JP2012122500A - 円錐ころ軸受の外輪および円錐ころ軸受 - Google Patents
円錐ころ軸受の外輪および円錐ころ軸受 Download PDFInfo
- Publication number
- JP2012122500A JP2012122500A JP2010271519A JP2010271519A JP2012122500A JP 2012122500 A JP2012122500 A JP 2012122500A JP 2010271519 A JP2010271519 A JP 2010271519A JP 2010271519 A JP2010271519 A JP 2010271519A JP 2012122500 A JP2012122500 A JP 2012122500A
- Authority
- JP
- Japan
- Prior art keywords
- diameter side
- outer ring
- conical
- roller bearing
- tapered roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/588—Races of sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/36—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers
- F16C19/364—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/60—Thickness, e.g. thickness of coatings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Abstract
【課題】軽量化を達成できて、座屈や周方向に延在する割れも起こりにくい円錐ころ軸受の外輪および円錐ころ軸受を提供すること。
【解決手段】外輪2に、円錐軌道面38を有する円錐筒部31と、円錐筒部31の小径側の端部から略径方向に延在する小径側延在部32と、円錐筒部31の大径側の端部から径方向の外方側に延在する大径側延在部32とを形成する。小径側延在部32および大径側延在部33の夫々の肉厚を、円錐筒部31の肉厚よりも厚くする。
【選択図】図1
【解決手段】外輪2に、円錐軌道面38を有する円錐筒部31と、円錐筒部31の小径側の端部から略径方向に延在する小径側延在部32と、円錐筒部31の大径側の端部から径方向の外方側に延在する大径側延在部32とを形成する。小径側延在部32および大径側延在部33の夫々の肉厚を、円錐筒部31の肉厚よりも厚くする。
【選択図】図1
Description
本発明は、円錐ころ軸受の外輪および円錐ころ軸受に関する。
従来、円錐ころ軸受としては、特開平11−48805号公報(特許文献1)に記載されているものがある。この円錐ころ軸受は、ディファレンシャルギヤ装置のピニオン軸をディファレンシャル装置のハウジングに対して回転自在に支持している。
上記円錐ころ軸受は、外輪、内輪および複数の円錐ころを備える。上記外輪の外周面は、上記ハウジングの内周面に内嵌されて固定されている一方、上記内輪の内周面は、上記ピニオン軸の外周面に外嵌されて固定されている。上記複数の円錐ころは、外輪の円錐軌道面と、内輪の円錐軌道面との間に、保持器によって保持された状態で、互いに周方向に間隔をおいて配置されている。上記円錐ころ軸受の外輪は、中実である。
しかしながら、上記従来の円錐ころ軸受は、外輪が、中実であるため、軽量化することができず、車両に使用した場合、その重量が大きい分に応じて運転コストが高くなり、また、材料コストが高くなるという問題がある。
また、上記円錐ころ軸受の外輪は、中実であるため、旋削量が大きく、旋削時間が長くなって、製造コストが高くなるという問題がある。
そこで、本発明の課題は、軽量化を達成できて、運転コスト、材料コストおよび製造コストを低減できる円錐ころ軸受の外輪および円錐ころ軸受を提供することにある。
上記課題を解決するため、この発明の円錐ころ軸受の外輪は、
一体の金属板からなり、
上記金属板は、
内周に円錐軌道面を有する円錐筒部と、
上記円錐筒部の小径側の端部から上記円錐筒部の径方向に外側に向かって延在する小径側延在部と、
上記円錐筒部の大径側の端部から上記円錐筒部の軸心から離れる方向に延在する大径側延在部と
を備え、
上記小径側延在部および上記大径側延在部の夫々の肉厚は、上記円錐筒部の肉厚よりも厚いことを特徴としている。
一体の金属板からなり、
上記金属板は、
内周に円錐軌道面を有する円錐筒部と、
上記円錐筒部の小径側の端部から上記円錐筒部の径方向に外側に向かって延在する小径側延在部と、
上記円錐筒部の大径側の端部から上記円錐筒部の軸心から離れる方向に延在する大径側延在部と
を備え、
上記小径側延在部および上記大径側延在部の夫々の肉厚は、上記円錐筒部の肉厚よりも厚いことを特徴としている。
尚、上記円錐筒部の肉厚とは、円錐筒部において、大径側延在部が延在するところの円錐筒部の上記大径側の端部と、小径側延在部が延在するところの円錐筒部の上記小径側の端部と、を除いた部分の肉厚をさし、円錐筒部の延在方向の両端部以外の部分の肉厚をさす。
本発明によれば、外輪が金属の塊より格段に軽い一体の金属板からなるから、従来の中実の外輪と比較して、質量が格段に小さくなる。したがって、本発明の外輪を、車両に使用した場合、中実の外輪と比較して、重量が格段に軽くなって、運転コストが低くなり、材料コストが低くなる。また、本発明によれば、外輪が一体の金属板からなるから、旋削等を不要あるいは旋削量を少なくできて、製造コストが小さくなる。
また、本発明によれば、一体の金属板からなって、ワンピースで外輪としての機能を果たしているから、外輪を複数の部品で形成する場合と異なり、各部品の調整が必要なくて、容易に組み付けでき、また、容易に取り扱うことができる。
また、本発明によれば、上記円錐筒部の小径側の端部から円錐筒部の径方向に延在する小径側延在部が存在するから、この小径側延在部を、ハウジング等の外輪取付部材の軸方向の端面に当接させることができる。したがって、上記軸方向の端面から抗力を受けることができるから、アキシアル荷重を負荷することができる。
また、本発明によれば、上記円錐筒部の肉厚よりも厚い肉厚を有する小径側延在部および上記大径側延在部によって、径方向の剛性が大きいから、外輪が大きな径方向の荷重を受けても、座屈することがない。
本発明によれば、上記小径側延在部および上記大径側延在部の夫々の肉厚が、円錐筒部の肉厚よりも厚いから、円錐ころの軸方向のエッジからの大きな力を、肉厚が厚い小径側延在部および大径側延在部で受けることができて、円錐ころのエッジの部分に接触する箇所の強度を大きくすることができる。したがって、円錐ころのエッジとの接触により、上記エッジと接触する部分に、割れが発生することを効果的に抑制することができる。
また、一実施形態では、
上記一体の金属板は、プレス成形されている。
上記一体の金属板は、プレス成形されている。
上記実施形態によれば、一体の金属板が、プレス成形されているから、外輪の製造コストを低減でき、量産性を向上させることができる。
また、一実施形態では、
上記大径側延在部は、上記軸心から離れるにしたがって上記小径側延在部から離れるように上記軸心に対して傾斜している。
上記大径側延在部は、上記軸心から離れるにしたがって上記小径側延在部から離れるように上記軸心に対して傾斜している。
本発明によれば、軸方向の断面において、大径側延在部が、径方向の外方に行くにしたがって、径方向に対して軸方向の外方側に傾くようになっていて、円錐軌道面の法線方向に対してより大きな角度をなす方向に延在しているから、円錐ころからの力を、大径側延在部で、板バネ状の曲げ弾性により、より弾性的に受けることができる。したがって、円錐ころからの振動をより効果的に吸収することができる。
仮に、大径側延在部が、円錐軌道面の法線方向に延在しているとすると、円錐ころからの振動を、吸収力に乏しい圧縮歪みで受けることになるから、上記振動を殆ど吸収できなくなるのである。
また、本発明の円錐ころ軸受は、
本発明の外輪と、
外周に円錐軌道面を有する内側軌道部材と、
上記外輪の上記円錐軌道面と、上記内側軌道部材の上記円錐軌道面との間に配置された円錐ころと
を備えることを特徴としている。
本発明の外輪と、
外周に円錐軌道面を有する内側軌道部材と、
上記外輪の上記円錐軌道面と、上記内側軌道部材の上記円錐軌道面との間に配置された円錐ころと
を備えることを特徴としている。
本発明の円錐ころ軸受によれば、本発明の外輪を有しているから、従来と比較して、質量が格段に小さくなる。したがって、軽量化、運転コストの低減、材料コストおよび製造コストを低減できる。また、外輪の周方向の割れを効果的に防止できると共に、外輪の小径側延在部および大径側延在部に座屈が起きることを効果的に抑制できる。
本発明によれば、従来の円錐ころ軸受の外輪と比較して質量が格段に小さくなって、運転コスト、材料コストおよび製造コストを低減でき、しかも、座屈、割れが発生しにくい強度を有する円錐ころ軸受の外輪を実現できる。
以下、本発明を図示の形態により詳細に説明する。
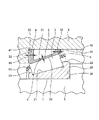
図1は、本発明の一実施形態の円錐ころ軸受の軸方向の模式断面図である。
この円錐ころ軸受は、内輪軌道部材としての内輪1、外輪2および複数の円錐ころ3を備え、内輪1は、軸部材5の外周面に外嵌されて固定されている。上記内輪1は、円錐軌道面21、大鍔部22および小鍔部23を有している。上記大鍔部22は、円錐軌道面21の大径側に位置する一方、小鍔部23は、円錐軌道面21の小径側に位置している。上記軸部材5は、径方向に広がる段部26を有している。上記内輪1の円錐軌道面21の大径側の端面25は、上記段部26に当接している。
上記外輪2は、一体ものの板金をプレス成形してなっている。ここで、板金の材料としては、SUJ2等の塑性加工できる軸受鋼、塑性加工できる軸受鋼に浸炭窒化処理等の硬化処理を施した鋼材、普通鋼SPCC等の塑性加工できる金属、S55Cなどの炭素鋼、SCM415などのクロムモリブデン鋼、N22CB,N35CB(日新製綱規格)のようなプレス性を考慮した材料等がある。
上記外輪2は、円錐筒部31と、小径側延在部32と、大径側延在部33とを有する。
上記円錐筒部31は、内周に円錐軌道面38を有している。上記小径側延在部32は、円錐筒部31の小径側の端部から円錐筒部31の径方向に延在している一方、大径側延在部33は、円錐筒部31の大径側の端部から円錐筒部31の軸心から離れる方向に延在している。詳しくは、上記大径側延在部33は、上記軸心から離れるにしたがって小径側延在部32から離れるように上記軸心に対して傾斜している。換言すると、大径側延在部33は、円錐筒部31の軸方向の断面において、径方向の外方側に行くにしたがって軸方向の外方側に行くように、径方向に対して傾斜する方向に延在している。
図1に示すように、上記小径側延在部32の径方向の外方の端面35は、円筒外周面になっており、大径側延在部33の径方向の外方の端面36も、円筒外周面になっている。上記端面35と端面36とは、略同一の仮想円筒面上に位置している。上記小径側延在部32の端面35の外径と、大径側延在部33の端面36の外径とは、略等しくなっている。上記外輪2は、ハウジング9の内周面に内嵌されて固定されている。詳しくは、小径側延在部32の端面35と、大径側延在部33の端面36とは、ハウジング9の内周面40に内嵌されて固定されている。
上記小径側延在部32および大径側延在部33の夫々の肉厚は、円錐筒部31の肉厚よりも厚くなっている。詳しくは、図1において、aは、小径側延在部32の肉厚、すなわち、小径側延在部32における小径側延在部32の延在方向に垂直な方向の寸法を示し、bは、大径側延在部33の肉厚、すなわち、小径側延在部33における小径側延在部33の延在方向に垂直な方向の寸法を示している。また、図1において、cは、円錐筒部31の肉厚、すなわち、円錐筒部31において、大径側延在部33が延在するところの円錐筒部31の大径側の端部と、小径側延在部32が延在するところの円錐筒部31の小径側の端部とを除いた部分の肉厚を示し、円錐筒部31の両端部以外の部分において、その部分の延在方向に垂直な方向の寸法を示している。また、上記a、上記bおよび上記cは、ともに、cm(センチメートル)を単位とした場合の大きさになっている。この実施形態では、aと、bとは、略同じになっている。また、aは、cの2倍以上3倍以下になっている。
上記小径側延在部32の軸方向の大径側延在部33とは反対側の端面46は、ハウジング9の径方向に延在する段部47に当接している。上記内輪1の円錐軌道面21の軸方向の外方の端面25を、軸部材5の段部26に当接すると共に、小径側延在部32の端面46を、ハウジング9の段部47に当接して、ハウジング9と、軸部材5で、円錐ころ軸受を軸方向に挟み付けて、円錐ころ軸受に、所定の軸方向の予圧を生成するようにしている。
図1に示すように、上記複数の円錐ころ3は、内輪1の円錐軌道面21と、外輪2の円錐筒部31の円錐軌道面38との間に、保持器50によって保持された状態で、周方向に互いに間隔をおいて配置されている。
上記外輪2は、例えば、次のようにして製造するようになっている。
先ず、金属製の平板に、プレス打ち抜き加工により貫通穴を空ける。次に、貫通穴を有する平板を冷間のプレス加工により、塑性変形して、円錐筒部を形成する。続いて、冷間のプレス加工により、上記円錐筒部の小径側を、塑性変形して、上記円錐筒部の小径側に、径方向に延在する部分を形成すると共に、プレス加工によって、円錐筒部の大径側を塑性変形して、上記円錐筒部の大径側に、径方向に延在する部分を形成する。次に、上記円錐筒部の小径側および大径側の夫々に形成した上記径方向に延在する部分を、冷間のプレス成形で、所定の形状に形づくる。
詳しくは、上記円錐筒部の小径側に形成した上記径方向に延在する部分を、隙間がある所定の金型に入れて、複数回塑性変形させて、その径方向に延在する部分を、上記金型の隙間を満たす形状に形作る。このようにして、円錐筒部よりも肉厚が厚い所定の形状を有する小径側延在部を形成する。また、同様に、上記円錐筒部の大径側に形成した上記径方向に延在する部分を、隙間がある所定の金型に入れて、複数回塑性変形させて、その径方向に延在する部分を、上記金型の隙間を満たす形状に形作る。このようにして、円錐筒部よりも肉厚が厚い所定の形状の大径側延在部を形成する。
最後に、研磨等の周知の仕上げ加工を行って、上記外輪2を形成する。尚、平板の金属材料によっては、外輪の形状の生成後、浸炭、浸炭窒化、ずぶ焼入れ、高周波焼入れ、焼戻し、および、これらの組み合わせ等の熱処理や、ショットピーニング等の硬化処理を行うことが好ましい。
上記実施形態の外輪2によれば、外輪2が金属の塊より格段に軽い一体の金属板からなるから、従来の中実の外輪と比較して、質量が格段に小さくなる。具体的には、上記実施形態の外輪2は、その外輪2と略同一の円錐軌道面を有する従来の中実の円錐ころ軸受の外輪の40%程度(40%程度に限らないのは言うまでもない)の質量しかなくて、従来の中実の外輪と比較して質量が急激に小さくなる。したがって、上記実施形態の外輪2を、車両に使用した場合、従来の中実の外輪と比較して、重量が格段に軽くなって、運転コストが低くなり、材料コストが低くなる。また、上記実施形態の外輪2によれば、外輪2が一体の金属板からなるから、旋削等を不要あるいは旋削量を少なくできて、製造コストが小さくなる。
また、上記実施形態の外輪2によれば、一体の板金からなって、ワンピースで外輪としての機能を果たしているから、外輪を複数の部品で形成する場合と異なり、各部品の調整が必要なくて、容易に組み付けでき、容易に取り扱うことができる。
また、上記実施形態の外輪2によれば、円錐軌道面38を有しているのが、軸方向に連続して存在する円錐筒部31であって、円錐ころ3の転動面の軸方向の略全域を、円錐筒部31で支えることができる。したがって、円錐ころ3が、円錐軌道面38上を安定かつ円滑に転動することができる。
また、上記実施形態の外輪2によれば、円錐筒部31の小径側の端部から円錐筒部31の略径方向に延在する小径側延在部32が存在するから、この小径側延在部32を、ハウジング9の軸方向の段部47に当接させることができる。したがって、ハウジング9の段部47から抗力を受けることができるから、アキシアル荷重を負荷することができる。
また、上記実施形態の外輪2によれば、小径側延在部32の径方向の外方の端面35と、大径側延在部33の径方向の外方の端面36とを、ハウジング9の内周面に内嵌して固定することができる。したがって、軸方向に離間して位置する2箇所を、ハウジング9の内周面に固定することができるから、外輪2を安定かつ確実にハウジング9に固定することができる。
また、上記実施形態の外輪2によれば、上記円錐筒部31の肉厚よりも厚い肉厚を有する小径側延在部32および大径側延在部33によって、径方向の剛性が大きいから、外輪2が大きな径方向の荷重を受けても、座屈することがない。
また、上記実施形態の外輪2によれば、上記小径側延在部32および大径側延在部33の夫々の肉厚が、円錐筒部31の肉厚よりも厚いから、円錐ころ3の軸方向のエッジからの力を、肉厚が厚い小径側延在部32および大径側延在部33で受けることができて、円錐ころ3のエッジの部分に接触する箇所の強度を大きくすることができる。したがって、上記円錐ころ3のエッジとの接触により、上記エッジと接触する外輪2の部分に、割れ(例えば、周方向に延在する割れ等)が発生することを効果的に抑制することができる。
また、上記実施形態の外輪2によれば、外輪2が、一体の金属板をプレス成形してなっているから、製造コストを低減でき、量産性を向上させることができる。
また、上記実施形態の外輪2によれば、軸方向の断面において、大径側延在部33が、径方向の外方に行くにしたがって、径方向に対して軸方向の外方側に傾くようになっていて、外輪2の円錐軌道面38の法線方向に対してより大きな角度をなす方向に延在しているから、円錐ころ3の転動面からの力を、大径側延在部33で、板バネ状の曲げ弾性により、より弾性的に受けることができる。したがって、上記円錐ころ3からの振動をより効果的に吸収することができる。仮に、大径側延在部が、円錐軌道面の法線方向に延在しているとすると、円錐ころからの振動を、吸収力に乏しい圧縮歪みで受けることになるから、円錐ころからの振動を殆ど吸収できなくなるのである。
また、上記実施形態の円錐ころ軸受によれば、従来と比較して外輪2が軽量であるから、従来と比較して、円錐ころ軸受の質量が格段に小さくなる。
尚、上記実施形態の外輪2では、外輪2を、金属製の一体の板をプレス成形して形成したが、この発明では、外輪を、金属製の一体の板を、転造加工、鍛造加工等の他の塑性加工を用いて形成しても良い。
また、上記実施形態の外輪2では、平板状の金属板から外輪2を形成したが、この発明では、継ぎ目のない筒状の金属体を塑性変形して、外輪を形成しても良く、また、電縫管等の継ぎ目のある筒状の金属体を、塑性変形して、外輪を形成しても良い。
また、上記実施形態の外輪2では、大径側延在部33が、径方向の外方側に行くにしたがって、軸方向の外方側に行くように延在していた。しかし、この発明では、大径側延在部は、略径方向に延在しても良く、また、径方向の外方側に行くにしたがって、軸方向の内方側に行くように延在しても良い。
また、上記実施形態の外輪2では、小径側延在部32の肉厚が、大径側延在部33の肉厚と略同じであったが、この発明では、小径側延在部の肉厚は、大径側延在部の肉厚よりも薄くても良く、厚くても良い。
また、上記実施形態の外輪2では、小径側延在部32の肉厚は、円錐筒部31の肉厚の2倍以上3倍以下であったが、この発明では、小径側延在部の肉厚は、例えば、円錐筒部の肉厚の1.5倍以上4倍以下等であっても良い。要は、この発明では、小径側延在部の肉厚は、円錐筒部の肉厚よりも厚ければ良い。
また、上記実施形態の外輪2では、大径側延在部33の肉厚は、円錐筒部31の肉厚の2倍以上3倍以下であったが、この発明では、大径側延在部の肉厚は、例えば、円錐筒部の肉厚の1.5倍以上4倍以下等であっても良い。要は、この発明では、大径側延在部の肉厚は、円錐筒部の肉厚よりも厚ければ良い。
また、上記実施形態の外輪2では、小径側延在部32の肉厚が、小径側延在部の延在方向の略全域で略一定であり、大径側延在部33の肉厚も、大径側延在部の延在方向の略全域で略一定であった。しかしながら、この発明では、小径側延在部の肉厚は、小径側延在部の延在方向の位置に依存して変動しても良く、また、大径側延在部の肉厚は、大径側延在部の延在方向の位置に依存して変動しても良い。要は、この発明では、小径側延在部および上記大径側延在部の夫々が、円錐筒部の肉厚よりも厚い厚肉部を一箇所でも有していれば良い。
また、上記実施形態の円錐ころ軸受では、内側軌道部材が、内輪1であったが、この発明では、内側軌道部材は、外周円錐軌道面を有する軸部材や中間輪であっても良い。
また、本発明の外輪は、次のようにして、形成することもできる。
先ず、金属製の円板状の平板に、冷間のプレス打ち抜き加工により貫通穴を空けて、小径側延在部を形成する。続いて、冷間のプレス加工により、小径側延在部の径方向の内方側を塑性変形して、小径側延在部の径方向の内方側に、径方向延在部から離れるにしたがって、内径が大きくなる円錐筒部を形成する。その後、冷間のプレス加工によって、円錐筒部の大径側を屈曲させると共に径方向に延在させて、大径側延在部を形成する。このようにして、先ず、肉厚が、略等しい、小径側延在部、円錐筒部、大径側延在部を形成する。その後、冷間のプレス加工により、円錐筒部を引き延ばすように塑性変形させて、小径側延在部および大径側延在部の夫々の肉厚が、円錐筒部の肉厚よりも厚くなるようにする。最後に、小径側延在部の径方向の外方側の端面および大径側延在部の径方向の外方側の端面を、研磨等して、円筒外周面にする。このようにして、外輪を形成しても良い。
尚、小径側延在部および大径側延在部の夫々の肉厚が、円錐筒部の肉厚よりも厚くなるようにする方法としては、肉厚が、略等しい、小径側延在部、円錐筒部、大径側延在部を形成した後、小径側延在部および大径側延在部だけ誘導加熱等で、熱して、その後、小径側延在部および大径側延在部を叩く等して、熱間で塑性変形させて、径側延在部および大径側延在部の夫々の肉厚が、円錐筒部の肉厚よりも厚くなるようにしても良い。尚、冷間で塑性変形させて外輪を形成する場合は、外輪の材料としてカーボンが少ない材料を使用する方が好ましい。
尚、実施形態およびその変形例の円錐ころ軸受の使用用途が限定されないことは言うまでもない。また、実施形態およびその変形例の円錐ころ軸受は、円錐ころ軸受の外部の流体(潤滑油や洗浄液等)が、円錐ころに接触しうる環境でも、円錐ころ軸受の外部の流体が、円錐ころに接触しえない環境でも、いずれの場合でも使用されることができることも言うまでもない。
また、円錐軌道面の表面粗さの程度の表面粗さを有する金属板を原材として使用すると、その金属板をプレス加工して外輪を生成した場合に、製品としての外輪の円錐軌道面の軌道精度が得られることが確認されている。したがって、円錐軌道面の研磨等が、必ずしも必要がないことが確認されている。したがって、本発明の外輪では、製造工数を格段に低減することができる。
1 内輪
2 外輪
3 円錐ころ
21 内輪の円錐軌道面
31 円錐筒部
32 小径側延在部
33 大径側延在部
38 外輪の円錐軌道面
2 外輪
3 円錐ころ
21 内輪の円錐軌道面
31 円錐筒部
32 小径側延在部
33 大径側延在部
38 外輪の円錐軌道面
Claims (4)
- 一体の金属板からなり、
上記金属板は、
内周に円錐軌道面を有する円錐筒部と、
上記円錐筒部の小径側の端部から上記円錐筒部の径方向に外側に向かって延在する小径側延在部と、
上記円錐筒部の大径側の端部から上記円錐筒部の軸心から離れる方向に延在する大径側延在部と
を備え、
上記小径側延在部および上記大径側延在部の夫々の肉厚は、上記円錐筒部の肉厚よりも厚いことを特徴とする円錐ころ軸受の外輪。 - 請求項1に記載の円錐ころ軸受の外輪において、
上記一体の金属板は、プレス成形されていることを特徴とする円錐ころ軸受の外輪。 - 請求項1または2に記載の円錐ころ軸受の外輪において、
上記大径側延在部は、上記軸心から離れるにしたがって上記小径側延在部から離れるように上記軸心に対して傾斜していることを特徴とする円錐ころ軸受の外輪。 - 請求項1乃至3のいずれか一つに記載の外輪と、
外周に円錐軌道面を有する内側軌道部材と、
上記外輪の上記円錐軌道面と、上記内側軌道部材の上記円錐軌道面との間に配置された円錐ころと
を備えることを特徴とする円錐ころ軸受。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010271519A JP2012122500A (ja) | 2010-12-06 | 2010-12-06 | 円錐ころ軸受の外輪および円錐ころ軸受 |
| US13/304,546 US8393801B2 (en) | 2010-12-06 | 2011-11-25 | Outer ring of tapered roller bearing and tapered roller bearing |
| EP11191808A EP2461062A2 (en) | 2010-12-06 | 2011-12-02 | Outer ring of tapered roller bearing and tapered roller bearing |
| CN2011103974628A CN102537078A (zh) | 2010-12-06 | 2011-12-02 | 圆锥滚子轴承的外圈以及圆锥滚子轴承 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010271519A JP2012122500A (ja) | 2010-12-06 | 2010-12-06 | 円錐ころ軸受の外輪および円錐ころ軸受 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012122500A true JP2012122500A (ja) | 2012-06-28 |
Family
ID=45093537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010271519A Pending JP2012122500A (ja) | 2010-12-06 | 2010-12-06 | 円錐ころ軸受の外輪および円錐ころ軸受 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8393801B2 (ja) |
| EP (1) | EP2461062A2 (ja) |
| JP (1) | JP2012122500A (ja) |
| CN (1) | CN102537078A (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7240815B2 (ja) * | 2018-03-22 | 2023-03-16 | Ntn株式会社 | 転動部品の製造方法および軸受の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1672012A (en) * | 1925-06-19 | 1928-06-05 | Tyson Frank | Roller bearing |
| US1830493A (en) * | 1929-02-18 | 1931-11-03 | Tyson Frank | Roller bearing manufacture |
| US3404925A (en) * | 1966-05-12 | 1968-10-08 | Trw Inc | Bearing with hollow rings |
| DE1950036U (de) | 1966-09-22 | 1966-11-17 | Skf Kugellagerfabriken Gmbh | Schraegrollen- bzw. schraegnadellager. |
| US3653731A (en) | 1970-08-14 | 1972-04-04 | John C Rau | Roller bearing |
| JPS5836627U (ja) | 1981-09-03 | 1983-03-10 | 光洋精工株式会社 | 円すいころ軸受 |
| JP3698866B2 (ja) | 1997-07-31 | 2005-09-21 | 光洋精工株式会社 | デファレンシャル装置 |
| DE102005019482B4 (de) | 2005-04-27 | 2008-10-30 | Ab Skf | Kegelrollenlager |
| DE102006004752A1 (de) | 2006-02-02 | 2007-08-09 | Schaeffler Kg | Wälzlager, insbesondere Schrägrollenlager |
| US8827564B2 (en) | 2009-07-31 | 2014-09-09 | Jtekt Corporation | Outer ring of tapered roller bearing, tapered roller bearing, and manufacturing method of outer ring of tapered roller bearing |
-
2010
- 2010-12-06 JP JP2010271519A patent/JP2012122500A/ja active Pending
-
2011
- 2011-11-25 US US13/304,546 patent/US8393801B2/en not_active Expired - Fee Related
- 2011-12-02 EP EP11191808A patent/EP2461062A2/en not_active Withdrawn
- 2011-12-02 CN CN2011103974628A patent/CN102537078A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20120141060A1 (en) | 2012-06-07 |
| US8393801B2 (en) | 2013-03-12 |
| CN102537078A (zh) | 2012-07-04 |
| EP2461062A2 (en) | 2012-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101578456B (zh) | 轴承外环的制造方法 | |
| US9056375B2 (en) | Manufacturing method for bearing outer ring | |
| CN105121055A (zh) | 套圈部件的制造方法 | |
| JP5845746B2 (ja) | 軸受用内外輪の製造方法 | |
| CN101796313A (zh) | 轴承结构及其制造方法 | |
| JP6114556B2 (ja) | 車輪用軸受装置 | |
| EP3073137A1 (en) | Needle roller bearing with double row of retainers | |
| US20160123385A1 (en) | Rolling bearing | |
| JP2012122500A (ja) | 円錐ころ軸受の外輪および円錐ころ軸受 | |
| US9709088B2 (en) | Method for manufacturing a radial and axial combination bearing and resulting bearing | |
| JP6790080B2 (ja) | 転がり軸受用の変形加工されたリング | |
| JP5304519B2 (ja) | 円錐ころ軸受の外輪および円錐ころ軸受 | |
| JP5333082B2 (ja) | センサ付き外輪およびセンサ付き円錐ころ軸受 | |
| JP2015028372A (ja) | 車輪支持用転がり軸受ユニット | |
| JP2013164160A (ja) | 車輪支持用転がり軸受装置の製造方法 | |
| JP2010014135A (ja) | バックアップロール用転がり軸受 | |
| JP2008223990A (ja) | 車輪支持用転がり軸受装置 | |
| WO2015045798A1 (ja) | 円すいころ軸受 | |
| JP2012013210A5 (ja) | ||
| CN102889319A (zh) | 单向滚针轴承 | |
| JP7344992B2 (ja) | 締まりばめを有する二つの部品の複合の円錐ころ軸受外輪及び製造方法 | |
| JP2012228697A (ja) | 車輪用転がり軸受装置の軸部材とその製造方法 | |
| JP2000161367A (ja) | ソリッド形針状ころ軸受 | |
| US20080152275A1 (en) | Vehicle wheel hub bearing unit | |
| JP2014214844A (ja) | 円すいころ軸受 |