja) | 2010-11-29 | 2010-11-29 | 伸縮可能シャフトおよびその製造方法並びに車両用操舵装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012117560A true JP2012117560A (ja) | 2012-06-21 |
| JP2012117560A5 JP2012117560A5 (ja) | 2013-08-22 |
| JP5582987B2 JP5582987B2 (ja) | 2014-09-03 |
Family
ID=46500646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010265446A Expired - Fee Related JP5582987B2 (ja) | 2010-11-29 | 2010-11-29 | 伸縮可能シャフトおよびその製造方法並びに車両用操舵装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5582987B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015015952A1 (ja) | 2013-07-30 | 2015-02-05 | 日本精工株式会社 | 自在継手用ヨーク付トルク伝達軸及びその製造方法 |
| EP2998190A1 (en) | 2014-09-04 | 2016-03-23 | Jtekt Corporation | Intermediate shaft |
| WO2018167992A1 (ja) * | 2017-03-16 | 2018-09-20 | 株式会社ショーワ | スプライン嵌合体及びスプライン嵌合体の製造方法 |
| JP2022076462A (ja) * | 2020-11-09 | 2022-05-19 | 日本精工株式会社 | シャフト接続構造、減速機付モータ、電動式パワーステアリング装置及びステアバイワイヤ用操舵ユニット |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11247835A (ja) * | 1998-03-04 | 1999-09-14 | Nippon Seiko Kk | 中空ステアリングシャフトとその製造方法及び中空ステアリングシャフト製造用工具 |
| JP2002264825A (ja) * | 2001-03-09 | 2002-09-18 | Koyo Seiko Co Ltd | ステアリング装置の中間軸 |
| JP2004217095A (ja) * | 2003-01-15 | 2004-08-05 | Nsk Ltd | 車両ステアリング用伸縮軸 |
| JP2004324863A (ja) * | 2003-04-28 | 2004-11-18 | Koyo Seiko Co Ltd | 伸縮自在シャフト |
| JP2006123820A (ja) * | 2004-10-29 | 2006-05-18 | Nsk Ltd | 車両ステアリング用伸縮軸 |
-
2010
- 2010-11-29 JP JP2010265446A patent/JP5582987B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11247835A (ja) * | 1998-03-04 | 1999-09-14 | Nippon Seiko Kk | 中空ステアリングシャフトとその製造方法及び中空ステアリングシャフト製造用工具 |
| JP2002264825A (ja) * | 2001-03-09 | 2002-09-18 | Koyo Seiko Co Ltd | ステアリング装置の中間軸 |
| JP2004217095A (ja) * | 2003-01-15 | 2004-08-05 | Nsk Ltd | 車両ステアリング用伸縮軸 |
| JP2004324863A (ja) * | 2003-04-28 | 2004-11-18 | Koyo Seiko Co Ltd | 伸縮自在シャフト |
| JP2006123820A (ja) * | 2004-10-29 | 2006-05-18 | Nsk Ltd | 車両ステアリング用伸縮軸 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015015952A1 (ja) | 2013-07-30 | 2015-02-05 | 日本精工株式会社 | 自在継手用ヨーク付トルク伝達軸及びその製造方法 |
| US9915291B2 (en) | 2013-07-30 | 2018-03-13 | Nsk Ltd. | Torque transmission shaft having universal joint yoke and method of manufacturing the same |
| EP2998190A1 (en) | 2014-09-04 | 2016-03-23 | Jtekt Corporation | Intermediate shaft |
| US9618052B2 (en) | 2014-09-04 | 2017-04-11 | Jtekt Corporation | Intermediate shaft |
| WO2018167992A1 (ja) * | 2017-03-16 | 2018-09-20 | 株式会社ショーワ | スプライン嵌合体及びスプライン嵌合体の製造方法 |
| JP2018155291A (ja) * | 2017-03-16 | 2018-10-04 | 株式会社ショーワ | スプライン嵌合体 |
| JP2022076462A (ja) * | 2020-11-09 | 2022-05-19 | 日本精工株式会社 | シャフト接続構造、減速機付モータ、電動式パワーステアリング装置及びステアバイワイヤ用操舵ユニット |
| JP7697676B2 (ja) | 2020-11-09 | 2025-06-24 | Nskステアリング&コントロール株式会社 | シャフト接続構造、減速機付モータ、電動式パワーステアリング装置及びステアバイワイヤ用操舵ユニット |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5582987B2 (ja) | 2014-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9469332B2 (en) | Coupling structure for coupling shaft to universal joint yoke, coupling method for coupling shaft to universal joint yoke, and intermediate shaft | |
| CN104943740B (zh) | 助力转向装置及其装配方法 | |
| EP3085603B1 (en) | Telescoping spline shaft and steering device | |
| JP6201986B2 (ja) | 回転伝達機構及び電動パワーステアリング装置 | |
| JP5508243B2 (ja) | 操舵伝達軸と自在継手のヨークの結合構造及び車両用操舵装置 | |
| JP5582987B2 (ja) | 伸縮可能シャフトおよびその製造方法並びに車両用操舵装置 | |
| JP6471552B2 (ja) | 止め輪及びウォーム減速機 | |
| EP2666700A1 (en) | Steering device | |
| JP5130915B2 (ja) | 電動パワーステアリング装置 | |
| CN104071207B (zh) | 转向装置 | |
| JP2012112416A (ja) | 伸縮可能シャフトおよび車両用操舵装置 | |
| EP3081458B1 (en) | Electric power steering device and method for assembling same | |
| US20200283057A1 (en) | Steering column assembly with adapter swedge | |
| JP2014015130A (ja) | ステアリング装置 | |
| JP6135310B2 (ja) | ウォーム減速機及びデュアルピニオン式電動パワーステアリング装置 | |
| JP2006001423A (ja) | 車両用ステアリング装置及びその組立方法 | |
| JP5233656B2 (ja) | 電動パワーステアリング装置 | |
| JP5636828B2 (ja) | 自在継手およびその加工方法 | |
| JP5370201B2 (ja) | 自在継手のヨ−ク | |
| JP5641333B2 (ja) | 伸縮可能シャフトおよび車両用操舵装置 | |
| JP4586384B2 (ja) | 歯車の製造方法及び歯車製造用治具 | |
| JP2015155745A (ja) | ウォーム減速機及びデュアルピニオン式電動パワーステアリング装置 | |
| JP2015131551A (ja) | シャフトの製造方法およびシャフト | |
| JP5920582B2 (ja) | ステアリング装置及びその製造方法 | |
| JP2005238862A (ja) | ステアリング装置の中間軸の組立方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130708 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140327 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140626 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5582987 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |