JP2012117791A - 熱交換器 - Google Patents
熱交換器 Download PDFInfo
- Publication number
- JP2012117791A JP2012117791A JP2010270500A JP2010270500A JP2012117791A JP 2012117791 A JP2012117791 A JP 2012117791A JP 2010270500 A JP2010270500 A JP 2010270500A JP 2010270500 A JP2010270500 A JP 2010270500A JP 2012117791 A JP2012117791 A JP 2012117791A
- Authority
- JP
- Japan
- Prior art keywords
- header
- tube
- tubes
- tank
- header tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Details Of Heat-Exchange And Heat-Transfer (AREA)
Abstract
【課題】チューブとヘッダタンクとの接合部へ流入するろう材量をコントロールできる熱交換器を提供する。
【解決手段】互いに並設配置されるとともに、内部に流体が流通する複数のチューブ111と、チューブ111の長手方向端部に配置されるとともに、複数のチューブ111の並設方向に延びて複数のチューブ111が挿入されてろう付けされるヘッダタンク120とを備える熱交換器において、ヘッダタンク120に、ろう付け時に溶融したろうをチューブ111とヘッダタンク120との接合部に流入させるためのテーパ部121eを設ける。
【選択図】図2
【解決手段】互いに並設配置されるとともに、内部に流体が流通する複数のチューブ111と、チューブ111の長手方向端部に配置されるとともに、複数のチューブ111の並設方向に延びて複数のチューブ111が挿入されてろう付けされるヘッダタンク120とを備える熱交換器において、ヘッダタンク120に、ろう付け時に溶融したろうをチューブ111とヘッダタンク120との接合部に流入させるためのテーパ部121eを設ける。
【選択図】図2
Description
本発明は、熱交換器に関するもので、車両に搭載される車両用の熱交換器に適用して有効である。
従来、ヘッダタンク別体型の熱交換器において、チューブとヘッダタンクとの接合部のろう付け性を向上させる技術が種々提案されている。例えば、特許文献1に記載の熱交換器では、ヘッダタンクを構成するプレートヘッダに形成されたチューブ挿入穴にバーリング部を設けることで、チューブとプレートヘッダとの接触面積を増やし、接合部のろう付け性を向上させている。
同様に、チューブとの接触面積を増やして接合部のろう付け性を向上させる手法としては、特許文献2に、チューブの端部をプレートヘッダのチューブ挿入穴に挿入後、チューブの端部近傍を口拡治具にて広げてチューブとプレートヘッダの接合予定部を密着させる技術が記載されている。また、特許文献3に、チューブの外周面とプレートヘッダのチューブ挿入穴との隙間を極力小さくする、または両者を接触させる技術が記載されている。
上記特許文献1〜3に記載の熱交換器では、チューブおよびプレートヘッダにクラッドされたろう材にて、チューブとヘッダタンクとのろう付けを行っている。
しかしながら、チューブ自体にろう材がクラッドされていない押出チューブの場合、ろう付け時に溶融したろうが流れにくい形状であるため、プレートヘッダのろう材だけでは、チューブとプレートヘッダとの接合に十分な量のろう材が確保できない場合がある。
また、一般に、プレートヘッダのろう材のクラッド率は板厚の10%に規定されていることから、プレートヘッダの板厚を増大させてろう材量を増加させることも考えられる。しかしながら、プレートヘッダの板厚を増大させると、チューブとの板厚差が大きくなるため、ろう付け時に温度が上昇しにくくなり、十分なろう付けが行えないという問題がある。一方、ろう材のクラッド率を高くすることも考えられるが、その場合、母材が薄くなるため、強度・耐食性が低下するという問題がある。
また、チューブ自体にろう材がクラッドされている板チューブ場合、以下のような問題が生じる。すなわち、チューブ材はプレートヘッダ材に比べて板厚が薄いので、ろう付け時に温度が早く上がり、チューブ自体のろう付けにろう材が使われやすい。このため、チューブとヘッダタンクの接合部のろう付けへのろう材の寄与度は低い。また、チューブにクラッドされているろう材は、チューブの外表面に接合されるアウターフィンとのろう付けにも使用されるため、当該接合部のろう付けへの寄与度はますます低くなる。
一方、チューブとヘッダタンクとの接合部に、ろう材が流入し過ぎると、クラッド材の芯材が溶融してしまい、芯材に孔が開く虞がある。
本発明は上記点に鑑みて、チューブとヘッダタンクとの接合部へ流入するろう材量をコントロールできる熱交換器を提供することを目的とする。
上記目的を達成するため、請求項1に記載の発明では、互いに並設配置されるとともに、内部に流体が流通する複数のチューブ(111)と、チューブ(111)の長手方向端部に配置されるとともに、複数のチューブ(111)の並設方向に延びて複数のチューブ(111)が挿入されてろう付けされるヘッダタンク(120)とを備える熱交換器において、ヘッダタンク(120)には、ろう付け時に溶融したろうをチューブ(111)とヘッダタンク(120)との接合部に流入させるためのろう材流路(121e、124f、125a)が設けられていることを特徴としている。
このように、ヘッダタンク(120)にろう材流路(121e、124f、125a)を設けることで、ヘッダタンク(120)におけるチューブ(111)とヘッダタンク(120)との接合部から離れた部位に存在するろう材が余剰している場合、当該余剰したろう材をろう材流路(121e、124f、125a)により接合部に容易に供給することができる。
このため、チューブ(111)とヘッダタンク(120)とのろう付けを行うために、ヘッダタンク(120)におけるチューブ(111)とヘッダタンク(120)の接合部以外の部分から、当該接合部へろう材を供給することが可能となる。つまり、チューブ(111)とヘッダタンク(120)との接合部へ流入するろう材量をコントロールすることが可能となる。
また、請求項2に記載の発明では、請求項1に記載の熱交換器において、ヘッダタンク(120)は、複数のチューブ(111)がろう付けされたプレートヘッダ(121)、およびプレートヘッダ(121)に固定されたタンク本体部(122)を有し、プレートヘッダ(121)は、複数のチューブ(111)がろう付けされるチューブ接合部(121a)、およびチューブ接合部(121a)と連続して形成されるとともに、タンク本体部(122)におけるプレートヘッダ(121)側の端部が接触するタンク本体接合部(121b)を有し、チューブ接合部(121a)におけるヘッダタンク(120)外側の面とタンク本体接合部(121b)におけるヘッダタンク(120)外側の面との角部(121f)が、ろう材流路を構成していることを特徴としている。
これによれば、ろう付け時に溶融したろう材が、毛細管現象により、チューブ接合部(121a)におけるヘッダタンク(120)外側の面とタンク本体接合部(121b)におけるヘッダタンク(120)外側の面との角部(121f)を流れる。このとき、ろう材流路を形成するために新たな部材を設ける必要がない。
したがって、簡易な構成で、チューブ(111)とヘッダタンク(120)とのろう付けを行うために、ヘッダタンク(120)におけるチューブ(111)とヘッダタンク(120)の接合部以外の部分から、当該接合部へろう材を供給することが可能となる。
また、請求項3に記載の発明では、請求項2に記載の熱交換器において、角部(121f)の曲率半径(R)が、0.3より小さいことを特徴としている。
このように、角部(121f)の曲率半径(R)を0.3より小さくすることで、毛細管現象が発生し易くなるので、ろう付け時に溶融したろう材が、チューブ接合部(121a)におけるヘッダタンク(120)外側の面とタンク本体接合部(121b)におけるヘッダタンク(120)外側の面との角部(121f)を流れ易くなる。したがって、簡易な構成で、チューブ(111)とヘッダタンク(120)とのろう付けを行うために、ヘッダタンク(120)におけるチューブ(111)とヘッダタンク(120)の接合部以外の部分から、当該接合部へろう材を確実に供給することが可能となる。
また、請求項4に記載の発明では、請求項1に記載の熱交換器において、ヘッダタンク(120)は、複数のチューブ(111)が各々挿入されてろう付けされる複数のチューブ挿入穴(124d)を有しており、ヘッダタンク(120)における複数のチューブ挿入穴(124d)の周囲には、ろう付け時に溶融したろうが流れる溝部(124f)が形成されており、溝部(124f)が、ろう材流路を構成していることを特徴としている。
これによれば、ヘッダタンク(120)におけるチューブ(111)とヘッダタンク(120)との接合部から離れた部位に存在するろう材が余剰している場合、当該余剰したろう材を溝部(124f)により当該接合部に容易に供給することができる。このため、チューブ(111)とヘッダタンク(120)とのろう付けを行うために、ヘッダタンク(120)におけるチューブ(111)とヘッダタンク(120)の接合部以外の部分から、当該接合部へろう材を供給することが可能となる。
また、請求項5に記載の発明では、請求項1に記載の熱交換器において、ヘッダタンク(120)は、複数のチューブ(111)がろう付けされたプレートヘッダ(121)、およびプレートヘッダ(121)に固定されたタンク本体部(122)を有し、プレートヘッダ(121)は、複数のチューブ(111)が各々挿入されてろう付けされる複数のチューブ挿入穴(121d)を有しており、
プレートヘッダ(121)には、複数のチューブ挿入穴(121d)に近づくほどヘッダタンク(120)内側に向けて凹んだテーパ部(121e)が形成されており、テーパ部(121e)が、ろう材流路を構成していることを特徴としている。
プレートヘッダ(121)には、複数のチューブ挿入穴(121d)に近づくほどヘッダタンク(120)内側に向けて凹んだテーパ部(121e)が形成されており、テーパ部(121e)が、ろう材流路を構成していることを特徴としている。
これによれば、タンク本体部(122)に存在するろう材が余剰している場合、当該余剰したろう材を、テーパ部(121e)により、チューブ(111)とプレートヘッダ(121)との接合部に容易に供給することができる。このため、チューブ(111)とプレートヘッダ(121)とのろう付けを行うために、タンク本体部(122)から当該接合部へろう材を供給することが可能となる。
また、請求項6に記載の発明では、請求項1に記載の熱交換器において、ヘッダタンク(120)は、両端が開放された筒状に形成されるとともに複数のチューブ(111)がろう付けされた筒状部(124)と、筒状部(124)の両端部を閉塞するキャップ部(125)とを有し、キャップ部(125)は、筒状部(124)の両端部の外周より大きい大きさに形成されており、ろう材流路(125a)は、キャップ部(125)における筒状部(124)と対向する側の面と筒状部(124)におけるヘッダタンク(120)外側の面との間に形成されていることを特徴としている。
これによれば、キャップ部(125)に存在するろう材が余剰している場合、当該余剰したろう材を、ろう材流路(125a)により、チューブ(111)とプレートヘッダ(121)との接合部に容易に供給することができる。このため、チューブ(111)とプレートヘッダ(121)とのろう付けを行うために、キャップ部(125)から当該接合部へろう材を供給することが可能となる。
また、請求項7に記載の発明では、ヘッダタンク(120)は、複数のチューブ(111)がろう付けされたプレートヘッダ(121)、およびプレートヘッダ(121)に固定されたタンク本体部(122)を有し、プレートヘッダ(121)は、複数のチューブ(111)がろう付けされるチューブ接合部(121a)、およびチューブ接合部(121a)と連続して形成されるとともに、タンク本体部(122)におけるプレートヘッダ(121)側の端部が接触するタンク本体接合部(121b)を有し、チューブ接合部(121a)におけるヘッダタンク(120)外側の面と、タンク本体接合部(121b)におけるヘッダタンク(120)外側の面との間の角形状の曲率半径(R)が0.3以上に形成されていることを特徴としている。
このように、チューブ接合部(121a)におけるヘッダタンク(120)外側の面と、タンク本体接合部(121b)におけるヘッダタンク(120)外側の面との間の角形状の曲率半径(R)を0.3以上とすることで、毛細管現象が発生し難くなる。このため、ろう付け時に溶融したろう材が、チューブ接合部(121a)におけるヘッダタンク(120)外側の面とタンク本体接合部(121b)におけるヘッダタンク(120)外側の面との角部(121f)を流れ難くなる。
したがって、チューブ(111)とプレートヘッダ(121)とのろう付けを行う際に、タンク本体部(122)から、チューブ(111)とプレートヘッダ(121)との接合部へろう材が流れ込むことを抑制できる。つまり、チューブ(111)とプレートヘッダ(121)との接合部へ流入するろう材量をコントロールすることが可能となる。
また、請求項8に記載の発明では、ヘッダタンク(120)は、両端が開放された筒状に形成されるとともに、複数のチューブ(111)がろう付けされた筒状部(124)と、筒状部(124)の両端部を閉塞するキャップ部(125)とを有し、キャップ部(125)と筒状部(124)との間には、ろう付け時に溶融したろうが溜まるろう材溜まり部(126)が形成されていることを特徴としている。
このように、キャップ部(125)と筒状部(124)との間にろう材溜まり部(126)を形成することで、キャップ部(125)のろう材が余剰している場合であっても、ろう付け時に溶融したキャップ部(125)側のろうはろう材溜まり部(126)に流入して溜まる。このため、筒状部(124)側に当該溶融したろうが流入することを抑制できる。
したがって、チューブ(111)と筒状部(124)とのろう付けを行う際に、キャップ部(125)から、チューブ(111)と筒状部(124)との接合部へろう材が流れ込むことを抑制できる。つまり、チューブ(111)と筒状部(124)との接合部へ流入するろう材量をコントロールすることが可能となる。
また、請求項9に記載の発明では、ヘッダタンク(120)は、両端が開放された筒状に形成されるとともに、複数のチューブ(111)がろう付けされた筒状部(124)と、筒状部(124)の両端部を閉塞するキャップ部(125)とを有し、キャップ部(125)は、筒状部(124)の両端部の外周より小さい大きさに形成されていることを特徴としている。
このように、キャップ部(125)を、筒状部(124)の両端部の外周より小さい大きさに形成することで、キャップ部(125)と筒状部(124)との間に、ろう付け時に溶融したろうをチューブ(111)と筒状部(124)との接合部に流入させるためのろう材流路が形成されることはない。このため、キャップ部(125)のろう材が余剰している場合であっても、ろう付け時に溶融したキャップ部(125)側のろうが、筒状部(124)側に流入することを抑制できる。
したがって、チューブ(111)と筒状部(124)とのろう付けを行う際に、キャップ部(125)から、チューブ(111)と筒状部(124)との接合部へろう材が流れ込むことを抑制できる。つまり、チューブ(111)と筒状部(124)との接合部へ流入するろう材量をコントロールすることが可能となる。
なお、この欄および特許請求の範囲で記載した各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示すものである。
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、図中、同一符号を付してある。
(第1実施形態)
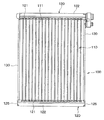
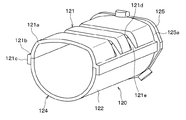
図1〜5により、本発明の第1実施形態を説明する。本実施形態では、本発明に係る熱交換器を、空気(被冷却流体)と冷媒との間で熱交換して空気を冷却する車両空調装置用蒸発器100に適用したものである。なお、図1は本第1実施形態に係る蒸発器100を示す正面図、図2は本第1実施形態に係る蒸発器100の要部を示す拡大図である。
図1〜5により、本発明の第1実施形態を説明する。本実施形態では、本発明に係る熱交換器を、空気(被冷却流体)と冷媒との間で熱交換して空気を冷却する車両空調装置用蒸発器100に適用したものである。なお、図1は本第1実施形態に係る蒸発器100を示す正面図、図2は本第1実施形態に係る蒸発器100の要部を示す拡大図である。
図1、2に示すように、蒸発器100は、その内部を流体である吸気が流通する断面扁平状に形成された複数のアルミニウム製のチューブ111と、チューブ111の扁平面に接合されたフィン112とを有している。フィン112は、チューブ111周りを流通する空気と冷媒との熱交換を促進するもので、アルミニウム製の板材を波状に湾曲させることによって形成されている。
より具体的には、チューブ111は、少なくとも片面にろう材が被覆(クラッド)された板材を曲げてろう付けしたもの、少なくとも片面にろう材が被覆された板材を含む複数の板材を曲げてろう付けしたもの、板材を曲げて電気溶接したもの(電縫管)、または、押し出し及び引き抜き加工により成形されるものである。また、フィン112は、チューブ111の外表面に被覆されたろう材により、もしくはフィン112の外表面に被覆されたろう材により、チューブ111にろう付け接合されている。
なお、図1では、図示の明確化のため、フィン112の図示を省略しているが、各チューブ111およびフィン112は、交互に並設配置(所定の方向に並べて配置)されている。これにより、空気と冷媒とを熱交換させる略矩形状の熱
交換コア部(以下、コアと称す。)110が構成されている。また、図1、2において、空気の流れ方向は、紙面表側から裏側方向となる。
交換コア部(以下、コアと称す。)110が構成されている。また、図1、2において、空気の流れ方向は、紙面表側から裏側方向となる。
チューブ111の長手方向両端部には、チューブ111の長手方向と直交する方向であり、かつ、チューブ111およびフィン112の並設方向に延びて複数のチューブ111に連通するヘッダタンク120が設けられている。
このヘッダタンク120は、複数のチューブ111がろう付け接合された金属製のプレートヘッダ121、および、プレートヘッダ121に固定されてタンク内空間を形成する金属製のタンク本体部122を有している。なお、チューブ111は、プレートヘッダ121の表裏両面に被覆されたろう材によりプレートヘッダ121にろう付け接合されている。
ヘッダタンク120の詳細構成については、図2〜5を用いて説明する。なお、図3は図2のA−A断面図、図4は図2のB−B断面図、図5は本第1実施形態の蒸発器100のヘッダタンク120を示す分解斜視図である。
本実施形態では、プレートヘッダ121の内側面(ヘッダタンク120の内側の面)に、タンク本体部122の先端部が固定されるようになっている。
まず、プレートヘッダ121は、複数のチューブ111がろう付けされるチューブ接合部121a、タンク本体部122におけるプレートヘッダ121側の端部が接触するタンク本体接合部121b、および、プレートヘッダ121およびタンク本体部122が接合された際に、タンク本体部122の表面(ヘッダタンク120の外側の面)と接触する面を構成するとともに、タンク本体部122の当該端部と重なり合うラップ部121cを有している。また、チューブ接合部121aには、チューブ111が挿入されてろう付けされるチューブ挿入穴121dが複数形成されている。
チューブ接合部121a、タンク本体接合部121bおよびラップ部121cは、チューブ接合部121a、タンク本体接合部121b、ラップ部121cの順に連続して形成されている。すなわち、チューブ接合部121a、タンク本体接合部121bおよびラップ部121cは、1枚の板状部材により形成されている。
プレートヘッダ121のチューブ接合部121aの表面(ヘッダタンク120の外側の面)におけるチューブ挿入穴121dの近傍には、チューブ挿入穴121dに近づくほどヘッダタンク120の内方側に向けて凹んだテーパ部121eが形成されている。これにより、ろう付け時に溶融したろうがテーパ部121eを流れて、チューブ111とプレートヘッダ121との接合部に流入するようになっている。したがって、本実施形態のテーパ部121eが、本発明のろう材流路に相当している。
前述の如く、タンク本体部122は、プレートヘッダ121に固定されてタンク内空間を形成するもので、プレートヘッダ121に固定される側および長手方向(チューブ111の積層方向)における両端側が開放した半円筒状に形成されている。そして、タンク本体部122をプレートヘッダ121に固定することで、長手方向の両端側が開放された筒状部124が形成される。
さらに、ヘッダタンク120は、筒状部124の両端部に配置されるとともに、この筒状部124の両端側を閉塞するキャップ部125を有している。キャップ部125は、筒状部124の両端部の外周より大きい大きさに形成されている。
このため、キャップ部125における筒状部124(すなわちプレートヘッダ121およびタンク本体部122)との接合部には、ろう付け時に溶融したろうが流れるキャップ部側ろう材流路125aが形成されている。換言すると、キャップ部側ろう材流路125aは、キャップ部125における筒状部124と対向する側の面と筒状部124におけるヘッダタンク120外側の面との間に形成されている。
また、コア110の並設方向両端部には、図1に示すように、チューブ111に対して略平行に延びて、コア110の並設方向両端側を補強するアルミニウム製のサイドプレート130が設けられている。
フィン112の外表面にろう材が被覆されていない場合、サイドプレート130のうちコア110側の面にろう材が被覆されており、サイドプレート130は、このろう材によりコア110の並設方向両端部に配置されたフィン112にろう付け接合されている。また、フィン112の外表面にろう材が被覆されている場合、サイドプレート130は、このろう材によりコア110の並設方向両端部に配置されたフィン112にろう付け接合されている。
また、サイドプレート130の長手方向両端部は、プレートヘッダ121に被覆されたろう材、もしくはサイドプレート130に被覆されたろう材により、ヘッダタンク120のプレートヘッダ121にろう付け接合されていてもよい。
また、コア110の並設方向両端部には、図1に示すように、チューブ111に対して略平行に延びて、コア110の並設方向両端側を補強するアルミニウム製のインサート130が設けられている。
このインサート130のうち、コア110側の面には、ろう材が被覆されており、このろう材によりコア110の並設方向両端部に配置されたフィン112に、ろう付け接合されている。また、インサート130の長手方向両端部は、プレートヘッダ121に被覆されたろう材により、ヘッダタンク120のプレートヘッダ121にろう付け接合されている。
以上説明したように、プレートヘッダ121におけるチューブ挿入穴121dの周囲にテーパ部121eを形成することで、タンク本体部122およびキャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、テーパ部121eにより、チューブ111とプレートヘッダ121との接合部に容易に供給することができる。このため、チューブ111とプレートヘッダ121とのろう付けを行うために、タンク本体部122およびキャップ部125から当該接合部へろう材を供給することが可能となる。
さらに、キャップ部125を、筒状部124の両端部の外周より大きい大きさに形成するとともに、キャップ部125における筒状部124との接合部にキャップ部側ろう材流路125aを形成することで、キャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、ろう材流路125aにより、チューブ111とプレートヘッダ121との接合部に容易に供給することができる。このため、チューブ111とプレートヘッダ121とのろう付けを行うために、キャップ部125から当該接合部へろう材をより確実に供給することが可能となる。
(第2実施形態)
次に、本発明の第2実施形態について図6に基づいて説明する。図6は、本第2実施形態に係る蒸発器100のヘッダタンク120近傍を示す拡大断面図である。
次に、本発明の第2実施形態について図6に基づいて説明する。図6は、本第2実施形態に係る蒸発器100のヘッダタンク120近傍を示す拡大断面図である。
図6に示すように、プレートヘッダ121のチューブ接合部121aにおけるヘッダタンク120外側の面と、タンク本体接合部121bにおけるヘッダタンク120外側の面との間の角形状の曲率半径Rが、0.3より小さくなっている。これにより、ろう付け時に溶融したろうが、毛細管現象により、チューブ接合部121aにおけるヘッダタンク120外側の面とタンク本体接合部121bにおけるヘッダタンク120外側の面との角部121fを流れる。したがって、本実施形態の角部121fが、本発明のろう材流路に相当している。
本実施形態によれば、キャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、チューブ接合部121aにおけるヘッダタンク120外側の面とタンク本体接合部121bにおけるヘッダタンク120外側の面との角部121fにより、チューブ111とプレートヘッダ121との接合部に容易に供給することができる。このとき、ろう材流路を形成するために新たな部材を設ける必要がない。
したがって、簡易な構成で、チューブ111とプレートヘッダ121とのろう付けを行うために、キャップ部125から、チューブ111とプレートヘッダ121との接合部へろう材を供給することが可能となる。
(第3実施形態)
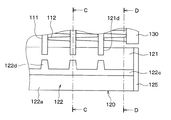
次に、本発明の第3実施形態について図7〜図9に基づいて説明する。図7は本第3実施形態に係る蒸発器100の要部を示す拡大図、図8は図7のC−C断面図、図9は図7のD−D断面図である。
次に、本発明の第3実施形態について図7〜図9に基づいて説明する。図7は本第3実施形態に係る蒸発器100の要部を示す拡大図、図8は図7のC−C断面図、図9は図7のD−D断面図である。
図7〜図9に示すように、本実施形態の蒸発器100は、タンク本体部122の内側面(ヘッダタンク120の内側の面)に、プレートヘッダ121の先端部が固定されるようになっている。
タンク本体部122は、ヘッダタンク120のタンク内空間を形成する断面略円弧状の空間形成部122a、プレートヘッダ121におけるタンク本体部122側の端部が接触するプレートヘッダ接合部122b、および、プレートヘッダ121およびタンク本体部122が接合された際に、プレートヘッダ121の表面(ヘッダタンク120の外側の面)と接触する面を構成するともに、プレートヘッダ121の当該端部と重なり合うラップ部122cを有している。
空間形成部122a、プレートヘッダ接合部122bおよびラップ部121cは、空間形成部122a、プレートヘッダ接合部122b、ラップ部121cの順に連続して形成されている。すなわち、空間形成部122a、プレートヘッダ接合部122bおよびラップ部121cは、1枚の板状部材により形成されている。
また、タンク本体部122のラップ部121cには、プレートヘッダ121のタンク本体部122側の先端部の外形形状に沿って折り曲げられてプレートヘッダ121をカシメ固定する複数の爪部122dが設けられている。より具体的には、爪部122dは、ラップ部122cからプレートヘッダ121側へ延出するように設けられている。
爪部122dは、図7に示すように、プレートヘッダ121のチューブ挿入穴121dと対応する位置に配置されている。換言すると、蒸発器100の空気流れ方向(図7の紙面垂直方向)から投影した際に、チューブ111および爪部122dが、略同一直線状に配置されている。
プレートヘッダ121およびタンク本体部122は、タンク本体部122にプレートヘッダ121を嵌め込んだ状態で、爪部122dをプレートヘッダ121の外形形状に沿って折り曲げてカシメ固定することによって一体化されている。
このとき、カシメ用治具により爪部122dがかしめられるので、プレートヘッダ121のうち爪部122dと接触している部位が、プレートヘッダ121の他の部位よりタンク内側に凹む。そして、この凹んだ部位(以下、凹部123ともいう)が、ろう付け時に溶融したろうが流れるろう材流路としての機能を果たす。
このため、タンク本体部122およびキャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、凹部123によりチューブ111とプレートヘッダ121との接合部に容易に供給することができる。
ここで、本実施形態では、爪部122dをプレートヘッダ121のチューブ挿入穴121dと対応する位置に配置したので、チューブ挿入穴121dの近傍に、凹部123、すなわちプレートヘッダ121のうち爪部122dと接触している部位が位置することになる。このため、ろう付け時に、余剰したろう材を、チューブ111とプレートヘッダ121との接合部に確実に供給することができる。
したがって、チューブ111とプレートヘッダ121とのろう付けを行うために、タンク本体部122およびキャップ部125から当該接合部へろう材をより確実に供給することが可能となる。
(第4実施形態)
次に、本発明の第4実施形態について図10に基づいて説明する。本第4実施形態は、上記第3実施形態に比較して、ラップ部122cに凹部122eを設けた点が異なるものである。
次に、本発明の第4実施形態について図10に基づいて説明する。本第4実施形態は、上記第3実施形態に比較して、ラップ部122cに凹部122eを設けた点が異なるものである。
図10は、本第4実施形態に係る蒸発器100の要部を示す拡大図である。図10に示すように、ヘッダタンク120のタンク本体部122におけるラップ部122cの表面(ヘッダタンク120外側の面)には、当該表面から凹んだ複数の凹部122eが形成されている。
凹部122eは、プレートヘッダ121のチューブ挿入穴121dに対応する位置に配置されている。換言すると、蒸発器100の空気流れ方向(図10の紙面垂直方向)から投影したに、チューブ111および凹部122eが、同一直線状に配置されている。本実施形態では、凹部122eは、チューブ挿入穴121dに近づく程、チューブ111の積層方向の寸法が大きくなるように形成されている。
本実施形態によれば、タンク本体部122およびキャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、凹部122eにより、チューブ111とプレートヘッダ121との接合部に容易に供給することができる。このため、チューブ111とプレートヘッダ121とのろう付けを行うために、タンク本体部122およびキャップ部125から当該接合部へろう材を供給することが可能となる。
(第5実施形態)
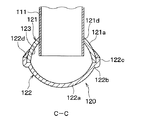
次に、本発明の第5実施形態について図11〜図13に基づいて説明する。本第5実施形態は、上記第1実施形態に比較して、ヘッダタンク120の筒状部124を一枚の板状部材により形成した点等が異なるものである。
次に、本発明の第5実施形態について図11〜図13に基づいて説明する。本第5実施形態は、上記第1実施形態に比較して、ヘッダタンク120の筒状部124を一枚の板状部材により形成した点等が異なるものである。
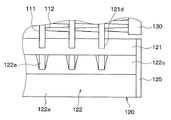
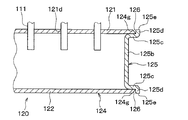
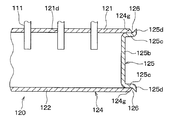
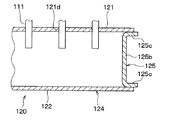
図11は本第5実施形態に係る蒸発器100の要部を示す拡大図、図12は図11のE−E断面図、図13は図11のF−F断面図である。図11〜図13に示すように、ヘッダタンク120は、長手方向の両端部が開放された金属製の筒状の筒状部124と、当該筒状部124の両端部を閉塞する金属製のキャップ部125とを有して構成されている。
筒状部124は、コア110側へ突出する断面略円弧状に形成されるとともに複数のチューブ111がろう付けされるチューブ接合部124a、コア110と反対側へ突出する断面略円弧状に形成された本体部124bを有している。本体部124bの円弧形状の半径は、チューブ接合部124aの円弧形状の半径より大きくなっている。
また、筒状部124は、チューブ接合部124aと本体部124bとを接続するとともに、空気の流れ方向、すなわちチューブ111の長手方向およびチューブ111の積層方向に共に直交する方向(図11の紙面垂直方向)に略平行に延びる平面部124cを有している。そして、チューブ接合部124a、本体部124bおよび平面部124cを一体に形成することで、筒状部124が構成されている。なお、チューブ接合部124aには、チューブ111が挿入されてろう付けされるチューブ挿入穴124dが複数形成されている。
上述のように、筒状部124に平面部124cを設けるとともに、平面部124cによりチューブ接合部124aと本体部124bとを接続することで、チューブ接合部124aと平面部124cとの接続部分に角部124eが形成される。これにより、ろう付け時に溶融したろうが、毛細管現象により角部124eを流れる。したがって、本実施形態の角部124eが、本発明のろう材流路に相当している。また、角部124eは、ヘッダタンク120の長手方向、すなわちチューブ111の積層方向に延びている。
本実施形態によれば、キャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、チューブ接合部124aと平面部124cとの角部124eにより、チューブ111と筒状部124との接合部に容易に供給することができる。このとき、ろう材流路を形成するために新たな部材を設ける必要がない。
したがって、簡易な構成で、チューブ111と筒状部124とのろう付けを行うために、キャップ部125から、チューブ111と筒状部124との接合部へろう材を供給することが可能となる。
(第6実施形態)
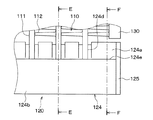
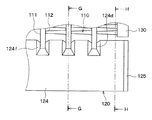
次に、本発明の第6実施形態について図14〜16に基づいて説明する。本第6実施形態は、上記第5実施形態に比較して、ヘッダタンク120のチューブ挿入穴124d近傍に溝部124fを形成した点等が異なるものである。
次に、本発明の第6実施形態について図14〜16に基づいて説明する。本第6実施形態は、上記第5実施形態に比較して、ヘッダタンク120のチューブ挿入穴124d近傍に溝部124fを形成した点等が異なるものである。
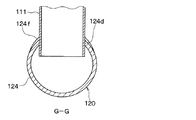
図14は本第6実施形態に係る蒸発器100の要部を示す拡大図、図15は図14のG−G断面図、図16は図14のH−H断面図である。図14〜図16に示すように、ヘッダタンク120の筒状部124におけるチューブ挿入穴124dの近傍には、チューブ挿入穴124dを囲むように、コア110と反対側に凹んだ溝部124fが形成されている。このため、ろう付け時に溶融したろうが、溝部124fに流れ込むようになっている。したがって、本実施形態の溝部124fが、本発明のろう材流路に相当している。
本実施形態によれば、キャップ部125に存在するろう材が余剰している場合、当該余剰したろう材を、溝部124fにより、チューブ111と筒状部124との接合部に容易に供給することができる。このため、チューブ111と筒状部124とのろう付けを行うために、キャップ部125から、チューブ111と筒状部124との接合部へろう材を供給することが可能となる。
(第7実施形態)
次に、本発明の第7実施形態について図17に基づいて説明する。本第7実施形態は、上記第2実施形態に比較して、チューブ接合部121aとタンク本体接合部121bとの角部121fの曲率半径Rが異なるものである。
次に、本発明の第7実施形態について図17に基づいて説明する。本第7実施形態は、上記第2実施形態に比較して、チューブ接合部121aとタンク本体接合部121bとの角部121fの曲率半径Rが異なるものである。
図17は、本第7実施形態に係る蒸発器100のヘッダタンク120近傍を示す拡大断面図である。図17に示すように、プレートヘッダ121のチューブ接合部121aにおけるヘッダタンク120外側の面と、タンク本体接合部121bにおけるヘッダタンク120外側の面との間の角形状の曲率半径Rが、0.3以上になっている。これにより、毛細管現象が発生し難くなるので、ろう付け時に溶融したろうが、チューブ接合部121aにおけるヘッダタンク120外側の面とタンク本体接合部121bにおけるヘッダタンク120外側の面との角部121fを流れ難くなる。
したがって、チューブ111とプレートヘッダ121とのろう付けを行う際に、タンク本体部122およびキャップ部125から、チューブ111とプレートヘッダ121との接合部へろう材が流れ込むことを抑制できる。
(第8実施形態)
次に、本発明の第8実施形態について図18に基づいて説明する。本第8実施形態は、上記第1実施形態に比較して、筒状部124の端部とキャップ部125との間に隙間126を設けた点等が異なるものである。
次に、本発明の第8実施形態について図18に基づいて説明する。本第8実施形態は、上記第1実施形態に比較して、筒状部124の端部とキャップ部125との間に隙間126を設けた点等が異なるものである。
図18は、本第8実施形態に係る蒸発器100のヘッダタンク120を空気流れ方向から見た断面図である。図18に示すように、本実施形態では、筒状部124の両端部には、筒状部124の軸方向に垂直な厚み寸法を、筒状部124の両端側に向かって徐々に縮小させるテーパ部124gが設けられている。このテーパ部124gは、筒状部124の両端側に近づくにつれてタンク内空間に近づくように傾斜したテーパ面を有している。
また、キャップ部125は、筒状部124の両端部の外周と略同一の大きさに形成されている。より詳細には、キャップ部125は、筒状部124の長手方向に直交する平面状に形成される本体部125bと、本体部125bの外周部から略直角に折り曲げられて筒状部124の長手方向外側に向かって延びる第1壁部125cと、第1壁部から略垂直に折り曲げられて筒状部124の径方向外側に向かって延びる第2壁部125dとを有して構成されている。
第1壁部125cの外周面(タンク外方側の面)には、筒状部124の両端部のタンク内方側の面が接合されている。また、第2壁部125dには、筒状部124のテーパ部124gの先端部が接合されている。
本実施形態では、第2壁部125dの先端面125e、すなわち筒状部124の径方向に略垂直な面は、筒状部124の外周面と略同一平面上に位置している。つまり、第2壁部125dの先端面125eと筒状部124の外周面とが、いわゆる面一(ツライチ)の状態となっている。
本体部125bおよび第1、第2壁部125c、125dは、本体部125b、第1壁部125c、第2壁部125dの順に連続して形成されている。すなわち、本体部125bおよび第1、第2壁部125c、125dは、1枚の板状部材により形成されている。
上述のように、筒状部124の両端部にテーパ部124gを設けることで、筒状部124のテーパ部124gとキャップ部125の第2壁部125dとの間には、隙間126が形成される。そして、この隙間126が、ろう付け時に溶融したろうが溜まるろう材溜まり部としての機能を果たす。
以上説明したように、キャップ部125と筒状部124との間にろう材溜まり部としての隙間126を形成することで、キャップ部125のろう材が余剰している場合であっても、ろう付け時に溶融したキャップ部125側のろうは隙間126に流入して溜まる。このため、筒状部124側に当該溶融したろうが流入することを抑制できる。
したがって、チューブ111とプレートヘッダ121とのろう付けを行う際に、キャップ部125から、チューブ111とプレートヘッダ121との接合部へろう材が流れ込むことを抑制できる。
(第9実施形態)
次に、本発明の第9実施形態について図19に基づいて説明する。本第9実施形態は、上記第8実施形態に比較して、キャップ部125の第2壁部125dの形状が異なるものである。
次に、本発明の第9実施形態について図19に基づいて説明する。本第9実施形態は、上記第8実施形態に比較して、キャップ部125の第2壁部125dの形状が異なるものである。
図19は、本第9実施形態に係る蒸発器100のヘッダタンク120を空気流れ方向から見た断面図である。図19に示すように、キャップ部125の第2壁部125dにおける筒状部124に対向する面は、筒状部124の径方向外側に向かうにつれて筒状部124の端部から遠ざかるように傾斜したテーパ面になっている。
これにより、筒状部124のテーパ部124gとキャップ部125の第2壁部125dとの間には、上記第8実施形態より大きい隙間126が形成される。このため、上記第8実施形態と比較して、隙間126に溜めることができるろう材量を増加させることが可能となる。したがって、ろう付け時に溶融したキャップ部125側のろうが筒状部124側に流入することをより確実に抑制できる。
(第10実施形態)
次に、本発明の第10実施形態について図20に基づいて説明する。本第10実施形態は、上記第8実施形態に比較して、キャップ部125を筒状部124の両端部の外周より小さい大きさに形成した点等が異なるものである。
次に、本発明の第10実施形態について図20に基づいて説明する。本第10実施形態は、上記第8実施形態に比較して、キャップ部125を筒状部124の両端部の外周より小さい大きさに形成した点等が異なるものである。
図20は、本第10実施形態に係る蒸発器100のヘッダタンク120を空気流れ方向から見た断面図である。図20に示すように、本実施形態の筒状部124の両端部には、テーパ部が設けられていない。すなわち、筒状部124の両端部の端面は、筒状部124の長手方向に対して垂直な平面である。
また、キャップ部125は、筒状部124の両端部の外周より小さい大きさに形成されている。より詳細には、第2壁部125dの先端面125eは、筒状部124の外周面と比較して、筒状部124の径方向内側に配置されている。
以上説明したように、キャップ部125を、筒状部124の両端部の外周より小さい大きさに形成することで、キャップ部125と筒状部124との間に、ろう付け時に溶融したろうをチューブ111とプレートヘッダ121との接合部に流入させるためのろう材流路が形成されることはない。このため、キャップ部125のろう材が余剰している場合であっても、ろう付け時に溶融したキャップ部125側のろうが、筒状部124側に流入することを抑制できる。したがって、チューブ111とプレートヘッダ121とのろう付けを行う際に、キャップ部125から、チューブ111とプレートヘッダ121との接合部へろう材が流れ込むことを抑制できる。
(第11実施形態)
次に、本発明の第11実施形態について図21に基づいて説明する。本第11実施形態は、上記第10実施形態に比較して、キャップ部125の形状が異なるものである。
次に、本発明の第11実施形態について図21に基づいて説明する。本第11実施形態は、上記第10実施形態に比較して、キャップ部125の形状が異なるものである。
図21は、本第11実施形態に係る蒸発器100のヘッダタンク120を空気流れ方向から見た断面図である。図21に示すように、本実施形態のキャップ部125は、第2壁部を有しておらず、本体部125bおよび第1壁部125cのみを有して構成されている。このとき、第2壁部125cにおける本体部125bと反対側の端部は、筒状部124の両端部よりも、筒状部124の長手方向外側に位置している。
本実施形態によれば、キャップ部125と筒状部124との間に、ろう付け時に溶融したろうをチューブ111とプレートヘッダ121との接合部に流入させるためのろう材流路が形成されることはないので、上記第10実施形態と同様の効果を得ることが可能となる。
(他の実施形態)
上記第2実施形態では、プレートヘッダ121のチューブ接合部121aにおけるヘッダタンク120外側の面と、タンク本体接合部121bにおけるヘッダタンク120外側の面との間の角部121fの曲率半径Rを0.3より小さくすることにより、ろう材流路を構成した例について説明したが、これに限らず、当該角部121fに、ヘッダタンク120の内方側に向けて凹んだ凹部を形成し、この凹部によりろう材流路を構成してもよい。
上記第2実施形態では、プレートヘッダ121のチューブ接合部121aにおけるヘッダタンク120外側の面と、タンク本体接合部121bにおけるヘッダタンク120外側の面との間の角部121fの曲率半径Rを0.3より小さくすることにより、ろう材流路を構成した例について説明したが、これに限らず、当該角部121fに、ヘッダタンク120の内方側に向けて凹んだ凹部を形成し、この凹部によりろう材流路を構成してもよい。
また、上記第8〜第11実施形態では、ヘッダタンク120の筒状部124を、プレートヘッダ121およびタンク本体部122の2部材により構成した例について説明したが、これに限らず、筒状部124を一枚の板状部材により形成してもよい。
111 チューブ
120 ヘッダタンク
121 プレートヘッダ
121a チューブ接合部
121b タンク本体接合部
121e テーパ部(ろう材流路)
122 タンク本体部
124 筒状部
124f 溝部(ろう材流路)
125 キャップ部
125a ろう材流路
126 隙間(ろう材溜まり部)
120 ヘッダタンク
121 プレートヘッダ
121a チューブ接合部
121b タンク本体接合部
121e テーパ部(ろう材流路)
122 タンク本体部
124 筒状部
124f 溝部(ろう材流路)
125 キャップ部
125a ろう材流路
126 隙間(ろう材溜まり部)
Claims (9)
- 互いに並設配置されるとともに、内部に流体が流通する複数のチューブ(111)と、
前記チューブ(111)の長手方向端部に配置されるとともに、前記複数のチューブ(111)の並設方向に延びて前記複数のチューブ(111)が挿入されてろう付けされるヘッダタンク(120)とを備える熱交換器であって、
前記ヘッダタンク(120)には、ろう付け時に溶融したろうを前記チューブ(111)と前記ヘッダタンク(120)との接合部に流入させるためのろう材流路(121e、124f、125a)が設けられていることを特徴とする熱交換器。 - 前記ヘッダタンク(120)は、前記複数のチューブ(111)がろう付けされたプレートヘッダ(121)、および前記プレートヘッダ(121)に固定されたタンク本体部(122)を有し、
前記プレートヘッダ(121)は、前記複数のチューブ(111)がろう付けされるチューブ接合部(121a)、および前記チューブ接合部(121a)と連続して形成されるとともに、前記タンク本体部(122)における前記プレートヘッダ(121)側の端部が接触するタンク本体接合部(121b)を有し、
前記チューブ接合部(121a)における前記ヘッダタンク(120)外側の面と前記タンク本体接合部(121b)における前記ヘッダタンク(120)外側の面との角部(121f)が、前記ろう材流路を構成していることを特徴とする請求項1に記載の熱交換器。 - 前記角部(121f)の曲率半径(R)が、0.3より小さいことを特徴とする請求項2に記載の熱交換器。
- 前記ヘッダタンク(120)は、前記複数のチューブ(111)が各々挿入されてろう付けされる複数のチューブ挿入穴(124d)を有しており、
前記ヘッダタンク(120)における前記複数のチューブ挿入穴(124d)の周囲には、ろう付け時に溶融したろうが流れる溝部(124f)が形成されており、
前記溝部(124f)が、前記ろう材流路を構成していることを特徴とする請求項1に記載の熱交換器。 - 前記ヘッダタンク(120)は、前記複数のチューブ(111)がろう付けされたプレートヘッダ(121)、および前記プレートヘッダ(121)に固定されたタンク本体部(122)を有し、
前記プレートヘッダ(121)は、前記複数のチューブ(111)が各々挿入されてろう付けされる複数のチューブ挿入穴(121d)を有しており、
前記プレートヘッダ(121)には、前記複数のチューブ挿入穴(121d)に近づくほど前記ヘッダタンク(120)内側に向けて凹んだテーパ部(121e)が形成されており、
前記テーパ部(121e)が、前記ろう材流路を構成していることを特徴とする請求項1に記載の熱交換器。 - 前記ヘッダタンク(120)は、両端が開放された筒状に形成されるとともに前記複数のチューブ(111)がろう付けされた筒状部(124)と、前記筒状部(124)の両端部を閉塞するキャップ部(125)とを有し、
前記キャップ部(125)は、前記筒状部(124)の前記両端部の外周より大きい大きさに形成されており、
前記ろう材流路(125a)は、前記キャップ部(125)における前記筒状部(124)と対向する側の面と前記筒状部(124)における前記ヘッダタンク(120)外側の面との間に形成されていることを特徴とする請求項1に記載の熱交換器。 - 互いに並設配置されるとともに、内部に流体が流通する複数のチューブ(111)と、
前記チューブ(111)の長手方向端部に配置されるとともに、前記複数のチューブ(111)の並設方向に延びて前記複数のチューブ(111)が挿入されてろう付けされるヘッダタンク(120)とを備える熱交換器であって、
前記ヘッダタンク(120)は、前記複数のチューブ(111)がろう付けされたプレートヘッダ(121)、および前記プレートヘッダ(121)に固定されたタンク本体部(122)を有し、
前記プレートヘッダ(121)は、前記複数のチューブ(111)がろう付けされるチューブ接合部(121a)、および前記チューブ接合部(121a)と連続して形成されるとともに、前記タンク本体部(122)における前記プレートヘッダ(121)側の端部が接触するタンク本体接合部(121b)を有し、
前記チューブ接合部(121a)における前記ヘッダタンク(120)外側の面と、前記タンク本体接合部(121b)における前記ヘッダタンク(120)外側の面との間の角形状の曲率半径(R)が0.3以上に形成されていることを特徴とする熱交換器。 - 互いに並設配置されるとともに、内部に流体が流通する複数のチューブ(111)と、
前記チューブ(111)の長手方向端部に配置されるとともに、前記複数のチューブ(111)の並設方向に延びて前記複数のチューブ(111)が挿入されてろう付けされるヘッダタンク(120)とを備える熱交換器であって、
前記ヘッダタンク(120)は、両端が開放された筒状に形成されるとともに、前記複数のチューブ(111)がろう付けされた筒状部(124)と、前記筒状部(124)の両端部を閉塞するキャップ部(125)とを有し、
前記キャップ部(125)と前記筒状部(124)との間には、ろう付け時に溶融したろうが溜まるろう材溜まり部(126)が形成されていることを特徴とする熱交換器。 - 互いに並設配置されるとともに、内部に流体が流通する複数のチューブ(111)と、
前記チューブ(111)の長手方向端部に配置されるとともに、前記複数のチューブ(111)の並設方向に延びて前記複数のチューブ(111)が挿入されてろう付けされるヘッダタンク(120)とを備える熱交換器であって、
前記ヘッダタンク(120)は、両端が開放された筒状に形成されるとともに、前記複数のチューブ(111)がろう付けされた筒状部(124)と、前記筒状部(124)の両端部を閉塞するキャップ部(125)とを有し、
前記キャップ部(125)は、前記筒状部(124)の前記両端部の外周より小さい大きさに形成されていることを特徴とする熱交換器。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010270500A JP2012117791A (ja) | 2010-12-03 | 2010-12-03 | 熱交換器 |
| BRPI1105632 BRPI1105632A2 (pt) | 2010-12-03 | 2011-12-02 | trocador de calor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010270500A JP2012117791A (ja) | 2010-12-03 | 2010-12-03 | 熱交換器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012117791A true JP2012117791A (ja) | 2012-06-21 |
Family
ID=46500830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010270500A Pending JP2012117791A (ja) | 2010-12-03 | 2010-12-03 | 熱交換器 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012117791A (ja) |
| BR (1) | BRPI1105632A2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014081157A (ja) * | 2012-10-17 | 2014-05-08 | Denso Corp | 熱交換器 |
| KR101497364B1 (ko) * | 2012-08-07 | 2015-03-02 | 한라비스테온공조 주식회사 | 열교환기 |
| JPWO2021251186A1 (ja) * | 2020-06-09 | 2021-12-16 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0379086U (ja) * | 1989-11-27 | 1991-08-12 | ||
| JPH03104658U (ja) * | 1990-02-16 | 1991-10-30 | ||
| JPH0462394A (ja) * | 1990-06-29 | 1992-02-27 | Showa Alum Corp | 熱交換器 |
| JPH0719784A (ja) * | 1993-06-30 | 1995-01-20 | Zexel Corp | 熱交換器 |
| JP2000081294A (ja) * | 1998-09-07 | 2000-03-21 | Denso Corp | 熱交換器 |
| JP2002213895A (ja) * | 2001-01-16 | 2002-07-31 | Zexel Valeo Climate Control Corp | 熱交換器 |
| JP2005055037A (ja) * | 2003-08-01 | 2005-03-03 | Calsonic Kansei Corp | 熱交換器 |
| JP2006017383A (ja) * | 2004-07-01 | 2006-01-19 | Denso Corp | 熱交換器 |
| JP2006153354A (ja) * | 2004-11-29 | 2006-06-15 | Denso Corp | 熱交換器 |
| JP2009092359A (ja) * | 2007-10-12 | 2009-04-30 | Showa Denko Kk | 熱交換器およびその製造方法 |
-
2010
- 2010-12-03 JP JP2010270500A patent/JP2012117791A/ja active Pending
-
2011
- 2011-12-02 BR BRPI1105632 patent/BRPI1105632A2/pt not_active IP Right Cessation
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0379086U (ja) * | 1989-11-27 | 1991-08-12 | ||
| JPH03104658U (ja) * | 1990-02-16 | 1991-10-30 | ||
| JPH0462394A (ja) * | 1990-06-29 | 1992-02-27 | Showa Alum Corp | 熱交換器 |
| JPH0719784A (ja) * | 1993-06-30 | 1995-01-20 | Zexel Corp | 熱交換器 |
| JP2000081294A (ja) * | 1998-09-07 | 2000-03-21 | Denso Corp | 熱交換器 |
| JP2002213895A (ja) * | 2001-01-16 | 2002-07-31 | Zexel Valeo Climate Control Corp | 熱交換器 |
| JP2005055037A (ja) * | 2003-08-01 | 2005-03-03 | Calsonic Kansei Corp | 熱交換器 |
| JP2006017383A (ja) * | 2004-07-01 | 2006-01-19 | Denso Corp | 熱交換器 |
| JP2006153354A (ja) * | 2004-11-29 | 2006-06-15 | Denso Corp | 熱交換器 |
| JP2009092359A (ja) * | 2007-10-12 | 2009-04-30 | Showa Denko Kk | 熱交換器およびその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101497364B1 (ko) * | 2012-08-07 | 2015-03-02 | 한라비스테온공조 주식회사 | 열교환기 |
| JP2014081157A (ja) * | 2012-10-17 | 2014-05-08 | Denso Corp | 熱交換器 |
| US10401095B2 (en) | 2012-10-17 | 2019-09-03 | Denso Corporation | Heat exchanger |
| JPWO2021251186A1 (ja) * | 2020-06-09 | 2021-12-16 | ||
| WO2021251186A1 (ja) * | 2020-06-09 | 2021-12-16 | 三菱電機株式会社 | 熱交換器用ヘッダ、熱交換器、及び熱交換器用ヘッダの製造方法 |
| JP7258240B2 (ja) | 2020-06-09 | 2023-04-14 | 三菱電機株式会社 | 熱交換器用ヘッダ、熱交換器、及び熱交換器用ヘッダの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI1105632A2 (pt) | 2013-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5821795B2 (ja) | 熱交換器 | |
| US20180320995A1 (en) | Heat exchanger | |
| JP2008260049A (ja) | 熱交換器およびその製造方法 | |
| JP4297177B2 (ja) | 熱交換器用チューブ | |
| CN104204709A (zh) | 热交换器 | |
| JP2006189205A (ja) | 熱交換器 | |
| WO2017013918A1 (ja) | 熱交換器 | |
| JP2012117791A (ja) | 熱交換器 | |
| CN110785622A (zh) | 热交换器用管 | |
| JP4277663B2 (ja) | 熱交換器の製造方法 | |
| JP5884484B2 (ja) | 熱交換器 | |
| US20060254761A1 (en) | Brazed structure and method of manufacturing the same | |
| JP2006284107A (ja) | 熱交換器 | |
| JP2016097434A (ja) | 熱交換器用チューブおよびその製造方法 | |
| JP2010185636A (ja) | 熱交換器 | |
| JP4541009B2 (ja) | 熱交換器 | |
| JP5187047B2 (ja) | 熱交換器用チューブ | |
| JP2005331176A (ja) | 熱交換器 | |
| JP2012078059A (ja) | 熱交換器 | |
| JP4217478B2 (ja) | 熱交換器 | |
| JP4103762B2 (ja) | ろう付け扁平チューブ | |
| JP5026100B2 (ja) | 熱交換器 | |
| JP4291644B2 (ja) | 熱交換器 | |
| JP4221188B2 (ja) | 熱交換器 | |
| JP2007170805A (ja) | ろう接構造体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131029 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140325 |