JP2012120571A - 伸縮性シートの製造方法 - Google Patents
伸縮性シートの製造方法 Download PDFInfo
- Publication number
- JP2012120571A JP2012120571A JP2010271475A JP2010271475A JP2012120571A JP 2012120571 A JP2012120571 A JP 2012120571A JP 2010271475 A JP2010271475 A JP 2010271475A JP 2010271475 A JP2010271475 A JP 2010271475A JP 2012120571 A JP2012120571 A JP 2012120571A
- Authority
- JP
- Japan
- Prior art keywords
- elastic body
- thread
- sheet
- elastic
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
【解決手段】本発明の伸縮性シートの製造方法は、帯状シート50,60の間に糸状弾性体7をy方向と交差する方向に伸長した状態に固定した伸縮性シートを連続的に製造する方法である。本発明の製造方法は、糸状弾性体7を弾性体巻回手段14に導入する供給工程と、弾性体巻回手段14を用いて糸状弾性体7を、糸搬送用長手構造体12,13に連続的に巻回し、巻回した糸状弾性体7を搬送する搬送工程と、糸状弾性体7をシート50,60間に固定する一体化工程とを備えている。供給工程においては、弾性体巻回手段14に導入する糸状弾性体7の導入速度を制御して、糸状弾性体7の伸長倍率が部分的に異なる伸縮性シートを製造する。
【選択図】図2
Description
本実施態様で製造する伸縮性シートは、図1に示すように、例えば、展開型の使い捨ておむつ1のウエストパネル3に用いられる。従って、先ず、本実施態様により製造される伸縮性シートをウエストパネルに用いた展開型の使い捨ておむつ1について説明する。
以下の説明では、吸収性本体2の長手方向(おむつ1の長手方向でもある)をY方向、吸収性本体2の幅方向(おむつ1の幅方向でもある)をX方向として説明する。
ウエストパネル3を構成するシート5,6及びパネル材4としては、通常、使い捨ておむつ等の吸収性物品に用いられるものであれば、特に制限なく用いることができる。例えば、シート5,6及びパネル材4としては、不織布、織物、フィルムまたはそれらの積層シート等を用いることができる。吸収性本体2を構成する表面シート21、裏面シート22としては、それぞれ、通常、使い捨ておむつ等の吸収性物品に用いられるものであれば、特に制限なく用いることができる。例えば、表面シート21としては、親水性且つ液透過性の不織布等を用いることができ、裏面シート22としては、液不透過性又は撥水性の樹脂フィルムや樹脂フィルムと不織布の積層体等を用いることができる。吸収体23としては、パルプ繊維等の繊維の集合体(不織布であっても良い)又はこれに吸水性ポリマーの粒子を保持させてなる吸収性コアを、透水性の薄紙や不織布からなるコアラップシートで被覆したもの等を用いることができる。立体ガードを構成する立体ガード形成用シート24としては、伸縮性のフィルム、不織布、織物またはそれらの積層シート等を用いることができる。糸状弾性体7及び立体ガードを構成する弾性部材25としては、天然ゴム、ポリウレタン、ポリスチレン−ポリイソプレン共重合体、ポリスチレン−ポリブタジエン共重合体、アクリル酸エチル−エチレン等のポリエチレン−αオレフィン共重合体等からなる糸状の伸縮性材料を用いることができる。本発明における糸状弾性体には、断面が円形、正方形状のものの他、楕円形、断面矩形等の細幅帯状のものも含まれ、マルチフィラメントタイプのものも用いることができる。糸状弾性部材の幅(又は径)は、例えば、0.1〜3mmであり、好ましくは1mm以下である。ファスニングテープ8としては、例えば、不織布等のテープ基材の一方の面上にメカニカルファスナーのフック部材を熱融着や接着剤等により貼り付けてなるものを用いることができる。
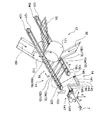
図2は、本実施態様のウエストパネル3(伸縮性シート)の製造方法に好適に用いられる製造装置を模式的に示したものである。
本実施態様においては、一対の搬送ベルト12,13が、本発明における糸搬送用長手構造体であり、該糸搬送用長手構造体の長手方向は、両搬送ベルト12,13の延設方向(y方向)である。
図2中矢印のy方向は、シートの搬送方向である、糸状弾性体7や一対の帯状シート50,60の搬送方向を示し、最終的に本実施態様により製造されるウエストパネル3(伸縮性シート)の搬送方向及び該ウエストパネル3(伸縮性シート)を取り付けたおむつ1の連続体の搬送方向とも同じ方向である。
また、図2中矢印のx方向は、帯状シート50,60の幅方向であり、シートの搬送方向と直交する方向である。また、図2中矢印のz方向は、後述する一対のニップローラー171,172どうしが対向する方向である。
搬送ベルト12(上段搬送ベルト12a,下段搬送ベルト12b)及び搬送ベルト13(上段搬送ベルト13a,下段搬送ベルト13b)は、何れもタイミングベルトであることが好ましい。搬送ベルト12(上段搬送ベルト12a,下段搬送ベルト12b)及び搬送ベルト13(上段搬送ベルト13a,下段搬送ベルト13b)の回転速度、即ち、プーリー121及びプーリー124並びにプーリー131及びプーリー134それぞれの駆動部に配されたサーボモーター(不図示)の回転速度は、製造装置11の備える制御部(不図示)により、制御されている。
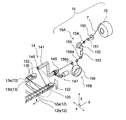
このような回転アーム14により、取り込んだ糸状弾性体7を、搬送ベルト12(上段搬送ベルト12a,下段搬送ベルト12b)及び搬送ベルト13(上段搬送ベルト13a,下段搬送ベルト13b)の上流側の端部であって且つそれぞれの外周側に連続的に巻回することができる。回転アーム14の回転速度、即ち、サーボモーター148の回転速度は、製造装置11の備える制御部(不図示)により、制御されている。
テンション調整手段15Aは、ボビン70の下流側に位置して糸状弾性体7にブレーキによりテンションをかけるテンサー151と、テンサー151の下流側に位置する繰り出しローラー152と、繰り出しローラー152の下流側に位置するテンション測定器153とを備えている。繰り出しローラー152は、その回転軸方向がx方向に配されている。繰り出しローラー152には、その駆動部にサーボモーター(不図示)が取り付けられている。繰り出しローラー152は、その外周に糸状弾性体7が1回又は複数回(好ましくは2回)巻き付けられて使用される。本実施態様で用いた繰り出しローラー152は、前記の引き出し手段の全体又は一部を兼ねており、繰り出しローラー152によって、ボビン70から引き出された糸状弾性体7が、ガイド部材150のガイド孔を通ってテンサー151に導入される。
フィードローラー156は、糸状弾性体の搬送経路において、回転アーム14の近傍、特に直前に配置されていることが好ましい。例えば、フィードローラー156を離れてから回転アーム14に導入されるまでの糸状弾性体の搬送経路の長さは、ボビン70から回転アーム14までの糸状弾性体の搬送経路の全長に対して、10〜50%であることが好ましく、より好ましくは10〜30%であることが好ましい。
詳述すると、繰り出しローラー152を用いて、ボビン70から糸状弾性体7を連続して引き出す。そして、ボビン70から引き出された糸状弾性体7にテンション調整手段15Aにより所定のテンションをかける。より具体的には、テンション測定器153により、繰り出しローラー152とガイドローラー155との間の糸状弾性体7のテンションを検出し、製造装置11の備える制御部(不図示)により、テンション測定器153からの検出出力に基づき、繰り出しローラー152の回転速度やテンサー151のブレーキを調整し、ガイドローラー155から下流側に向かって、所定のテンション(所定の伸長倍率)に調整された糸状弾性体7を送り出す。なお、テンサー151のブレーキは、ボビン70から引き出す際に生じることのある糸状弾性体の急激な弛みが下流工程に影響を与えないように設けてある。
伸長倍率は下記の式で求められる。
伸長倍率=(伸ばされた糸状弾性体の長さ)÷(伸ばされていない糸状弾性体の長さ(糸状弾性体の自然長さ))
伸長倍率は、テンション調整手段15Aや速度調整手段15Bでの糸状弾性体7の滑りなどを無視すれば、導入速度と回転アーム14の巻回速度との関係によって決まるため、伸長倍率と、所望の伸長倍率を得るための糸状弾性体の導入速度との関係は、下記の式で表される。
導入速度=(回転アーム14の巻回速度)÷(伸長倍率)×補正係数
尚、導入速度は、糸状弾性体7を回転アーム14に導入する速度であり、フィードローラー156の回転速度と同等であるから、下記の関係式に書き換えることができる。
フィードローラー156の回転速度
=(回転アーム14の巻回速度)÷(伸長倍率)×補正係数
つまり、回転アーム14の巻回速度を一定とした場合、糸状弾性体7の伸長倍率を高くするには、フィードローラー156の速度を遅くする、逆に、伸長倍率を低くするにはフィードローラー156の速度を速くすることで伸長倍率を制御することができる。
ここで、式中の補正係数は、所望の伸長倍率とフィードローラー156の速度と回転アーム14の速度の関係を表す比例係数であり、あらかじめ実験により求めることが出来る。例えば、回転アーム14の速度を一定とし、フィードローラー156の速度を変化させたときの糸状弾性体7の伸長倍率から回帰直線を求め、その回帰直線の傾きを補正係数とすることができる。
この製造された吸収性本体2の連続体を、搬送方向(y方向)に搬送しながら、x方向両外方に突出するように一対のウエストパネル3を、吸収性本体2の連続体に含まれる吸収体33毎に配したおむつ1の連続体を製造する。ここで、吸収性本体2の連続体の搬送方向(y方向)と、ウエストパネル3(伸縮性シート)を製造する際の搬送方向(y方向)は、同方向であり、ウエストパネル3(伸縮性シート)を90°反転する必要はない。その後、その連続体を、公知の切断手段(図示せず)により、個々のおむつ1の寸法に切断して、おむつ1を製造することができる。
また、一対のニップロール170,171間に、幅方向両端部をそれぞれの外面側に折り返して細幅にした帯状シートを導入し、その帯状シート間に糸状弾性体を固定するのに代えて、一対のニップロール170,171間に、幅方向両端部が折り返していない帯状シートを導入し、その帯状シート間に糸状弾性体を固定しても良い。
また、図1では、一対のウエストパネル3,3を矩形状としたが、台形や平行四辺形としてもよい。伸縮性シートより、一対のウエストパネル3,3を切断して形成する際に、できるだけ廃棄する部分がない形状とすることが好ましい。
2 吸収性本体
21 表面シート
22 裏面シート
23 吸収体
24 立体ガード形成用シート
25,26 弾性部材
3 ウエストパネル
3A ウエストパネルに使用される伸縮性シート
4 パネル材
5,6 シート
50,60 帯状のシート
7 糸状弾性体
70 ボビン
8 ファスニングテープ
11 製造装置
12 搬送ベルト(糸搬送用長手構造体の一部)
12a 上段搬送ベルト
121,122 プーリー
123 ローラー
112a,112b ローラー
114 ベルト
114a,114b ローラー
12b 下段搬送ベルト
124,125 プーリー
126 ローラー
122a,122b ローラー
115 ベルト
115a,115b ローラー
13 搬送ベルト(糸搬送用長手構造体の一部)
13a 上段搬送ベルト
131,132 プーリー
133 ローラー
13b 下段搬送ベルト
134,135 プーリー
136 ローラー
14 回転アーム
141,142,143 ガイド
15 供給手段
15A テンション調整手段
151 テンサー
152 繰り出しローラー
153 テンション測定器
15B 速度調整手段
156 フィードローラー
17 一体化手段
171,172 ニップローラー
173,174 矯正プレート
175 溝
176 カッター刃
178 溝
179 延出部
18 切断手段
180 カッター
A 腹側部,B 背側部,C 股下部
Claims (3)
- 一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に固定した伸縮性シートを連続的に製造する伸縮性シートの製造方法であって、
前記糸状弾性体を連続して繰り出し、繰り出された該糸状弾性体を弾性体巻回手段に導入する供給工程と、該弾性体巻回手段を用いて前記糸状弾性体を、糸搬送用長手構造体に連続的に巻回し、巻回した該糸状弾性体を、該糸搬送用長手構造体の長手方向に搬送する搬送工程と、搬送した該糸状弾性体をシート間に挟んで固定する一体化工程とを備え、
前記供給工程においては、前記弾性体巻回手段に導入する前記糸状弾性体の導入速度を制御して、該糸状弾性体の伸長倍率が部分的に異なる伸縮性シートを製造する伸縮性シートの製造方法。 - 前記供給工程においては、前記弾性体巻回手段の上流側に配した速度調整手段により、前記糸状弾性体の導入速度を制御する請求項1に記載の伸縮性シートの製造方法。
- 製造される前記伸縮性シートにおいて、最も多い前記糸状弾性体の伸長倍率を基準伸長倍率とした際に、該伸縮性シートを構成する全糸状弾性体における前記基準伸長倍率と異なる伸長倍率の糸状弾性体の割合が、10〜50%である請求項1又は2に記載の伸縮性シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010271475A JP2012120571A (ja) | 2010-12-06 | 2010-12-06 | 伸縮性シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010271475A JP2012120571A (ja) | 2010-12-06 | 2010-12-06 | 伸縮性シートの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012120571A true JP2012120571A (ja) | 2012-06-28 |
Family
ID=46502711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010271475A Pending JP2012120571A (ja) | 2010-12-06 | 2010-12-06 | 伸縮性シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012120571A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014054565A1 (ja) * | 2012-10-05 | 2014-04-10 | 株式会社瑞光 | 伸縮積層体の製造方法および装置 |
| CN103908380A (zh) * | 2012-12-28 | 2014-07-09 | 尤妮佳股份有限公司 | 伸缩性片的制造装置及伸缩性片的制造方法 |
| US9278032B2 (en) | 2011-11-30 | 2016-03-08 | The Procter & Gamble Company | Small-sized disposable pull-on diaper |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63243309A (ja) * | 1986-06-30 | 1988-10-11 | ト−ヨ−衛材株式会社 | シ−ト幅方向に糸状又は帯状弾性体を伸張添着する方法 |
| JPH0970412A (ja) * | 1995-09-06 | 1997-03-18 | Kyoto Seisakusho:Kk | 紙オムツの曲線ギャザ制御装置 |
| JP2009183364A (ja) * | 2008-02-04 | 2009-08-20 | Uni Charm Corp | 着用物品 |
| WO2009145860A2 (en) * | 2008-04-18 | 2009-12-03 | Dsg Technology Holdings Ltd | An elastic composite having cross-directional elasticity and a system and method for making the elastic composite |
| JP2010022588A (ja) * | 2008-07-18 | 2010-02-04 | Daio Paper Corp | テープ式使い捨ておむつ |
| JP2010022549A (ja) * | 2008-07-18 | 2010-02-04 | Daio Paper Corp | 使い捨ておむつ |
| JPWO2008078610A1 (ja) * | 2006-12-27 | 2010-04-22 | ユニ・チャーム株式会社 | 吸収性物品とその製造方法 |
| JP2011160933A (ja) * | 2010-02-08 | 2011-08-25 | Oji Nepia Co Ltd | テープ型使い捨ておむつ |
-
2010
- 2010-12-06 JP JP2010271475A patent/JP2012120571A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63243309A (ja) * | 1986-06-30 | 1988-10-11 | ト−ヨ−衛材株式会社 | シ−ト幅方向に糸状又は帯状弾性体を伸張添着する方法 |
| JPH0970412A (ja) * | 1995-09-06 | 1997-03-18 | Kyoto Seisakusho:Kk | 紙オムツの曲線ギャザ制御装置 |
| JPWO2008078610A1 (ja) * | 2006-12-27 | 2010-04-22 | ユニ・チャーム株式会社 | 吸収性物品とその製造方法 |
| JP2009183364A (ja) * | 2008-02-04 | 2009-08-20 | Uni Charm Corp | 着用物品 |
| WO2009145860A2 (en) * | 2008-04-18 | 2009-12-03 | Dsg Technology Holdings Ltd | An elastic composite having cross-directional elasticity and a system and method for making the elastic composite |
| JP2010022588A (ja) * | 2008-07-18 | 2010-02-04 | Daio Paper Corp | テープ式使い捨ておむつ |
| JP2010022549A (ja) * | 2008-07-18 | 2010-02-04 | Daio Paper Corp | 使い捨ておむつ |
| JP2011160933A (ja) * | 2010-02-08 | 2011-08-25 | Oji Nepia Co Ltd | テープ型使い捨ておむつ |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9278032B2 (en) | 2011-11-30 | 2016-03-08 | The Procter & Gamble Company | Small-sized disposable pull-on diaper |
| US9592163B2 (en) | 2011-11-30 | 2017-03-14 | The Procter & Gamble Company | Disposable pull-on diaper |
| US10265221B2 (en) | 2011-11-30 | 2019-04-23 | The Procter & Gamble Company | Disposable pull-on diaper |
| US11154432B2 (en) | 2011-11-30 | 2021-10-26 | The Procter & Gamble Company | Disposable pull-on diaper |
| WO2014054565A1 (ja) * | 2012-10-05 | 2014-04-10 | 株式会社瑞光 | 伸縮積層体の製造方法および装置 |
| JPWO2014054565A1 (ja) * | 2012-10-05 | 2016-08-25 | 株式会社瑞光 | 伸縮積層体の製造方法および装置 |
| CN104703566B (zh) * | 2012-10-05 | 2016-12-21 | 株式会社瑞光 | 伸缩层叠体的制造方法以及装置 |
| CN103908380A (zh) * | 2012-12-28 | 2014-07-09 | 尤妮佳股份有限公司 | 伸缩性片的制造装置及伸缩性片的制造方法 |
| JP2014128435A (ja) * | 2012-12-28 | 2014-07-10 | Uni Charm Corp | 伸縮性シートの製造装置、及び、伸縮性シートの製造方法 |
| CN103908380B (zh) * | 2012-12-28 | 2018-10-26 | 尤妮佳股份有限公司 | 伸缩性片的制造装置及伸缩性片的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5089751B2 (ja) | 伸縮性シートの製造方法 | |
| JP5624868B2 (ja) | 吸収性物品の製造方法 | |
| JP5390679B2 (ja) | 伸縮性シートの製造方法 | |
| WO2012057030A1 (ja) | 伸縮性シートの製造方法 | |
| JP5089758B2 (ja) | 伸縮性シートの製造装置 | |
| JP5089752B2 (ja) | 伸縮性シートの製造方法 | |
| JP2012120571A (ja) | 伸縮性シートの製造方法 | |
| JP5089761B2 (ja) | 伸縮性シートの製造方法 | |
| TWI556800B (zh) | Apparatus for manufacturing absorbent articles | |
| JP5838027B2 (ja) | 伸縮性シートの製造方法 | |
| JP5806839B2 (ja) | 伸縮性シートの製造方法 | |
| JP5728213B2 (ja) | 伸縮性シートの製造装置 | |
| JP5746847B2 (ja) | 伸縮性シートの製造方法 | |
| JP5759702B2 (ja) | 伸縮性シートの製造方法 | |
| JP5732243B2 (ja) | 伸縮性シートの製造方法 | |
| JP5775709B2 (ja) | 伸縮性シートの製造方法 | |
| JP2024081982A (ja) | 伸縮性シートの製造方法及び伸縮性シートの製造装置 | |
| WO2013129348A1 (ja) | 吸収性物品の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140819 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140910 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150324 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150714 |