JP2012131179A - 熱硬化性樹脂成形用金型および成形方法 - Google Patents
熱硬化性樹脂成形用金型および成形方法 Download PDFInfo
- Publication number
- JP2012131179A JP2012131179A JP2010286785A JP2010286785A JP2012131179A JP 2012131179 A JP2012131179 A JP 2012131179A JP 2010286785 A JP2010286785 A JP 2010286785A JP 2010286785 A JP2010286785 A JP 2010286785A JP 2012131179 A JP2012131179 A JP 2012131179A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- heater
- cavity
- opening surface
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】熱硬化性樹脂の成形の際に生じる樹脂漏れによるバリを抑制可能とする。
【解決手段】金型10,20が型締めした場合において、キャビティ部30とキャビティ部周辺の型開き面12,22とを備え、前記周辺型開き面は両金型の間に隙間を有す。また、金型には、キャビティ部近傍に第1ヒーター51,53を前記周辺型開き面の近傍に第2ヒーター52,54を備えるとともに、金型側面に断熱板55,56を備えている。第2ヒーターには第1ヒーターよりも高い温度とした熱媒体が流れ、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行った金型を用いて熱硬化性樹脂の成形を行なう。
【選択図】図1
【解決手段】金型10,20が型締めした場合において、キャビティ部30とキャビティ部周辺の型開き面12,22とを備え、前記周辺型開き面は両金型の間に隙間を有す。また、金型には、キャビティ部近傍に第1ヒーター51,53を前記周辺型開き面の近傍に第2ヒーター52,54を備えるとともに、金型側面に断熱板55,56を備えている。第2ヒーターには第1ヒーターよりも高い温度とした熱媒体が流れ、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行った金型を用いて熱硬化性樹脂の成形を行なう。
【選択図】図1
Description
本発明は、熱硬化性樹脂成形用金型および成形方法に関するもので、特に射出成形法に適した金型装置および成形方法に関するものである。
一般の射出成形用の金型装置において、バリの発生を抑制するための様々な発明が開示されている。例えば特許文献1では、型締め時に金型の合わせ面の全体に型締力が均等に作用して、成形時にバリの発生等による成形不良を抑制する方法を開示する。特許文献2では、保圧切換時において直ちに成形機側の油圧を制御することなく、金型キャビティ内へ樹脂が十分に充填されるまでの間、キャビティ内の圧力で制御することにより、バリやヒケ等の発生しない最適な成形品を成形することができる射出成形機の保圧制御方法および装置を開示する。
また、特許文献3では熱硬化性樹脂の成形方法において、成形品の必要形状の成形に関与しない金型の不要な隙間部分の付近を局所的に加熱して、その部分の樹脂の硬化を素早く行い、不要な隙間部分への樹脂の漏れを減少させることで、バリの発生を極力防止することのできる熱硬化性樹脂の成形方法が開示されている。
しかし、特許文献1〜3に記載されている方法によって、熱硬化性樹脂成形材料を成形する際のバリの発生を完全に防止することは容易ではない。その理由は、熱硬化性樹脂成形材料用の金型においては、一般に金型内ヒーターを設置し、これにより加熱および温度調整を行なう。溶融した成形材料が金型キャビティ内に注入される際、熱硬化性樹脂成形材料は、熱可塑性樹脂成形材料に比べて粘度が低い。そのため、金型キャビティ温度が成形材料が速やかに硬化する温度に加熱されていると、金型内に注入された成形材料は金型の型開き面へ侵入し、バリとなる。
特許文献1の方法によれば、型締め力を強くすることで型開き面の隙間の不均一を解消することができるが、金型の型開き面における隙間を無くすことは難しい。特許文献2の方法によれば、キャビティ内の圧力で制御したとしても、型開き面に侵入した成形材料についてはバリとなる。特に、特許文献1および特許文献2の方法は、溶融した成形材料が金型キャビティ内に注入される際、熱可塑性樹脂成形材料に比べて粘度が低い熱硬化性樹脂成形材料の成形においては、金型キャビティ内から型開き面に侵入する成形材料によるバリについては考慮されていない。
特許文献3の方法によれば熱可塑性樹脂成形材料に比べて粘度が低い熱硬化性樹脂成形材料を成形する点について考慮されている。しかしながら、金属材料のインサート成形に関するもので、そのインサートする金属を過熱することを必須とするため、金属材料をインサートしない熱硬化性樹脂の成形については考慮されていない。
そこで本発明は上記問題に鑑みてなされたもので、その目的とする処は、インサート成形方法を用いない熱硬化性樹脂の射出成形法を採用した場合において、低粘度の成形樹脂がキャビティ内から型開き面に侵入してバリが発生するのを防ぐことができる金型装置および成形方法を提供することにある。
上記目的を達成するため本発明は、固定側金型と可動側金型とを有し、成形品形状としたキャビティを有する金型装置において、
前記両金型が型締めした場合に、キャビティ部とキャビティ部周辺の型開き面とを備え、前記周辺型開き面は両金型の間に隙間を有しており、
前記両金型の少なくとも一方には、前記キャビティ部近傍に第1ヒーターを前記周辺型開き面の近傍に第2ヒーターを備えるとともに、金型側面に断熱板を備えており、
前記周辺型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを有する場合には、前記第2ヒーターが第1ヒーターよりも高密度且つ型開き面の近くに位置するように設けられており、
第2ヒーターは、第1ヒーターよりも高い温度としたことを特徴とする熱硬化性樹脂成形用金型を提供する。
前記両金型が型締めした場合に、キャビティ部とキャビティ部周辺の型開き面とを備え、前記周辺型開き面は両金型の間に隙間を有しており、
前記両金型の少なくとも一方には、前記キャビティ部近傍に第1ヒーターを前記周辺型開き面の近傍に第2ヒーターを備えるとともに、金型側面に断熱板を備えており、
前記周辺型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを有する場合には、前記第2ヒーターが第1ヒーターよりも高密度且つ型開き面の近くに位置するように設けられており、
第2ヒーターは、第1ヒーターよりも高い温度としたことを特徴とする熱硬化性樹脂成形用金型を提供する。
請求項1に記載の発明によれば、キャビティ部周辺型開き面の温度がキャビティ部よりも高くすることにより、この部分での流動性の高い熱硬化性樹脂成形材料が、部分的に硬化が促進され、結果として流動性が低下する。これにより周辺型開き面への樹脂漏れが抑えられることとなり、成形品のバリが防止される。
また、本発明は、熱硬化性樹脂を金型に射出し加熱することにより成形を行なう熱硬化性樹脂の成形方法において、
前記金型は、固定側金型と可動側金型とを有し、成形品形状としたキャビティを有し、
前記両金型が型締めした場合に、キャビティ部とキャビティ部周辺の型開き面とを備え、前記周辺型開き面は両金型の間に隙間を有しており、
前記両金型の少なくとも一方には、前記キャビティ部近傍に第1ヒーターを前記周辺型開き面の近傍に第2ヒーターを備えるとともに、金型側面に断熱板を備えており、
前記周辺型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを有する場合には、前記第2ヒーターが第1ヒーターよりも高密度且つ型開き面の近くに位置するように設けられており、
第2ヒーターは、第1ヒーターよりも高い温度にすると共に、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行い、
前記温度制御を実施した金型内に熱硬化性樹脂材料を射出して成形を行なうことを特徴とする熱硬化性樹脂の成形方法を提供する。
前記金型は、固定側金型と可動側金型とを有し、成形品形状としたキャビティを有し、
前記両金型が型締めした場合に、キャビティ部とキャビティ部周辺の型開き面とを備え、前記周辺型開き面は両金型の間に隙間を有しており、
前記両金型の少なくとも一方には、前記キャビティ部近傍に第1ヒーターを前記周辺型開き面の近傍に第2ヒーターを備えるとともに、金型側面に断熱板を備えており、
前記周辺型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを有する場合には、前記第2ヒーターが第1ヒーターよりも高密度且つ型開き面の近くに位置するように設けられており、
第2ヒーターは、第1ヒーターよりも高い温度にすると共に、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行い、
前記温度制御を実施した金型内に熱硬化性樹脂材料を射出して成形を行なうことを特徴とする熱硬化性樹脂の成形方法を提供する。
上記した熱硬化性樹脂の成形方法の発明によれば、キャビティ部周辺型開き面の温度をキャビティ部よりも高い極大値を有するように温度制御する。そしてこの温度制御がされた状態にて熱硬化性樹脂材料を射出して成形を行なうので、キャビティ部周辺型開き面では熱硬化性樹脂成形材料が部分的に硬化を促進され、結果として流動性が低下する。これにより周辺型開き面への樹脂漏れが抑えられることとなり、成形品のバリの発生を抑制した成形を行なうことができる。したがって、バリが金型内に残って成形不良となったり、成形後に行なうバリ取り工程時間を短縮することができる。
本発明の熱硬化性樹脂成形用金型および成形方法は、成形品のバリの発生を抑制することができる、という利点がある。
以下、本発明の一実施形態である灯具について図1〜図5を参照しながら説明する。
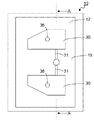
図1は本発明の実施の形態に係る固定側金型の型開き面を示す平面図。図2および図3は図1のA−A線断面とした金型装置100の断面図であり、図2が型開きした状態、図3が型締めした状態を示す。
この金型装置100は、固定側金型20と、固定側金型20に対して当接および型開きするように移動可能な可動側金型10を有している。図1に示すように可動側金型10には、可動側金型10と固定側金型20が当接した状態(型閉め状態)において、両金型10,20の間に所望の製品形状に対応する形状に形成されたキャビティ30が構成される。本実施の形態においてキャビティ30は自動車用灯具の反射鏡とされ、本実施の形態では2個の製品を同時に成形可能としている。なお、符号35は反射鏡が成形された場合においてハロゲン電球などの光源を取付けるための光源取り付け部に相当する部分であり、固定側金型20と当接する島状金型面である。
この金型装置100は、固定側金型20と、固定側金型20に対して当接および型開きするように移動可能な可動側金型10を有している。図1に示すように可動側金型10には、可動側金型10と固定側金型20が当接した状態(型閉め状態)において、両金型10,20の間に所望の製品形状に対応する形状に形成されたキャビティ30が構成される。本実施の形態においてキャビティ30は自動車用灯具の反射鏡とされ、本実施の形態では2個の製品を同時に成形可能としている。なお、符号35は反射鏡が成形された場合においてハロゲン電球などの光源を取付けるための光源取り付け部に相当する部分であり、固定側金型20と当接する島状金型面である。
可動側金型10には、成形する反射鏡形状に対応した凹部をなすキャビティ30,30と、型開き面12にキャビティ30内に成形用樹脂を射出するための流路となるランナー31が設けられている。また、可動側金型10は入れ子構造とされておりキャビティ30,30は入れ子型15に設けてある。
固定側金型20には、スプルー33が設けられるともにキャビティ30内に成形用樹脂を射出するための射出機構40が接続される。スプルー33内には、半固形状態の樹脂が射出機構40により流入される。流入される樹脂材料はヒーター等により加熱され液状となり、ゲート32を介してランナー31を通ってキャビティ30,30に流入する。
また、固定側金型20の型開き面22には、可動側金型10のキャビティ30に対応する凸形状が形成されている。
また、固定側金型20の型開き面22には、可動側金型10のキャビティ30に対応する凸形状が形成されている。
可動側金型10はベースプレート11を介して金型装置に取り付け固定され、固定側金型20はベースプレート21を介して金型装置に取り付け固定される。両金型は図示しない可動機構および加圧機構に接続され、型閉め状態において所定の圧力を保持可能に取り付けられている。
固定側金型20に対し可動側金型10を型締めしたときに、キャビティ30,30が形成される。この状態で、射出機構40から樹脂をスプルー33、ランナーを通してキャビティ30,30に液状の成形用樹脂を射出する。
ここまでの構成は、従来の金型装置と同様であるが、本実施の形態においては温度調整機構50を備えている。図4および図5は、温度調整機構50を説明するための説明図であり、図1および図3では説明を省略した温度調整機構50を示す。
図4(a)は、図1のA−A断面にて示す金型装置100の断面図、図4(b)は図4(a)の温度分布を示す説明図である。図5は可動側金型の平面図においてヒーターを点線にて図示し説明するものである。
図4(a)は、図1のA−A断面にて示す金型装置100の断面図、図4(b)は図4(a)の温度分布を示す説明図である。図5は可動側金型の平面図においてヒーターを点線にて図示し説明するものである。
本実施の形態では、図4(a)に示すように温度調整機構50として、金型10,20に複数系統の温度調整用のヒーター51,52,53,54および断熱板55,56,57を備える。第1ヒーター51は、型開き面12に近接して可動側金型20のキャビティ30の近傍に設け、第1ヒーター53は、型開き面22に近接して固定側金型20のキャビティ30の近傍に設ける。
第2ヒーター52は、型開き面12に近接して可動側金型10のキャビティ30の外周の近傍領域に設け、第2ヒーター54は、型開き面22に近接して固定側金型20のキャビティ30の外周の近傍領域に設ける。また、第2ヒーター52は、少なくともキャビティ30の外周の近傍においては、第1ヒーター51よりも型開き面12側に設けられている。キャビティ30の凹部の凹みが深い場合には凹部近傍まで第2ヒーター54を設けることが好ましく、スプルー33と平行な方向に設置して金型凸部を加熱することが好ましい。
図4(a)において二重丸にて図示した第2ヒーター52,54は、キャビティ30の周囲に近接して設け、第1ヒーター51,53よりも温度を高くする。第1ヒーター51,53および第2ヒーター52,54は、図示しない温度制御装置によって所定の温度に制御される。ヒーターとしてはカートリッジヒーターを用いると良い。カートリッジヒーターを用いることで金型構造を簡素化できるとともにキャビティ近傍の金型面近くにまでヒータを設置することができ、温度制御性が向上するからである。
また、キャビティ周辺、特にキャビティ30と金型側面との間においては、第1ヒーターを設けずに第2ヒーター52,54のみを設けている。特に、入れ子構造とした場合においては入れ子型15以外の可動型の温度を高くすることで入れ子型の型開き面12を入れ子型に第2ヒーターを設けることなく効率的に温度を高くすることができ、総じて金型コストを低減することができる。
また、キャビティ周辺の型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを設ける場合には、前記第2ヒーターが第1ヒーターよりも高密度に、且つ、第2ヒーターを型開き面の近くに位置するように設けることで、第2ヒーターのみを設けた場合と同様に、キャビティ30と金型側面との間においては、第1ヒーターを設けずに第2ヒーター52,54のみを設けている。これにより、キャビティ30と金型側面との間における温度カーブを後述する図4(b)のように急激な極大値としやすくすることができる。
断熱板55,56,57は、固定側金型20および可動側金型10の各々の周囲側面を覆うように各々の金型に設けられている。断熱板55,56,57は、例えばクロム−モリブテン鋼などの金型10,20材料(鉄)よりも熱伝導性が低く融点が高い材料を用いる。断熱板55,56を金型10,20の側面に設けることで、熱硬化性樹脂材料を射出したときにおける加熱硬化時間を短縮することができる。特に、キャビティ30の外周縁の温度低下を抑制し、外周縁における熱硬化速度を速めることができる。
一般に射出成形では高速で高圧な成形を行なうため、金型の合わせ面から樹脂漏れが生じることがある。樹脂の漏れが生じないようにするために金型内にかける射出圧力を小さくすると、エアーなどの細かい気泡が樹脂製品内に残り、製品機能上の問題を発生させることもある。特に、熱硬化性樹脂の射出成形においては、金型温度が高温であり、樹脂の硬化前はほとんどが液状であるため、樹脂漏れが生じてバリが発生し易い。
一方、この金型を用いて熱硬化性樹脂を射出成形する場合、キャビティ30内へ成形用樹脂が流入する間、キャビティ30は第1ヒーター51,53により加熱され硬化する。また、キャビティ30の外周縁においては、第2ヒーター52,54により第1ヒーター51,53よりも高い温度に加熱される。したがって、キャビティ30の外周縁における硬化を促進させることができる。これにより、成形製品の外周部における粘度を高くしてキャビティ30の外周縁における金型間の隙間への樹脂漏れを低減することが可能となる。
反射鏡をBMCにて成形する場合においては、バリが分離して反射面に付着すると、反射鏡としての機能が損なわれる。したがって、バリが極力発生しないことが好ましい。本実施の形態においてはキャビティ(反射鏡)の外周縁でのバリ発生を抑制することができる。したがって、外周からバリが分離して反射面に付着することで生じる不具合を解消することができ得る。なお、BMCはBulk Molding Compoundの略で、不飽和ポリエステル樹脂に各種の添加剤が加えられたものをいい、反射鏡に用いるBMCとしてガラスフィラーを混和したものを用いる。
また、反射鏡としてお碗形状の凹部反射鏡とし、凹部底面に光源挿入用の開口を有する自動車用灯具の反射鏡を成形する場合において、凹部底面の開口にバリが生じると、光源を挿入する際にバリが剥がれ、反射鏡としての機能を損なう。したがって、凹部底面の開口にバリが生じないようにすることが好ましい。
したがって、かかる場合には島状金型面35の近傍にも第2ヒーターを設け、島状金型面35の温度がキャビティ部よりも高温度で、且つ、極大値を示すように温度制御を行なうことが好ましい。極大値を示す温度制御を行なうことで、金型間の隙間への樹脂漏れを効率的に低減することが可能となる。
したがって、かかる場合には島状金型面35の近傍にも第2ヒーターを設け、島状金型面35の温度がキャビティ部よりも高温度で、且つ、極大値を示すように温度制御を行なうことが好ましい。極大値を示す温度制御を行なうことで、金型間の隙間への樹脂漏れを効率的に低減することが可能となる。
次に具体的な実施例について説明する。
(実施例)
あらかじめ第1ヒーター51,53により150℃に加熱した固定側金型20および可動側金型10内に、75トン射出成形機にて射出した。また、型締め状態において全体に0.05mmの隙間を金型10,20間に作った。成形用樹脂として昭和電工(株)社製のリゴラックBMCを使用した。リゴラックBMCは、塊粘土状の熱硬化性樹脂材料であり、長さ20〜30mmの0.01mmΦより小さい外径のガラスフィラーを混入して用いた。金型の長手方向の幅は約700mmであり、入れ子型15の端から可動側金型10の外周端までの距離は約100mmとした金型を用いた。
(実施例)
あらかじめ第1ヒーター51,53により150℃に加熱した固定側金型20および可動側金型10内に、75トン射出成形機にて射出した。また、型締め状態において全体に0.05mmの隙間を金型10,20間に作った。成形用樹脂として昭和電工(株)社製のリゴラックBMCを使用した。リゴラックBMCは、塊粘土状の熱硬化性樹脂材料であり、長さ20〜30mmの0.01mmΦより小さい外径のガラスフィラーを混入して用いた。金型の長手方向の幅は約700mmであり、入れ子型15の端から可動側金型10の外周端までの距離は約100mmとした金型を用いた。
第2ヒーター52,54の温度を、第1ヒーター51,53よりも高く設定し、キャビティ30の外周縁温度が180℃となるようにした。
この状態にて、溶融状態のBMC材料を射出して成形したところ、製品外周縁にバリは認められなかった。
この状態にて、溶融状態のBMC材料を射出して成形したところ、製品外周縁にバリは認められなかった。
また、固定側金型20と可動側金型10の型合わせ面12の間の隙間を0.1mmとした金型において、同じ樹脂材料を用いて成形したところ、僅かにバリ発生が認められたが製品外周縁に製品歩留まりに影響するバリは認められなかった。
(比較例)
実施例と同じ固定側金型20および可動側金型10内に、同じBMCを75トン射出成形機にて射出した。射出成形条件は実施例と同一条件とした。このとき、第1ヒーター51,53のみでなく第2ヒーター52,54にも同じ温度とした。また、断熱板55,56,57は取付けなかった。この状態にて、溶融状態のBMC材料を射出して成形したところ、製品外周縁にバリが認められ、また、ランナー周囲にはほぼ全てにバリが認められた。なお、金型間の隙間は0.05mmとした。
実施例と同じ固定側金型20および可動側金型10内に、同じBMCを75トン射出成形機にて射出した。射出成形条件は実施例と同一条件とした。このとき、第1ヒーター51,53のみでなく第2ヒーター52,54にも同じ温度とした。また、断熱板55,56,57は取付けなかった。この状態にて、溶融状態のBMC材料を射出して成形したところ、製品外周縁にバリが認められ、また、ランナー周囲にはほぼ全てにバリが認められた。なお、金型間の隙間は0.05mmとした。
図4(b)は、実施例および比較例の実験条件における金型表面温度を示す実測値である。T1は実施例の場合の金型測定温度を示し、T2が比較例の場合の金型測定温度を示す。実施例の場合には、断熱板55,56,57を設け、かつキャビティ30と断熱板55,56の間のキャビティ外周領域において第2ヒーター52,54を第1ヒーター51,53よりも高密度に配設している。それにより、キャビティ30の外周縁にて温度ピークが極大値を示す。一方、比較例においては、第1ヒーター51,53および第2ヒーター52,54は同じ温度の加熱媒体を流し、断熱板55,56を設けていないので、外周縁の金型表面温度が低下している。両者の温度差ΔTは約40℃であった。
図4(b)に示すように製品部と製品外周との温度差を急激に設ける。特に、製品外周E点と断熱板55,56の間に製品部温度(150℃)よりも高いピーク温度(180℃)となるようにしたことにより、製品外周における樹脂硬化を促進させて樹脂粘度を高めることができた。なお、実施例と同じ条件で断熱板55,56,57のみを外した条件にて成形した場合には、比較例に比べてバリ発生は少なくなったがバリが発生し、バリ取り工程を行なわないと製品として使用できないレベルであった。
本発明に係る金型装置によれば、樹脂が両金型の隙間に侵入するのを抑制することができる。バリ発生の少ない成形品を得ることができ得る。また、金型間の隙間を0.1mm以下としてもバリ発生の少ない成形品を得ることができ得るので、金型の隙間精度を高くしなくても良く、安価な金型構造にてバリを抑制することができる。
上記実施形態はあらゆる点で単なる例示にすぎない。これらの記載によって本発明は限定的に解釈されるものではない。例えば、第1ヒーターおよび第2ヒーターのほかに、両流路の間の温度に加熱するための第3ヒーターを設けるもの、ヒーターとしてカートリッジヒーター以外の加熱手段、例えば加熱流体を流すことによる加熱も本発明に包含される。
本発明は、熱硬化性樹脂材料を用いた成形において、バリ発生を抑止した金型およびこの金型を用いた成形装置に適用できる。
10 可動側金型
20 固定側金型
30 キャビティ
31 ランナー
32 ゲート
33 スプルー
35 島状金型面
40 射出機構
50 温度調整機構
51,53 第1ヒーター
52,54 第2ヒーター
55,56,57 断熱板
12,22 型開き面
20 固定側金型
30 キャビティ
31 ランナー
32 ゲート
33 スプルー
35 島状金型面
40 射出機構
50 温度調整機構
51,53 第1ヒーター
52,54 第2ヒーター
55,56,57 断熱板
12,22 型開き面
Claims (4)
- 固定側金型と可動側金型とを有し、成形品形状としたキャビティを有する金型装置において、
前記両金型が型締めした場合に、キャビティ部とキャビティ部周辺の型開き面とを備え、前記周辺型開き面は両金型の間に隙間を有しており、
前記両金型の少なくとも一方には、前記キャビティ部近傍に第1ヒーターを前記周辺型開き面の近傍に第2ヒーターを備えるとともに、金型側面に断熱板を備えており、
前記周辺型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを有する場合には、前記第2ヒーターが第1ヒーターよりも高密度且つ型開き面の近くに位置するように設けられており、
第2ヒーターは、第1ヒーターよりも高い温度としたていることを特徴とする熱硬化性樹脂成形用金型。 - 前記第2ヒーターが、前記キャビティ外周の略全周に設けていることを特徴とする請求項1に記載の熱硬化性樹脂成形用金型。
- 熱硬化性樹脂を金型に射出し加熱することにより成形を行なう熱硬化性樹脂の成形方法において、
前記金型は、固定側金型と可動側金型とを有し、成形品形状としたキャビティを有し、
前記両金型が型締めした場合に、キャビティ部とキャビティ部周辺の型開き面とを備え、前記周辺型開き面は両金型の間に隙間を有しており、
前記両金型の少なくとも一方には、前記キャビティ部近傍に第1ヒーターを前記周辺型開き面の近傍に第2ヒーターを備えるとともに、金型側面に断熱板を備えており、
前記周辺型開き面の近傍において前記第2ヒーター以外に前記第1ヒーターを有する場合には、前記第2ヒーターが第1ヒーターよりも高密度且つ型開き面の近くに位置するように設けられており、
第2ヒーターは、第1ヒーターよりも高い温度にすると共に、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行い、
前記温度制御を実施した金型内に熱硬化性樹脂材料を射出して成形を行なうことを特徴とする熱硬化性樹脂の成形方法。 - 前記熱硬化性樹脂がBMCであり、キャビティ形状が碗状の反射鏡形状であることを特徴とする請求項4に記載の熱硬化性樹脂の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010286785A JP2012131179A (ja) | 2010-12-23 | 2010-12-23 | 熱硬化性樹脂成形用金型および成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010286785A JP2012131179A (ja) | 2010-12-23 | 2010-12-23 | 熱硬化性樹脂成形用金型および成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012131179A true JP2012131179A (ja) | 2012-07-12 |
Family
ID=46647342
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010286785A Pending JP2012131179A (ja) | 2010-12-23 | 2010-12-23 | 熱硬化性樹脂成形用金型および成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012131179A (ja) |
-
2010
- 2010-12-23 JP JP2010286785A patent/JP2012131179A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100850308B1 (ko) | 합성 수지 성형용 금형 | |
| JP6339766B2 (ja) | 成形装置 | |
| CN104108165B (zh) | 注塑成形用模具和注塑成形方法 | |
| KR101417621B1 (ko) | 급속 가열 및 냉각유로가 형성된 사출금형 | |
| WO2015076013A1 (ja) | 樹脂成形品及びその製造方法とそれを実施するための射出成形装置、射出成形金型及び射出成形方法 | |
| JP5580666B2 (ja) | 硬質液状樹脂成形用金型及び硬質液状樹脂成形方法 | |
| JP2002234054A (ja) | 複数樹脂の一体成形方法および一体成形金型 | |
| JP5869442B2 (ja) | フィルムインサート成形装置 | |
| JPH11129289A (ja) | 熱硬化性樹脂の射出成形用金型 | |
| KR20090101006A (ko) | 웰드라인 방지용 코어유니트 및 이를 이용한 사출금형 | |
| KR20110076799A (ko) | 사출성형방법 및 사출성형장치 | |
| CN102892564B (zh) | 制造薄型显示装置的外壳的注塑成形模具装置及薄型显示装置的外壳制造方法 | |
| JP2012131179A (ja) | 熱硬化性樹脂成形用金型および成形方法 | |
| KR101554489B1 (ko) | 자동차 내장재 성형용 사출 성형 금형 및 그 제조 방법 | |
| JP2012131178A (ja) | 熱硬化性樹脂成形用金型 | |
| US20090232930A1 (en) | Disk Molding Mold, Mirror Surface Disk, and Method of Manufacturing Mirror Surface Disk | |
| JP2005297386A (ja) | 金型装置および成形方法 | |
| JP2024121102A (ja) | 樹脂成形金型用ガス抜き機構、樹脂成形用金型、および樹脂成形方法 | |
| JP4847782B2 (ja) | モールド射出成形金型 | |
| CN210100534U (zh) | 基于针阀式热流道的免剪浇电动车前挡泥板注塑模具 | |
| JP6108862B2 (ja) | 合成樹脂製品製造用金型及び合成樹脂製品の製造方法 | |
| JP2003145538A (ja) | 成形用金型及びその製造方法 | |
| JP5584455B2 (ja) | 射出成形用金型及び射出成形装置 | |
| JP5313013B2 (ja) | トンネルゲート式成形金型 | |
| JP2008137275A (ja) | 金型装置及び成形品の製造方法 |