JP2012122912A - 検査領域の決定方法および異物検査装置 - Google Patents
検査領域の決定方法および異物検査装置 Download PDFInfo
- Publication number
- JP2012122912A JP2012122912A JP2010275228A JP2010275228A JP2012122912A JP 2012122912 A JP2012122912 A JP 2012122912A JP 2010275228 A JP2010275228 A JP 2010275228A JP 2010275228 A JP2010275228 A JP 2010275228A JP 2012122912 A JP2012122912 A JP 2012122912A
- Authority
- JP
- Japan
- Prior art keywords
- image
- inspection
- inspection area
- glass bottle
- foreign matter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 122
- 238000000034 method Methods 0.000 title claims abstract description 22
- 239000011521 glass Substances 0.000 claims abstract description 73
- 238000003384 imaging method Methods 0.000 claims abstract description 6
- 230000007547 defect Effects 0.000 claims abstract description 4
- 238000012545 processing Methods 0.000 claims description 21
- 238000005286 illumination Methods 0.000 claims description 13
- 239000000126 substance Substances 0.000 claims description 8
- 238000012937 correction Methods 0.000 claims description 5
- 238000001514 detection method Methods 0.000 abstract description 2
- 238000000465 moulding Methods 0.000 abstract 1
- 210000000744 eyelid Anatomy 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 235000013361 beverage Nutrition 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images




Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】検査対象の形状バラツキに対応でき、検査対象の位置ズレ量を検出する必要がなく、また、コンベア等の搬送装置上での検査対象の位置のバラツキによる微細な形状変化にも対応できる異物検査装置を提供する。
【解決手段】ガラス壜1を撮像してガラス壜1の欠陥またはガラス壜1内の異物を検出するための検査を行う際の検査領域の決定方法であって、ガラス壜1の壜底部1aをカメラ3によって撮影して壜底部1aの画像を得、画像から、ガラス壜1を成形する際に壜底下端部分にできるバッフルマークを検出し、検出したバッフルマークを利用して画像中に検査領域を決定する。
【選択図】図1
【解決手段】ガラス壜1を撮像してガラス壜1の欠陥またはガラス壜1内の異物を検出するための検査を行う際の検査領域の決定方法であって、ガラス壜1の壜底部1aをカメラ3によって撮影して壜底部1aの画像を得、画像から、ガラス壜1を成形する際に壜底下端部分にできるバッフルマークを検出し、検出したバッフルマークを利用して画像中に検査領域を決定する。
【選択図】図1
Description
本発明は、ガラス壜を撮像してガラス壜の欠陥またはガラス壜内の異物を検出するための検査を行う際の検査領域の決定方法に関するものである。また、本発明はガラス壜を撮像してガラス壜の底部に異物があるか否かを検査する異物検査装置に関するものである。
飲料等の液体が充填されたガラス壜にゴムパッキン片やガラス片等の異物が混入している場合がある。異物はガラス壜の底部に沈殿していることが多い。そのため、ガラス壜に飲料等の液体を充填した後に壜の底部又は底部付近に異物が沈殿しているか否かの検査を行っている。ガラス壜をコンベア等の搬送装置で搬送している間に、壜底部に沈殿した異物を自動検査するには、ガラス壜の斜め上方からカメラで壜底部を撮像し、得られた画像から壜底の位置と形状を特定して検査領域を作成する必要がある。
従来、自動検査のための検査領域は以下の手順で作成されている。まず、あらかじめ検査領域の固定された形状を設定し、検査のために壜を撮影した画像からあらかじめ設定した位置(固定位置)で壜の特定部位のエッジ等を検出する。これにより、壜のXY方向の位置を特定し、特定した壜のXY方向の位置に基づいてXY方向の位置ズレ量を検出し、この位置ズレ量に合わせて検査領域を移動することにより自動検査のための検査領域を作成している。
従来、自動検査のための検査領域は以下の手順で作成されている。まず、あらかじめ検査領域の固定された形状を設定し、検査のために壜を撮影した画像からあらかじめ設定した位置(固定位置)で壜の特定部位のエッジ等を検出する。これにより、壜のXY方向の位置を特定し、特定した壜のXY方向の位置に基づいてXY方向の位置ズレ量を検出し、この位置ズレ量に合わせて検査領域を移動することにより自動検査のための検査領域を作成している。
上述した従来の自動検査のための検査領域の作成方法には、以下のような問題点がある。
(1)検査領域が固定形状のため、検査対象のガラス壜がコンベア上で前後にずれて像の大きさが変化する場合にはあらかじめその変化量を見込んで検査領域の形状を設定しなければならない。そのため、設定に手間がかかるだけでなく、検査領域を小さく設定することになるため、検査に不利となる。
(2)検査対象のXY方向の位置ズレ量を検出する必要があり、検査毎に安定したXY方向の位置ズレ量を検出できるウィンドウをあらかじめ設定しなければならない。ウィンドウの設定が適正になされないと、検査画像と検査領域にズレが生じ誤検出の原因となる。また、前記位置ズレ量が検出できない場合には、あらかじめ位置ズレ量を予想し、位置ズレ量分だけ検査領域を小さく設定することになるため、検査に不利となる。
(1)検査領域が固定形状のため、検査対象のガラス壜がコンベア上で前後にずれて像の大きさが変化する場合にはあらかじめその変化量を見込んで検査領域の形状を設定しなければならない。そのため、設定に手間がかかるだけでなく、検査領域を小さく設定することになるため、検査に不利となる。
(2)検査対象のXY方向の位置ズレ量を検出する必要があり、検査毎に安定したXY方向の位置ズレ量を検出できるウィンドウをあらかじめ設定しなければならない。ウィンドウの設定が適正になされないと、検査画像と検査領域にズレが生じ誤検出の原因となる。また、前記位置ズレ量が検出できない場合には、あらかじめ位置ズレ量を予想し、位置ズレ量分だけ検査領域を小さく設定することになるため、検査に不利となる。
本発明は、上述の事情に鑑みなされたもので、検査対象の形状バラツキに対応でき、検査対象の位置ズレ量を検出する必要がなく、また、コンベア等の搬送装置上での検査対象の位置のバラツキによる微細な大きさ形状変化にも対応できる検査領域の決定方法および異物検査装置を提供することを目的とする。
上述の目的を達成するため、本発明者らは、自動検査のための検査領域の作成方法について鋭意研究を行い、以下のような知見を得た。
ガラス壜の壜底部において、壜底外形部分(壜外側部分)の形状は一定しているが、壜底下端部分(壜底内面)の形状は壜毎に変化し形状特定が困難である。また、茶色の壜など光を通し難い壜では、コンベア等の搬送装置上に壜の影ができるため壜底外形部分(壜外側部分)の検出が困難である。さらに、壜底頂上部分(壜底内面の中央部の盛り上がった部分)は形状が一定しないため、頂上部分を検出して壜底下端部分(壜底内面)を推定するのは困難であり、このため、壜の上下方向位置の特定は困難である。
ガラス壜の壜底部において、壜底外形部分(壜外側部分)の形状は一定しているが、壜底下端部分(壜底内面)の形状は壜毎に変化し形状特定が困難である。また、茶色の壜など光を通し難い壜では、コンベア等の搬送装置上に壜の影ができるため壜底外形部分(壜外側部分)の検出が困難である。さらに、壜底頂上部分(壜底内面の中央部の盛り上がった部分)は形状が一定しないため、頂上部分を検出して壜底下端部分(壜底内面)を推定するのは困難であり、このため、壜の上下方向位置の特定は困難である。
本発明者らは、ガラス壜を成形する際に壜底下端部分にできるバッフルマーク(またはパーティングライン)が壜底下端部分(壜底内面)とほぼ一致した位置と形状をしていることに着目し、壜底下端内側形状(壜底内面形状)を特定するためにバッフルマークを検出して利用することを着想したものである。
すなわち、本発明の検査領域の決定方法は、ガラス壜を撮像してガラス壜の欠陥またはガラス壜内の異物を検出するための検査を行う際の検査領域の決定方法であって、ガラス壜の壜底部をカメラによって撮影して壜底部の画像を得、前記画像から、ガラス壜を成形する際に壜底下端部分にできるバッフルマークを検出し、検出したバッフルマークを利用して画像中に検査領域を決定することを特徴とする。
すなわち、本発明の検査領域の決定方法は、ガラス壜を撮像してガラス壜の欠陥またはガラス壜内の異物を検出するための検査を行う際の検査領域の決定方法であって、ガラス壜の壜底部をカメラによって撮影して壜底部の画像を得、前記画像から、ガラス壜を成形する際に壜底下端部分にできるバッフルマークを検出し、検出したバッフルマークを利用して画像中に検査領域を決定することを特徴とする。
本発明によれば、照明からの拡散光はガラス壜の照明側の壜側面部から入射し、壜底部で反射し、カメラ側の壜側面部からカメラに入射して撮影される。カメラで撮影された壜底部の画像は、画像処理され、壜底下端部分にあるバッフルマークが検出される。そして、検出したバッフルマークを利用して画像中に検査領域を決定する。このバッフルマークは壜底下端内側形状(壜底内面形状)に近い位置にあるため、検査領域を決定する基準として利用するものである。
本発明の好ましい態様によれば、前記検出したバッフルマークから前記検査領域の下端線を決定することを特徴とする。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)に近い位置にあるため、検出したバッフルマークから検査領域の下端線を決定すれば、壜形状計測の手間が省け、壜毎の形状バラツキにも対応できる。また、コンベア等の搬送装置上での壜位置のバラツキによる微細な形状変化にも対応できる。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)に近い位置にあるため、検出したバッフルマークから検査領域の下端線を決定すれば、壜形状計測の手間が省け、壜毎の形状バラツキにも対応できる。また、コンベア等の搬送装置上での壜位置のバラツキによる微細な形状変化にも対応できる。
本発明の好ましい態様によれば、前記画像にラプラスフィルタをかけて前記バッフルマークを顕在化することにより前記検査領域の下端線を決定することを特徴とする。
本発明の好ましい態様によれば、前記画像にガンマ補正を施し前記バッフルマークを顕在化することにより前記検査領域の下端線を決定することを特徴とする。
本発明の好ましい態様によれば、前記画像にガンマ補正を施し前記バッフルマークを顕在化することにより前記検査領域の下端線を決定することを特徴とする。
本発明の好ましい態様によれば、前記検査領域の下端線は楕円方程式で表されることを特徴とする。
本発明によれば、検査領域の下端線を楕円方程式で表すことができるため、検査領域の下端線を画像上で明確に特定することができる。
本発明によれば、検査領域の下端線を楕円方程式で表すことができるため、検査領域の下端線を画像上で明確に特定することができる。
本発明の好ましい態様によれば、前記検査領域の下端線から画像の上方に向かってスキャンし、前記検査領域の上端を、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより決定することを特徴とする。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)の直下にあるため、検出されたバッフルマークから決定された検査領域の下端線から画像を上方にスキャンする。壜底下端内側形状(壜底内面形状)よりやや上方の部位は、画像中では明るい画像部分になっているために、検査領域の上端を、あらかじめ決定しておく必要がなく、検査領域の下端線から画像を上方に向かってスキャンし、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより自動的に決定できる。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)の直下にあるため、検出されたバッフルマークから決定された検査領域の下端線から画像を上方にスキャンする。壜底下端内側形状(壜底内面形状)よりやや上方の部位は、画像中では明るい画像部分になっているために、検査領域の上端を、あらかじめ決定しておく必要がなく、検査領域の下端線から画像を上方に向かってスキャンし、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより自動的に決定できる。
本発明の異物検査装置は、ガラス壜を所定の搬送経路に沿って搬送している間にガラス壜を撮像してガラス壜の底部に異物があるか否かを検査する装置において、前記搬送経路に沿って搬送されるガラス壜の側方に配置され、ガラス壜内を照明する照明と、ガラス壜を挟んで前記照明と対向して配置され、ガラス壜の壜底部を透過した透過光を撮影するカメラと、前記カメラで壜底部を撮影した画像を処理する画像処理装置とを備え、前記画像処理装置は、前記画像から、ガラス壜を成形する際に壜底下端部分にできるバッフルマークを検出し、検出したバッフルマークを利用して画像中に検査領域を決定することを特徴とする。
本発明によれば、照明からの拡散光はガラス壜の照明側の壜側面部から入射し、壜底部で反射し、カメラ側の壜側面部からカメラに入射して撮影される。カメラで撮影された壜底部の画像は、画像処理装置により画像処理され、壜底下端部分にあるバッフルマークが検出される。そして、検出したバッフルマークを利用して画像中に検査領域を決定する。このバッフルマークは壜底下端内側形状(壜底内面形状)に近い位置にあるため、検査領域を決定する基準として利用するものである。
本発明の好ましい態様によれば、前記ガラス壜はコンベアによって直線搬送経路に沿って搬送されることを特徴とする。
本発明によれば、コンベアの一側に照明を配置し、コンベアの他側にカメラを配置し、ガラス壜をコンベアによって直線搬送経路に沿って搬送している間にガラス壜の底部にある異物を検出することができる。
本発明によれば、コンベアの一側に照明を配置し、コンベアの他側にカメラを配置し、ガラス壜をコンベアによって直線搬送経路に沿って搬送している間にガラス壜の底部にある異物を検出することができる。
本発明の好ましい態様によれば、前記画像処理装置は、前記検出したバッフルマークから前記検査領域の下端線を決定することを特徴とする。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)に近い位置にあるため、検出したバッフルマークから検査領域の下端線を決定すれば、壜形状計測の手間が省け、壜毎の形状バラツキにも対応できる。また、コンベア等の搬送装置上での壜位置のバラツキによる微細な形状変化にも対応できる。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)に近い位置にあるため、検出したバッフルマークから検査領域の下端線を決定すれば、壜形状計測の手間が省け、壜毎の形状バラツキにも対応できる。また、コンベア等の搬送装置上での壜位置のバラツキによる微細な形状変化にも対応できる。
本発明の好ましい態様によれば、前記検査領域の下端線は楕円方程式で表されることを特徴とする。
本発明によれば、検査領域の下端線を楕円方程式で表すことができるため、検査領域の下端線を画像上で明確に特定することができる。
本発明によれば、検査領域の下端線を楕円方程式で表すことができるため、検査領域の下端線を画像上で明確に特定することができる。
本発明の好ましい態様によれば、前記画像処理装置は、前記検査領域の下端線から画像の上方に向かってスキャン(走査)して、明暗のエッジを求めて異物を検出することを特徴とする。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)の直下にあるため、検出されたバッフルマークから決定された検査領域の下端線から画像を上方にスキャンすれば、スキャンする範囲を必要最小限にすることができ、無駄にスキャンする領域がなく、検査領域の下端部の下方に存在する壜外側の異物を誤検知することもない。
本発明によれば、バッフルマークは壜底下端内側形状(壜底内面形状)の直下にあるため、検出されたバッフルマークから決定された検査領域の下端線から画像を上方にスキャンすれば、スキャンする範囲を必要最小限にすることができ、無駄にスキャンする領域がなく、検査領域の下端部の下方に存在する壜外側の異物を誤検知することもない。
本発明の好ましい態様によれば、前記画像処理装置は、前記検査領域の上端を、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより決定することを特徴とする。
本発明によれば、壜底下端内側形状(壜底内面形状)よりやや上方の部位は、画像中では明るい画像部分になっているために、検査領域の上端を、あらかじめ決定しておく必要がなく、検査領域の下端線から画像を上方に向かってスキャンし、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより自動的に決定できる。
本発明によれば、壜底下端内側形状(壜底内面形状)よりやや上方の部位は、画像中では明るい画像部分になっているために、検査領域の上端を、あらかじめ決定しておく必要がなく、検査領域の下端線から画像を上方に向かってスキャンし、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより自動的に決定できる。
本発明は、以下に列挙する効果を奏する。
(1)壜底下端内側形状(壜底内面形状)を特定するため、それに最も近いと考えられるバッフルマークを検出して、検査領域を決定することにより、壜形状計測の手間が省け、壜毎の形状バラツキにも対応できる。また、コンベア等の搬送装置上での壜位置のバラツキによる微細な形状変化にも対応できる。
(2)バッフルマークを検出し、検査領域を決定することにより、壜毎の形状バラツキや、コンベア等の搬送装置上の位置のバラツキにも左右されずに、検査位置を特定できる。
(1)壜底下端内側形状(壜底内面形状)を特定するため、それに最も近いと考えられるバッフルマークを検出して、検査領域を決定することにより、壜形状計測の手間が省け、壜毎の形状バラツキにも対応できる。また、コンベア等の搬送装置上での壜位置のバラツキによる微細な形状変化にも対応できる。
(2)バッフルマークを検出し、検査領域を決定することにより、壜毎の形状バラツキや、コンベア等の搬送装置上の位置のバラツキにも左右されずに、検査位置を特定できる。
以下、本発明に係る検査領域の決定方法および異物検査装置の実施形態を図1乃至図6を参照して説明する。図1乃至図6において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。
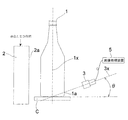
図1は、本発明に係る検査領域の決定方法を使用した異物検査装置の構成を示す模式的な立面図である。図1に示すように、コンベアCによって搬送されるガラス壜1の背面に照明2を配置し、ガラス壜1を挟んで照明2の反対側にカメラ3を配置している。ここでは壜底外周部が円形であるガラス壜1を検査対象とする。照明2は、赤色LEDを縦横に配列した赤色LED照明からなり、その前面の照明面2aはガラス壜1の壜胴部と平行になっている。照明2は、ガラス壜1の壜胴部および壜底部に拡散光を投光するようになっている。カメラ3はCCDカメラからなり、カメラ3の光軸3xは、ガラス壜1の軸心1xと壜下端部で交わるように、水平面に対して斜め下方に所定の角度(θ)=10°〜50°傾いて配置されている。図示例では、角度(θ)は20°である。カメラ3には画像処理装置5が接続されている。
図1に示すように構成された異物検査装置において、照明2からの拡散光はガラス壜1の壜底部1aの外周面に入射する。ガラス壜1の壜底部1aに入射した光はガラス壜1の壜底部1aを透過し、透過光はカメラ3に入射して撮影される。
図2は、図1に示す異物検査装置のカメラ3によって茶色の一升壜を撮影した原画像である。カメラ3によって撮影された画像は画像処理装置5により画像処理される。この画像は以下の手順(ステップ1〜3)にて画像処理される。
ステップ1)
図2に示す原画像にラプラスフィルタをかけバッフルマークを顕在化した画像を得る。すなわち、ラプラスフィルタによって原画像中のエッジ成分を強調して領域の境界線を得る。図3はバッフルマークを顕在化させた画像である。図3に示すように、ガラス壜の壜底部の下端部に長軸より下半分の楕円形状のバッフルマークが顕在化する。
ステップ1)
図2に示す原画像にラプラスフィルタをかけバッフルマークを顕在化した画像を得る。すなわち、ラプラスフィルタによって原画像中のエッジ成分を強調して領域の境界線を得る。図3はバッフルマークを顕在化させた画像である。図3に示すように、ガラス壜の壜底部の下端部に長軸より下半分の楕円形状のバッフルマークが顕在化する。
ステップ2)
バッフルマーク上の点を求め、この点座標(Xi,Yi)をもとに最小二乗法により楕円近似を行い、楕円形状を求める。求めた楕円形状は、長半径をA、短半径をB、楕円の中心座標を(Xo,Yo)とすると、次の楕円方程式で表される。
(Xi−Xo)2/A2+(Yi−Yo)2/B2=1・・・(1)
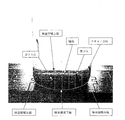
したがって、検査領域下端線は上記の楕円方程式(1)で表される。図2の原画像に図3で示す顕在化した検査領域下端線を重ねて描画したものに、上記楕円方程式で表される楕円中心(Xo,Yo)、楕円上端(Yo+B)、楕円右端(Xo+A)、楕円左端(Xo−A)を示したものを図4で表す。
バッフルマーク上の点を求め、この点座標(Xi,Yi)をもとに最小二乗法により楕円近似を行い、楕円形状を求める。求めた楕円形状は、長半径をA、短半径をB、楕円の中心座標を(Xo,Yo)とすると、次の楕円方程式で表される。
(Xi−Xo)2/A2+(Yi−Yo)2/B2=1・・・(1)
したがって、検査領域下端線は上記の楕円方程式(1)で表される。図2の原画像に図3で示す顕在化した検査領域下端線を重ねて描画したものに、上記楕円方程式で表される楕円中心(Xo,Yo)、楕円上端(Yo+B)、楕円右端(Xo+A)、楕円左端(Xo−A)を示したものを図4で表す。
ステップ3)
次に、図5に示すように、検出したバッフルマークから求めた検査領域下端線を検査領域の下端とし、検査領域下端線の左端を検査領域左端とし、検査領域下端線の右端を検査領域右端とする。検査領域下端線から画像の上方に向かってスキャン(走査)して、明暗のエッジを求めてガラス片や黒ゴムなどの異物を検出する。検査領域の上端は、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより、自動的に求めることができる。異物が黒ゴムなどの遮光性異物の場合には、異物は画像中に所定の明るさの背景の中に暗い影として映るため、作成した検査領域内に暗い影があるか否かを画像処理装置5により判別することにより異物を検出する。また、異物がガラス片等の反射性の異物である場合には、異物は乱反射して明るく光るため、異物は画像中に所定の明るさの背景の中に明るい点(又は領域)として映るため、作成した検査領域内に明るい点(又は領域)があるか否かを画像処理装置5により判別することにより異物を検出する。図5にはガラス片や黒ゴムなどの異物を検出した画像が示されている。検出したガラス片は白、黒ゴムは黒で描画してある。
次に、図5に示すように、検出したバッフルマークから求めた検査領域下端線を検査領域の下端とし、検査領域下端線の左端を検査領域左端とし、検査領域下端線の右端を検査領域右端とする。検査領域下端線から画像の上方に向かってスキャン(走査)して、明暗のエッジを求めてガラス片や黒ゴムなどの異物を検出する。検査領域の上端は、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより、自動的に求めることができる。異物が黒ゴムなどの遮光性異物の場合には、異物は画像中に所定の明るさの背景の中に暗い影として映るため、作成した検査領域内に暗い影があるか否かを画像処理装置5により判別することにより異物を検出する。また、異物がガラス片等の反射性の異物である場合には、異物は乱反射して明るく光るため、異物は画像中に所定の明るさの背景の中に明るい点(又は領域)として映るため、作成した検査領域内に明るい点(又は領域)があるか否かを画像処理装置5により判別することにより異物を検出する。図5にはガラス片や黒ゴムなどの異物を検出した画像が示されている。検出したガラス片は白、黒ゴムは黒で描画してある。
上記ステップ1においては、図2に示す原画像にラプラスフィルタをかけてバッフルマークを顕在化したが、原画像にガンマ補正を施すことによりバッフルマークを顕在化することも可能である。図6は、図2に示す原画像にガンマ補正を施してバッフルマークを顕在化した画像である。この場合にも、図6から明らかなようにガラス壜の壜底部の下端部に長軸より下半分の楕円形状のバッフルマークが顕在化する。ガンマ補正を施した後、上記ステップ2およびステップ3と同様の手順により処理される。
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術思想の範囲内において、種々の異なる形態で実施されてよいことは勿論である。
1 ガラス壜
1a 壜底部
1x 軸心
2 照明
2a 照明面
3 カメラ
3x 光軸
1a 壜底部
1x 軸心
2 照明
2a 照明面
3 カメラ
3x 光軸
Claims (12)
- ガラス壜を撮像してガラス壜の欠陥またはガラス壜内の異物を検出するための検査を行う際の検査領域の決定方法であって、
ガラス壜の壜底部をカメラによって撮影して壜底部の画像を得、
前記画像から、ガラス壜を成形する際に壜底下端部分にできるバッフルマークを検出し、
検出したバッフルマークを利用して画像中に検査領域を決定することを特徴とする検査領域の決定方法。 - 前記検出したバッフルマークから前記検査領域の下端線を決定することを特徴とする請求項1記載の検査領域の決定方法。
- 前記画像にラプラスフィルタをかけて前記バッフルマークを顕在化することにより前記検査領域の下端線を決定することを特徴とする請求項2記載の検査領域の決定方法。
- 前記画像にガンマ補正を施し前記バッフルマークを顕在化することにより前記検査領域の下端線を決定することを特徴とする請求項2記載の検査領域の決定方法。
- 前記検査領域の下端線は楕円方程式で表されることを特徴とする請求項2乃至4のいずれか1項に記載の検査領域の決定方法。
- 前記検査領域の下端線から画像の上方に向かってスキャンし、前記検査領域の上端を、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより決定することを特徴とする請求項2乃至5のいずれか1項に記載の検査領域の決定方法。
- ガラス壜を所定の搬送経路に沿って搬送している間にガラス壜を撮像してガラス壜の底部に異物があるか否かを検査する装置において、
前記搬送経路に沿って搬送されるガラス壜の側方に配置され、ガラス壜内を照明する照明と、
ガラス壜を挟んで前記照明と対向して配置され、ガラス壜の壜底部を透過した透過光を撮影するカメラと、
前記カメラで壜底部を撮影した画像を処理する画像処理装置とを備え、
前記画像処理装置は、前記画像から、ガラス壜を成形する際に壜底下端部分にできるバッフルマークを検出し、検出したバッフルマークを利用して画像中に検査領域を決定することを特徴とする異物検査装置。 - 前記ガラス壜はコンベアによって直線搬送経路に沿って搬送されることを特徴とする請求項7記載の異物検査装置。
- 前記画像処理装置は、前記検出したバッフルマークから前記検査領域の下端線を決定することを特徴とする請求項7または8記載の異物検査装置。
- 前記検査領域の下端線は楕円方程式で表されることを特徴とする請求項9記載の異物検査装置。
- 前記画像処理装置は、前記検査領域の下端線から画像の上方に向かってスキャンして、明暗のエッジを求めて異物を検出することを特徴とする請求項9記載の異物検査装置。
- 前記画像処理装置は、前記検査領域の上端を、一定以上の明るさの画素が連続して続く領域の開始点を検出することにより決定することを特徴とする請求項11記載の異物検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010275228A JP2012122912A (ja) | 2010-12-10 | 2010-12-10 | 検査領域の決定方法および異物検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010275228A JP2012122912A (ja) | 2010-12-10 | 2010-12-10 | 検査領域の決定方法および異物検査装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012122912A true JP2012122912A (ja) | 2012-06-28 |
Family
ID=46504488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010275228A Pending JP2012122912A (ja) | 2010-12-10 | 2010-12-10 | 検査領域の決定方法および異物検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012122912A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016527498A (ja) * | 2013-07-19 | 2016-09-08 | ヴィルコ・アーゲー | デバイスをインライン試験する方法及び試験装置 |
| JP2018146419A (ja) * | 2017-03-07 | 2018-09-20 | アンリツインフィビス株式会社 | X線検査装置 |
| KR20200054233A (ko) * | 2017-09-19 | 2020-05-19 | 기린 테크노시스템 가부시끼가이샤 | 이물 검사 장치 |
| JP2020186919A (ja) * | 2019-05-09 | 2020-11-19 | 東洋ガラス株式会社 | 異物検査装置及びそれを用いたガラス容器製造方法 |
| DE102021115493A1 (de) | 2021-06-15 | 2022-12-15 | Heuft Systemtechnik Gmbh | Verfahren und Vorrichtung zur Vollbehälterinspektion |
| CN116026861A (zh) * | 2023-02-24 | 2023-04-28 | 佛山市三力智能设备科技有限公司 | 一种玻璃瓶的检测方法及系统 |
| CN116297558A (zh) * | 2022-12-21 | 2023-06-23 | 上海微现检测设备有限公司 | 一种提升瓶装物检测精度的方法、装置及异物检测设备 |
-
2010
- 2010-12-10 JP JP2010275228A patent/JP2012122912A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016527498A (ja) * | 2013-07-19 | 2016-09-08 | ヴィルコ・アーゲー | デバイスをインライン試験する方法及び試験装置 |
| JP2018146419A (ja) * | 2017-03-07 | 2018-09-20 | アンリツインフィビス株式会社 | X線検査装置 |
| KR20200054233A (ko) * | 2017-09-19 | 2020-05-19 | 기린 테크노시스템 가부시끼가이샤 | 이물 검사 장치 |
| KR102627123B1 (ko) | 2017-09-19 | 2024-01-23 | 기린 테크노시스템 가부시끼가이샤 | 이물 검사 장치 |
| JP2020186919A (ja) * | 2019-05-09 | 2020-11-19 | 東洋ガラス株式会社 | 異物検査装置及びそれを用いたガラス容器製造方法 |
| JP7229092B2 (ja) | 2019-05-09 | 2023-02-27 | 東洋ガラス株式会社 | 異物検査装置及びそれを用いたガラス容器製造方法 |
| DE102021115493A1 (de) | 2021-06-15 | 2022-12-15 | Heuft Systemtechnik Gmbh | Verfahren und Vorrichtung zur Vollbehälterinspektion |
| CN116297558A (zh) * | 2022-12-21 | 2023-06-23 | 上海微现检测设备有限公司 | 一种提升瓶装物检测精度的方法、装置及异物检测设备 |
| CN116026861A (zh) * | 2023-02-24 | 2023-04-28 | 佛山市三力智能设备科技有限公司 | 一种玻璃瓶的检测方法及系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012122912A (ja) | 検査領域の決定方法および異物検査装置 | |
| JP5499289B1 (ja) | キャップ検査装置 | |
| CN110441323A (zh) | 产品表面的打光方法及系统 | |
| TW201629474A (zh) | 檢查裝置 | |
| JP5726628B2 (ja) | 透明体ボトルの外観検査装置及び外観検査方法 | |
| CN103119395B (zh) | 玻璃瓶检查装置 | |
| JP2014142256A (ja) | ガラスびんの印刷検査装置 | |
| JP5773741B2 (ja) | 透明体ボトルの外観検査装置及び外観検査方法 | |
| KR102540808B1 (ko) | 유리병 검사방법 및 유리병 제조방법 | |
| JP5959430B2 (ja) | ボトルキャップの外観検査装置及び外観検査方法 | |
| JP2008261696A (ja) | 液面高さの測定方法 | |
| JP2006038751A (ja) | 容器充填口端縁の検査方法及び検査装置並びに充填装置 | |
| JP2013134099A (ja) | 異物検査装置 | |
| JP2002267612A (ja) | 透明容器等の充填液体中の異物検査装置及びシステム | |
| KR102528464B1 (ko) | 비전 검사 장치 | |
| JP2013257245A (ja) | 物品の検査装置 | |
| JP2012137324A (ja) | 液面浮遊異物検査方法及び装置 | |
| JP5991463B2 (ja) | 検査装置 | |
| JP6194659B2 (ja) | 樹脂製容器検査装置 | |
| JPS62113050A (ja) | びん口部検査装置 | |
| JP6860227B2 (ja) | キャップの検査方法及び検査装置 | |
| JP5822126B2 (ja) | 容器の液面高さ検査方法とその装置 | |
| JP7189417B2 (ja) | 物品検査装置 | |
| JP7540155B2 (ja) | 瓶検査装置および瓶検査方法 | |
| JP2011127987A (ja) | 液面浮遊異物検査方法及び装置 |