JP2012117940A - 厚さ測定装置 - Google Patents
厚さ測定装置 Download PDFInfo
- Publication number
- JP2012117940A JP2012117940A JP2010268680A JP2010268680A JP2012117940A JP 2012117940 A JP2012117940 A JP 2012117940A JP 2010268680 A JP2010268680 A JP 2010268680A JP 2010268680 A JP2010268680 A JP 2010268680A JP 2012117940 A JP2012117940 A JP 2012117940A
- Authority
- JP
- Japan
- Prior art keywords
- head
- nozzle portion
- plate
- fixed
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Measuring Arrangements Characterized By The Use Of Fluids (AREA)
Abstract
【課題】エアマイクロメータの測定ヘッドを交換することなく、各種の板状物の厚さを測定することができ、板状物の複数個所の厚さを効率よく測定することができる厚さ測定装置を提供する。
【解決手段】エアマイクロメータにより測定する厚さ測定装置である。定盤21上を水平移動する水平移動体24を有した水平移動装置22が定盤上に取り付けられる。水平移動体24上に、エアマイクロメータの測定ヘッド1のヘッド本体2が固定され、測定ヘッド1のヘッド本体2には、噴出孔を有した固定ノズル部3が固定して設けられる。噴出孔を有した可動ノズル部4が、固定ノズル部3と対向しかつスライド機構6を介して接離方向に摺動可能に取り付けられる。マイクロメータヘッド10が、その移動先端をヘッド本体2に当接させて、可動ノズル部4をヘッド本体2及び固定ノズル部3に対し接離方向に微細移動させるように取り付けられる。
【選択図】図6
【解決手段】エアマイクロメータにより測定する厚さ測定装置である。定盤21上を水平移動する水平移動体24を有した水平移動装置22が定盤上に取り付けられる。水平移動体24上に、エアマイクロメータの測定ヘッド1のヘッド本体2が固定され、測定ヘッド1のヘッド本体2には、噴出孔を有した固定ノズル部3が固定して設けられる。噴出孔を有した可動ノズル部4が、固定ノズル部3と対向しかつスライド機構6を介して接離方向に摺動可能に取り付けられる。マイクロメータヘッド10が、その移動先端をヘッド本体2に当接させて、可動ノズル部4をヘッド本体2及び固定ノズル部3に対し接離方向に微細移動させるように取り付けられる。
【選択図】図6
Description
本発明は、エアマイクロメータの測定ヘッドから、板状物の表面にエアを噴出し、その背圧または差圧に基づき、板状物の厚さを測定する厚さ測定装置に関する。
ワークの内径、外径などを測定するエアマイクロメータとして、下記特許文献1に示すような、背圧・差圧式のエアマイクロメータが知られている。
このエアマイクロメータは、空気源から供給される空気を、固定オリフィス付きの2系統の管路に供給し、一方の管路を測定ヘッド用管路とし、他方の管路には別の固定オリフィスを設けて排気用管路とし、測定ヘッド用管路と排気用管路間を、差圧センサを設けたセンサ用管路で接続し、測定ヘッド用管路にはノズル孔を設けた測定ヘッドを接続して構成される。
この種のエアマイクロメータは、原理的にはワークに対し非接触の状態で配置した測定ヘッドのノズル孔から空気を噴出してワークの測定を行なうが、一般に、測定ヘッドは、ワーク孔の内径を測定する場合、ワーク孔に挿入可能な外径の円柱型に形成され、その外周面の直径対応位置両側にノズル孔が形成されると共に、その内部軸方向に空気流路が形成され、空気流路が両側のノズル孔に連通されて構成される。
また、ワークの厚さ又は外径を測定する場合、測定ヘッドは、図10に示すように、二股のヘッド本体30を有し、ワークW2の上面及び下面に、その二股状に開口したヘッド本体30の開口部に挿入し、ワークW2の厚さを測定する構造となっている。このヘッド本体30は、その末端に設けた接続部33と一体に、先端を二股状に開口して形成され、接続部33の外周には接続用のねじが形成される。さらに、ヘッド本体30と接続部33の内部には、空気流路34が形成され、この空気流路34の先端部は、ヘッド本体30の二股部分で両側に分岐し、ヘッド本体30の二股状に開口した開口部の内面に形成された2個のノズル孔32、32と連通接続されている。二股開口部内側に形成された2個のノズル孔32、32は相互に対向して配置されている。
通常、このようなワークW2の厚さを測定する場合、ワークW2の正確な厚さ寸法より僅かに広い開口部のヘッド本体を製作し、そのようなヘッド本体を有する測定ヘッドを用いて、ワークW2をヘッド本体の二股開口部内に挿入し、両側のノズル孔から空気を噴出させ、そのときに空気流路に生じる背圧または差圧を測定し、その圧力からワークW2の厚さを算出している。
しかし、例えば、シリコンウエハー、ガラス基板、露光マスクなどの厚さを測定する場合、その板状物自体の厚さは約0.7mm〜約0.05mmと非常に薄く、この種の薄い板状物を測定するヘッド本体30のノズル孔32,32との間隙は、例えば約1mm〜約0.3mmと非常に小さく形成される。また、この種の測定ヘッドのヘッド本体は、そのノズル孔32,32間の間隔が固定であるため、ワークに対し測定ヘッドは専用型として製作され、異なった厚さ(基準厚さ)のワークに対して、異なったヘッド本体の測定ヘッドが使用される。
このため、多品種少量生産などで、各種の形状、寸法のワークを製造する製造ラインなどで、そのワークの厚さ寸法を測定する場合、厚さの異なるワーク毎にそのワークの厚さに合った測定ヘッドを製作しておき、異なるワークの厚さを測定する際、エアマイクロメータに対し、ワークの厚さに合った測定ヘッドを付け替えて使用しており、測定ヘッドのコストが増大すると共に、測定ヘッドの付け替えによる作業性の悪化が課題となっている。
一方、シリコンウエハーなどの薄い板状物の厚さを測定する測定装置として、板状物の両面にレーザー光を照射し、その反射光から板状物の厚さを測定する厚さ測定装置が知られているが、この種のレーザー光を板状物の表面に照射し、その反射光の受光状態により、板状物の厚さを測定するため、板状物の表面に水滴などが付着している場合(洗浄後に板状物の厚さを測定する場合など)、反射光が乱反射して測定誤差を生じやすい。
また、例えば、シリコンウエハーなどの薄い板状物の中央部を含む複数個所の厚さを測定したい場合があるが、従来の図10に示すような構造の測定ヘッドでは、板状物を測定ヘッドの内側に挿入することができず、板状物の中央部から縁部にかけての複数個所の厚さを測定することができないという課題があった。
本発明は、上述の課題を解決するものであり、エアマイクロメータの測定ヘッドを交換することなく、各種の板状物の厚さを測定することができ、板状物の複数個所の厚さを効率よく測定することができる厚さ測定装置を提供することを目的とする。
本発明に係る厚さ測定装置は、
定盤上に挿入されて水平に支持される板状物の厚さを、エアマイクロメータにより測定する厚さ測定装置において、
定盤上を水平移動する水平移動体を有した水平移動装置が該定盤上に取り付けられ、
該水平移動体上に、該エアマイクロメータの測定ヘッドのヘッド本体が固定され、
該各測定ヘッドの該ヘッド本体には、噴出孔を有した固定ノズル部が固定して設けられると共に、噴出孔を有した可動ノズル部が、該固定ノズル部と対向しかつスライド機構を介して接離方向に摺動可能に取り付けられ、
該可動ノズル部の基部には、マイクロメータヘッドが、その移動先端を該ヘッド本体に当接させて、該可動ノズル部を該ヘッド本体及び該固定ノズル部に対し接離方向に微細移動させるように取り付けられ、
該固定ノズル部の基部と該可動ノズル部の基部間に、該可動ノズル部を該固定ノズル部側に付勢するバネ部材が設けられ、
該ヘッド本体または該ヘッド本体を固定する部材には、直線往復駆動機構が、該可動ノズル部を該マイクロメータヘッドによる微細移動より大きく移動させて該固定ノズル部と該可動ノズル部間を開くように取り付けられ、
該測定ヘッドの該固定ノズル部と該可動ノズル部は、該固定ノズル部と該可動ノズル部の中心を結ぶ軸が該定盤の平面と垂直になるように取り付けられ、
該板状物を該固定ノズル部と該可動ノズル部間の水平位置に保持した状態で、該水平移動装置により該測定ヘッドを板状物側に移動させ、該固定ノズル部と該可動ノズル部間に該板状物を挿入して該板状物の厚さの測定することを特徴とすることを特徴とする。
定盤上に挿入されて水平に支持される板状物の厚さを、エアマイクロメータにより測定する厚さ測定装置において、
定盤上を水平移動する水平移動体を有した水平移動装置が該定盤上に取り付けられ、
該水平移動体上に、該エアマイクロメータの測定ヘッドのヘッド本体が固定され、
該各測定ヘッドの該ヘッド本体には、噴出孔を有した固定ノズル部が固定して設けられると共に、噴出孔を有した可動ノズル部が、該固定ノズル部と対向しかつスライド機構を介して接離方向に摺動可能に取り付けられ、
該可動ノズル部の基部には、マイクロメータヘッドが、その移動先端を該ヘッド本体に当接させて、該可動ノズル部を該ヘッド本体及び該固定ノズル部に対し接離方向に微細移動させるように取り付けられ、
該固定ノズル部の基部と該可動ノズル部の基部間に、該可動ノズル部を該固定ノズル部側に付勢するバネ部材が設けられ、
該ヘッド本体または該ヘッド本体を固定する部材には、直線往復駆動機構が、該可動ノズル部を該マイクロメータヘッドによる微細移動より大きく移動させて該固定ノズル部と該可動ノズル部間を開くように取り付けられ、
該測定ヘッドの該固定ノズル部と該可動ノズル部は、該固定ノズル部と該可動ノズル部の中心を結ぶ軸が該定盤の平面と垂直になるように取り付けられ、
該板状物を該固定ノズル部と該可動ノズル部間の水平位置に保持した状態で、該水平移動装置により該測定ヘッドを板状物側に移動させ、該固定ノズル部と該可動ノズル部間に該板状物を挿入して該板状物の厚さの測定することを特徴とすることを特徴とする。
なお、上記マイクロメータヘッドは、マイクロメータで使用される所謂マイクロメータヘッドを含め、スピンドルの外周部にナット部を螺合させ、ナット部を定位置で回転させて、スピンドルを軸方向に微細移動させる単純な構造の上下位置調整機構を含む概念である。
この発明によれば、可動ノズル部が固定ノズル部とは分離して接離方向に摺動可能に取り付けられるので、可動ノズル部と固定ノズル部の長さを長尺にして板状物の幅を越える長さとし、板状物をロボットアームなどにより定盤上に水平にかつ可動ノズル部と固定ノズル部の間に位置させた状態で、水平移動装置の水平移動体を前進移動させ、これにより、測定ヘッドを板状物の全幅にわたり水平移動させて、板状物の中央部を含む複数個所の厚さを連続して簡便に測定することができる。また、マイクロメータヘッドを回して、固定ノズル部と可動ノズル部の間隔を調整することができるので、基準厚さの異なる各種の板状物の厚さを、測定ヘッドを交換することなく、簡単に測定することができる。
ここで、上記測定ヘッドは、測定のために該板状物を該固定ノズル部と該可動ノズル部間に挿入する際、該直線往復駆動機構の押し出し作動により該可動ノズル部を該定盤上で上方に移動させて、該固定ノズル部と該可動ノズル部間が開口するように構成することができる。
この発明によれば、板状物を測定する際、直線往復駆動機構を動作させて固定ノズル部と可動ノズル部間を広く開口させた状態で、板状物を固定ノズル部と可動ノズル部間に挿入し、その後、所定の間隔(マイクロメータヘッドにより調整された間隔)に可動ノズル部を戻して、板状物の厚さを測定することができるので、板状物を誤って固定ノズル部や可動ノズル部に当てることなく、安全かつ簡単に板状物を固定ノズル部と可動ノズル部間に挿入し、効率よく正確に厚さを測定することができる。
ここで、上記水平移動装置は、上記水平移動体を移動可能に装着したステージ本体内に、ボールねじ軸を回転駆動可能に水平に軸支し、水平移動体に固定されたボールねじナットを該ボールねじ軸に螺合させ、該ボールねじ軸を駆動モータにより回転駆動して、該水平移動体を定盤上で水平移動させるように構成することができる。この発明によれば、水平移動装置により定盤上で水平移動体をつまり測定ヘッドを滑らかに移動させながら、板状物の厚さを正確に測定することができる。
ここで、上記固定ノズル部及び可動ノズル部には、噴出孔を有したノズル部材を交換可能に取り付けることができる。これによれば、ノズル部材が使用により摩耗し或いは傷ついた場合、簡単に交換して使用することができる。
また、上記直線往復移動機構は、流体圧シリンダまたはリニアアクチュエータを、ヘッド本体またはヘッド本体を固定する部材に取り付け、プランジャを可動ノズル部の可動部に押し当てて可動ノズル部を押し上げるように構成することができる。
本発明の厚さ測定装置によれば、定盤上の所定の高さ位置に水平に挿入した板状物の複数個所の厚さを、エアマイクロメータにより安全かつ容易に測定することができ、また、基準厚さの異なる板状物であっても、測定ヘッドを交換することなく、測定することができ、測定ヘッドに対し板状物の挿入を、安全かつ容易に行うことができる。
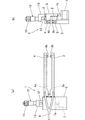
以下、本発明の一実施形態を図面に基づいて説明する。図1は厚さ測定装置に利用するエアマイクロメータの測定ヘッド1の左側面図と正面図を示している。この測定ヘッド1は、エアマイクロメータ本体の空気供給口に、チューブ9を介して接続され、ヘッド本体2に設けた固定ノズル部3と可動ノズル部4の対向するノズルチップ3b、4bの噴出孔から、板状物の被測定面に対しエアを噴出し、その背圧または差圧に基づき、板状物の厚さを測定するものであり、特に固定ノズル部3に対し可動ノズル部4を接近または離隔するように移動可能に構成される。
測定ヘッド1は、厚さ測定装置20の水平移動装置22の水平移動体24上に固定される固定脚部5を有したヘッド本体2を備え、ヘッド本体2は、直方体形状に形成され、その左側面に板状の固定脚部5が固定され、測定ヘッド1は図6に示す如く固定脚部5により水平移動体24上に立設される。図1のように、ヘッド本体2の右側面の下部正面側に、固定ノズル部3が正面に突き出すように設けられている。この固定ノズル部3には、内部に空気通路3aが長手方向に形成され、固定ノズル部3の先端部上面に、ノズルチップ3bが上向きにかつ交換可能に取り付けられる。ノズルチップ3bは空気通路3aと連通し、空気通路3aから供給される空気をノズルチップ3bの噴出孔から上方に向けて噴出する構造となっている。また、固定ノズル部3の長さは、図8,9に示す如く、被測定物の板状物Wの直径(全幅)と同程度か或いはそれより少し長く形成されている。
さらに、ヘッド本体2の右側面(図2bにおける上面)に、スライド機構6を介して板状の可動部8がヘッド本体2に対し上下に摺動可能に取り付けられる。スライド機構6は、ヘッド本体2の右側面にガイド溝とガイドレールを嵌合させて摺動可能に構成され、ガイド溝とガイドレールが摺接する直線ガイド面に複数の鋼球が配設され、可動部8がヘッド本体2に対し、上下に円滑に移動可能に取り付けられている。可動部8の移動距離は、可動ノズル部4が固定ノズル部3に対し開口する最大幅に設定され、スライド機構6の内部には図示しないバネ部材が設けられ、バネ部材は常時可動部8を固定側のヘッド本体2に対し下方に付勢している。
したがって、可動部8は、後述のマイクロメータヘッド10のスピンドル12の先端がヘッド本体2の上面に当接する位置まで、バネ部材により常に下方に付勢される。つまり、後述の直線往復駆動機構7により、可動部8が強制的に上昇しない通常時、可動部8はマイクロメータヘッド10のスピンドル12の先端がヘッド本体2の上面に当接した状態で静止する構造となっている。
図1に示すように、可動部8の正面側に、可動ノズル部4が、前方に水平に突き出し、かつ上記固定ノズル部3の上側に対向して設けられる。可動ノズル部4は、図2の平面図に示すように、平面視でL形に形成され、可動部8の正面からヘッド本体2の正面に延設されるように形成され、図1aの左側面図のように、固定ノズル部3の真上に位置するようになっている。
可動ノズル部4は、内部に空気通路4aが長手方向に形成され、可動ノズル部4の先端部下面に、ノズルチップ4bが下向きにかつ交換可能に取り付けられている。ノズルチップ4bは空気通路4aと連通し、空気通路4aから供給される空気をノズルチップ4bの噴出孔から下方に向けて噴出する構造となっている。また、可動ノズル部4の長さは、固定ノズル部3と同様、図8,9に示す如く、被測定物の板状物Wの直径(全幅)と同程度か或いはそれより少し長く形成されている。
図1bなどに示すように、下側の固定ノズル部3のノズルチップ3bと上側の可動ノズル部4のノズルチップ4bは上下に対向しかつ1本の鉛直軸上にノズルチップ3b、4bの中心が位置するように合わせて取り付けられ、測定時、これらのノズルチップ3b、4bの間に、板状物が水平に挿入される。また、図1bなどに示すように、固定ノズル部3と可動ノズル部4の基部には空気供給用のチューブ9が接続され、図示しないエアマイクロメータ本体から供給される空気を、チューブ9を通して固定ノズル部3と可動ノズル部4に供給するようになっている。
さらに、可動ノズル部4の基部つまり可動部8の上部にマイクロメータヘッド10が、取付ブラケット13を介して、その移動先端のスピンドル12をヘッド本体2に当接させるように下向きにかつ鉛直に取り付けられる。マイクロメータヘッド10は、円筒形本体内に、スピンドル12を下端に取り付けた移動軸を直線移動可能に配設し、その移動軸の外周部にめねじ部、おねじ部を介して螺合する回転筒が配設され、回転筒の上部に摘み部11を取り付け、摘み部11により回転筒を回転させることにより、スピンドル12の移動軸を軸方向に微細移動させるように構成される。
このマイクロメータヘッド10は、その上部の摘み部11を持って回すことにより、摘み部1回転当り、例えば0.25mmの精度でスピンドル12を上下動させることができるものであり、可動ノズル部4は、バネ部材により可動部8を下側に、つまりマイクロメータヘッド10のスピンドル12をヘッド本体2の上面に当接させるように付勢しているので、摘み部11を持ってマイクロメータヘッド10を回すことにより、可動ノズル部4を固定ノズル部3に対し、上下方向つまり接離方向に微細移動させ、これにより、上下に対向する両ノズルチップ3b、4b間の間隔を、板状物の厚さまたは外径に合わせて簡便に調整することができる。
なお、上記のように、マイクロメータヘッド10は、上部の摘み部11を持って回すことによりスピンドル12を上下に微細移動させる構造のものであるが、単純にスピンドルの外周部にナット部を螺合させ、ナット部を定位置で回転させてスピンドルを軸方向に微細移動させる構造の上下位置調整機構であっても、マイクロメータヘッド10として使用することができる。
さらに、この測定ヘッド1には、板状物の挿入時、固定ノズル部3と可動ノズル部4間を強制的に広く開口させるために、直線往復駆動機構7が設けられる。この直線往復駆動機構7は、プランジャ7aを上方に突出可能に有した流体圧シリンダ、リニアアクチュエータ(モータの駆動によりめねじ孔部材を回転させ、めねじ孔に螺合する移動軸を軸方向に直線移動させる構造のアクチュエータ)、または電磁ソレノイドなどから構成され、固定脚部5の右側面に上下縦方向に向けて固定される。プランジャ7aの直上には可動部8の下部が位置し、プランジャ7aのストローク量は、上記マイクロメータヘッド10による可動部8の移動量より大幅に長く設定されている。
したがって、この直線往復駆動機構7を動作させてプランジャ7aを押出駆動すると、図5に示すように、可動部8と共に可動ノズル部4が押し上げられ、固定ノズル部3と可動ノズル部4間が大きく開口するようになっている。
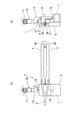
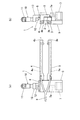
このように構成された測定ヘッド1は、その固定脚部5が定盤21上に固定された水平移動装置22の水平移動体24上に固定され、エアマイクロメータからのチューブ9が測定ヘッド1の固定ノズル部3と可動ノズル部4の空気通路3a,4aに接続される。
水平移動装置22は、図6,7に示すように、水平移動体24を移動可能に装着したステージ本体23内に、ボールねじ軸25を回転駆動可能に水平に軸支し、水平移動体24に固定されたボールねじナット26をボールねじ軸25に螺合させ、ボールねじ軸25を駆動モータ27により回転駆動して、水平移動体24をステージ本体23上つまり定盤21上で水平移動させる構造である。
ステージ本体23は、上部を開口した横長の箱状に形成され、その端部に駆動モータ27を内蔵した駆動部が取り付けられ、ステージ本体23内には長手方向にそってボールねじ軸25が回転可能に軸支され、駆動モータ27によりボールねじ軸25が回転駆動される構造である。ボールねじ軸25にはボールねじナット26が螺合し、ステージ本体23の開口部上には水平移動体24がガイド部とガイドレールを介して水平横方向に移動可能に装着され、その水平移動体24の底部にボールねじナット26が固定されている。
これにより、水平移動体24は、ステージ本体23上で駆動モータ27がボールねじ軸25を回転駆動すると、ボールねじナット26が軸方向に移動し、ボールねじナット26上に固定された水平移動体24が水平方向に移動し、水平移動体24上に固定された上記測定ヘッド1は、水平移動装置22が取り付けられた定盤21上を移動することとなる。
チューブ9を通して測定ヘッド1のノズル部が接続されるエアマイクロメータは、各種の構造のものが使用可能であるが、例えば、空気源から供給される空気を、固定オリフィス付きの2系統の管路に供給し、一方の管路を測定ヘッド用管路とし、他方の管路には別の固定オリフィスを設けて排気用管路とし、測定ヘッド用管路と排気用管路間を、差圧センサを設けたセンサ用管路で接続し、測定ヘッド用管路にチューブ9を介して上記測定ヘッド1を接続して、測定を行い、測定ヘッド用管路の圧力と排気用管路の圧力の差圧を差圧センサにより測定し、その差圧データと被測定寸法との関係を示すグラフデータに基づき、板状物の厚さを算出する構造のエアマイクロメータを使用できる。
また、エアマイクロメータは、上記構造の他、空気源から空気を供給する測定部を有し、その測定部内を、多孔質部材によって第1室と第2室に仕切り、第1室の圧力を第1圧力センサにより検出し、第2室の圧力を第2圧力センサにより検出し、その第1圧力と第2圧力の圧力差に基づき、測定ヘッドのノズルから噴出する空気の質量流量を算出し、さらにその質量流量に基づき、板状物の厚さまたは外径を算出する構成のエアマイクロメータであってもよい。
板状物Wの厚さを測定する場合、上記のように、定盤21上の水平移動装置22の水平移動体24上に測定ヘッド1を固定し、測定ヘッド1とエアマイクロメータの空気供給口との間にチューブ9を接続し、まず、測定しようとする板状物Wの厚さに合わせて、可動ノズル部4の位置を調整する。すなわち、板状物Wの基準厚さに応じて、マイクロメータヘッド10を操作し、可動ノズル部4を微小幅で上下に移動させ、固定ノズル部3のノズルチップ3bと可動ノズル部4のノズルチップ4b間に板状物Wを挿入したとき、板状物Wの上部と下部に適当な隙間を介してノズルチップ3b、4bが位置するように調整する。
この後、板状物Wを正確な公差内最大厚さ寸法で形成した大マスターゲージ、及び板状物Wを正確な公差内最小寸法で形成した小マスターゲージを、測定ヘッド1のノズルチップ3b、4b間に挿入し、エアマイクロメータに大小マスターゲージの寸法を読み取らせ、大マスタ寸法及び小マスタ寸法の測定値としてそれらの値をエアマイクロメータ内の制御部のメモリに記憶させる。制御部は大マスタ寸法と小マスタ寸法の測定値から、実際の板状物の測定時に得られる空気の圧力データ(流量データ)から厚さ寸法を換算するための、テーブルデータまたはグラフデータを算出して記憶する。
そして、図6,7に示すように、測定しようとする板状物W(例えばシリコンウエハー、ガラス基板、露光マスクなど)を、例えばロボットハンドRHにより定盤21の上方の定位置(固定ノズル部3のノズルチップ3bと可動ノズル部4のノズルチップ4b間の前方位置)に挿入して静止させ、板状物Wの厚さの測定を行うが、このとき、まず、直線往復駆動機構7を動作させて、測定ヘッド1のノズルチップ3b、4b間を、図5のように大きく開口させた状態で、水平移動装置22を動作させて、測定ヘッド1を前進させ、ノズルチップ3b、4b間に板状物Wを挿入する。
つまり、直線往復駆動機構7が押出動作すると、プランジャ7aが上昇して可動部8を押し上げ、これにより、可動ノズル部4が図5のように上昇し、測定ヘッド1のノズルチップ3b、4b間が大きく開口する。この状態で、図8,9のように、水平移動装置22が作動して、測定ヘッド1を前進させ、固定ノズル部3のノズルチップ3bと可動ノズル部4のノズルチップ4b間に板状物Wを挿入することとなるので、それらの上下位置に多少の誤差があっても、板状物Wをノズルチップに当てることなく、非接触で安全にノズルチップ3b、4b間に板状物Wを挿入することができる。
そして、水平移動装置22の動作により所定の測定位置まで固定ノズル部3のノズルチップ3bと可動ノズル部4のノズルチップ4bの位置が前進したとき、直線往復駆動機構7を引き戻し動作させ、プランジャ7aの下降により可動部8と可動ノズル部4を下降させ、固定ノズル部3のノズルチップ3bと可動ノズル部4のノズルチップ4bの間隔を所定の測定間隔に戻す。
次に、エアマイクロメータは、板状物Wの測定位置をノズルチップ3b、4b間に位置させた状態で、固定ノズル部3のノズルチップ3bと可動ノズル部4のノズルチップ4bから板状物の両面に向けて空気を噴出し、そのときの空気の圧力(流量)を圧力センサにより検出し、予め記憶している圧力と寸法との関係を示すテーブルデータ等を用いて、検出された圧力データに基づき、板状物Wの厚さ寸法が算出される。
上記のような厚さの測定動作は、予め設定された板状物Wの複数の測定位置、例えば板状物Wの厚さ測定位置が板状物Wの縁部、中央部、中央部と縁部の中間部とされる場合、図8,9に示すように、水平移動装置22を動作させて、測定ヘッド1のノズルチップ3b、4bの位置を、板状物Wの縁部、中央部、中央部と縁部の中間部と移動させて実施され、これにより、板状物Wの直径に沿った複数位置の厚さ寸法が、エアマイクロメータの動作により測定されることとなる。したがって、エアマイクロメータの測定処理速度が高い場合、水平移動装置22を駆動して測定ヘッド1を板状物Wの直径方向に移動させながら、板状物Wの直径に沿った位置の厚さを、例えば数mm間隔で、つまり板状物Wの直径線に沿った位置の厚さを、走査測定を行うようにほぼ連続して測定することもできる。
さらに、上記のように、マイクロメータヘッド10を回して、固定ノズル部3と可動ノズル部4の間隔を微調整することができるので、基準厚さの異なる各種の板状物の厚さを測定ヘッド1を交換することなく、簡単に測定することができる。
また、板状物を測定する際、直線往復駆動機構7を動作させて固定ノズル部3と可動ノズル部4間を広く開口させた状態で、板状物を固定ノズル部3と可動ノズル部4間に挿入し、その後、マイクロメータヘッド10により調整された所定の間隔に可動ノズル部4を戻して、板状物Wの厚さを測定するので、ロボットハンドRHの挿入位置に多少の誤差があっても、板状物を誤って固定ノズル部3や可動ノズル部4に当てることなく、非接触で安全かつ簡単に板状物を固定ノズル部3と可動ノズル部4間に挿入し、効率よく正確に厚さを測定することができる。
このように、上記エアマイクロメータの測定ヘッド1を使用した厚さ測定装置によれば、シリコンウエハー、ガラス基板、露光マスクなどの板状物(板状物W)の厚さを、非接触で安全にかつ正確に測定することができる。
また、板状物Wがシリコンウエハー、ガラス基板、露光マスクなどの場合、洗浄工程の後、或いは加工工程の後に、板状物Wの厚さを測定する場合があるが、その際、板状物Wの表面に水滴や粉(塵)が付着していると、例えばレーザー厚さ測定装置を用いて、レーザー光を板状物Wの表面に照射して厚さを測定した場合、水滴や粉にレーザー光が当たって乱反射し、正確に厚さを測定することが難しい。
しかし、上記エアマイクロメータの厚さ測定装置を使用して、シリコンウエハー、ガラス基板、露光マスクの厚さを測定すると、測定ヘッド1のノズルチップ3b、4bから噴出する空気により板状物Wの表面の水滴や塵が吹き飛ばされるので、洗浄工程の後、或いは加工工程の後に、板状物Wの表面に水滴や粉(塵)が付着していても、その影響を受けずに、板状物Wの厚さを非接触で正確に測定することができる。
なお、上記実施形態では、ロボットアームなどにより板状物Wを定盤21上の定位置で水平に保持した状態で、水平移動装置22を起動して水平移動体24を前進させながら、板状物Wの中央部を含む複数個所の厚さを測定したが、その後、板状物Wを水平面上で例えば90度回転させ、その状態で、水平移動装置22を起動して水平移動体24を前進させながら、板状物Wの中央部を含む複数個所の厚さを測定すれば、板状物WのX軸方向とY軸方向に沿った複数個所の厚さを効率よく測定することができる。
1 測定ヘッド
2 ヘッド本体
3 固定ノズル部
3a 空気通路
3b ノズルチップ
4 可動ノズル部
4a 空気通路
4b ノズルチップ
5 固定脚部
6 スライド機構
7 直線往復駆動機構
7a プランジャ
8 可動部
9 チューブ
10 マイクロメータヘッド
12 スピンドル
13 取付ブラケット
20 厚さ測定装置
21 定盤
22 水平移動装置
23 ステージ本体
24 水平移動体
25 ボールねじ軸
26 ボールねじナット
27 駆動モータ
RH ロボットハンド
W 板状物
2 ヘッド本体
3 固定ノズル部
3a 空気通路
3b ノズルチップ
4 可動ノズル部
4a 空気通路
4b ノズルチップ
5 固定脚部
6 スライド機構
7 直線往復駆動機構
7a プランジャ
8 可動部
9 チューブ
10 マイクロメータヘッド
12 スピンドル
13 取付ブラケット
20 厚さ測定装置
21 定盤
22 水平移動装置
23 ステージ本体
24 水平移動体
25 ボールねじ軸
26 ボールねじナット
27 駆動モータ
RH ロボットハンド
W 板状物
Claims (5)
- 定盤上に挿入されて水平に支持される板状物の厚さを、エアマイクロメータにより測定する厚さ測定装置において、
該定盤上を水平移動する水平移動体を有した水平移動装置が該定盤上に取り付けられ、
該水平移動体上に、該エアマイクロメータの測定ヘッドのヘッド本体が固定され、
該各測定ヘッドの該ヘッド本体には、噴出孔を有した固定ノズル部が固定して設けられると共に、噴出孔を有した可動ノズル部が、該固定ノズル部と対向しかつスライド機構を介して接離方向に摺動可能に取り付けられ、
該可動ノズル部の基部には、マイクロメータヘッドが、その移動先端を該ヘッド本体に当接させて、該可動ノズル部を該ヘッド本体及び該固定ノズル部に対し接離方向に微細移動させるように取り付けられ、
該固定ノズル部の基部と該可動ノズル部の基部間に、該可動ノズル部を該固定ノズル部側に付勢するバネ部材が設けられ、
該ヘッド本体または該ヘッド本体を固定する部材には、直線往復駆動機構が、該可動ノズル部を該マイクロメータヘッドによる微細移動より大きく移動させて該固定ノズル部と該可動ノズル部間を開くように取り付けられ、
該測定ヘッドの該固定ノズル部と該可動ノズル部は、該固定ノズル部と該可動ノズル部の中心を結ぶ軸が該定盤の平面と垂直になるように取り付けられ、
該板状物を該固定ノズル部と該可動ノズル部間の水平位置に保持した状態で、該水平移動装置により該測定ヘッドを板状物側に移動させ、該固定ノズル部と該可動ノズル部間に該板状物を挿入して該板状物の厚さの測定することを特徴とする厚さ測定装置。 - 前記測定ヘッドは、測定のために板状物を前記固定ノズル部と可動ノズル部間に挿入する際、前記直線往復駆動機構の押し出し作動により該可動ノズル部を該定盤上で上方に移動させて、該固定ノズル部と該可動ノズル部間が開口するように構成されたことを特徴とする請求項1記載の厚さ測定装置。
- 前記水平移動装置は、前記水平移動体を移動可能に装着したステージ本体内に、ボールねじ軸を回転駆動可能に水平に軸支し、水平移動体に固定されたボールねじナットを該ボールねじ軸に螺合させ、該ボールねじ軸を駆動モータにより回転駆動して、該水平移動体を前記定盤上で水平移動させるように構成されたことを特徴とする請求項1または2記載の厚さ測定装置。
- 前記固定ノズル部及び可動ノズル部に、噴出孔を有したノズル部材が交換可能に取り付けられたことを特徴とする請求項1乃至3記載の厚さ測定装置。
- 前記直線往復移動機構は、流体圧シリンダまたはリニアアクチュエータをヘッド本体またはヘッド本体を固定する部材に取り付け、プランジャを可動ノズル部の可動部に押し当てて該可動ノズル部を押し上げるように構成されたことを特徴とする請求項2記載の厚さ測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010268680A JP2012117940A (ja) | 2010-12-01 | 2010-12-01 | 厚さ測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010268680A JP2012117940A (ja) | 2010-12-01 | 2010-12-01 | 厚さ測定装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012117940A true JP2012117940A (ja) | 2012-06-21 |
Family
ID=46500938
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010268680A Pending JP2012117940A (ja) | 2010-12-01 | 2010-12-01 | 厚さ測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012117940A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113483626A (zh) * | 2021-06-24 | 2021-10-08 | 中国十七冶集团有限公司 | 一种钢结构防火涂料厚度测量装置及其施工方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4941269A (en) * | 1989-08-03 | 1990-07-17 | Daido Metal Company, Ltd. | Thickness measuring apparatus |
| JPH063219A (ja) * | 1992-04-23 | 1994-01-11 | Fuji Photo Optical Co Ltd | 干渉計装置 |
| JPH07134018A (ja) * | 1993-11-09 | 1995-05-23 | Tokyo Seimitsu Co Ltd | 空気マイクロメータを使用する測定システム |
| JPH10318736A (ja) * | 1997-05-15 | 1998-12-04 | Ishikawajima Harima Heavy Ind Co Ltd | 異物検出用自動ギャップ制御ヘッド |
| JP2001304848A (ja) * | 2000-04-25 | 2001-10-31 | Kuroda Precision Ind Ltd | 薄円板の形状評価方法およびその装置 |
| JP2002228436A (ja) * | 2001-02-05 | 2002-08-14 | Sony Disc Technology Inc | ディスク基板の厚み測定装置 |
| WO2008035438A1 (fr) * | 2006-09-22 | 2008-03-27 | Marposs Kk | Dispositif et procédé de mesure de l'épaisseur d'un rotateur |
| JP2010243185A (ja) * | 2009-04-01 | 2010-10-28 | Ntn Corp | 回転体の肉厚等測定装置 |
-
2010
- 2010-12-01 JP JP2010268680A patent/JP2012117940A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4941269A (en) * | 1989-08-03 | 1990-07-17 | Daido Metal Company, Ltd. | Thickness measuring apparatus |
| JPH063219A (ja) * | 1992-04-23 | 1994-01-11 | Fuji Photo Optical Co Ltd | 干渉計装置 |
| JPH07134018A (ja) * | 1993-11-09 | 1995-05-23 | Tokyo Seimitsu Co Ltd | 空気マイクロメータを使用する測定システム |
| JPH10318736A (ja) * | 1997-05-15 | 1998-12-04 | Ishikawajima Harima Heavy Ind Co Ltd | 異物検出用自動ギャップ制御ヘッド |
| JP2001304848A (ja) * | 2000-04-25 | 2001-10-31 | Kuroda Precision Ind Ltd | 薄円板の形状評価方法およびその装置 |
| JP2002228436A (ja) * | 2001-02-05 | 2002-08-14 | Sony Disc Technology Inc | ディスク基板の厚み測定装置 |
| WO2008035438A1 (fr) * | 2006-09-22 | 2008-03-27 | Marposs Kk | Dispositif et procédé de mesure de l'épaisseur d'un rotateur |
| JP2010243185A (ja) * | 2009-04-01 | 2010-10-28 | Ntn Corp | 回転体の肉厚等測定装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113483626A (zh) * | 2021-06-24 | 2021-10-08 | 中国十七冶集团有限公司 | 一种钢结构防火涂料厚度测量装置及其施工方法 |
| CN113483626B (zh) * | 2021-06-24 | 2023-12-15 | 中国十七冶集团有限公司 | 一种钢结构防火涂料厚度测量装置及其施工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101441142B1 (ko) | 액체 도포 장치의 노즐 클리어런스 조정 방법 및 액체 도포장치 | |
| JP5858684B2 (ja) | 切削方法 | |
| JP4675451B2 (ja) | 切削装置 | |
| CN102387885B (zh) | 用于确保预设的加工深度的加工装置和方法 | |
| CN100503157C (zh) | 用于机加工设备的表面形状测定装置及表面形状测定方法 | |
| CN109382762B (zh) | 高度测量用治具 | |
| CN102836793A (zh) | 螺旋涂敷装置以及螺旋涂敷方法 | |
| CN108515279A (zh) | 激光加工二维码自动化线用激光切割机 | |
| WO2003013785A1 (en) | Machine tool and lubricant jetting state detector for machine tool | |
| JP2012093306A (ja) | エアマイクロメータの測定ヘッド及び厚さ測定装置 | |
| JP5205996B2 (ja) | 放電加工方法 | |
| JP2010036070A (ja) | ノズル位置補正機構およびそれを備える塗布装置 | |
| JP2012117940A (ja) | 厚さ測定装置 | |
| TW202223335A (zh) | 量測設備 | |
| JP2000221024A (ja) | 清掃流体吹き出し口付き加工物測定用接触プロ―ブ及びこれを用いる測定方法 | |
| CN112041113A (zh) | 机床 | |
| CN101354246A (zh) | 物体表面形貌测量方法 | |
| JP2009194217A (ja) | 板状物の搬送装置 | |
| JP2000337845A (ja) | 板状体の平坦度測定装置 | |
| JP4440595B2 (ja) | 背圧センサの使用方法 | |
| JP2013096516A (ja) | 移動テーブル装置、露光装置、及びエアパッド | |
| JP5621076B2 (ja) | 工具検査方法とその装置 | |
| JP2020064027A (ja) | 摩耗痕計測機能付き粒子投射装置 | |
| JP2012094632A (ja) | ダイシング装置及びダイシング方法 | |
| JP2023036330A (ja) | 基板の加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130709 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131105 |