JP2012128168A - 反射防止フィルム - Google Patents
反射防止フィルム Download PDFInfo
- Publication number
- JP2012128168A JP2012128168A JP2010279281A JP2010279281A JP2012128168A JP 2012128168 A JP2012128168 A JP 2012128168A JP 2010279281 A JP2010279281 A JP 2010279281A JP 2010279281 A JP2010279281 A JP 2010279281A JP 2012128168 A JP2012128168 A JP 2012128168A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- antireflection
- resin
- antireflection film
- refractive index
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Surface Treatment Of Optical Elements (AREA)
Abstract
【解決手段】本発明は、PET樹脂からなる光透過性基板上に形成された易接着層が、上記光透過性基板の屈折率と、上記易接着層上に形成された反射防止層の屈折率との平均となる屈折率を有し、上記反射防止層が、上記易接着層上に形成された基底部と、上記基底部上に形成され、上記凹凸形状からなる微細凹凸とを有し、かつ上記微細凹凸における凸部が、上記光透過性基板に対してテーパー状に立ち上がる錐台形状の本体部と、上記本体部の頂面を覆うように形成された曲面構造を有する先端部とから構成されてなる反射防止フィルムを提供することにより、上記課題を解決する。
【選択図】図1
Description
第2に、技術的観点からしても、複数層による反射防止技術は、光の干渉現象を利用するものであるため、反射防止効果が光の入射角や波長に大きく影響してしまい、望みどおりの反射防止効果を得ることが困難であるという問題点があった。
なお、上記モスアイ構造に用いられる微細凹凸パターンとしては、円錐形や四角錐形などの錐形体や円柱形を含む形状で先端が尖っている形状が一般的である。
また、本発明者は、安価なPET樹脂を基板に用いた場合でも、樹脂層と基板との間に易接着層を形成することで、樹脂層と基板との密着性を向上させることができ、さらに、易接着層の屈折率を制御することにより、干渉縞を防止することができるという知見を得ている。本発明は、これらの知見に基づいてなされたものである。
以下、本発明の反射防止フィルムにおける各構成について説明する。
まず、本発明における易接着層について説明する。本発明における易接着層は、ポリエチレンテレフタレート(PET)樹脂からなる光透過性基板上に形成されるものであり、光透過性基板の屈折率と、反射防止層の屈折率との平均となる屈折率を有するものである。本発明においては、光透過性基板および反射防止層の間に、所定の屈折率を有する易接着層を形成することにより、光透過性基板と反射防止層との密着性を向上させることができ、かつ、干渉縞の発生を防止することができる。
紫外線硬化性樹脂としては、特に限定されるものではないが、例えば、少なくとも3つ以上のエチレン性不飽和二重結合を有する化合物が挙げられる。具体的には、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、EO変性トリメチロールプロパントリ(メタ)アクリレート、PO変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、カプロラクトン変性トリス(アクリロキシエチル)イソシアヌレート、トリメチロールエタントリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、アルキル変性ジペンタエリスリトールトリ(メタ)アクリレート、アルキル変性ジペンタエリスリトールテトラ(メタ)アクリレート、アルキル変性ジペンタエリスリトールペンタ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート、1,2,3−シクロヘキサンテトラ(メタ)アクリレート、ポリウレタンポリアクリレート、ポリエステルポリアクリレート等の多価アルコールと(メタ)アクリル酸とのエステル化合物;ポリウレタンポリ(メタ)アクリレート、ポリエステルポリ(メタ)アクリレート、ポリエーテルポリ(メタ)アクリレート、ポリアクリルポリ(メタ)アクリレート、ポリアルキッドポリ(メタ)アクリレート、ポリエポキシポリ(メタ)アクリレート、ポリスピロアセタールポリ(メタ)アクリレート、ポリブタジエンポリ(メタ)アクリレート、ポリチオールポリエンポリ(メタ)アクリレート、ポリシリコンポリ(メタ)アクリレート等の多官能化合物の(メタ)アクリレート化合物等が挙げられる。
これら少なくとも3つ以上のエチレン性不飽和二重結合を有する化合物のうち、塗膜強度、密着性の観点より、少なくとも6つの官能基を有するポリウレタンポリ(メタ)アクリレート、ポリエポキシポリ(メタ)アクリレート等のポリ(メタ)アクリレート類、分子内に4個以上のアクリロイル基を有する多官能のアクリレート類を好適に使用することができる。
ポリウレタンポリ(メタ)アクリレートは、例えば、ジイソシアネートと水酸基を有する(メタ)アクリレート類と反応させて得られるもの、ポリオールとポリイソシアネートとをイソシアネート基過剰の条件下に反応させてなるイソシアネート基含有ウレタンプレポリマーを、水酸基を有する(メタ)アクリレート類と反応させて得られるものがある。あるいは、ポリオールとポリイソシアネートとを水酸基過剰の条件下に反応させてなる水酸基含有ウレタンプレポリマーを、イソシアネート基を有する(メタ)アクリレート類と反応させて得ることもできる。
ポリオールとしては、エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール、ブチレングリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタングリコール、ネオペンチルグリコール、ヘキサントリオール、トリメリロールプロパン、ポリテトラメチレングリコール、アジピン酸とエチレングリコールとの縮重合物等が挙げられる。
ポリイソシアネートとしては、トリレンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート等が挙げられる。
水酸基を有する(メタ)アクリレート類としては、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリテート、4−ヒドロキシブチルアクリレート、ペンタエリスリトールトリアクリレート、ジペンタエリスリトールペンタアクリレート、ジトリメチロールプロパンテトラアクリレート等が挙げられる。
イソシアネート基を有する(メタ)アクリレート類としては、2−メタクリロイルオキシエチルイソシアネート、メタクリロイルイソシアネート等が挙げられる。
ポリエポキシポリ(メタ)アクリレートは、エポキシ樹脂のエポキシ基を(メタ)アクリル酸でエステル化し官能基を(メタ)アクリロイル基としたものであり、ビスフェノールA型エポキシ樹脂への(メタ)アクリル酸付加物、ノボラック型エポキシ樹脂への(メタ)アクリル酸付加物等がある。
分子内に4個以上のアクリロイル基を有する多官能としては、具体的には上記多価アルコールとアクリル酸のエステル化合物が挙げられ、単独または2種以上の混合物が好ましい。
さらに、WO2007/040159に記載されている(メタ)アクリル系重合性組成物を用いることができる。
ここで、上記光の透過率は、例えば、株式会社日立ハイテクノロジーズ製分光光度計、U−4100により測定することができる。
本発明においては、反射防止層の屈折率を光透過性基板の屈折率に近いものとすることにより、易接着層の屈折率が、光透過性基板の屈折率および反射防止層の屈折率となるべく近い値となることが好ましい。これにより、本発明の反射防止フィルムにおいて、反射防止層と易接着層と光透過性基板との各界面に、屈折率の不連続界面が形成され、当該不連続界面において光が反射されることにより、上記反射防止フィルムの反射防止機能が損なわれることを防止することができるからである。中でも、上記易接着層の屈折率は、反射防止層の屈折率および光透過性基板の屈折率との差が0〜0.5の範囲内であることが好ましく、0〜0.2の範囲内であることがより好ましく、0〜0.1の範囲内であることがさらに好ましい。
なお、本発明における易接着層の屈折率の値は、光透過性基板の屈折率および反射防止層の屈折率によって決定されるものであるから、特に好ましい値はないが、通常、1.20〜2.40の範囲内とされる。
帯電防止剤(導電剤)を添加することにより、易接着層の表面における塵埃付着を有効に防止することができる。帯電防止剤(導電剤)の具体例としては、第4級アンモニウム塩、ピリジニウム塩、第1〜第3アミノ基等のカチオン性基を有する各種のカチオン性化合物、スルホン酸塩基、硫酸エステル塩基、リン酸エステル塩基、ホスホン酸塩基等のアニオン性基を有するアニオン性化合物、アミノ酸系、アミノ硫酸エステル系等の両性化合物、アミノアルコール系、グリセリン系、ポリエチレングリコール系等のノニオン性化合物、スズおよびチタンのアルコキシドのような有機金属化合物およびそれらのアセチルアセトナート塩のような金属キレート化合物等が挙げられ、さらに上記に列記した化合物を高分子量化した化合物が挙げられる。また、第3級アミノ基、第4級アンモニウム基、または金属キレート部を有し、かつ、電離放射線により重合可能なモノマーまたはオリゴマー、あるいは官能基を有するカップリング剤のような有機金属化合物等の重合性化合物もまた帯電防止剤として使用できる。
屈折率調整剤を添加することにより、易接着層の光学特性を調整することが可能となる。屈折率調整剤には、低屈折率剤、中屈折率剤、高屈折率剤等が挙げられる。
低屈折率剤を添加した易接着層の屈折率は、1.5未満であり、好ましくは1.45以下で構成されてなるものが好ましい。低屈折率剤の好ましいものとしては、シリカ、フッ化マグネシウムなどの低屈折率無機超微粒子(多孔質、中空など全ての種類の微粒子)、および低屈折率樹脂であるフッ素系樹脂が挙げられる。フッ素系樹脂としては、少なくとも分子中にフッ素原子を含む重合性化合物またはその重合体を用いることができる。重合性化合物は、特に限定されないが、例えば、電離放射線で硬化する官能基、熱硬化する極性基等の硬化反応性の基を有するものが好ましい。また、これらの反応性の基を同時に併せ持つ化合物でもよい。この重合性化合物に対し、重合体とは、上記のような反応性基などを一切もたないものである。
高屈折率剤、中屈折率剤は、易接着層の光学特性をより向上させるために用いられる。高屈折率剤、中屈折率剤の屈折率は1.55〜2.00の範囲内で設定されてよく、中屈折率剤は、その屈折率が1.55〜1.80の範囲内のものを意味し、高屈折率剤は、その屈折率が1.65〜2.00の範囲内のものを意味する。
レベリング剤は、易接着層に、滑り性、防汚性および耐擦傷性の効果を付与することを可能とする。従って、レベリング剤は防汚染剤、撥水剤、撥油剤、指紋付着防止剤として機能するものである。レベリング剤の好ましいものとしては、フッ素系またはシリコーン系等が挙げられる。
防汚染剤は、易接着層の汚れ防止を主目的とし、さらに易接着層に耐擦傷性を付与することが可能となる。防汚染剤の具体例としては、撥水性、撥油性、指紋拭き取り性を発現するような添加剤が有効である。具体例としては、フッ素系化合物、ケイ素系化合物、またはこれらの混合化合物が挙げられる。より具体的には、2−パーフロロオクチルエチルトリアミノシラン等のフロロアルキル基を有するシランカップリング剤等が挙げられ、特に、アミノ基を有するものが好ましくは使用することができる。
紫外線吸収剤としては、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、サリシレート系化合物等が挙げられる。また、赤外線吸収剤としては、ジインモニウム系化合物、フタロシアニン系化合物等が挙げられる。
高硬度化剤、硬度調整剤、および流動性調整剤は、反射防止フィルムで一般的に用いられる機能層で用いられるものであればいずれのものであってもよい。
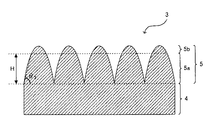
次に、本発明における反射防止層について説明する。本発明における反射防止層は、上記易接着層上に形成され、本発明の反射防止フィルムに反射防止機能を付与するものである。また、本発明における反射防止層は、表面に可視光領域の波長以下の周期で形成された凹凸形状(以下、「モスアイ構造」と称する場合がある。)を有するものであり、上記易接着層上に形成された基底部と、上記基底部上に形成され、上記凹凸形状からなる微細凹凸とを有するものである。
本発明に用いられる微細凹凸は、可視光領域の波長以下の周期で形成された凹凸形状からなるものであり、上記微細凹凸における凸部が、光透過性基板に対してテーパー状に立ち上がる錐台形状の本体部と、上記本体部の頂面を覆うように形成された曲面構造を有する先端部とから構成されるものである。
本発明に用いられる本体部は、光透過性基板に対してテーパー状に立ち上がる錐台形状であるものである。本発明においては、上記錐台形状の本体部を有しているため、良好な反射防止機能を有するとともに、反射防止フィルムを製造する際に用いる金型から抜けやすくなる。金型からの抜けが悪い場合、本体部を形成するための樹脂が金型の微細孔の中に残留するようになる。残留部分に相当する部分が転写された易接着層の表面は、反射防止機能を発現するための凹凸形状がない状態となり、反射防止機能を阻害する原因となる。また、本体部がテーパー形状を有することで機械的強度も向上し、テーパーが小さい場合に比べ、スティッキングが発生しにくい。
本発明における上記テーパー角度とは、本体部の縦断面での側面が直線状の場合、上記側面を近似する直線と、光透過性基板表面に平行な直線とで形成される角度をいい、例えば、図1(b)におけるθ1で表される角度である。
一方、本体部の縦断面での側面が曲線状の場合、本体部の頂面の外周上の点および本体部の底面の外周上の点を最短距離となるように選択して結んだ直線と、光透過性基板表面に平行な直線とで形成される角度をいい、例えば、図2におけるθ2で表される角度である。
ここで、本体部の頂面は、微細凹凸における凸部の側面の曲率が大きく変化する部位の横断面からなる面とし、本体部の底面は、本体部と基底部とが接する面とする。
なお、本発明における上記テーパー角度は、本体部の縦断面を電子顕微鏡により観察して10個分のテーパー角度を測定し、その測定値の平均値とする。また、図2は本発明における反射防止層の一例を示す概略断面図であり、図2における各符号については、図1(b)と同様であるので、ここでの記載は省略する。
本発明における上記本体部の高さとは、基底部表面から、本体部の頂面までの距離をいい、例えば、図1(b)におけるHで表される距離である。なお、本発明における上記本体部の高さは、上述した方法で決定した平均値とする。
N=1×(1−Vm)+Nm×Vm (1)
すなわち、擬似層aの屈折率は、空気と樹脂との、それぞれの体積と屈折率とを考慮した加重平均として与えられる。擬似層b以降も、同様である。擬似層a〜擬似層kへと基材Yに近づくにつれ、擬似層の屈折率は大きくなるが、図3(b)に例示するように、錐形状の屈折率の変化量が曲線的に変化するのに対して、釣鐘形状の屈折率の変化量はほぼ直線的に変化する。これは、モスアイ構造体Xが占める体積の割合は、擬似層aから擬似層kまでの断面積の変化ととらえることができ、この断面積の変化は錐形状の場合、曲線的に変化し、釣鐘形状の場合、ほぼ直線的に変化するからである。そのため、釣鐘形状のモスアイ構造体Xは、錐形状のモスアイ構造体Xに比べて、基材Y近傍の屈折率の変化率が小さいという特徴がある。基材Y近傍の屈折率の変化率が小さい方が、空気と樹脂との屈折率を小さくすることが擬似的に起こり、反射率を小さくすることが可能となる。また、本体部のテーパーが小さい場合、図3(b)に例示するように、擬似層kでの屈折率の変化量は小さいが、擬似層aからc部分での屈折率の変化量が大きくなるため、全体に白っぽくなる傾向がある。したがって、錐形状のモスアイ構造体Xおよびテーパーが小さい形状のモスアイ構造体Xよりも釣鐘形状のモスアイ構造体Xの方が、反射防止機能が優れている。
本発明においては、上記本体部のテーパー角度および上記先端部の曲率半径を適宜調整し、上記微細凹凸における凸部の釣鐘形状を規定することにより、上記擬似層の屈折率分布を最適化することができ、上記微細凹凸を光学的特性に優れたモスアイ構造とすることができる。
本発明に用いられる先端部は、上記本体部の頂面を覆うように形成された曲面構造を有するものである。本発明においては、上記先端部が曲面構造を有することにより、反射防止層における微細凹凸パターンの凸部の最先端部が割れる等の不具合がなく、さらに、型抜き性に優れた反射防止フィルムとすることができる。なお、上記先端部の曲面構造は、反射防止層を形成する際の圧力、反射防止層の樹脂の粘度等で制御することが可能である。
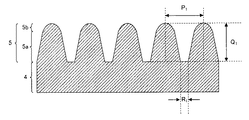
本発明に用いられる凸部は、上記先端部と上記本体部とから構成されるものであり、本発明における反射防止層が備える反射防止機能は、上記凸部が形成された周期、高さ、間隔に依存する。
なお、上記凸部が形成された周期、高さ、および間隔は、それぞれ図5におけるP1、Q1、およびR1で示す通り、それぞれ隣接する凸部における先端部の頂部から先端部の頂部までの距離、凸部における先端部の頂部から本体部の底面までの距離、および隣接する凸部における本体部の底面の外周間の最短距離である。ここで、図5は本発明の反射防止フィルムにおける微細凹凸を特定するパラメーターを説明する概略図であり、図5において説明していない符号については、図1(b)と同様とすることができるので、ここでの記載は省略する。
なお、本発明においては、反射防止層が上記凸部以外の構造体を有していてもよいが、反射防止層における上記凸部の個数の、反射防止層における構造体全体の個数に対する割合は、50%以上であることが好ましく、60%以上であることがより好ましく、75%以上であることがさらに好ましい。上記割合が少なすぎると、反射防止機能、スティッキング耐性および型抜け性が低下してしまうからである。
また、上記凸部の360nm〜760nmの波長領域におけるヘイズ値は、0.1%〜50%の範囲内であることが好ましい。
本発明に用いられる反射防止層における基底部は、上記易接着層上に形成され、上記微細凹凸を支持するものである。
上記基底部の厚みとしては、0.5μm〜150μmの範囲内であることが好ましく、1μm〜100μmの範囲内であることがより好ましく、2μm〜80μmの範囲内であることがさらに好ましい。基底部の厚みが上記範囲内であることにより、反射防止層の収縮応力の程度を低減することができ、上記易接着層および後述する光透過性基板等の種類に関わらず、本発明の反射防止フィルムにカールが生じることを防止することができるからである。また、クッション層としての効果があり、反射防止層の機械的損傷を補強することができる。例えば、反射防止層の機械的強度を高くさせたり、擦傷耐性を向上させ、傷つきにくくさせたりすることができる。さらに、反射防止層と易接着層との密着性を向上させることができる。
本発明における反射防止層は、通常、樹脂からなるものである。反射防止層に用いられる樹脂としては、上述した微細凹凸を形成できるものであれば特に限定されるものではなく、紫外線硬化性樹脂や電子線硬化性樹脂等の電離放射線硬化性樹脂、熱硬化性樹脂、熱可塑性樹脂等を挙げることができる。中でも、本発明においては、電離放射線硬化性樹脂を用いることが好ましい。電離線放射線硬化性樹脂を用いることで、高精度に微細凹凸を作製することができ、反射防止層に良好な反射防止機能を付与することができるからである。
これら少なくとも3つ以上のエチレン性不飽和二重結合を有する化合物のうち、塗膜強度、密着性の観点より、少なくとも6つの官能基を有するポリウレタンポリ(メタ)アクリレート、ポリエポキシポリ(メタ)アクリレート等のポリ(メタ)アクリレート類、分子内に4個以上のアクリロイル基を有する多官能のアクリレート類を好適に使用することができる。
ポリウレタンポリ(メタ)アクリレートは、例えば、ジイソシアネートと水酸基を有する(メタ)アクリレート類と反応させて得られるもの、ポリオールとポリイソシアネートとをイソシアネート基過剰の条件下に反応させてなるイソシアネート基含有ウレタンプレポリマーを、水酸基を有する(メタ)アクリレート類と反応させて得られるものがある。あるいは、ポリオールとポリイソシアネートとを水酸基過剰の条件下に反応させてなる水酸基含有ウレタンプレポリマーを、イソシアネート基を有する(メタ)アクリレート類と反応させて得ることもできる。
ポリオールとしては、エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール、ブチレングリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタングリコール、ネオペンチルグリコール、ヘキサントリオール、トリメリロールプロパン、ポリテトラメチレングリコール、アジピン酸とエチレングリコールとの縮重合物等が挙げられる。
ポリイソシアネートとしては、トリレンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート等が挙げられる。
水酸基をもつ(メタ)アクリレート類としては、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリテート、4−ヒドロキシブチルアクリレート、ペンタエリスリトールトリアクリレート、ジペンタエリスリトールペンタアクリレート、ジトリメチロールプロパンテトラアクリレート等が挙げられる。
イソシアネート基を有する(メタ)アクリレート類としては、2−メタクリロイルオキシエチルイソシアネート、メタクリロイルイソシアネート等が挙げられる。
ポリエポキシポリ(メタ)アクリレートは、エポキシ樹脂のエポキシ基を(メタ)アクリル酸でエステル化し、官能基を(メタ)アクリロイル基としたものであり、ビスフェノールA型エポキシ樹脂への(メタ)アクリル酸付加物、ノボラック型エポキシ樹脂への(メタ)アクリル酸付加物等がある。
分子内に4個以上のアクリロイル基を有する多官能としては、具体的には、上述した多価アルコールとアクリル酸のエステル化合物が挙げられ、単独または2種以上の混合物が好ましい。
さらに、WO2007/040159に記載されている(メタ)アクリル系重合性組成物を用いることができる。
また、上記樹脂には、光重合開始剤を適宜添加することが望ましい。光重合開始剤としては、例えば、アセトフェノン類、ベンゾイン類、ベンゾフェノン類、ホスフィンオキシド類、ケタール類、アントラキノン類、チオキサントン類等が挙げられる。具体的には、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインブチルエーテル、ジエトキシアセトフェノン、ゲンジルジメチルケタール、2−ヒドロキシ−2−メチルプロピオフェノン、1−ヒドロキシシクロヘキシルフェニルケトン、ベンゾフェノン、2,4,6−トリメチルベンゾインジフェニルホスフィンオキシド、ミヒラーズケトン、N,N−ジメチルアミノ安息香酸イソアミル、2−クロロチオキサントン、2,4−ジエチルチオキサントン等が挙げられ、これらの光重合開始剤は2種以上を適宜併用することもできる。
本発明においては、これらの電離放射線硬化性樹脂の中から、後述する光透過性基板の屈折率と近い屈折率を有する樹脂を適宜選択して用いることが好ましい。易接着層の屈折率を、反射防止層の屈折率および光透過性基板の屈折率に近づけることができるからである。
ここで、上記光の透過率は、例えば、株式会社日立ハイテクノロジーズ製分光光度計、U−4100により測定することができる。
次に、本発明における光透過性基板について説明する。本発明における光透過性基板は、ポリエチレンテレフタレート(PET)樹脂からなるものである。また、上記光透過性基板は、上述した易接着層および反射防止層を支持するものであり、上記易接着層および反射防止層と相まって、本発明の反射防止フィルムに所望の反射防止機能を付与するものである。
ここで、上記光の透過率は、例えば、株式会社日立ハイテクノロジーズ製分光光度計、U−4100により測定することができる。
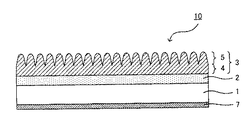
本発明の反射防止フィルムは、図1(a)に例示するように、光透過性基板1上に、易接着層2および反射防止層3が順に形成された構造であってもよく、図6に例示するように、光透過性基板1を挟むように易接着層2および反射防止層3が順に形成された構造であってもよい。なお、図6は本発明の反射防止フィルムの他の例を示す概略断面図であり、図6において説明していない符号については、図1(a)と同様とすることができるので、ここでの記載は省略する。
ここで、上記機能層としてハードコート層が形成されていることにより、本発明の反射防止フィルムの硬度を向上させ、耐久性に優れた反射防止フィルムとすることができることから、本発明の反射防止フィルムを表示装置に用いた場合に、本発明の反射防止フィルムを表示装置の保護フィルムとして用いることも可能になるという利点がある。また、上記機能層としてプライマー層が形成されていることにより、易接着層と反射防止層との密着性を向上させ、易接着層およびプライマー層を介して、反射防止層と光透過性基板との密着性をより向上させることができ、上記機能層として帯電防止層が形成されていることにより、静電気の発生を抑制し、本発明の反射防止フィルムへの埃や汚れの付着を防止することができる。
一方、上記粘着層が形成されていることにより、例えば、本発明の反射防止フィルムを表示装置に用いる場合に、本発明の反射防止フィルムを他の部材に貼り合わせることが容易になるという利点がある。
さらには、上記保護層は、不飽和カルボン酸グラフト変性されたα・オレフィン重合体およびα・オレフィン共重合体、エチレンとアクリル酸またはアクリル酸誘導体との共重合体、エチレンとメタクリル酸またはメタクリル酸誘導体との共重合体、金属イオン架橋されたα・オレフィン重合体またはエチレンとα・オレフィンとの共重合体などを含有する樹脂層から形成されていてもよい。
次に、本発明の反射防止フィルムの製造方法について説明する。本発明の反射防止フィルムの製造方法としては、例えば、本発明の反射防止フィルムの製造方法は、ポリエチレンテレフタレート(PET)樹脂からなる光透過性基板上に、易接着層形成用樹脂組成物を塗工し、乾燥後に上記易接着層形成用樹脂組成物を硬化させることにより、易接着層を形成する易接着層形成工程と、上記易接着層上に、反射防止層形成用樹脂組成物を塗工することにより、上記反射防止層形成用樹脂組成物からなる膜を形成する膜形成工程と、本発明における反射防止層の微細凹凸を形成することが可能な形状を有する金型を用い、上記微細凹凸を形成することが可能な圧力を負荷することにより、上記反射防止層形成用樹脂組成物からなる膜に上記微細凹凸を賦型する賦型工程と、上記圧力を解放した後に、上記反射防止層形成用樹脂組成物を硬化させることにより、反射防止層を形成する反射防止層形成工程と、上記反射防止層から上記金型を剥離する剥離工程とを有する製造方法を挙げることができる。
以下、上記反射防止フィルムの製造方法における各工程について説明する。
本発明の反射防止フィルムの製造方法における易接着層形成工程は、ポリエチレンテレフタレート(PET)樹脂からなる光透過性基板上に、易接着層形成用樹脂組成物を塗工し、乾燥後に上記易接着層形成用樹脂組成物を硬化させることにより、易接着層を形成する工程である。
また、上記易接着層形成用樹脂組成物は、上記樹脂の他に、必要に応じて任意の添加剤を含有していてもよい。このような添加剤としては、例えば、上記「1.易接着層」の項に記載した添加剤を適宜用いることができる。
本発明の反射防止フィルムの製造方法における膜形成工程は、上記易接着層上に、反射防止層形成用樹脂組成物を塗工することにより、上記反射防止層形成用樹脂組成物からなる膜を形成する工程である。
また、上記反射防止層形成用樹脂組成物は、上記樹脂の他に、必要に応じて任意の添加剤を含有していてもよい。このような添加剤としては、例えば、上記「1.易接着層」の項に記載した添加剤と同様のものを適宜用いることができる。
また、溶融型の樹脂の場合には、例えば、190℃におけるメルトフローインデックス(MFI)が、1.0g/10min以上であることが好ましく、3.0g/10min以上であることがより好ましく、5.0g/10min以上であることがさらに好ましい。
本発明の反射防止フィルムの製造方法における賦型工程は、本発明における反射防止層の微細凹凸を形成することが可能な形状を有する金型を用い、上記微細凹凸を形成することが可能な圧力を負荷することにより、上記反射防止層形成用樹脂組成物からなる膜に上記微細凹凸を賦型する工程である。本工程により、光透過性基板に対してテーパー状に立ち上がる錐台形状の本体部と、本体部の頂面を覆うように形成された曲面構造を有する先端部とから構成されてなる微細凹凸における凸部の形状を形成することができる。
本発明の反射防止フィルムの製造方法における反射防止層形成工程は、上記圧力を解放した後に、上記反射防止層形成用樹脂組成物を硬化させることにより、反射防止層を形成する工程である。
本発明の反射防止フィルムの製造方法における剥離工程は、上記反射防止層から上記金型を剥離する工程である。
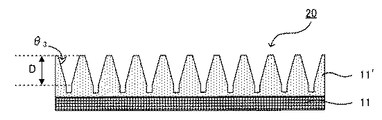
次に、本発明に用いられる反射防止フィルム製造用金型について説明する。本発明に用いられる反射防止フィルム製造用金型としては、例えば、金属基体と、上記金属基体の表面に形成され、複数の微細孔を有する金属酸化膜を備える反射防止フィルム製造用金型であって、上記微細孔の開口部に、深さが60nm〜2000nmの範囲内であるテーパー形状を有するものを挙げることができる。
ここで、微細孔の開口部におけるテーパー形状の深さとは、微細孔の開口表面からテーパー形状の最深部までの距離をいい、図10におけるDで表される距離のことである。微細孔の形状によっては、上記テーパー形状の深さと、微細孔の孔深さとが同一になる場合がある。なお、本発明に用いられる反射防止フィルム製造用金型における上記テーパー形状の深さは、微細孔の縦断面を電子顕微鏡により観察して10個分のテーパー形状の深さを測定し、その測定値の平均値とする。
ここで、微細孔の開口部の縦断面におけるテーパー角度とは、微細孔の縦断面での側壁が直線状の場合、上記側壁を近似する直線と、開口表面に平行な直線とで形成される角度をいい、例えば、図10におけるθ3で表される角度のことである。一方、微細孔の縦断面での側壁が曲線状の場合、微細孔の開口表面の外周上の点および微細孔におけるテーパー形状の最深部の横断面からなる面の外周上の点を最短距離となるように選択して結んだ直線と、開口表面に平行な直線とで形成される角度をいい、図11におけるθ4で表される角度のことである。なお、本発明に用いられる反射防止フィルム製造用金型における上記テーパー角度は、上述した方法で決定した平均値とする。また、図11は本発明に用いられる反射防止フィルム製造用金型の他の例を示す概略断面図であり、図11における各符号は、図10と同様であるので、ここでの記載は省略する。
また、上記微細孔の開口表面の径、すなわち上記微細孔の孔径としては、特に限定されるものではないが、25nm〜500nmの範囲内であることが好ましく、50nm〜250nmの範囲内であることがより好ましい。上記微細孔の孔径が25nm以下の場合、反射防止フィルムにおいて隣り合う構造体の間が大きくなるため、構造体を形成していない部分が多くなり、反射防止機能が悪くなる。なお、本発明に用いられる反射防止フィルム製造用金型における上記孔径は、上述した方法で決定した平均値とする。
金属基体の表面に大きいうねりを作る方法としては、金属基体の表面あるいは金属基体の支持体を粗化し、凹凸を形成する方法、金属基体の表面あるいは金属基体の支持体を粗化し、凹凸を形成した後、スパッタ法、メッキ法、蒸着法で金属基体を積層する方法、金属基体の表面あるいは金属基体の支持体を粗化し、凹凸を形成した後、樹脂を積層し、凹凸をなだらかにした後、スパッタ法、メッキ法、蒸着法で金属基体を積層する方法、金属基体の表面あるいは金属基体の支持体に樹脂を積層し、凹凸を形成した後、金属基体を積層する方法、表面にシリカ、金属または金属酸化物の粒子を含む樹脂を金属基体あるいは金属基体の支持体に積層し、凹凸を形成した後、金属基体を積層する方法等が挙げられる。
金属基体の表面あるいは金属基体の支持体を粗化する方法としては、機械的処理、電気化学的処理、陽極酸化、エンボス法、研磨法、エッチング法、湿式メッキ法、乾式メッキ法、溶射法、フォトリソグラフィ法、表面熱処理法、ゾルゲル法等を適宜単独または組み合わせながら処理する方法が挙げられる。
機械的処理法としては、サンド・ブラスト法、ショット・ブラスト法、グリット・ブラスト法、ガラスビーズ・ブラスト法等のブラスト法、ナイロン、ポリプロピレン、および塩化ビニル樹脂などの合成樹脂からなる合成樹脂毛、不織布、動物毛、スチールワイヤ等のブラシ毛(材)を用いるブラシグレイニング法、金属ワイヤーでひっかくワイヤーグレイニング法、研磨剤を含有するスラリー液を供給しながらブラシ研磨する方法(ブラシグレイン法)、ボールグレイン法、液体ホーニング法等のバフ研磨法、ショットピーニング法等が挙げられる。
電気化学的処理法としては、塩酸、硝酸または硫酸および塩化物イオンまたは硝酸塩イオンを含む電解液水溶液中で、直流または交流を用いて処理する方法がある。
エンボス法としては、大きいうねりとなる形状を表面に付与したロール型や枚葉プレス型を押圧し、その形状を50%以上転写するロールエンボス、枚葉プレス型エンボス等が挙げられる。
研磨法としては、回転型バレルや振動型バレルを用いたバレル研磨法、バフ研磨法、リューター研磨法、砥粒流動研磨法、電解研磨法、化学研磨法、化学複合研磨法、電解複合研磨法、化学機械研磨法、CMP研磨法等が挙げられる。
エッチング法としては、化学エッチング法、電解エッチング法、スパッタ法による乾式エッチング法等が挙げられる。
湿式メッキ法としては、電気メッキ法、無電解メッキ法、溶融亜鉛メッキ法、溶融アルミメッキ法、不溶解性アノード法等が挙げられる。
乾式メッキ法としては、真空蒸着メッキ、抵抗加熱、スパッタリング、イオンプレーティングなどの物理蒸着法(PVD)、常圧熱CVD・減圧熱CVD・プラズマCVDなどの化学蒸着法(CVD)等が挙げられる。
金属、セラミックス、プラスチック、サーメット、カーバイド、アブレイダブルを材料として用いる溶射法としては、溶線式フレーム溶射、粉末式フレーム溶射、溶棒式フレーム溶射、爆発溶射(Dガン)などのフレーム溶射法やアーク溶射、プラズマ溶射(減圧プラズマ式溶射・大気プラズマ式溶射・水プラズマ式溶射)、線爆溶射などの電気式溶射法、高速フレーム溶射法、コールドスプレー溶射法等が挙げられる。
表面熱処理法としては、表面に気泡を形成したり、ブラッシング化させたり、クレーター化させたり、亀裂化させたり、結晶成長処理をさせたり、バルク化させたり、対流散逸パターン化させたり、沈降散逸パターン化させたり、散逸パターン化させたり、粒子の凝集を起こさせたり、ナノバックリング形成させたりするなどの方法で形状を形成する方法が挙げられる。
また、プラズマを用いて表面にうねりを形成するプラズマアッシング方式なども用いることができる。
金属基体またはその支持体に樹脂を積層する方法としては、スプレー法、電着法、ディップ法、ディップコート法、ロールコート法、Tダイコート法、キャストコート法、ブレードコート法、スピンコート法、バーコート法、ワイヤーバーコート法、キャスト法、LB法、静電塗装法、粉体塗装法、チューブやスリーブなどを被覆する方法などの公知の方法を用いることができる。塗工後、適宜乾燥工程や熱またはUVやEBによるハーフキュア工程を入れることができる。
使用される樹脂としては、紫外線硬化性樹脂や電子線硬化性樹脂等の電離放射線硬化性樹脂、熱硬化性樹脂、熱可塑性樹脂等があげられ、例えば、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ポリオレフィン樹脂、スチロール樹脂、ポリアミド樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリウレタン樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリビニルブチラール樹脂、ポリカーボネート樹脂、メラミン樹脂、尿素樹脂、アルキッド樹脂、フェノール樹脂、セルロース樹脂、ジアリルフタレート樹脂、シリコーン樹脂、ポリアリレート樹脂、ポリアセタール樹脂、スチレン−イソプレンゴム、フッ素樹脂等を挙げることができる。また、これらのエラストマーや酸変性物がある。
大きいうねりの形成は、後述する「7.反射防止フィルム製造用金型の製造方法」の項に記載する陽極酸化工程、第1エッチング工程、その後の第2エッチング工程を本処理工程とした場合、本処理工程の前処理として施してよく、また、本処理工程後に処理してもよい。または、本処理工程の前後で行ってもよい。さらには、本処理工程中の陽極酸化工程の後で行ってもよく、または第1エッチング工程の後で行ってもよく、さらに、これらの組み合わせで処理することができる。
次に、本発明に用いられる反射防止フィルム製造用金型の製造方法について説明する。本発明に用いられる反射防止フィルム製造用金型の製造方法としては、例えば、金属基体を用い、陽極酸化法によって上記金属基体の表面に複数の微細孔を有する金属酸化膜を形成する陽極酸化工程と、上記金属酸化膜をエッチングすることにより上記微細孔の開口部にテーパー形状を形成する第1エッチング工程と、上記金属酸化膜を上記第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングすることにより上記微細孔の孔径を拡大する第2エッチング工程とを順次繰り返し実施することによって、上記金属基体の表面に複数の微細孔を形成する微細孔形成工程を有する製造方法を挙げることができる。
ここで、上記微細孔形成工程は、金属基体11を用い(図13(a))、陽極酸化法によって金属基体11の表面に複数の微細孔を有する金属酸化膜11’を形成する陽極酸化工程(図13(b))と、金属酸化膜11’をエッチングすることにより微細孔の開口部にテーパー形状を形成する第1エッチング工程(図13(c))と、金属酸化膜11’を第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングすることにより微細孔の孔径を拡大する第2エッチング工程(図13(d))とを順次繰り返し実施することによって、金属基体11の表面に微細孔を形成するものである。
以下、本発明に用いられる反射防止フィルム製造用金型の製造方法における各工程について説明する。
本発明に用いられる反射防止フィルム製造用金型の製造方法における微細孔形成工程は、金属基体を用い、陽極酸化法によって上記金属基体の表面に複数の微細孔を有する金属酸化膜を形成する陽極酸化工程と、上記金属酸化膜をエッチングすることにより上記微細孔の開口部にテーパー形状を形成する第1エッチング工程と、上記金属酸化膜を上記第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングすることにより上記微細孔の孔径を拡大する第2エッチング工程とを順次繰り返し実施することによって、上記金属基体の表面に複数の微細孔を形成する工程である。
本発明に用いられる反射防止フィルム製造用金型の製造方法に用いられる金属基体としては、その表面に陽極酸化被膜を形成することができる金属、いわゆるバルブ金属からなるものであれば、特に限定されるものではない。このような金属基体としては、アルミニウム、マグネシウム、チタン、シリコン等からなるものを挙げることができ、中でも、アルミニウムからなるものを好適に用いることができる。アルミニウムは酸化されやすく、陽極酸化被膜を形成しやすいからである。上記反射防止フィルム製造用金型の製造方法に用いられる金属基体としては、アルミニウム単体からなるものであってもよく、任意の基材上にアルミニウムからなる層がスパッタ法、蒸着法、メッキ法で最表層となるように形成された構成を有するものであってもよい。金属基体に用いられる基材としては、ゴム、樹脂、金属等からなるものを挙げることができる。
本発明に用いられる反射防止フィルム製造用金型の製造方法における陽極酸化工程は、陽極酸化法によって上記金属基体の表面に複数の微細孔を有する金属酸化膜を形成する工程である。
本発明に用いられる反射防止フィルム製造用金型の製造方法における第1エッチング工程は、上記金属酸化膜をエッチングすることにより上記微細孔の開口部にテーパー形状を形成する工程である。
本工程に用いられる電解液としては、上記陽極酸化工程で用いられたものであるが、具体的には、硫酸水溶液、シュウ酸水溶液、リン酸水溶液、およびこれらの混合液等の酸性電解液を挙げることができ、中でも、取り扱いや管理の面から、シュウ酸水溶液が好ましい。
また、本工程が、上記陽極酸化工程直後に、上記陽極酸化工程で用いられた電解液中で行われる時間、すなわち、上記陽極酸化工程により複数の微細孔を有する金属酸化膜が表面に形成された金属基体を、上記陽極酸化工程で用いられた電解液中にそのまま放置する時間としては、上記微細孔の開口部に所望のテーパー形状を形成することができれば特に限定されるものではないが、例えば、3秒以上であることが好ましく、10秒以上であることがより好ましく、60秒以上であることがさらに好ましい。
なお、本工程により上記微細孔の開口部にテーパー形状を形成することが可能な理由としては、以下のようなことが挙げられる。
<1>陽極酸化を行うと、酸化皮膜を形成しながらポーラス状の円柱形状の孔が形成される。
<2>この酸化皮膜が、化学的溶解を受けると、内部(すなわち下面)に比べ、外部(すなわち上面)の方が、エッチング液にさらされる時間が長くなる。これは、内部に浸入したエッチング液の交換速度が外部のエッチング液よりも遅いためである。
<3>この結果、外部の方がエッチングされる量が多くなり、テーパー形状となる。
本発明に用いられる反射防止フィルム製造用金型の製造方法における第2エッチング工程は、上記金属酸化膜を上記第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングすることにより上記微細孔の孔径を拡大する工程である。上記反射防止フィルム製造用金型の製造方法においては、通常、第2エッチング工程によって、上記微細孔の開口部にテーパー形状は形成されず、第1エッチング工程によって形成されたテーパー形状を有する孔の径を均等に大きくする。
また、上記エッチング液の濃度としては、本工程に用いられるエッチング液の種類、本発明に用いられる反射防止フィルム製造用金型の製造方法に用いられる金属基体等に応じて適宜調整されるものであるが、例えば、0.005M〜2.0Mの範囲内であることが好ましく、0.01M〜1.5Mの範囲内であることがより好ましい。第2エッチング工程に用いられるエッチング液の濃度が上記範囲よりも高いと、第2エッチング工程により金属酸化膜をすべて除去してしまう場合があるからであり、第2エッチング工程に用いられるエッチング液の濃度が上記範囲よりも低いと、第2エッチング工程のエッチングレートが低下し、十分な孔径拡大処理ができないからである。
本工程におけるエッチング時間としては、本工程に用いられるエッチング液、上記反射防止フィルム製造用金型の製造方法に用いられる金属基体等に応じて適宜調整されるものであるが、例えば、1分間〜60分間の範囲内であることが好ましく、2分間〜30分間の範囲内であることがより好ましい。第2エッチング工程のエッチング時間が上記範囲よりも長いと、第2エッチング工程により金属酸化膜をすべて除去してしまい、孔と孔との間の壁が薄くなって強度が弱くなり、樹脂が入り込むと破損してしまう場合があるからであり、第2エッチング工程のエッチング時間が上記範囲よりも短いと、上記微細孔を十分に拡大することができず、所望の形状が得られない場合があるからである。
本工程において、上記陽極酸化工程と、上記第1エッチング工程と、上記第2エッチング工程とを順次繰り返し実施する際の繰り返しの程度としては、反射防止フィルム製造用金型として用いることが可能な程度に均一な微細孔ができるまで、複数回繰り返して行われる。本工程は、上記陽極酸化工程で終わってもよく、上記第2エッチング工程で終わってもよい。
本発明に用いられる反射防止フィルム製造用金型の製造方法は、少なくとも上記微細孔形成工程を有するものであり、必要に応じて他の任意の工程を有していてもよいものである。このような工程としては、離型処理工程、水洗工程、乾燥工程等が挙げられる。
離型処理の方法としては、上記反射防止フィルム製造用金型における金属酸化膜が有する微細孔を埋めない方法であれば特に限定されるものではなく、例えば、離型剤を上記反射防止フィルム製造用金型に塗布する方法、離型剤をスパッタ法で上記反射防止フィルム製造用金型に積層する方法等を挙げることができる。また、離型剤としては、フッ素系化合物、シリコーン系化合物、脂肪族アマイド系化合物、パラフィン系化合物等を挙げることができる。
(反射防止フィルム製造用金型の作製)
まず、純度99.85%の押し出しされたアルミニウムパイプの両端に回転軸を設けたアルミニウムシリンダーを、小さいうねりとして表面粗さRzが30nm、大きいうねりが1μmとなるように研磨後、0.02Mシュウ酸水溶液の電解液中で、化成電圧40V、20℃の条件にて120秒間、陽極酸化を施した。次に、第1エッチング処理として、陽極酸化後の電解液で60秒間エッチング処理を行った。続いて、第2エッチング処理として、1.0Mリン酸水溶液で150秒間孔径拡大処理を行った。さらに上記工程を繰り返し、これらを合計5回追加実施した。これにより、アルミニウムシリンダー上に複数の微細孔を有する陽極酸化アルミナ膜が形成された。最後に、フッ素系離型剤を塗布し、余分な離型剤を洗浄することで、反射防止フィルム製造用金型を得た。
(反射防止フィルムの作製)
光透過性基板として準備した厚さ125μmのポリエチレンテレフタレートフィルム(屈折率1.58)に、乾燥膜状態の屈折率が1.54になるように調整した水分散性熱可塑性ウレタン樹脂を乾燥厚み1μmとなるようにコーティングし、温度80℃で30秒間乾燥し、易接着層を形成した。さらに、その上に固形分100%の紫外線硬化性樹脂組成物(屈折率1.49、粘度500mPa・s)を厚さ20μmとなるように塗布した後、実施例1で得られた反射防止フィルム製造用金型にゴムローラーにより10N/cmの荷重で圧着した。上記金型全体に均一な紫外線硬化性樹脂組成物が塗布されたことを確認し、フィルム側から2000mJ/cm2のエネルギーで紫外線を照射して紫外線硬化性樹脂組成物を光硬化させることにより、反射防止層を形成した。その後、上記金型から剥離して反射防止フィルムを得た。
(反射防止フィルムの作製)
光透過性基板として準備した厚さ125μmのポリエチレンテレフタレートフィルム(屈折率1.58)に、乾燥膜状態の屈折率が1.52になるように調整した、メチルエチルケトン80重量部を含む紫外線硬化性樹脂を乾燥厚み5μmとなるようにコーティングし、温度80℃で30秒間乾燥し、易接着層を形成した。さらに、その上に固形分100%の紫外線硬化性樹脂組成物(屈折率1.49、粘度500mPa・s)を厚さ20μmとなるように塗布した後、実施例1で得られた反射防止フィルム製造用金型にゴムローラーにより10N/cmの荷重で圧着した。上記金型全体に均一な紫外線硬化性樹脂組成物が塗布されたことを確認し、フィルム側から2000mJ/cm2のエネルギーで紫外線を照射して紫外線硬化性樹脂組成物を光硬化させることにより、反射防止層を形成した。その後、上記金型から剥離して反射防止フィルムを得た。
(反射防止フィルムの作製)
光透過性基板として準備した厚さ125μmのポリエチレンテレフタレートフィルム(屈折率1.58)に、乾燥膜状態の屈折率が1.56になるように調整した熱可塑性ポリウレタン樹脂を乾燥厚み0.5μmとなるようにコーティングし、温度80℃で30秒間乾燥し、一層目の易接着層を形成した。次に、その上にトルエン50重量部を含む紫外線硬化性樹脂(屈折率1.52)を乾燥厚み4μmとなるようにコーティングし、温度80℃で30秒間乾燥し、二層目の易接着層を形成した。さらに、その上に固形分100%の紫外線硬化性樹脂組成物(屈折率1.49、粘度500mPa・s)を厚さ20μmとなるように塗布した後、実施例1で得られた反射防止フィルム製造用金型にゴムローラーにより10N/cmの荷重で圧着した。上記金型全体に均一な紫外線硬化性樹脂組成物が塗布されたことを確認し、フィルム側から2000mJ/cm2のエネルギーで紫外線を照射して紫外線硬化性樹脂組成物を光硬化させることにより、反射防止層を形成した。その後、上記金型から剥離して反射防止フィルムを得た。
(反射防止フィルム製造用金型の作製)
まず、厚み150μmからなるニッケル製スリーブの表面に、クロムメッキを厚み80μmとなるように形成し、平滑層とした。その後、小さいうねりとして表面粗さRzが80nmとなるように研磨した後、平滑層にブラスト処理を行い、2μmの大きなうねりを形成した。次に、平滑層の上にスパッタ法により二酸化ケイ素を500Å積層し、さらに、その上に酸化タンタルを500Å積層し、中間層を得た。その後、スパッタ法により中間層の上に厚み2μmの純度99.9%のアルミニウム薄膜層を形成した後、0.05Mリン酸クロム酸水溶液の電解液中で、化成電圧30V、20℃の条件にて120秒間、陽極酸化を施した。次に、第1エッチング処理として、陽極酸化後の電解液で120秒間エッチング処理を行った。続いて、第2エッチング処理として、0.5Mリン酸水溶液で150秒間孔径拡大処理を行った。さらに上記工程を繰り返し、これらを合計6回追加実施した。これにより、アルミニウム薄膜層上に複数の微細孔を有する陽極酸化アルミナ膜が形成された。最後に、フッ素系離型剤を塗布し、余分な離型剤を洗浄することで、反射防止フィルム製造用金型を得た。
(反射防止フィルムの作製)
光透過性基板用樹脂として熱可塑性ポリエチレンテレフタレート樹脂(屈折率1.58)、易接着層用樹脂として屈折率1.56に調整した熱可塑性ポリウレタン樹脂、反射防止層用樹脂として屈折率1.53、溶融粘度20g/10minのリニアローデンポリエチレンを準備した。光透過性基板用樹脂が200μm、易接着層用樹脂が5μm、反射防止層用樹脂が20μmとなるように、250℃でTダイから同時に押し出し、光透過性基板用樹脂/易接着層用汚樹脂/反射防止層用樹脂からなる積層体を反射防止層用樹脂が金型側となるように、実施例2で得られた反射防止フィルム製造用金型にゴムローラーにより10N/cmの荷重で圧着した。上記金型全体に反射防止層用樹脂が充填されたことを確認し、空冷で冷却して積層体を硬化させることにより、光透過性基板、易接着層および反射防止層を形成した。その後、上記金型から剥離して反射防止フィルムを得た。
(反射防止フィルムの作製)
光透過性基板として準備した厚さ125μmのポリエチレンテレフタレートフィルム(屈折率1.58)に、易接着層がない状態で、固形分100%の紫外線硬化性樹脂組成物(屈折率1.49、粘度500mPa・s)を厚さ20μmとなるように塗布した後、実施例1で得られた反射防止フィルム製造用金型にゴムローラーにより10N/cmの荷重で圧着した。上記金型全体に均一な紫外線硬化性樹脂組成物が塗布されたことを確認し、フィルム側から2000mJ/cm2のエネルギーで紫外線を照射して紫外線硬化性樹脂組成物を光硬化させた。その後、上記金型から剥離して反射防止フィルムを得た。
(走査型電子顕微鏡による反射防止フィルム製造用金型断面の観察)
集束イオンビームにより反射防止フィルム製造用金型を垂直に切断し、日立ハイテクノロジーズ製走査型電子顕微鏡S−4500を用いて、上記金型の断面を観察し、得られた画像から、微細孔の孔径、周期、深さ、および開口部の形状を測定した。
(走査型電子顕微鏡による反射防止フィルムの表面および断面の観察)
日立ハイテクノロジーズ製走査型電子顕微鏡S−4500を用いて、反射防止フィルムの表面を観察した。また、ガラス切片で断面を製作し、日立ハイテクノロジーズ製走査型電子顕微鏡S−4500を用いて、上記フィルムの断面を観察し、得られた画像から、微細凹凸における凸部の周期、凸部の高さ、本体部および先端部の形状を計測した。
反射防止フィルムの裏面に黒色テープを貼り付け、島津製作所製自記分光光度計UV−3100を用いて、フィルム表面への5°正反射率を測定した。
反射防止フィルムの裏面に黒色テープを貼り付け、目視にて確認した。
反射防止フィルムを水に浸漬し、取り出した後、24時間風乾させた。表面に水滴が残っていないことを確認し、日立ハイテクノロジーズ製走査型電子顕微鏡S−4500を用いて、上記フィルムの表面を観察した。得られた画像から、スティッキングの発生の有無を確認した。
反射防止フィルムを、ネルで50g/cm2の荷重で擦り、12時間放置後、日立ハイテクノロジーズ製走査型電子顕微鏡S−4500を用いて、上記フィルムの表面を観察した。得られた画像から、構造体の損傷の発生の有無を確認した。
日立ハイテクノロジーズ製走査型電子顕微鏡S−4500を用いて、反射防止フィルムの表面を観察した。得られた画像から、上記フィルム表面の構造体の破損状態を観察した。
JIS K5400記載の碁盤目試験(1mm間隔で100個の碁盤目を入れ、セロファンテープ(ニチバン社製)で剥離する試験)を行った。具体的には、反射防止フィルムの反射防止層側の面に1mm間隔で縦、横に11本の切れ目を入れ、1mm角の碁盤目を100個作り、この上にセロファンテープを貼り付け、90°で素早く剥がし、反射防止層が剥がれずに残った碁盤目の数を数えた。評価方法としては、セロファンテープを常に新しいものにして、5回剥離試験を行い、1回でも50個以上の碁盤目で反射防止層が剥離した場合は、実用性がないと判断した。
フナテック社製の干渉縞検査ランプ(Naランプ)を用いて、反射防止フィルムにおける干渉縞の有無を目視にて検査した。干渉縞の発生が全く見えないもの、あるいはぼんやり見えるものは問題ないと判断し、はっきり見えるものを不良と判断した。
2 … 易接着層
3 … 反射防止層
4 … 基底部
5 … 微細凹凸
5a … 本体部
5b … 先端部
6 … ハードコート層、プライマー層または帯電防止層
7 … 粘着層
8 … 保護層
10 … 反射防止フィルム
11 … 金属基体
11’ … 金属酸化膜
20 … 反射防止フィルム製造用金型
Claims (5)
- ポリエチレンテレフタレート(PET)樹脂からなる光透過性基板と、前記光透過性基板上に形成された易接着層と、前記易接着層上に形成され、表面に可視光領域の波長以下の周期で形成された凹凸形状を有する反射防止層とを有する反射防止フィルムであって、
前記易接着層が、前記光透過性基板の屈折率と、前記反射防止層の屈折率との平均となる屈折率を有し、
前記反射防止層が、前記易接着層上に形成された基底部と、前記基底部上に形成され、前記凹凸形状からなる微細凹凸とを有し、かつ前記微細凹凸における凸部が、前記光透過性基板に対してテーパー状に立ち上がる錐台形状の本体部と、前記本体部の頂面を覆うように形成された曲面構造を有する先端部とから構成されてなることを特徴とする反射防止フィルム。 - 前記易接着層および前記反射防止層の間に、機能層が形成されていることを特徴とする請求項1に記載の反射防止フィルム。
- 前記機能層が、ハードコート層、プライマー層または帯電防止層であることを特徴とする請求項2に記載の反射防止フィルム。
- 前記本体部の縦断面における前記光透過性基板に対するテーパー角度が50°〜87°の範囲内であることを特徴とする請求項1から請求項3までのいずれかの請求項に記載の反射防止フィルム。
- 前記本体部の高さが60nm〜1400nmの範囲内であることを特徴とする請求項1から請求項4までのいずれかの請求項に記載の反射防止フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010279281A JP2012128168A (ja) | 2010-12-15 | 2010-12-15 | 反射防止フィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010279281A JP2012128168A (ja) | 2010-12-15 | 2010-12-15 | 反射防止フィルム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012128168A true JP2012128168A (ja) | 2012-07-05 |
Family
ID=46645265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010279281A Pending JP2012128168A (ja) | 2010-12-15 | 2010-12-15 | 反射防止フィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012128168A (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013083871A (ja) * | 2011-10-12 | 2013-05-09 | Tamron Co Ltd | 反射防止膜及び反射防止膜の製造方法 |
| JP5261598B1 (ja) * | 2012-07-31 | 2013-08-14 | 大日本印刷株式会社 | 反射防止物品、画像表示装置及び反射防止物品の製造用金型 |
| JP5261596B1 (ja) * | 2012-07-31 | 2013-08-14 | 大日本印刷株式会社 | 反射防止物品、画像表示装置及び反射防止物品の製造用金型 |
| JP5261597B1 (ja) * | 2012-07-31 | 2013-08-14 | 大日本印刷株式会社 | 反射防止物品、画像表示装置及び反射防止物品の製造用金型 |
| JP2014032250A (ja) * | 2012-08-01 | 2014-02-20 | Dainippon Printing Co Ltd | 反射防止物品、展示用板材、及びショーケース |
| JP2014032251A (ja) * | 2012-08-01 | 2014-02-20 | Dainippon Printing Co Ltd | 反射防止シール |
| JP2014071220A (ja) * | 2012-09-28 | 2014-04-21 | Dainippon Printing Co Ltd | 絵柄付きフィルム及び表示体 |
| JP2014089308A (ja) * | 2012-10-30 | 2014-05-15 | Dainippon Printing Co Ltd | 反射防止性透明導電フィルム、タッチパネル及び画像表示装置 |
| JP2014092581A (ja) * | 2012-10-31 | 2014-05-19 | Dainippon Printing Co Ltd | 反射防止性透明導電フィルム、タッチパネル及び画像表示装置 |
| JP2014092584A (ja) * | 2012-10-31 | 2014-05-19 | Dainippon Printing Co Ltd | 反射防止性透明導電フィルム、タッチパネル及び画像表示装置 |
| JP2014109635A (ja) * | 2012-11-30 | 2014-06-12 | Canon Inc | 光学用部材及びその製造方法 |
| JP2014194460A (ja) * | 2013-03-28 | 2014-10-09 | Dainippon Printing Co Ltd | 不透明板、表示板、及び表示システム |
| JP2014210368A (ja) * | 2013-04-18 | 2014-11-13 | リケンテクノス株式会社 | 高鮮鋭性加飾シート |
| WO2015053275A1 (ja) * | 2013-10-08 | 2015-04-16 | デクセリアルズ株式会社 | 親油性積層体、及びその製造方法、並びに物品 |
| JP2017044944A (ja) * | 2015-08-28 | 2017-03-02 | キヤノン電子株式会社 | 光学フィルタ及び光量調整装置並びに光学装置 |
| US10689523B2 (en) | 2016-03-14 | 2020-06-23 | Lg Chem, Ltd. | Antireflection film and display device |
| CN112020249A (zh) * | 2019-05-29 | 2020-12-01 | 苹果公司 | 用于显示器应用的纹理化盖组件 |
| US11112599B2 (en) | 2016-03-14 | 2021-09-07 | Lg Chem, Ltd. | Antireflection film having hard coating layer and display device including the same |
| CN114424091A (zh) * | 2019-09-27 | 2022-04-29 | 迪睿合株式会社 | 防反射结构体、带防反射结构体的基材、相机模块和信息终端设备 |
| WO2022124420A1 (ja) * | 2020-12-11 | 2022-06-16 | デクセリアルズ株式会社 | 光学体、光学体の製造方法、積層体及びイメージセンサ |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000112379A (ja) * | 1998-10-02 | 2000-04-21 | Dainippon Printing Co Ltd | ハードコートフィルム及び反射防止フィルム |
| JP2001264520A (ja) * | 2000-03-16 | 2001-09-26 | Dainippon Printing Co Ltd | 反射防止フィルム、偏光素子、および表示装置、ならびに反射防止フィルムの製造方法 |
| JP2003026832A (ja) * | 2001-07-17 | 2003-01-29 | Lintec Corp | 防眩性ハードコートフィルム及びその製造方法 |
| JP2003205564A (ja) * | 2002-01-15 | 2003-07-22 | Dainippon Printing Co Ltd | 反射防止機能付き帯電防止転写箔 |
| JP2004341541A (ja) * | 1994-02-15 | 2004-12-02 | Dainippon Printing Co Ltd | 光学機能性膜、光学機能性フィルム、防眩性反射防止フィルム、その製造方法、偏光板および液晶表示装置 |
| JP2004345333A (ja) * | 2002-06-24 | 2004-12-09 | Fuji Photo Film Co Ltd | プラスチックフイルム及び画像表示装置 |
| JP2005084113A (ja) * | 2003-09-04 | 2005-03-31 | Fuji Photo Film Co Ltd | 防眩性フィルム及びその製造方法、偏光板、画像表示装置 |
| JP2006259711A (ja) * | 2005-02-18 | 2006-09-28 | Canon Inc | 光学用透明部材及びそれを用いた光学系 |
| JP2007148383A (ja) * | 2005-10-31 | 2007-06-14 | Toray Ind Inc | 反射防止フィルムおよび画像表示装置 |
| JP2008209877A (ja) * | 2007-01-31 | 2008-09-11 | Fujifilm Corp | 光学用積層フィルム及び画像表示装置 |
| JP2009540391A (ja) * | 2006-06-13 | 2009-11-19 | スリーエム イノベイティブ プロパティズ カンパニー | 耐久性の高い反射防止フィルム |
| JP2010204630A (ja) * | 2009-02-06 | 2010-09-16 | Dainippon Printing Co Ltd | 偏光板保護フィルム、偏光板、および液晶表示装置 |
-
2010
- 2010-12-15 JP JP2010279281A patent/JP2012128168A/ja active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004341541A (ja) * | 1994-02-15 | 2004-12-02 | Dainippon Printing Co Ltd | 光学機能性膜、光学機能性フィルム、防眩性反射防止フィルム、その製造方法、偏光板および液晶表示装置 |
| JP2000112379A (ja) * | 1998-10-02 | 2000-04-21 | Dainippon Printing Co Ltd | ハードコートフィルム及び反射防止フィルム |
| JP2001264520A (ja) * | 2000-03-16 | 2001-09-26 | Dainippon Printing Co Ltd | 反射防止フィルム、偏光素子、および表示装置、ならびに反射防止フィルムの製造方法 |
| JP2003026832A (ja) * | 2001-07-17 | 2003-01-29 | Lintec Corp | 防眩性ハードコートフィルム及びその製造方法 |
| JP2003205564A (ja) * | 2002-01-15 | 2003-07-22 | Dainippon Printing Co Ltd | 反射防止機能付き帯電防止転写箔 |
| JP2004345333A (ja) * | 2002-06-24 | 2004-12-09 | Fuji Photo Film Co Ltd | プラスチックフイルム及び画像表示装置 |
| JP2005084113A (ja) * | 2003-09-04 | 2005-03-31 | Fuji Photo Film Co Ltd | 防眩性フィルム及びその製造方法、偏光板、画像表示装置 |
| JP2006259711A (ja) * | 2005-02-18 | 2006-09-28 | Canon Inc | 光学用透明部材及びそれを用いた光学系 |
| JP2007148383A (ja) * | 2005-10-31 | 2007-06-14 | Toray Ind Inc | 反射防止フィルムおよび画像表示装置 |
| JP2009540391A (ja) * | 2006-06-13 | 2009-11-19 | スリーエム イノベイティブ プロパティズ カンパニー | 耐久性の高い反射防止フィルム |
| JP2008209877A (ja) * | 2007-01-31 | 2008-09-11 | Fujifilm Corp | 光学用積層フィルム及び画像表示装置 |
| JP2010204630A (ja) * | 2009-02-06 | 2010-09-16 | Dainippon Printing Co Ltd | 偏光板保護フィルム、偏光板、および液晶表示装置 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013083871A (ja) * | 2011-10-12 | 2013-05-09 | Tamron Co Ltd | 反射防止膜及び反射防止膜の製造方法 |
| US9709704B2 (en) | 2011-10-12 | 2017-07-18 | Tamron Co., Ltd. | Anti-reflection film and method for manufacturing anti-reflection film |
| JP5261598B1 (ja) * | 2012-07-31 | 2013-08-14 | 大日本印刷株式会社 | 反射防止物品、画像表示装置及び反射防止物品の製造用金型 |
| JP5261596B1 (ja) * | 2012-07-31 | 2013-08-14 | 大日本印刷株式会社 | 反射防止物品、画像表示装置及び反射防止物品の製造用金型 |
| JP5261597B1 (ja) * | 2012-07-31 | 2013-08-14 | 大日本印刷株式会社 | 反射防止物品、画像表示装置及び反射防止物品の製造用金型 |
| JP2014032250A (ja) * | 2012-08-01 | 2014-02-20 | Dainippon Printing Co Ltd | 反射防止物品、展示用板材、及びショーケース |
| JP2014032251A (ja) * | 2012-08-01 | 2014-02-20 | Dainippon Printing Co Ltd | 反射防止シール |
| JP2014071220A (ja) * | 2012-09-28 | 2014-04-21 | Dainippon Printing Co Ltd | 絵柄付きフィルム及び表示体 |
| JP2014089308A (ja) * | 2012-10-30 | 2014-05-15 | Dainippon Printing Co Ltd | 反射防止性透明導電フィルム、タッチパネル及び画像表示装置 |
| JP2014092581A (ja) * | 2012-10-31 | 2014-05-19 | Dainippon Printing Co Ltd | 反射防止性透明導電フィルム、タッチパネル及び画像表示装置 |
| JP2014092584A (ja) * | 2012-10-31 | 2014-05-19 | Dainippon Printing Co Ltd | 反射防止性透明導電フィルム、タッチパネル及び画像表示装置 |
| WO2014084328A3 (en) * | 2012-11-30 | 2014-10-09 | Canon Kabushiki Kaisha | Anti-reflective fim comprising an maleimide-copolymer based intermediate layer |
| CN104813199A (zh) * | 2012-11-30 | 2015-07-29 | 佳能株式会社 | 光学部件及其制造方法 |
| JP2014109635A (ja) * | 2012-11-30 | 2014-06-12 | Canon Inc | 光学用部材及びその製造方法 |
| JP2014194460A (ja) * | 2013-03-28 | 2014-10-09 | Dainippon Printing Co Ltd | 不透明板、表示板、及び表示システム |
| JP2014210368A (ja) * | 2013-04-18 | 2014-11-13 | リケンテクノス株式会社 | 高鮮鋭性加飾シート |
| WO2015053275A1 (ja) * | 2013-10-08 | 2015-04-16 | デクセリアルズ株式会社 | 親油性積層体、及びその製造方法、並びに物品 |
| JP2017044944A (ja) * | 2015-08-28 | 2017-03-02 | キヤノン電子株式会社 | 光学フィルタ及び光量調整装置並びに光学装置 |
| US10689523B2 (en) | 2016-03-14 | 2020-06-23 | Lg Chem, Ltd. | Antireflection film and display device |
| US11112599B2 (en) | 2016-03-14 | 2021-09-07 | Lg Chem, Ltd. | Antireflection film having hard coating layer and display device including the same |
| CN112020249A (zh) * | 2019-05-29 | 2020-12-01 | 苹果公司 | 用于显示器应用的纹理化盖组件 |
| CN112020249B (zh) * | 2019-05-29 | 2022-05-13 | 苹果公司 | 用于显示器应用的纹理化盖组件 |
| CN114424091A (zh) * | 2019-09-27 | 2022-04-29 | 迪睿合株式会社 | 防反射结构体、带防反射结构体的基材、相机模块和信息终端设备 |
| WO2022124420A1 (ja) * | 2020-12-11 | 2022-06-16 | デクセリアルズ株式会社 | 光学体、光学体の製造方法、積層体及びイメージセンサ |
| CN116547147A (zh) * | 2020-12-11 | 2023-08-04 | 迪睿合电子材料有限公司 | 光学体、光学体的制造方法、层积体及图像传感器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4849183B1 (ja) | 反射防止フィルム製造用金型の製造方法 | |
| JP2012128168A (ja) | 反射防止フィルム | |
| JP5686070B2 (ja) | 反射防止フィルムの製造方法 | |
| JP5673138B2 (ja) | 印刷物 | |
| JP2013142821A (ja) | 反射防止フィルム | |
| KR101361900B1 (ko) | 미세 요철 구조를 표면에 갖는 물품의 제조 방법 | |
| KR101421756B1 (ko) | 광학 적층체, 편광판 및 화상 표시 장치 | |
| EP2554366B1 (en) | Laminate and production method for same | |
| JP6032196B2 (ja) | スタンパの製造方法、および成形体の製造方法 | |
| JP5691951B2 (ja) | 積層体及びその製造方法 | |
| US9890466B2 (en) | Method for producing mold for nanoimprinting and anti-reflective article | |
| TWI569947B (zh) | 活性能線硬化性樹脂組合物及表面具有微細凹凸結構 的物品的製造方法 | |
| KR20150125704A (ko) | 적층 구조체 및 그의 제조 방법과 물품 | |
| JP2011090326A (ja) | 透明成形体およびこれを用いた反射防止物品 | |
| JP6409497B2 (ja) | 撥水撥油性部材 | |
| CN102859047A (zh) | 模具、其制造方法、表面具有微细凹凸结构的物品及其制造方法 | |
| JP2011026449A (ja) | 積層体、およびこれを有する物品 | |
| JP5943311B2 (ja) | 印刷物、及びその製造方法 | |
| JP2012252224A (ja) | 反射防止フィルム | |
| JP2009271298A (ja) | 防曇性透明部材、およびこれを具備した物品 | |
| JP5789979B2 (ja) | 反射防止フィルム製造用金型 | |
| US9821494B2 (en) | Mold release treatment method and method for producing anti-reflective film | |
| JP5810591B2 (ja) | 積層体ならびに反射防止物品および撥水性物品 | |
| JP2017047595A (ja) | 加飾シート、加飾成形品、および加飾成形品の製造方法 | |
| JP2016043030A (ja) | 粉体化粧料容器、及び粉体化粧料用テスター陳列台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140926 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150501 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150513 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20150619 |